Сварочный аппарат вду 506 технические характеристики
Сварочный выпрямитель ВДУ-506
Автор: Игорь
Дата: 27.02.2019
- Статья
- Фото
- Видео
Сварочный выпрямитель ВДУ-506 изготовлен по ТУ У 31.1-20732066-091:2007 и ДСТУ IEC 60974-1:2003. Предназначен для самостоятельного использования в качестве дуговой сварки штучными электродами или в комплектации со сварочными агрегатами с автоматической или полуавтоматической настройкой. Параллельно поддерживает режимы сварки в защитной среде углекислотного газа, флюса, проволокой с наполнителем.
Благодаря следующим характеристикам использование агрегата обеспечивает высокое качество проводимых работ:
- ровное горение дуги;
- дозированная сила тока, независимо от полярности, исключает разбрызгивание металла и присаживаемых материалов;
- поверхность шва равномерная, чешуйчатая;
- возможность работы с разнородными материалами.
Весь комплекс мероприятий обеспечивает экономию материалов, а также исключает появление брака из-за нестабильной работы.

Сварочный аппарат ВДУ-506 с подающим устройством
Назначение и особенности конструкции 
Важно! Сила тока модели ВДУ-506 на выходе достигает 500 А, ее подключение предназначено только для производственных масштабов
Выпрямитель сварочный ВДУ-506С используется на профессиональной основе в промышленности, на мелких и крупных строительных площадках, муниципальными предприятиями города. Кроме высоких качественных показателей, он обеспечивает необходимые параметры, которые используются при сварке переменным и постоянным током. В перечень основных видов работ входят:
- сварка — работа на 2 полярностях;
- резка — в 3 режимах мощности с минимальными потерями металла;
- наплавление — возможна работа со всеми типами электродов.
Постоянный ток обладает большей силой, чем переменный. Это позволяет использовать покрытые электроды на разнородных сталях. Применяя метод изменения полярности, сваривать можно кромки толщиной от 1 до 50 мм. Плавлению подлежат как кромки металла, так и сами электроды (можно работать как с плавящимися, так и неплавящимися моделями). Среди сплавов можно использовать следующие:
- углеродистые;
- малолегированные;
- коррозионно-стойкие;
- разнородные (используется метод наплавления);
- цветные металлы (при применении электродов соответствующей марки).
Вышеперечисленные режимы возможны при условии «тонкой» регулировки выходных параметров, на каждом участке прибора. Сварочный выпрямитель ВДУ-506 У3 представляет собой конструкцию, состоящую из следующих основных агрегатов:
- Понижающий трансформатор. Основной элемент конструкции — сердечник, выполняется из электротехнической стали. Обе обмотки состоят из алюминиевой проволоки. В качестве диэлектрика используется стеклопластиковый лак.
- Диодный мост. Представляет ряд кремниевых пластин (диод IN4007) в количестве 12 штук.
- Система охлаждения.
- Система датчиков и аварийного отключения.
- Магнитный шунт.
Технические характеристики сварочного выпрямителя ВДУ-506 напрямую зависят от мощности трансформатора, компоновки и количества диодов. Суть выпрямителя состоит в том, чтобы трансформировать переменный ток в постоянный, обеспечив тем самым его высокую силу. Происходит это в 2 этапа:
1 этап. Входной переменный ток поступает на первичную обмотку, за счет электромагнитной индукции он передается на вторичную обмотку, где уменьшенное количество витков обеспечивает следующие изменения в его характеристиках:
- понижает напряжение;
- увеличивает силу.
2 этап прохождения тока — диодный мост. Состоит он из максимального количества диодов — 12 штук. Кремниевые пластины (диоды) являются полупроводниками, которые позволяют току проходить только в одном направлении. Создающийся «затор» электродов выделяет очень большое количество тепла во внешнюю среду, именно поэтому диодный мост обслуживает система охлаждения и отведения горячего воздуха.
Повышается температура очень быстро, поэтому установлен контроль над перегревом в виде датчиков температуры и низкоплавких пробок, которые при превышении определенного порога, расплавляясь, размыкают цепь.
В зависимости от подключения, агрегат работает на 2 полярностях:
- Прямая — мощная и тонкая электродуга используется для резки металла. В этом режиме применяется высокая сила тока, чтобы обеспечить производительность и минимальные потери.
- Обратная — электродуга обеспечивает неглубокий и широкий шов. Используется для соединения тонколистового, легированного металла, а также сварки разнородных сталей по принципу наплавления нескольких слоев.
Сварочный выпрямитель ВДУ-506 с пультом дистанционного управления
Технические характеристики
Модель ВДУ-506 относится к однофазному устройству и способна обеспечить питанием 1 пост одновременно, питаясь от 3-фазной сети переменного тока. Имеет внешние характеристики двух типов:
- жесткие — MIG-MAG;
- падающие — ММА.
Питание только от 3-фазной сети (380 В) с частотой 50 Гц и силой тока в диапазоне 50-500 А. Выпрямитель не должен работать при напряжении холостого хода более 85 В. Стабильная работа возможна при перепадах напряжения в сети в диапазоне от -10 до + 5 % от номинала, т. е. 342-399 В.
КПД агрегата при номинальном токе составляет 88 %.
Разновидности модификаций
Однопостовой сварочный выпрямитель ВДУ-506 вес имеет 225 кг и габариты 840 х 605 х 685 (без колесной базы) или 795 мм (с колесной базой). Представлен в универсальной модификации и предназначен для работ в умеренном климатическом поясе, при температурах от -40 до +40 °С.
Особенности эксплуатации и меры безопасности при работе
Важно! Около сварочной цепи создаются электромагнитные поля, которые отрицательно влияют на электрооборудование, а также некоторые имплантируемые приборы в организме человека (стимуляторы сердца и т. д.)
Аппарат не предназначен для работы:
- во взрывоопасной среде;
- при испарениях или любом другом взаимодействии с кислотами и щелочами;
- с влажностью среды более 80 % при 15 °С;
- при неисправном вентиляторе;
- при показании индикаторов о неготовности.
Если аппарат используется в закрытом помещении, предпочтительно применять систему вентиляции — как естественную, так и принудительную.
К работе допускаются лица, прошедшие подготовку по технике безопасности со сварочным оборудованием, имеющие не менее 2 разряда электросварщика, получившие наряд-допуск к работам.
Перед началом работ должна быть изучена инструкция по эксплуатации.
Заключение
В целом, выпрямитель ВДУ-506 относится к надежным приборам. Минимальное количество автоматики, использование качественных сплавов и защитных элементов исключают сбои в работе, обеспечивают отличную ремонтопригодность и долговечность.
Выпрямитель сварочный типа ВДУ-506 С У3.1
Общие сведения
Выпрямитель типа ВДУ-506 С У3.1 предназначен для ручной дуговой сварки на постоянном токе штучными металлическими электродами, а также для комплектации полуавтоматов для механизированной сварки в среде защитных газов изделий из легированных и коррозионно-стойких сталей.
Выпрямитель может использоваться также для работы в составе автоматов, роботов и манипуляторов.
Структура условного обозначения
ВДУ-506 С У3.1:
ВД — выпрямитель для дуговой сварки;
У — универсальный;
5 — номинальный сварочный ток, сотни ампер;
06 — регистрационный номер;
С — условное обозначение фирмы-изготовителя;
У3.1 — климатическое исполнение и категория размещения по ГОСТ
15150-69 и ГОСТ 15543.1-89.
Условия эксплуатации
В закрытых помещениях.
Высота над уровнем моря не более 1000 м.
Температура окружающей среды от минус 10 до 40°С.
Относительная влажность воздуха не более 80% при температуре 20°С.
Окружающая среда невзрывоопасная, не содержащая токопроводящей пыли, агрессивных газов и паров в концентрациях, разрушающих металлы и изоляцию.
Группа механического исполнения М1 по ГОСТ 17516.1-90.
Эксплуатация выпрямителя должна осуществляться в соответствии с требованиями действующих «Правил технической эксплуатации электроустановок (ПТЭ)», «Правил техники безопасности при эксплуатации электроустановок потребителей (ПТБ)» и ГОСТ 12.3.003-86.
Выпрямитель соответствует требованиям ТУ У 12-20732066-043-96 ЕВГИ.435311.005 ТУ.
Нормативно-технический документ
ТУ У 12-20732066-043-96 ЕВГИ.435311.005 ТУ
Технические характеристики
Выпрямитель имеет жесткие (ЖХ) и падающие (ПХ) внешние характеристики.
При работе с полуавтоматом используются жесткие характеристики, при ручной сварке — падающие.
Основные параметры выпрямителя приведены в таблице.
| Наименование параметра | Значение параметра для | ||||||||||||||||||||||
| ЖХ | ПХ | ||||||||||||||||||||||
| 50–500 | 60–500 | ||||||||||||||||||||||

| Характеристика | Значение | |||
|---|---|---|---|---|
| Напряжение питания, В | 3х380 | |||
| Напряжение на холостом ходу, В | 85 | |||
| Номинальный сварочный ток при ПН=60%, A | 500 | |||
| Диапазон регулирования сварочного тока, А | MMA | MIG/MAG | ||
| 60 | ||||
Действует гарантия производителя!
- Быть юридическим лицом или индивидуальным предпринимателем
- Заключить договор поставки
- Закупать сварочное оборудование и материалы в «ИТС-Урал»
Не нашли нужный товар? Свяжитесь с нами — мы привезем оборудование под заказ или предложим альтернативное решение.
Спасибо, что обратились к нам! Менеджер обязательно свяжется с Вами в ближайшее время.
Подробное описание товара
Выпрямитель сварочный ВДУ-506 предназначен для ручной дуговой сварки покрытыми электродами на постоянном токе, комплектации полуавтоматов и автоматов для сварки изделий из стали в среде защитных газов на постоянном токе. Является регулируемым тиристорным выпрямителем с жесткой или падающей внешней характеристикой.
Отличием от версии ВДУ-506С является классическое построение и отсутствие комбинированной вольт-амперной характеристики в режиме полуавтоматической сварки.
Выпрямитель сварочный ВДУ-506 работает в комплекте с полуавтоматом ПДГО-510-5, со стабилизацией скорости подачи сварочной проволоки и возможностью удаления подающего механизма от выпрямителя на расстояние до 30м, оптимален для цеховых условий при сварке на токах дуги до 450А (ПВ=100%).
Выпрямитель сварочный ВДУ-506 имеет следующие основные технические решения:
- плавное регулирование сварочного тока в режиме ММА и сварочного напряжения в режиме МIG/MAG;
- наличие розетки 36 В для питания подогревателя газа;
- защита от тепловой перегрузки;
- быстросъемные, безопасные токовые разъемы;
- класс изоляции Н;
- принудительное охлаждение.
Компания «ИТС-Урал» является официальным сертифицированным представителем АО Научно-Производственной Фирмы «ИТС» с правом продажи и технического обслуживания сварочного оборудования и материалов, производимых предприятиями Группы Компаний «ИТС» (торговые марки «ЭСВА», «Сэлма», «ИТС»).
Аналоги к данному товару можно посмотреть и потрогать в специализированных сварочных магазинах
Если и после этого останутся вопросы, вы можете попробовать оборудование в работе на производственном участке «ИТС-Урал» (услуга предоставляется на товар, который есть в наличии на складе в Екатеринбурге).
Подробности об услуге Тест-драйв оборудования по телефону
+7 (343) 222-1-999.
Собственное производство
ООО «ИТС-Урал» входит в группу заводов сварочного оборудования «ИТС». АО «Научно-производственная фирма «ИТС» — ведущий российский производитель и поставщик сварочного оборудования и расходных материалов. Эта крупная специализированная Финансово-промышленная группа объединяет разработчиков, промышленные предприятия и центры по продаже и сервисному обслуживанию сварочного оборудования.
Компания «ИТС» была основана в 1991 году и сегодня представляет собой крупную промышленно-финансовую группу, в состав которой входят АО «Электромашиностроительный завод «ФИРМА СЭЛМА» (г. Симферополь), АО «ЭЛЕКТРОСВАРКА» (АО «ЭСВА») (г. Калининград).
Фундаментальное направление деятельности ООО «ИТС-Урал» — это комплексное решение задач для обеспечения сварочного производства в Уральском федеральном округе. Головной офис, розничные магазины, производство и склад компании базируются в Екатеринбурге.
Собственный сервисный центр
Официальный сервисный центр компании «ИТС-Урал» расположен на территории производственно-складского комплекса компании. Обслуживает и ремонтирует оборудование для сварки, резки и наплавки заводов СЭЛМА и ЭСВА, торговых марок BIMArc, Сварог, Ресанта, Кедр, Aurora и пр.
Характеристики сварочного выпрямителя ВДУ 506
Время чтения: 3 минуты
Сварочные выпрямители ВД и ВДУ — это хорошо известные аппараты для всех сварщиков старой закалки. Они надежные, мощные и неприхотливые. Их достоинства многократно проверены на опыте многих мастеров. Техническое обслуживание подобных сварочников всегда стоит недорого, а многие ремонтные работы можно выполнить своими руками.

И не смотря на появление компактных инверторов, громоздкие, но мощные выпрямители и трансформаторы все еще в ходу. Их выбирают не только профессионалы, но и новички, которые хотят за небольшие деньги приобрести аппарат с большим запасом по характеристикам. В этой статье мы расскажем про аппарат ВДУ модели 506, а точнее его модификации 506С УЗ.
Общая информация и характеристики
Сварочный аппарат модели ВДУ-506С У3 — это мобильный сварочный выпрямитель, предназначенный для ручной дуговой сварки с применением покрытого электрода. Аппарат работает на постоянном токе, корпус изготовлен из прочного металла, есть принудительная система охлаждения. Данная модель выдает до 500 Ампер и для питания требует 380 Вольт.
Учтите, что ВДУ 506 — это однопостовой аппарат. Если вам необходима организация сразу нескольких рабочих мест, то лучше приобрести выпрямитель сварочный многопостовой.

Также, помимо ручной дуговой сварки вам доступна резка и наплавка металлов с применением тех же покрытых электродов. Дополнительно вы можете подключить к аппарату подающий механизм и горелку, чтобы использовать его в режиме MIG/MAG. Обратите внимание, что для MIG/MAG сварки в комплекте с выбранным вами ВДУ 506 должен быть подающий механизм. Горелку необходимо докупить самостоятельно.
Кстати, выпрямитель ВДУ 506С У3 отличается от классического трансформатора в лучшую сторону. В его конструктиве предусмотрены тиристоры. Благодаря им аппарат обладает улучшенным функционалом. К примеру, он способен стабилизировать напряжение и ток, а также работать дистанционно .
Особенности
Существует миф, что сварочный выпрямитель нельзя использовать в закрытом помещении. Но к модели ВДУ 506 это не относится. Он отлично себя чувствует при наличии естественной вентиляции (щели, открытое окно и т.п.). И даже больше: этот аппарат способен работать при очень низких температурах до -40 градусов.

Не смотря на это, данный выпрямитель не предназначен для сварки во взрывоопасной среде. Выделяющиеся пары и газы способны повредить сварочный аппарат или вовсе вывести его из строя.
Мы привыкли думать, что трансформатор и выпрямитель — это сложный в применении аппараты. Это во многом справедливо. Но модель ВДУ 506 лишена многих недостатков. Дуга поджигается легко и горит стабильно, при условии, что вы обеспечили достаточное напряжение в сети для питания аппарата. Все это возможно благодаря улучшенным характеристикам. Можно сказать, что ВДУ 506 — это существенно доработанная версия классического выпрямителя.
Вместо заключения
Это все, что вам необходимо знать про ВДУ 506С УЗ на начальном этапе. Аппарат очень мощный, надежный и при этом не слишком дорогой. Мы уверены, что он будет служить долгие годы, не беспокоя вас поломками. Подобные сварочники хоть и сложны в управлении, зато дают большой простор для работы. Характеристик достаточно, чтобы сварить любой металл практически любой толщины.
При выборе аппарата обращайте внимание на качество сборки и не забудьте проверить его работоспособность. Данную модель производят многие заводы, поэтому качество может разниться. Встречаются как и отличные варианты, так и откровенные подделки. Желаем удачи в работе!
Сварочный аппарат вду 506 технические характеристики

Выпрямитель сварочный типа ВДУ-506 УЗ предназначен для комплектации сварочных автоматов и полуавтоматов однопостовой механизированной сварки в среде углекислого газа и под флюсом, а также для сварки порошковой проволокой.
Выпрямитель может быть использован для работы со сварочными роботами и манипуляторами, а также для ручной дуговой сварки штучными электродами.
Климатическое исполнение выпрямителя «У», категория размещения 3, тип атмосферы II по ГОСТ 15150-69 и ГОСТ 15543-70, но для работы при нижнем значении температуры окружающей среды от 263 К (минус 10°С) до 313 К (+40°С).
Выпрямитель предназначен для работы в закрытых помещениях с естественной вентиляцией без искусственно регулируемых климатических условий, где воздействие песка и пыли существенно меньше, чем на открытом воздухе, при соблюдении следующих условий:
1) высота над уровнем моря не более 1000 м;
2) среднемесячное значение относительной влажности воздуха в наиболее теплый и влажный период при продолжительности воздействия в течение 6 месяцев — 80% при 293 К (+ 20°С);
3) допускается кратковременная (чрезвычайно редко и в течение не более 6 часов) эксплуатация выпрямителя при температуре окружающей среды 318 К (+45° С) и относительной влажности 98% при 298 К (+ 25°С);
4) отсутствие резких толчков и ударов;
5) степень жесткости климатических факторов внешней среды 111 по ГОСТ 16962-71.
Не допускается использование выпрямителей во взрывоопасной среде, содержащей токопроводящую пыль, едкие пары и газы, разрушающие металлы и изоляцию.
Выпрямитель выполняется на одно из напряжений сети: 220 V- код ОКП 34 4184 3201 или 380 V— код ОКП 34 4184 3202.
Устройство и принцип работы
1. Выпрямитель является универсальным и имеет падающие (крутопадающие) и жесткие (полого падающие) внешние характеристики. Вид внешних характеристик показан на рис 5,6 и 7.
Питание выпрямителя производится от промышленной трехфазной сети переменного тока.
Каждый выпрямитель выполняется только на одно из указанных в табл. 1 напряжений.
2. Плавное регулирование сварочного тока (при падающих) и напряжения (при жестких внешних характеристиках) осуществляется резистором на блоке управления (местное регулирование), а также с полуавтомата или автомата (дистанционное регулирование).
3. Принципиальная электрическая схема приведена на рис. 2.

Схема электрическая соединений выпрямителя — на рис. 3.

Схема электрическая соединений блока управления — на рис. 4.
Перечень элементов к принципиальной электрической схеме приведен в табл. 14.
Расшифровка символических обозначений, нанесенных на панелях выпрямителя, приведена на рис. 13.

4. Заземление корпуса выпрямителя осуществляется с помощью специального болта, отмеченного символом «Заземление», расположенного на задней стенке выпрямителя.
5. Для подключения питающей сети со стороны задней стенки имеется разъем ХР1 (3) с емкостными фильтрами C1- СЗ и резисторами R1 — R3 для защиты от помех радиоприему, возникающих при сварке.
6. Подключение выпрямителя к питающей сети и защита его от коротких замыканий осуществляются автоматическим выключателем QF (4). расположенным на задней стенке.
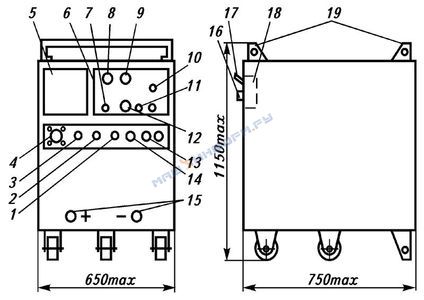
7. Для подсоединения сварочных кабелей на передней стенке имеются два разъема: один из них XS5 (15) обозначен знаком « + », другой XS6 (30) знаком « — ».
Заземление одного из кабелей производится с помощью шины (31). расположенной с обратной стороны разъема.
8. На передней стенке расположены: разъем XS3 (16) для подключения блоков управления автомата и разъем XS4 (17) для подключения подогревателя газа (36 В), питаемого от вспомогательного трансформатора Т2.
9. В верхней части передней стенки слева расположена ниша (18) для установки блока управления полуавтомата, который вставляется в нишу и подключается к выпрямителю через разъем XS2. Разъем расположен внутри ниши.
10. В правой верхней части передней стенки установлен блок управления выпрямителем (10).
11. Под блоком управления выпрямителем расположены: сигнальная лампа контроля напряжения Н1 (29). выключатель SA1 (26) трансформатора Т2( 1 1) питания цепей управления полуавтомата, автомата и подогревателя газа, а также кнопки включения — отключения выпрямителя — «пуск» SB7 (28) и «стоп» SB6 (27).
12. Под крышей кожуха внутри выпрямителя расположены предохранители
FV1. FV5 —для защиты трансформатора Т2 (1 1), FV2. FV3. FV4 —для защиты двигателя вентилятора: FV6. FV7. FV8 — для защиты вспомогательного трансформатора ТЗ блока управления выпрямителя.

13. Расчетные данные трансформатора Т2 приведены в табл. 3.
14. Силовом трансформатор Т1 (14) трехфатный. магнитопровод из холоднокатаной электротехнической стали 3413. Обмоткн изготовлены из алюминиевого обмоточного провода марки АПСД. Обмоточные данные трансформатора приведены в табл. 4.

15. Дроссель в сварочной цепи L2 (13). Сердечник из электротехнической холоднокатаной стали 3413. Немагнитный зазор — 2 мм. Дроссель имеет рабочие (I, II) и вспомогательные (III. IV) обмотки. В цепь вспомогательных обмоток включены тиристоры VS7, VS8.
При работе на падающих внешних характеристиках переключатель SA3.7 соединяет управляющие электроды тиристоров с их катодами. Тиристоры постоянно закрыты, вспомогательные обмотки дросселя отключены. При работе на жестких внешних характеристиках на управляющие электроды тиристоров VS7 и VS8 постоянно подано напряжение от выпрямителей V31. V32. Поэтому тиристоры открываются анодным напряжением.
Наводимая в обмотках дросселя переменная э. д. с. и протекающий по ним ток управления обеспечивают автоматическое уменьшение индуктивности дросселя при работе выпрямителя на малых режимах и получение дополнительных пиков тока, что даст возможность производить сварку электродной проволокой диаметром 1,2 mm на токах с 60 А.
Обмоточные данные дросселя сварочной цепи L2 приведены в табл. 5.

16. Уравнительный реактор L1 (12). Сердечник из холоднокатаной электротехнической стали 3413 имеет две одинаковые полу обмотки. Обмоточные данные приведены в табл. 6.

17. Силовой выпрямительный блок состоит из шести тиристоров VS1-VS6 (7) типа Т161—Т160, собранных по шестифазной схеме выпрямления с уравнительным реактором.
18. Вентиляция выпрямителя воздушная, принудительная. Вентилятор выпрямителя (8) приводится во вращение трехфазным асинхронным двигателем М. Правильное направление вращения вентилятора — левое (против часовой стрелки), глядя со стороны лицевой панели. При правильном охлаждении выпрямителя воздух должен засасываться со стороны вентилей. Нормальная работа системы вентиляций контролируется ветровым реле (9). имеющим контакт SQ8 в цепи обмотки реле KV3. При нарушении вентиляции пускатель КМ2, в цепи которого находятся контакты реле KV3, отключает трансформатор Т1 от сети.
19. Дли зашиты выпрямителя от длительных перегрузок небольшой кратности пускатель КМ2 снабжен тепловым реле КМ2—FP.
20. Зашита тиристоров от перенапряжений осуществляется резисторно-емкостной цепью, состоящей из R5 и С4. Подключение этой цепи к соответствующей паре тиристоров производится диодным коммутатором V26*V28. Конденсатор С4 шунтирован разрядным резистором R4.
21. Блок управления (10) выпрямителя включает в себя: электронные платы А1 — формирования напряжения управления; А2 — формирования импульсов управления тиристорами; вспомогательный трансформатор ТЗ; выпрямительные блоки со стабилитронами и емкостными фильтрами.
22. Вспомогательный трансформатор ТЗ трехфазный. Его обмоточные данные приведены в табл. 7.

23. На лицевой панели блока управления выпрямителя расположены:
резистор-регулятор тока — напряжения RP16 (23);
тумблер предварительной установки напряжения на жестких внешних характеристиках SA2 (25);
переключатель вида внешних характеристик SA3 (21);
переключатель места управления (местное — дистанционное) SA4 (22);
тумблер включения сварочной цепи SA5 (24); вольтметр PV(19) и амперметр РА (20) для контроля режима сварки.
24. Крайнее левое положение ручки резистора RP16 блока управления соответствует минимальному значению выпрямленного напряжения и тока сварки. Поворот ручки по часовой стрелке соответствует увеличению сварочного тока и напряжения.
25. Переключатель вида внешних характеристик SA3 служит для включения выпрямителя на работу с падающими или жесткими внешними характеристиками. Положение переключателя обозначено на панели соответствующими символами.
26. Выключатель SA5 имеет фиксированное среднее положение и служит для местного включения и отключения сварочной цепи.
27. Переключатель SA4 служит для включения выпрямителя на местное или дистанционное управление.
При дистанционном управлении с пульта управления автомата или горелки полуавтомата резистор RP16 и выключатель SA5 отключены.
28. Включение тумблера SA2 позволяет в сочетании с RP16 предварительно установить рабочее напряжение при работе на жестких внешних характеристиках.
29. Включением автомата QF подается напряжение на вспомогательные цени, при этом загорается сигнальная лампа Н1. Нажатием кнопки SB7 «Пуск» подается напряжение на катушку пускателя КМ1; включается двигатель вентилятора М; подключается трансформатор ТЗ; срабатывает ветровое реле SQ8 в цепи катушки промежуточного реле KV3. При нажатии выключателя SA5 замыкается цепь катушки реле KV3, которое своими контактами подает напряжение на катушку магнитного пускателя КМ2. Силовой трансформатор Т1 подключается к сети. На выходе выпрямителя появляется напряжение. Выключение выпрямителя производится нажатием кнопки SB6 «Стоп».
30. Для удобства поворота выпрямителя при перемещении боковые и торцевые пары колес расположены в разных плоскостях и выпрямитель в стационарном положении имеет незначительны наклон.