Сварочный трансформатор тд 500 технические характеристики
Сварочные трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформатор ТД-500 — однофазный стержневого типа.
Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили в настоящее время широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении.
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока. Точность показаний шкалы составляет 7,5% от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
На рис. 16, а, б, показаны принципиальная электрическая и конструктивная схемы трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмоток 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается и величина сварочного тока уменьшается.
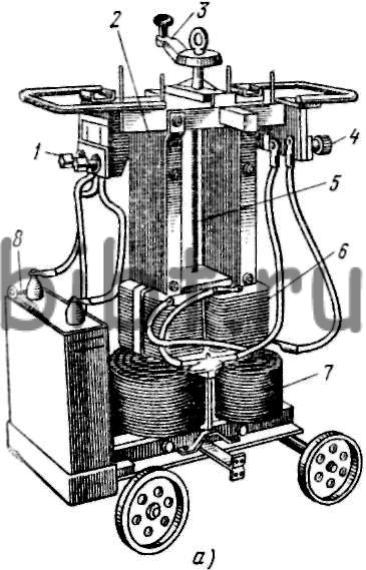
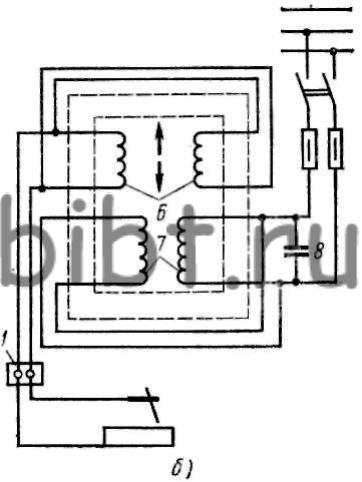
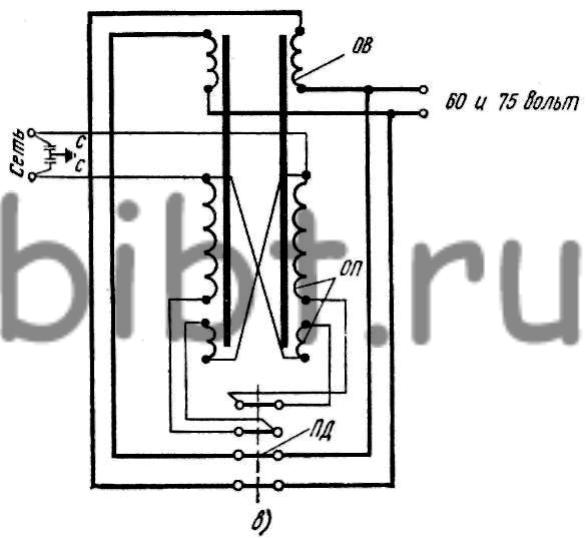
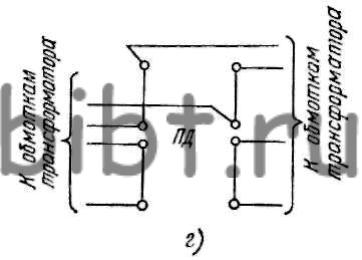
Рис. 16. Сварочные трансформаторы:
а — конструктивная схема трансформатора ТСК-500 (кожух снят), б — его электрическая схема: 1 — сетевые зажимы для проводов, 2 — сердечник (магнитопровод), 3 — рукоятка для регулирования тока, 4 — зажимы для подсоединения сварочных проводов, 5 — ходовой винт, 6 — катушка вторичной обмотки, 7 — катушка первичной обмотки, 8 — компенсирующий конденсатор (стрелками показано перемещение катушек для регулирования тока), в — параллельное соединение обмоток трансформатора ТД-500, г — последовательное соединение обмоток; ОП — первичная обмотка, ОВ — вторичная обмотка, ПД — переключатель диапазона токов, С — защитный фильтр от радиопомех
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности (cos φ). На рис. 16, в показана принципиальная электрическая схема трансформатора ТД-500, представляющего собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное -диапазон малых токов.
Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 или 380 В.
Трансформатор ТД-500 — однофазный стержневого типа состоит из следующих основных узлов: магнитопровода-сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Алюминиевые обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки неподвижно закреплены у нижнего ярма, а вторичной обмотки — подвижные. Диапазоны тока изменяют переключателем барабанного типа, рукоятка которого выведена на крышку трансформатора. Ток отсчитывают по шкале, отградуированной соответственно на два диапазона токов при номинальном напряжении питающей сети.
Емкостной фильтр, состоящий из двух конденсаторов, служит для снижения помех радиоприемным устройствам.
Технические характеристики и схема сварочного трансформатора ТД-500
 Сварочный трансформатор ТД 500, с момента начала выпуска которого прошли уже десятилетия, до сих пор успешно применяется для сварки изделий из металла.
Сварочный трансформатор ТД 500, с момента начала выпуска которого прошли уже десятилетия, до сих пор успешно применяется для сварки изделий из металла.
Популярность и востребованность аппарата в промышленности и строительстве объясняется простотой эксплуатации, функциональными возможностями и относительно малой стоимостью. Помимо этого, аппарат отличается надежностью и возможностью использования даже в экстремальных условиях.
Схема
Сварочный аппарат ТД 500 отличается простотой конструкцией. Понижающая характеристика образуется путем высокого индуктивного рассеяния, образуемого установкой первичной и вторичной обмоток (ОП и ОВ соответственно) по оси сердечника.

Плавность регулировки поставляемого тока производится приближением либо удалением ОВ от ОП. Помимо того, возможно управление током перекидыванием обвивки, при этом образуется два интервала регулировки:
- При установке I интервала (низкие токи) выполняется последовательное подключение катушек. Некоторая группа витков ОП отсоединяется, что приводит к увеличению напряжения холостого хода на контактах ОВ до 76 В. Таким образом добиваются устойчивости дуги на низких токах.
- Во II интервале (большие токи) реализовано параллельное соединение катушек. На контактах холостого хода происходит снижение напряжения ОВ до 60 В.
Интервалы изменяются посредством барабанного переключателя с отведенной на крышку корпуса ручкой. Секторный токоуказывающий механизм зафиксирован на сердечнике под крышкой и соединен посредством рычага с подвижной обвивкой.
Определение тока выполняется по специальной шкале через смотровое стекло кожуха. Градация шкалы выполнена для обоих диапазонов сварочного тока при номинальном напряжении сети и при напряжении на выходных контактах вторичной цепи при сварке, равном 30 В.
Емкость-фильтр оборудования образуется из конденсаторов С, снижающих образующиеся при производстве работ радиопомехи. Также функцией фильтров является увеличение мощности.
Особенности эксплуатации и подключения
 ТД 500 – модель, предназначенная для регулирования параметров напряжения при выполнении электросварки металлических изделий. Устройство широко распространено благодаря малой стоимости и простоты эксплуатации. Производительности аппарата хватает для производства работ по сварке металлических элементов.
ТД 500 – модель, предназначенная для регулирования параметров напряжения при выполнении электросварки металлических изделий. Устройство широко распространено благодаря малой стоимости и простоты эксплуатации. Производительности аппарата хватает для производства работ по сварке металлических элементов.
Устройство предназначено для выполнения ручной дуговой сварки покрытыми электродами. Согласно паспорта, ТД-500 – однофазный преобразователь электротока, с повышенным рассеянием магнитного поля. Зазор воздуха зависит от того, на сколько сдвинуты подвижные обмотки.
Регулятор тока приводится в действие перемещением ходового винта, вращаемого вручную. При этом происходит сдвиг обмоток завинчиванием в гайку.
Повышенное рассеяние магнитного поля происходит за счет особенностей размещения обмоток. Одна перемещается совместно с винтом, другая – неподвижно зафиксирована в точке крепления.
Трансформатор отнесен к группе стандартных приборов, выпускающимся серийно. Устройство отличается высокой мощностью, потому подключение его должно выполняться с использованием кабелей большого сечения, в противном случае соединительные провода под воздействием тока нагреются и расплавятся.
Подсоединение должно выполняться аттестованным работником. Отдельное внимание уделяется местам стыковки кабелей, так как они являются точками, вероятность возникновения поломок в которых наиболее высока. При отсутствии плотного контакта между окончаниями кабеля и клеммами из меди, эти места подвержены перегреванию из-за недостаточной площади соприкосновения. Такая неисправность приводит к возникновению короткого замыкания.
[stextbox избежание этого нужно максимально плотно, но не пережимая, скрутить точки сопряжения и постоянно наблюдать за плотностью прилегания.[/stextbox]
Место расположения трансформатора для недопущения короткого замыкания не должно быть влажным.
Важным моментом является охлаждение, так как у ТД 500 есть некоторые проблемы с нагреванием и отводом излишков тепла. Кроме устанавливаемой отдельно принудительной системы вентилирования, нелишним будет отыскать место установки с естественной вентиляцией либо зону прохлады. При выполнении наружных работ такие места – затененные, открытые для ветра.
Определенные инструкцией рабочие параметры устройства превышать не рекомендуется, действовать только в допускаемых интервалах. Нельзя забывать о максимальных сроках непрерывной работы. Для ТД 500 этот параметр равен 60%. то есть из 10 часов аппарат должен работать только 6, а 4 часа – находиться в выключенном.
[stextbox При возникновении неисправностей или поломок в процессе эксплуатации следует незамедлительно отключить аппарат от питающей сети. Новое подключение допускается выполнять только после полного устранения причин неисправности.[/stextbox]
Преимущества
 Трансформаторы ТД-500 обладают следующими преимуществами:
Трансформаторы ТД-500 обладают следующими преимуществами:
- Простота конструкции. Благодаря этому устройство отличается высокой надежностью и ремонтопригодностью, легкостью в обслуживании.
- Широкий интервал регулирования параметров. Аппарат эффективно работает в условиях крупного производства при необходимости выполнения широкого спектра задач в различных режимах эксплуатации.
- Относительно малое напряжение при холостой работе, что обеспечивает высокую экономичность использования.
- Возможность выполнения не только сопряжения деталей свариванием, но и их резание. Мощности трансформатора достаточно для работы в таком режиме.
- Отсутствие эффекта магнитного вздутия.
- Безопасное и удобное выставление требуемых для работы показателей посредством перемещения расположенных на корпусе рукоятей.
Недостатки
К недостаткам трансформаторов относятся:
- Значительная масса, составляющая 210 кг. Данный недостаток компенсируется высокой мощностью и возможностью работы с крупными деталями.
- Плохая работа с низкими токами. Устройства неэффективны для выполнения работ по свариванию тонкостенных элементов, так как рабочий интервал рассчитан преимущественно для работы с заготовками большой толщины.
- Непригодность для проведения работ в домашнем хозяйстве.
- Выполнение сварки переменным током, что приводит к ухудшению качества шва по сравнению с работой на постоянном токе.
[stextbox читайте на нашем сайте статью об отличиях сварочного трансформатора и инвертора[/stextbox]
Технические характеристики
Основные технические характеристики сварочного трансформатора ТД 500 следующие:
- номинал напряжения на холостом ходу – 60 В;
- номинал сварочного тока – 500 А;
- мощность – 32 А.
Регулирование сварочного тока выполняется в таких пределах:
- основной интервал – 240-650 А;
- дополнительный диапазон – 90-240 А;
- параметр мощности – 0,65;
- длина – 720 мм;
- ширина – 570 мм;
- высота – 835 мм.
Вес трансформатора составляет 0,21 т.
Меры и техника безопасности
При эксплуатации трансформатора ТД-500 необходимо соблюдать следующие правила личной безопасности и меры предосторожности.
Перед включением нужно осмотреть корпус устройства и убедиться в его целостности. При прекращении поджига дуги аппарат следует немедленно отключить от питания и убедиться в исправности конденсаторов, не пробовать многократно ее возбудить.
Использование прибора должно выполняться при неукоснительном соблюдении правил, изложенных в инструкции. Ремонт и уход за преобразователем должны выполняться только при отключении его от питания. После выключения преобразователю необходимо дать время на остывание.
Производители
Изготовлением ТД-500 занимается несколько производителей. Среди них наиболее крупные объемы поставок предлагают:
- ЕТА-групп, г. Санкт-Петербург, РФ;
- ООО «Винтор», Винницкая область, Украина;
- электромашиностроительное предприятие «СЭЛМА», г. Симферополь, Крым.
[stextbox Петрович Алексеенко, сварщик, стаж работы 35 лет: «Несмотря на кажущуюся громоздкость и не современный внешний вид, трансформаторы для сварки переменным током ТД-500 до сих пор востребованы на различных производствах. Аппараты обладают «советским» ресурсом работы и прослужат еще долгие годы».[/stextbox]
Полное описание сварочного трансформатора модели ТД 500

В мире сварочных аппаратов одним из самых стабильных и надёжных является сварочный трансформатор.
Уже много времени он без проблем справляется с работой в самых тяжёлых условиях и не требует соблюдения жёстких правил в хранении. Сварочный аппарат ТД 500 — яркий представитель таких трансформаторов.
Из сегодняшней статьи Вы узнаете о достоинствах этой модели и о её основных характеристиках.
- Общие сведения
- Особенности
- Подведем итог
Общие сведения
![]()
Нам известно о существовании десятка моделей подобных аппаратов, какие применяются на протяжении не одного десятка лет.
К ним относятся следующие модели: ТДМ 250, ТДМ 303, ТДМ 305, ТДМ 317, ТДМ 402, ТДМ 500, ТДМ 503, ТДМ 505 и наш сегодняшний фаворит — сварочный трансформатор ТД 500.
Сразу хочется оговориться, что модель ТД 500 была создана больше для профессиональной сварки чем для любительской. Но это не означает, что ТД 500 нельзя использовать для домашних целей.
Невзирая на то, что он предназначен для промышленного применения, стоит он весьма не дорого. При этом нужно учитывать что его внушительная мощность требует соответствующего питания.
Опытные сварщики оценят его достаточную производительность. ТД 500 выдаёт от 100 до 500 Ампер. Благодаря такому запасу мощности, он способен справиться с большинством сварочных операций.
Эта модель имеет очень удобный регулятор сварочного тока. Специальный винт, для регулировки тока, нужно вручную вращать для передвижения обмотки.
Перемещением одной из трансформаторных обмоток можно добиться рассеивания магнитного поля, которое здесь так же доступно.
Особенности
![]()
Простота конструкции выгодно выделяет ТД 500 на фоне похожих изделий. За счёт этого можно быть уверенным в его надёжности и не беспокоиться о техническом обслуживании.
Проблем не возникнет и с ремонтом. Все запчасти и комплектующие доступны в продаже и имеют не высокую цену.
За счёт своей высокой мощности, он даёт возможность не только варить с применением электродов, но и резать металл. Без серьёзных усилий металл режется очень быстро. Очень важно, что он не имеет эффекта магнитного дутья.
А это означает, что блуждание дуги по поверхности во время сварки исключено. За счёт этого Вы можете сформировать более аккуратный шов. Управление многими регулировками с помощью ручек на корпусе аппарата значительно упрощает работу.
Новички не редко сталкиваются с трудностями при работе с ТД 500. Это не вина героя нашей сегодняшней статьи. Это связано со специфическими особенностями всех трансформаторов в целом. Отсутствие дуги при её поджиге является самой распространённой.
Если такая проблема возникла, то необходимо отключить аппарат от питания и проверить, целы ли конденсаторы. Если Вам раньше не приходилось диагностировать поломки трансформатора, то эту задачу облегчит инструкция идущая в комплекте.
Там описаны способы обнаружения неисправностей и их устранения. Часто проблема заключается в том, что аппарат перегрелся и его нужно отключить на некоторое время, чтоб дать ему остыть.
Подведем итог
Трансформатор ТД 500 отлично покажет себя в быту и легко справится со сложными задачами профессионального характера.
Существенно расширяется диапазон возможностей, за счёт его внушительной мощности — более 400 Ампер.
Он надёжен, прост, недорог в обслуживании и ремонте.
Сварочный трансформатор ТД-500У2

- Русский
- Компас
- Учебные
- Добавлен: 03.07.2014
- Размер: 168 KB
- Закачек: 0
Описание
Состав проекта
Дополнительная информация
Содержание
1 Общая часть____________________________________________________
1.1 Назначение сварочного трансформатора типа ТД-500У2______________
1.2 Состав и краткая характеристика сварочного трансформатора типа
1.3 Принцип действия сварочного трансформатора типа ТД-500У2________
1.4 Требования к электрооборудованию сварочного трансформатора типа ТД-500У2_____________________________________________________
1.5 Описание схемы управления сварочного трансформатора типа ТД-500У2_____________________________________________________
2 Технологическая часть___________________________________________
2.1 Подготовка сварочного трансформатора ТД-500-У2 к работе__________
2.2 Техническое обслуживание электрооборудования сварочного трансформатора типа ТД-500У2__________________________________
2.3 Основные неисправности сварочного трансформатора ТД-500У2______
2.4 Ремонт сварочного трансформатора_______________________________
2.4.1 Маршрутная карта
2.4.2 Операционная карта
2.5 Испытание сварочного трансформатора после текущего ремонта_____
2.6 Ведомость материалов__________________________________________
2.7 Правила безопасности при эксплуатации сварочного трансформатора ТД-500У2_____________________________________________________
Выводы по курсовому проекту ______________________________________
Чистый лист для лицензии
Введение
Одним из важнейших преимуществ переменного тока перед постоянным является легкость и простота, с которой можно преобразовать переменный ток одного напряжения в переменный ток другого напряжения. Достигается это посредством простого и остроумного устройства – трансформатора, созданного в 1876 г. замечательным русским ученым Павлом Николаевичем Яблочковым.
П.Н. Яблочков предложил способ «дробления света» для своих свечей при помощи трансформатора. В дальнейшем конструкцию трансформаторов разрабатывал другой русский изобретатель И.Ф. Усагин, который предложил применять трансформаторы для питания не только свечей Яблочкова, но и других приемников.
В дальнейшем несколько конструкций однофазных трансформаторов с замкнутым магнитопроводом были созданы венгерскими электротехниками О. Блати, М. Дери и К. Циперновским. Для развития трансформаторостроения и вообще электромашиностроения большое значение имели работы профессора А.Г. Столетов по исследованию магнитных свойств и расчету магнитных цепей.
Сварочные трансформаторы предназначены для создания устойчивой электрической дуги, поэтому они должны иметь требуемую внешнюю характеристику. Как правило, это падающая характеристика, так как сварочные трансформаторы используются для ручной дуговой сварки и сварки под флюсом.
Промышленный переменный ток на территории России имеет частоту 50 периодов в секунду (50 Гц). Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75 В. При сварке на малых токах (60—100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70 — 80 В.
1 общая часть
1.1 Назначение сварочного трансформатора типа ТД-500У2
Трансформатор сварочный ТД500У2 служит для питания одного сварочного одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов переменным током частоты 50 Гц и предназначен для работы в закрытых помещениях и на открытом воздухе. При сварочных работах на открытом воздухе он должен быть защищен навесом от попадания на него дождя и снега.
Трансформатор соответствует требованиям ГОСТ 9569 при работе над уровнем моря не более 1000 м, температуре окружающего воздуха ±40°С и относительной влажности воздуха не более 90% при ±20°С.
1.2 Состав и краткая характеристика сварочного трансформатора типа ТД-500У2
Сварочный трансформатор ТД500У2 стержневого типа представляет передвижную установку в однокорпусном исполнении с естественной вентиляцией и состоит из следующих основных узлов:
1) магнитопровода-сердечника предназначен для прохождения с определенными потерями магнитного потока, возбуждаемого электрическим током, протекающим в обмотках трансформатора;
2) трансформаторных обмоток (первичной и вторичной);
3) переключателя диапазонов токов, обеспечивает регулировку сварочного тока в двух перекрывающихся диапазонах от 100 до 560 А;
4) токоуказательного механизма;
Основные характеристики сварочного трансформатора типа ТД-500У2:
Номинальный сварочный ток, А ……………………………… 500
Пределы регулирования сварочного тока, А: при диапазоне малых токов ……………………………… 80250 при диапазоне больших токов ……………………………. 250560
Номинальное первичное напряжение, В ………………………380 или 220
Первичный ток, А: при исполнении на 220 В …………………………………. 145 при исполнении на 380 В ………………………………….. 84
Вторичное напряжение холостого хода, В: при диапазоне больших токов …………………………….. 60 при диапазоне малых токов ……………………………….. 76
Номинальное рабочее напряжение, В …………………………. 40
Продолжительность цикла сварки, мин. ………………………. 5
Отношение продолжительности рабочего периода к продолжительности цикла (ПР. ), % ……………………. 60
Номинальная мощность, кВ*А ………………………………… 32
1.4 Требования к источникам сварочного тока
В качестве источников сварочного тока должны применяться только специально для этого предназначенные и удовлетворяющие требованиям действующих стандартов сварочные трансформаторы или преобразователи статические или двигатель-генераторные с электродвигателями или двигателями внутреннего сгорания. Питание сварочной дуги электрошлаковой ванны и сопротивления контактной сварки непосредственно от силовой, осветительной или контактной электрической сети не допускается.
Электрическая нагрузка нескольких однофазных источников сварочного тока должна по возможности равномерно распределяться между фазами трехфазной сети.
Электросварочные установки с многопостовым источником сварочного тока должны иметь устройство (автоматический выключатель, предохранители) для защиты источника от перегрузки, а также коммутационный и защитный электрические аппараты (аппарат) на каждой линии, отходящей к сварочному посту. Эти линии следует выполнять радиальными; применение в установках с многопостовыми сварочными выпрямителями магистральных схем допускается только при технико-экономическом обосновании.
Для определения значения сварочного тока электросварочная установка должна иметь измерительный прибор. На электросварочных установках с однопостовым источником сварочного тока может не иметь измерительного прибора при наличии в источнике сварочного тока шкалы на регуляторе тока.
Электрическая нагрузка электросварочных установок не должна снижать ниже нормируемых действующим стандартом значений показателей качества электроэнергии у электроприемников, присоединенных к сетям общего назначения.
Схема включения нескольких источников сварочного тока при работе их на одну сварочную дугу, электрошлаковую ванну или сопротивление контактной сварки должна исключать возможность возникновения между изделием и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока.
Первичная цепь электросварочной установки должна содержать коммутационный (отключающий) и защитный электрические аппараты (аппарат), ее номинальное напряжение должно быть не выше 660 В.
Сварочные цепи не должны иметь соединений с электрическими цепями, присоединяемыми к сети (в том числе с электрическими цепями, питаемыми от сети обмоток возбуждения генераторов преобразователей).
Шкафы комплектных устройств и корпуса сварочного оборудования (машин), имеющие неизолированные токоведущие части, находящиеся под напряжением выше 50 В переменного или выше 110 В постоянного тока, должны быть оснащены блокировкой2, обеспечивающей при открывании дверей (дверец)
отключение от электрической сети устройств, находящихся внутри шкафа (корпуса). При этом вводы(выводы), остающиеся под напряжением, должны быть защищены от случайных прикосновений. Допускается взамен блокировки применение замков со специальными ключами, если при работе не требуется открывать двери (дверцы).
В электросварочных установках кроме защитного заземления открытых проводящих частей и подключения к системе уравнивания потенциалов сторонних проводящих частей должно быть предусмотрено заземление одного из выводов вторичной цепи источников сварочного тока: сварочных трансформаторов, статических преобразователей и тех. двигатель-генераторных преобразователей, у которых обмотки возбуждения генераторов присоединяются к электрической сети без разделительных трансформаторов.
В электросварочных установках, в которых дуга горит между электродом и электропроводящим изделием, следует заземлять вывод вторичной цепи источника сварочного тока, соединяемый проводником (обратным проводом) с изделием.
Сварочное электрооборудование для присоединения защитного РЕ-проводника должно иметь болт (винт, шпильку) с контактной площадкой, расположенной в доступном месте, с надписью «Земля» (или с условным знаком заземления по ГОСТ 2.72174*). Диаметры болта и контактной площадки должны быть не менее нормируемых ГОСТ 12.2.007.075.
Электросварочные установки, в которых по условиям электротехнологического процесса не может быть выполнено заземление согласно 7.6.28, а также переносные и передвижные электросварочные установки, заземление оборудования которых представляет значительные трудности, должны быть снабжены устройствами защитного отключения или непрерывного контроля изоляции.
2 технологическая часть
2.1 Подготовка к работе сварочного трансформатора ТД-500У2
Перед пуском нового трансформатора, длительное время не бывшего в употреблении, а также при изменении места установки:
— очистите трансформатор от пыли, продувая его сухим сжатым воздухом; если необходимо, подкрасьте поврежденные места, предварительно сняв с них ржавчину и обезжирив;
— проверьте мегомметром на 500 В сопротивление изоляции обмоток трансформатора, которое для первичного контура должно быть не ниже 1Мом, а для вторичного не ниже 0,5 Мом. При снижении сопротивления изоляции трансформатора следует просушить, обдувая теплым воздухом. Температура обмоток должна быть не менее 100°С;
-заземлите корпус трансформатора, — включать его без заземления запрещается; заземлите зажим вторичной обмотки трансформатора, к которому присоединяется проводник, идущий к изделию;
— проверьте состояние электрических проводов и контактов;
— убедитесь, что концы рабочего кабеля не касаются один другого, а присоединененный электродержатель и конец второго рабочего провода не касаются одновременно металлической поверхности;
— поставьте переключатель диапазонов токов на необходимый диапазон;
— проверьте соответствие напряжения сети напряжению, указанному на заводском щитке трансформатора;
— подключите сварочный трансформатор через рубильник и предохранители.
Сварочный трансформатор. Схема работы и параметры выбора

![]() Сварочные трансформаторы являются агрегатами переменного тока, и предназначены для преобразования тока от исходной линии электропередачи в ток более низкого напряжения, но той же частоты во вторичной обмотке. Поскольку ток во вторичной обмотке при этом резко возрастает, то данный эффект применяется для обеспечения скоростного нагрева поверхности заготовки. Поэтому сварочные трансформаторы, как и сварочные выпрямители, широко используются для контактной и дуговой электросварки.
Сварочные трансформаторы являются агрегатами переменного тока, и предназначены для преобразования тока от исходной линии электропередачи в ток более низкого напряжения, но той же частоты во вторичной обмотке. Поскольку ток во вторичной обмотке при этом резко возрастает, то данный эффект применяется для обеспечения скоростного нагрева поверхности заготовки. Поэтому сварочные трансформаторы, как и сварочные выпрямители, широко используются для контактной и дуговой электросварки.
Устройство и принцип работы
Основной параметр сварочного трансформатора — его реактивная мощность, которая измеряется в киловольт-амперах. Она определяет количество энергии, которое трансформатор может обеспечить за некоторое время (обычно одну минуту), без превышения его номинальной температуры.
Принцип действия трансформатора заключается в использовании явления взаимной индуктивности между двумя цепями, которые связаны общим магнитным потоком. Основной трансформатор состоит из двух катушек, которые являются электрически раздельными, но связанными магнитно посредством стального сердечника. Эти катушки образуют первичные и вторичные обмотки и имеют высокую взаимную индуктивность. Слои сердечника соединяются в виде полосок, между которыми имеются узкие щели, проходящие прямо через поперечное сечение сердечника.
![]()
Взаимная электродвижущая сила (ЭДС) индуцируется в трансформаторе из переменного потока, который устанавливается в ламинированном сердечнике катушкой, связанной с источником переменного напряжения. Преобладающая часть переменного потока, создаваемого этой катушкой, связана с другой катушкой и, таким образом, создаёт взаимно индуцированную электромоторную силу. На основании законов Фарадея об электромагнитной индукции ЭДС сварочного трансформатора определяется по зависимости Е = — ΔВ/Δt, где ΔВ – изменение магнитного потока, Δt – промежуток времени, в течение которого происходит это изменение.
Если вторая катушка замкнута, в ней течёт ток, и, следовательно, электрическая энергия передаётся магнитно от первой ко второй катушке. Подача переменного тока подаётся на первую катушку, поэтому её именуют первичной обмоткой. Энергия же создаётся второй катушкой, которая является вторичной обмоткой трансформатора.
В результате данных операций сварочный трансформатор производит:
- Передачу электроэнергии из одной цепи в другую.
- Передачу электроэнергии без изменения частоты.
- Передачу с использованием принципа электромагнитной индукции.
Конструктивные элементы сварочного трансформатора
Обе катушки изолируются друг от друга и от стального сердечника. Поскольку сварочный трансформатор должен обладать большой мощностью, то он также нуждается в подходящем корпусе для собранного сердечника и обмоток, среды, с помощью которой можно изолировать сердечник и его обмотки, а также в устройстве интенсивного охлаждения обмоток. Чтобы изолировать и вывести клеммы обмотки из корпуса, используются втулки, изготовленные из сильного диэлектрика.
Во всех промышленных моделях сварочных трансформаторов сердечник изготовлен из пластин листовой трансформаторной стали. Этот материал представляет собой фактически чистое железо с повышенным содержанием кремния, что обеспечивает непрерывность магнитного потока при минимально допустимых значениях включённым минимумом воздушного зазора. Трансформаторная сталь обладает также высокой магнитной проницаемостью и малыми потерями на гистерезис. Для обеспечения надлежащей прочности, пластины сердечника после штамповки подвергают термической обработке.

Обмотки трансформатора представляют собой диски, уложенные изоляционными пространствами между катушками. Эти изоляционные пространства образуют горизонтальные охлаждающие и изоляционные каналы. Для сердечников и катушек сварочных трансформаторов должна быть предусмотрена жёсткая механическая фиксация. Это поможет минимизировать вибрации агрегата, и уменьшить уровень шума, создаваемого при его работе. Качество, долговечность и эффективность управления основными функциями сварочного трансформатора определяют срок его службы.
Все выводы трансформатора выводятся из корпусов через соответствующие втулки. Их конструкция и размеры устанавливаются в зависимости от передаваемой мощности.
Выбор между ядром и типом оболочки производится путём сравнения стоимости, поскольку аналогичные характеристики могут быть получены разными способами. Например, для увеличения пределов регулировки напряжения на сварочной дуге оболочки имеют увеличенную длину поворота катушки. Другими параметрами, которые сравниваются при выборе, считаются энергетические характеристики устройства, масса, условия пробоя изоляции, распределение тепла.
Схема и расчёт трансформатора
В ходе расчёта подлежат определению такие параметры:
- Эксплуатационные показатели: тип питающей сети, диапазон регулировки, фактическая мощность, продолжительность непрерывного действия.
- Размеры сварочного электрода.
- Условия непрерывной работы.
- КПД устройства.
Некоторые из перечисленных параметров взаимосвязаны, например, фазность и напряжение сети.
Ток сварки определяет функциональные возможности трансформатора, а именно, толщину свариваемого металла. Кроме того, с ростом тока увеличиваются диаметр проволоки в обмотках, масса агрегата и его размеры, что обусловлено необходимостью более эффективного охлаждения обмоток.
![]()
Соотношения между основными эксплуатационными характеристиками сварочных трансформаторов приведены ниже:
- При толщине обрабатываемой заготовки 1…2 мм, номинальный диаметр электрода составляет 1,6 мм, а рекомендуемое значение тока – не более 50 А.
- При толщине обрабатываемой заготовки 2…3 мм, номинальный диаметр электрода составляет 2…2,5 мм, а рекомендуемое значение тока – не более 100 А.
- При толщине обрабатываемой заготовки 3…4 мм, номинальный диаметр электрода составляет 3 мм, а рекомендуемое значение тока – не более 160 А.
- При толщине обрабатываемой заготовки 4…6 мм, номинальный диаметр электрода составляет 4 мм, а рекомендуемое значение тока – не более 200 А.
- При толщине обрабатываемой заготовки 6…8 мм, номинальный диаметр электрода составляет 5 мм, а рекомендуемое значение тока – не более 250 А.
- При толщине обрабатываемой заготовки 10…24 мм, номинальный диаметр электрода составляет 6…8 мм, а рекомендуемое значение тока – не более 320 А.
- При толщине обрабатываемой заготовки более 24 мм, номинальный диаметр электрода составляет 8…10 мм, а рекомендуемое значение тока – не более 630 А.
Более детальный расчёт параметров сварочного трансформатора ведут обычно при изготовлении агрегата своими руками.

Модели сварочных трансформаторов
Модель ТС-500. Представляет собой агрегат для производства сварки в промышленных условиях. Рассчитан на работу в однофазных сетях, регулировка мощности производится механически. Конструкция проста, но обеспечивает необходимое качество работ лишь при использовании сравнительно больших токов, а потому малопригодна для сварки или резки тонколистового металла. Минусом считается массивность устройства. Цена – от 15500 руб.
Модель ТД-500. Характерная особенность конструкции – наличие подвижных обмоток, что обеспечивает увеличенное магнитное рассеивание. Большинство технических характеристик сходно с моделью ТС-500, однако масса агрегата снижена на 40 кг. Цена – от 18000 руб.
Модель ТДМ-305. Устройство переносного типа с естественным охлаждением обмоток. Может использоваться как на производстве, так и в быту. Наиболее эффективен при средних значениях сварочного тока, но при длительном применении стабильность работы понижается. Цена – от 8000 руб.
Модель ТДМ-401. Предназначена для выполнения ручной дуговой сварки средне- и толстолистовых деталей, и применяется преимущественно в производственных условиях. Прост в конструкции и управлении, для перемещения в пределах рабочего участка оснащён колёсами. При длительном применении нуждается в дополнительной вентиляции, а также в тщательном подборе сечения питающих кабелей. Цена – от 17000 руб.
Модель ТДМ-503. Рассчитана для применения в трёхфазных сетях, используется главным образом для сварки металла средней толщины. Вентиляция – естественная, что ограничивает длительность непрерывной работы. Трансформатор прост в обслуживании, однако не отличается стабильностью работы при значительных скачках напряжения в сети. Цена – от 24000 руб.