Тгр сварочного инвертора своими руками
Тгр сварочного инвертора своими руками
Проблемные ТГР сварочных инверторов,
изготовление ТГР на примере ДИОЛД АСИ-140 М
Есть определенные серии сварочных инверторов , в которых типичной «болезнью» является трансформатор гальванической развязки ТГР . Его малый ресурс можно связать с некачественным магнитопроводом (он как раз и теряет свои свойства) , малыми габаритными размерами (не имеет запаса ппо индуктивности и работает близко к максимальной габаритной мощности) и ко всему прочему «проблемные» ТГР залиты эпоксидной смолой , что мешает охлаждению, а тепло значительно ускоряет процесс потери свойств магнитопровода.
В общем само явление значительной потери свойств магнитопровода приводящее к неисправностям достаточно редкое, так как большинство производителей делают значительный запас по индуктивности, учитывая потери свойств магнитопроводов в процессе эксплуатации. В электронике гораздо чаще можно встретить к примеру межвитковой пробой, но как уже было сказано выше для целого ряда бюджетных маломощных аппаратов потеря свойств магнитопровода настоящая «болячка», некоторые из таких аппаратов ProfHelper DaVinci, Prestige , AikenWeld Ranger, DeFort DWI и обсуждаемый Диолд .
Так что-же происходит при потере свойств магнитопровода ? Давайте посмотрим схему драйвера ключей аппарата Диолд АСИ-140
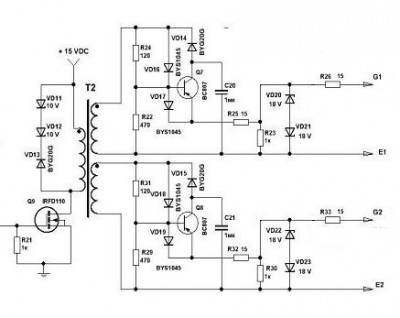
Сигнал от ШИМ контроллера коммутируемый MOSFET транзистором средней мощности поступает на трансформатор Т2 , который и выполняет роль гальванической развязки между верхним, нижним плечом и низковольтной частью схемы , в момент когда магнитопровод потерял значительную часть своих свойств , индуктивность обмоток падает , а потери в трансформаторе возрастают . Учитывая то что нагрузка трансформатора имеет емкостный характер, а именно емкость затворов IGBT транзисторов, сигнал после «подсевшего» ТГР начинает терять в амплитуде, а главное начинают растягивать фронта (длительность нарастания и спада импульса ), и пошла цепочка последовательностей. Растянутые фронта — увеличивают время открытия и закрытия силового ключа , это в свою очередь дают перегрев кристалла полупроводника транзистора , так как время пока транзистор находится между полностью открытом и полностью закрытом состоянии практически вся мощность рассеивается на транзисторе. В итоге транзисторы перегреваются, а в какой-то момент включение на столько замедляется что мощность превышает мощность рассеивания на транзисторе и происходит тепловой пробой кристалла, тут ни какая тепловая защита уже не спасет , так как транзистор попросту не успевает передать все выделенное тепло на радиатор.
Те кому все же сложно представить этот режим , представьте что вы приседаете, по команде «делай раз» вы полностью сели, по команде «делай два» — полностью встали, и в первом и во втором положении вы особо не напряжены, а теперь попробуйте все это проделать очень медленно , медленно вставать и садится — будет в разы тяжелее, а если принять положение «полтора» — будете тратить силы по максимуму . Так и с транзисторами , не любят они режим «полтора » !
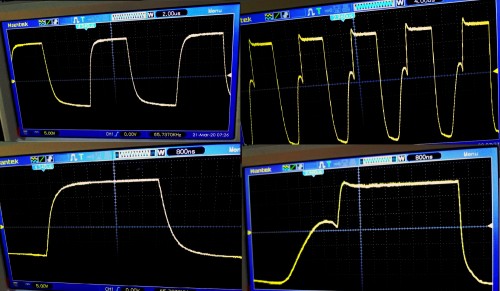
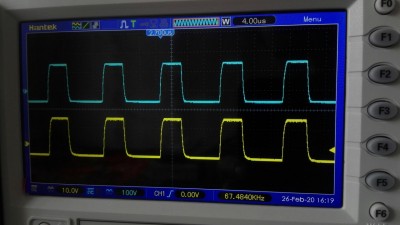
Ниже несколько примеров, неправильных форм сигналов, с такой формой управляющего сигнала сварочный инвертор сможет работать, только без нагрузки в режиме холостого хода или с очень слабой нагрузкой.
Но к сожалению на практике не все так красиво как в теории , чаще всего пробой силовых ключей происходит именно когда сердечник ТГР еще не сильно утерял свои свойства , а сам аппарат был перегружен. Поэтому при ремонте осциллограммы кажутся вполне приемлемыми, но замеры мы веть делаем быз сетевого напряжения, поэтому ТГР нагружен только емкостью затвор-эмиттер (Сзэ) но есть еще емкость затвор-коллектор (Сзк) которая гораздо меньше и ее зачастую просто не учитывают, а напрасно!
Дело в том что емкость затвор-эмиттер (Сзэ) хоть и гораздо больше чем емкость затвор-коллектор (Сзк) но заряжается она до напряжения управления затвором , часто это от -10В до +15В , а вот емкость затвор-коллектор (Сзк) заряжается до напряжения затвор — коллектор , это порядка 280. 320В , и разряжается до нуля при открытии транзистора , следовательно это емкости для заряда до такого большого напряжения тоже требуется определенное время . Вот и получается что при включении сварочного инвертора от сети, нагрузка на ТГР больше чем при тестах от блока питания на столе, и форма сигнала естественно отличается не в лучшую сторону.
Поэтому большинство мастеров кто уже не первый раз столкнулся с подобными аппаратами стараются по возможности сразу менять Трансформатор Гальванической Развязки , так как если это не сделать возвраты по гарантии после ремонта таких аппаратов — обычное дело. Конечно я имею ввиду честных мастеров которые добросовестно относятся к своей работе и дают на нее гарантию.
С сутью проблемы мы разобрались , давайте перейдем к изготовлению ТГР на примере Диолд АСИ-140. Перед этим пару слов о взаимозаменяемости , на всех перечисленных выше аппаратах стоят схожие ТГР которые при желании можно заменить друг другом НО соблюдая фазировку ! Так как печатные платы у всех сварочных разные , конфигурация выводов у трансформаторов выполнена по разному и просто вытянуть ТГР из одного сварочного и в ставить в другую модель не всегда возможно.
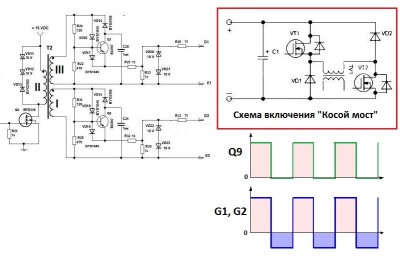
Разбирать, разматывать старый ТГР залитый эпоксидной смолой пересчитывать его витки, смотреть направление намотки и т.д. уж совсем не хочется. У нас есть схема где указаны начало обмоток , но можно обойтись и без нее . Например мы знаем что сдвиг по фазе у нас 0 о то есть амплитуда ШИМ на входе совпадает по времени с амплитудой на выходе, так же знаем схему включения силового трансформатора инвертора — это «Косой мост» или как пишут в учебниках ассиметричный мост , это значит что силовые ключи должны работать синфазно, то есть закрываться и открываться одновременно , поэтому начало-конец обмоток ТГР нижнего и верхнего ключа тоже должны быть одинаково намотаны, в одном направлении. Получается за начало всех трех обмоток мы берем «горячий конец » как на схеме — помечено точкой, можно взять и «холодный конец» (общий) но обязательно у всех трех обмоток начало должно быть одинаково .
Теперь направление обмотки — здесь опять же мотать можно в любую сторону но обязательно одинаково все три обмотки, начали мотать первичку по часовой стрелке, значит и остальные должны быть намотаны так же.
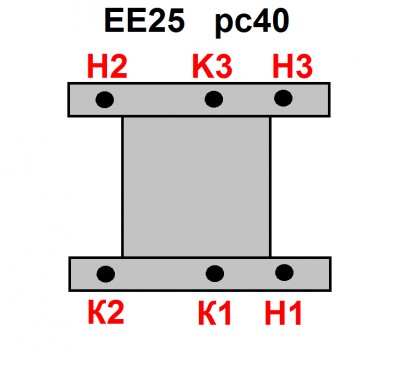
Магнитопровод я выбрал ЕЕ25 материал РС40 — просто потому что такой был под рукой. Пробовал мотать на кольце, но результат и сам процес намотки на кольцо мне не понравился. Магнитопровод конечно можно использовать и больше, если позволяет место, но не советую брать меньше ЕЕ19 иначе через время могут проявится те же «болячки» что и у родного ТГР. Схема выводов трансформатора гальванической развязки для Диолд АСИ-140 соответствует рисунку ниже.
Сначала намотана обмотка нижнего плеча (Н1,К1) , затем обмотка возбуждения (Н2,К2) и последней обмотка верхнего ключа , такое решение сделано только потому что между обмотками нижнего и верхнего плеча достаточно большой потенциал и если обмотки намотаны рядом да еще и плохо изолированы — пробой дело времени. Разумеется о намотке в два или в три провода речи идти не может — слишком большой риск пробоя, конечно если использовать провод МГТФ это можно сделать но такой провод не поместится на этом сердечнике.
В интернете уже достаточно много статей по перемотке ТГР и я признаюсь не стал рассчитывать количество витков, а просто подобрал исходя из чужого опыта.
Оптимально оказалось l=28вит. ll=27вит. lll=28вит. провод использовал диаметром 0,4мм ПЭВ-1 или нечто похожее на него. Направление намотки на рисунке ниже.
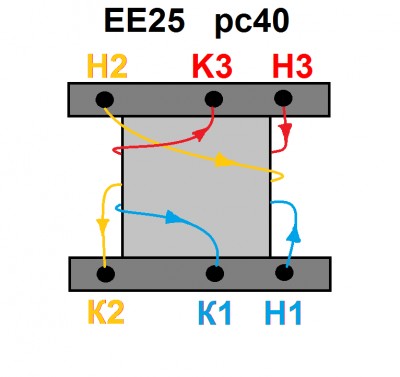
Из рисунка думаю все понятно — вид снизу, между слоями изолировал термоскотчем в два слоя, особое внимание к выводам, они не должны касаться следующих обмоток.
После намотки и изоляции склеиваем сердечник , хотя у ТГР зазора в сердечнике быть не должно , все же было замечено что если вставить альбомный лист между сердечниками , сигнал немного четче , хотя и практически не заметно. Полноценным зазором лист бумаги конечно не назовешь, но я его прокладываю.
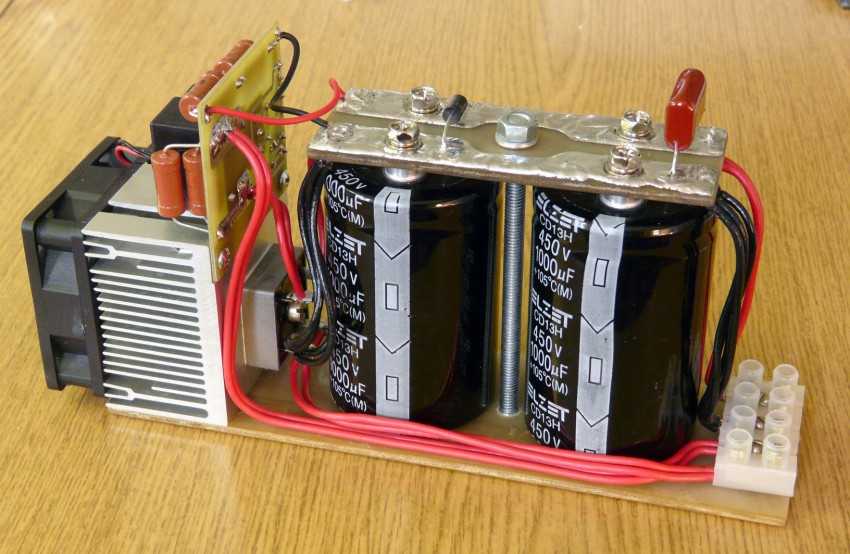
Сравним что получилось в сравнении с штатным ТГР:
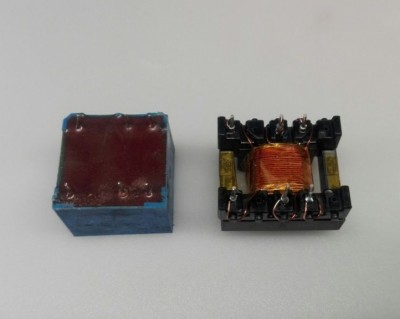
Даже с первого взгляда понятно что новый трансформатор имеет свободный доступ воздуха и не будет так накапливать в себе тепло как штатный буквально заключенный в «шубу» из эпоксидной смолы, а тепло как я писал выше вызывает деградацию материала сердечника.
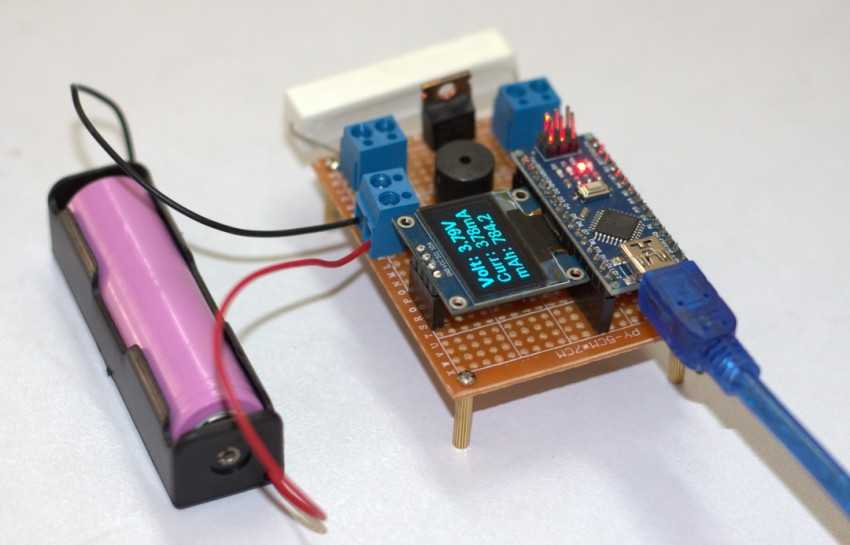
Ставим ТГР на место и проверяем с питанием от лабораторного блока питания.
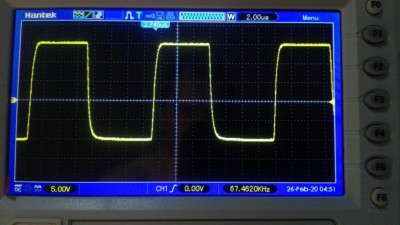
В качестве нагрузки на ТГР во время проверки можно временно подставить силовые ключи или использовать их эквивалент — конденсаторы на 4700 пф включенные между затвором и эмиттером, по одному вместо каждого транзистора . Как видим форма сигнала получилась хорошая.
При подключении схемы к блоку питания стоит обратить внимание на ток потребления, он не должен сильно отличатся от тока потребления с родным ТГР, к примеру в моем случае схема с родным трансформатором потребляла 125мА, с перемотанным уже 140мА , разница мизерная всего 15мА, а вот когда я экспериментировал с кольцом используя провод МГТФ получил потребление в 320мА — а это уже лишняя нагрузка транзистор коммутирующий ТГР (по схеме Q9) и на не без того слабый блок питания инвертора, выполненный в виде дополнительной обмотки от силового трансформатора инвертора. По этой причине провод МГТФ я не стал использовать и ферритовые кольза тоже отложил в сторонку.
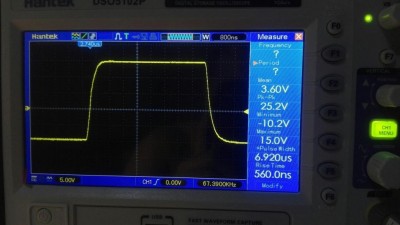
Вернемся к эпюрам , максимальное напряжение +15В минимальное -10В такая разность позволяет четко открывать и быстро закрывать IGBT транзисторы. На последнем фото осцилографа можно видеть «плавно» нарастающие и спадающие франта, ничего в мире не делается мгновенно и это как раз время заряда емкости затвора и ее разряда, в данном случае одна клеточка на экране осциллографа это 800нс , время нарастания (Rise Timе) 560нс что равняется 0,00000056 секунды или 0,56 мкс или 0,00056 мс, так что вполне не плохой результат во времени для заряда емкости затворов 4х ключей.
Ну и конечно фото как установлен ТРГ на плате, пока без одного радиатора.

Всем кто осилил статью целиком — спасибо за внимание ! Вопросы, замечания и пожелания пишите в комментариях.
Ремонт инвертора Telwin 165 своими руками

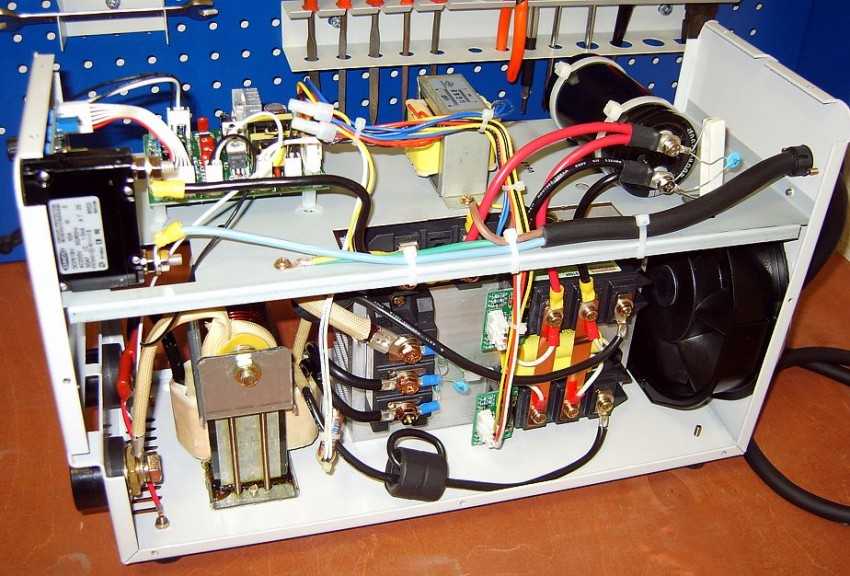
В данной статье немного приоткроем завесу над буднями обычного сервисного центра по ремонту сварочной техники. Сегодня вашему вниманию представляем ремонт сварочного инвертора Telwin Force 165. Возможно, ознакомившись с предоставленной информацией, вы сможете устранить некоторые неисправности своими руками. И помните, не беритесь за ремонт, если не уверены в своих действиях, в результате, это всегда обходится дорого.
Как ни банально это звучит, ремонт начинается с разборки аппарата. Для начала снимается ручка, которая зафиксирована на 4 винтах. Затем откручиваются 2 винта, расположенные на пластмассовой части (держат переднюю и заднюю панель) и 2 винта, которыми зафиксирован корпус по бокам). Также не забудьте снять ручку регулятора тока, потянув ее на себя, потому что она не позволит передней панели инвертора отделиться от общего корпуса.
Диагностика начинается с поверхностного осмотра платы. Нужно внимательно посмотреть, нет ли перегоревших дорожек, поврежденных элементов и тому подобного. При беглом осмотре сразу видно, что вышел из строя зарядный резистор, который отвечает за плавный заряд конденсаторов.

Без него будет большой удар в сеть. То, что сгорел зарядный конденсатор говорит о 3 вещах:
- Битый диодный мост

- Пробиты электролитические конденсаторы;

- Силовые ключи – IGBT транзисторы.

Приступаем к прозвонке
Начать прозвонку лучше с выходных клемм, таким образом проверяется годность выходного диодного моста.

- входной мост с обратной стороны платы;
- диодный мост на предмет КЗ;
- конденсаторы по высокой стороне;
- силовые транзисторы IGBT нужно замерять меду стоком и истоком, то есть между коллектором и эмиттером.

В данном конкретном случае ремонта Telwin Force 165 вышли из строя именно транзисторы.
Обычно, при выгорании транзисторов выгорают и драйверы. В таком случае транзисторы нужно демонтировать. После демонтажа транзисторов нужно проверить исправность драйверов. Для этого находят сопротивления 15 Ом и звонят их в режиме прозвонки тестера. Если они целы, большая вероятность, что драйвер годный. Если же эти резисторы в обрыве, тогда придется полностью проверить драйвер. Рядом расположены диоды и транзисторы, их проверяют на пробой.

Перед включением нужно убедиться, что у нас по высокому нет замыкания (что замыкание было действительно в транзисторах). Проверяем на конденсаторах.
Топология данного инвертора, Telwin 165, это косой полумост. Выходной трансформатор включен между транзисторами. Почему так называется, косой полумост? Транзисторы включены как бы наискось. В другом косом плече моста стоят разрядные диоды. Их нужно прозвонить заранее, потому что при пробое транзисторов очень часто эти диоды тоже пробивает.
Проверяют также супрессоры – снабберы транзисторов. Они вылетают редко.

Если КЗ нет, нужно подать питание и осциллографом посмотреть, какой сигнал приходит на транзисторы. Многие ремонтники смотрят на форму сигналов на затворах, но мы рекомендуем от эмиттера до затвора впаивать конденсатор 220 -1000 пФ. Тем самым имитируется емкость затвора и нагружается цепочка драйвера. Таким образом, весь драйвер выходного транзистора думает, что он работает на затвор транзистора. Осциллограмма будет примерно такой, как при работе с реальным транзистором. Без нагрузки все может хорошо показывать, под нагрузкой – мы увидим, какая будет форма.
Перед подключением питания в обязательном порядке понадобится стоваттная лампочка с двумя проводами. Если вы не опытный ремонтник, вам нужно обрезать дорожку на плате. Дело в том, что вы можете не заметить замкнутый трансформатор, битый снаббер, диоды и т.д. Разрез питающей дорожки вас спасет от дорогостоящего выхода всей силы из строя.

После любой манипуляции, когда вы включили питание, а потом выключили его, нужно на лампочку разрядить конденсаторы. Напряжение на них смертельное, 310В, может быть даже летальный исход.
В процессе наладки, между двумя разрезанными дорожками впаивается лампочка, которая ограничивает ток, идущий через выходную часть. И даже если где-нибудь что-то будет не так (занижена частота, пробиты трансформаторы, выход и т.д.), лампочка просто загорится в полный накал, а все остальное останется целым.
В Telwin Force 165 схема построена следующим образом: как таковая отсутствует дежурка, но … через резистор от сетевого напряжения (310В) заряжаются конденсаторы, которые дают подпитку ШИМу и он короткими импульсами пытается запустить силовую часть. В момент запуска силовой части отвод из силового трансформатора через диод и кренку начинает питать всю схему. Вся схема «заводится» — в этот момент щелкает реле и включается вентилятор. Таким образом производится запуск инвертора, т.е он работает на самоподпитке (не от дежурки). Если вы включили инвертор и щелкнуло реле, завращался вентилятор – это значит, что сила «завелась».
В конкретной рассматриваемой плате при подаче питания на указанных на фото выводах между эмиттером и затвором должны быть короткие «пачки» импульсов – попытки запуска — примерно раз в одну секунду.

Для проверки нужно подпаять минусовой щуп осциллографа на эмиттер.
Важный момент! Напряжение, которое вы подаете, должно быть развязано от сети гальванически, чтобы осциллограф и все остальные приборы, которые вы подключаете, не попали попали под фазу (включая человека, который ремонтирует инвертор).
Другой щуп осциллографа ставится на затвор и подается питание.

На экране осциллографа должны появится серия запускающих импульсов. Значит, драйвер, ТГР, и управляющий ТГРом транзистор – все в рабочем состоянии.

Затем, отключается питание, разряжаются конденсаторы на лампочку и производится переключение на другое плечо.

Проверяются импульсы на другом плече. С помощью осциллографа вы можете измерить размах посчитать их длительность.
Запаиваем весь конечный каскад и пробуем его запустить, потому что все работает в штатном режиме, о чем свидетельствует описанная проверка.
При установке новых силовых IGBT –транзисторов все поверхности алюминиевых радиаторов, к которым они будут прилегать, должны быть идеально чистыми: очищены от любых загрязнений и промыты спиртом.
Проведите пальцем по радиатору в месте установки транзисторов: не должно быть вкраплений, отверстия под резьбу без заусениц и не должны возвышаться (когда откручивают винт, бывает как-бы «вытаскивают» резьбу из алюминия – получается бугор).

Нужно убедиться, что на IGBT-транзисторах нет вкраплений, потому что любая песчинка сделает зазор между транзистором и радиатором, соответственно, функция теплоотвода не будет выполняться в полной мере.
Пасту КПТ-8 (Кремнийоргани́ческая Па́ста Теплопрово́дная) ГОСТ 19783-74, используемую для улучшения теплообмена между мощными электронными компонентами и радиатором, нужно наносить на транзистор исключительно из тюбика. Не нужно выковыривать пасту лопатками из банок.
Пасту нужно мазать как можно меньшим слоем и только на металлическую часть. При затяжке транзистора она должна едва выйти из-под корпуса. Толстый же слой приводит к деформации транзистора.
Радиаторы с транзисторами обратно устанавливаются на плату и запаиваются. В технологический разрез дорожки платы, о котором говорилось ранее, впаивается лампочка, после чего подается питание. Должно щелкнуть реле и включиться вентилятор, это значит, что силовая часть запустилась. Если лампочка не горит, это говорит о том, что все работает нормально и ток покоя в норме.
Нужно проверить выход. На выходных клеммах инвертора должно появиться напряжение. Проводите все работы очень аккуратно, потому что схема в момент проверки находится под высоким напряжением 310В по постоянному току!

К выходным клеммам подключается небольшая лампочка 40 Вт и если все в норме, она должна загореться – силовая часть в рабочем состоянии.
Далее плата промывается изопропиловым спиртом от паяльного флюса, восстанавливается «разорванная» дорожка и нагружается на реостат (проверяется выходной ток).
Регулятор тока выводится на минимум и подключается реостат. Ставятся щупы и снимается напряжение холостого хода. Подключается нагрузка и регулируется ток ручкой инвертора. В данном конкретном случае ремонта ток не регулировался, т.е. был постоянно на максимальном своем значении. Если бы в качестве нагрузки был бы подключен не реостат, а реальный сварочный электрод, при первом же касании о металл этим электродом, вся силовая часть сгорела бы снова, так как инвертор постоянно работает на максимальной своей мощности! Оказывается, изначальная проблема, приведшая к поломке, заключалась в отсутствии регулировки тока. Это говорит о том, что неисправность находится где-то в задающем генераторе. Следствие выбитой силы уже было отремонтировано, а причину – нужно искать.
За регулировку тока отвечает трансформатор, через который проходит первичная обмотка силового трансформатора. Нужно проверить целостность вторичной обмотки этого регулировочного трансформатора. Операционник LM324 проводит сравнение между установленным положением ручки регулятора тока в одном плече и полученными данными с указанного на фото транса в другом плече.

Результаты, полученные операционником, подаются на микросхему ШИМ (задающий генератор работы всей силовой части) и от длительности его импульсов зависит выходной ток. Длительность же импульсов задается операционной микросхемой на основании полученных данных между установленной ручкой и тем, что пришло с трансформатора. В данном случае ремонта данная схема не работает. Нужно устанавливать причину.
Заменой микросхемы компаратора LM324 проблема была решена, а ремонт инвертора завершен. Дальнейшее испытание на реостате показали, что аппарат полностью исправен, а ручка регулировки тока работает, как и положено.
Источник: Powerful Electronics
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Приставка TIG (осциллятор, возбудитель дуги) к любому сварочному аппарату

Для изготовления приставки вам понадобятся детали старого телевизора
ТДКС
Конденсаторы
Отклоняющая система
Реле.
Также:
Балласт старой энергосберегающей лампы
Дроссель со сварочного аппарата или подобный (возможно исключить)
Блок питания (Адаптер) 12В
Провода
Свеча зажигания.
Отрезок фанеры или подходящий корпус.
Инструменты:
Паяльник
Отвертки
Пассатижи
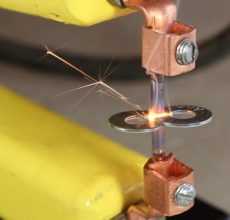
Варить нержавеющую сталь и алюминий очень удобно не плавящемся электродом в среде инертного газа. В простонародье аргоновая сварка, хотя газы могут быть и другие, например, гелий или смеси.
Практически к любому сварочному аппарату можно подключить рукав с такой горелкой.
Проблема заключается в поджоге дуги, если на нержавеющей стали возможно, но очень неудобно поджигать касанием, то на алюминии это невозможно.
Умельцы зажигают дугу касанием графитовой щётки от электродвигателя, но это тоже не удобно, влияет на качество шва и сильно падает скорость работы.
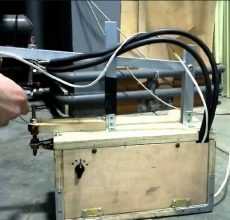
Для качественной сварки и удобства пользования из того что было я собрал приставку, осциллятор которая позволяет зажигать дугу высокочастотным импульсом в лучших традициях этого вида сварки
Тушине не предусмотрено и производиться резким удлинением дуги.
Осциллятор имеет не завистное питание от сети. Подключается силовыми проводами к любому сварочному аппарату.
Для работы с нержавеющей сталью я использую инверторный сварочный аппарат с постоянным током.
Для сварки алюминия, трансформаторный сварочный аппарат с переменным током (Алюминий почти невозможно варить постоянным током). Есть возможность варить постоянным токам полуавтоматическим аппаратом (MIG) но не всегда это приемлемо, и качество оставляет желать лучшего.
Собрал устройство на подходящем отрезки фанеры. Так как использую в стационарных условиях корпус пока делать не стал. Планируется ряд доработок и усовершенствований, (режим дежурной дуги, импульсного режима и принудительное тушение дуги, клапан подачи газа) после этого возможно изготовлю корпус.
Осциллятор построен по классической схеме с последовательным высокочастотным возбуждением дуги.
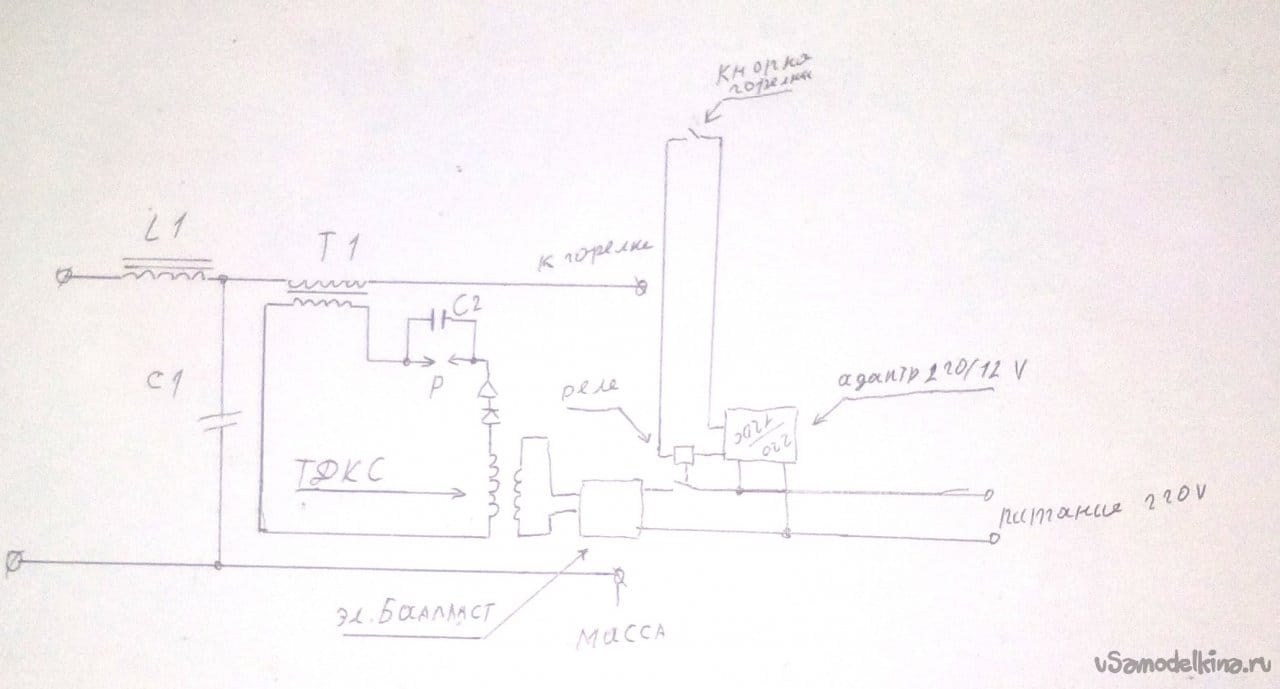
Вход. Дроссель L1 установлен первое для зашиты сварочного аппарата, вторе для более плавного горения дуги аргоновой горелки.
Конденсатор С1 выполняет главную защиту сварочного аппарата шунтируя высокочастотные колебания.
Дроссель применил от неисправного сварочного аппарата, можно использовать и другие рассчитанные на ток сварки (80-150А), или совсем его исключить.



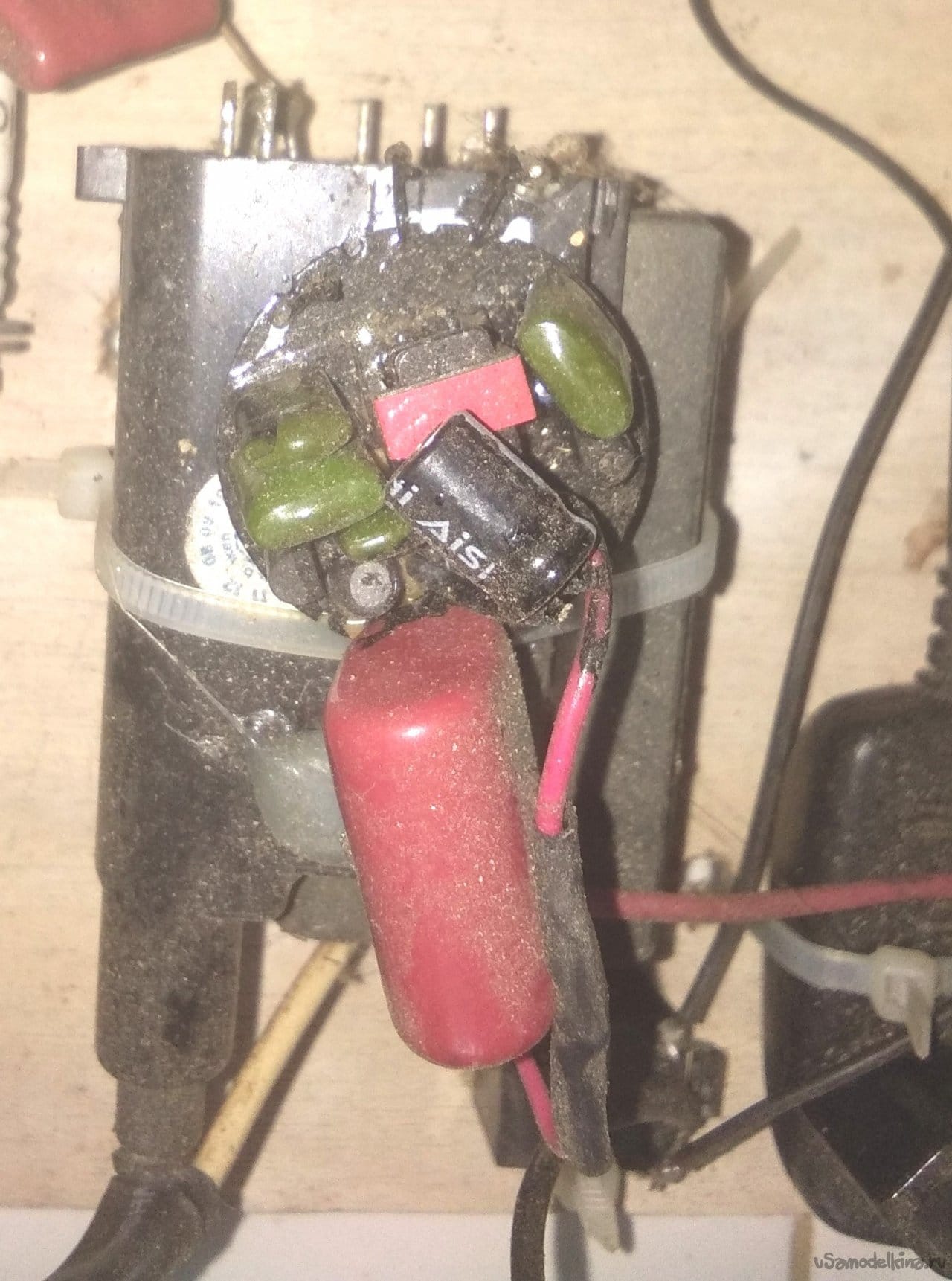
Я проверил около десятка разных конструкций. Установлен трансформатор, намотанный на магнитопроводе отклоняющей системы старого телевизора.
Силовая обмотка содержит 20 витков сварочного провода. У мня не нашлось куска провода достаточного сечения в итоге намотал тремя сложенными в месте сетевыми гибкими проводами. Сечение каждого проводника 8м2. Импульсная обмотка содержит 5 витков провода, равномерно расположенного по всему кольцу. Сечение 1мм2, но может быть больше или меньше. В этом проводе присутствуют импульсное с напряжением более тысячи вольт, изоляция должна этому соответствовать.

В качестве разрядника установлена свеча зажигания. Можно применить практически любую свечу зажигания. Для скептиков, которые утверждают, что правильный разрядник можно сделать только из вольфрамовых электродов, скажу, что свеча зажигания в двигателях работает куда в более суровых условиях на протяжении продолжительного времени. Здесь работа ограничивается секундами с долгими паузами.
В промышленных аппаратах разрядник из вольфрамовых электродов применяется по причине его низкой стоимости и малых размеров.
У свечи нужно выставить зазор 1мм, это будет соответствовать напряжению пробоя примерно 1000В. При настройке возможно уменьшать зазор для наилучшего зажигания дуги. Устанавливать зазор более 1мм не стоит так, как возрастет напряжение и конденсатор С2 будет пробит.
В моем случае используется 0.01 микрофарада и напряжение 1300В. Возможно применять пленочные или керамические. 1300 минимально допустимое напряжение конденсатора для данного случая. Лучше устанавливать с более высоким рабочим напряжением. Подбором этой емкости регулируется частота и естественно устойчивость зажигания дуги. Если в процессе работы такой конденсатор ощутимо греется его, следует заменить на конденсатор другого типа.
Высоковольтное напряжение допустимо использовать как переменный низкой частоты (50 герц), так и постоянный. В классической схеме советского производства используется повышающий трансформатор. Умельцы ставят от микроволновой печи (МОТ). Я встречал схемы с умножителем сетевого напряжения или на катушках зажигания.
Я выбрал вариант с постоянным током. В качестве трансформатора и выпрямителя применён ТДКС от старого телевизора. Можно использовать любого производителя.
Высоковольтный вывод соединен с частотозадающими элементами (Разрядник конденсатор). Питается от балласта энергосберегающей лампы, тоже подойдет любой.
Высокочастотное напряжение подается на первичную обмотку трансформатора, так как у разных производителей цоколевка разная, то нумерацию выводов не даю.
Для настройки последовательно с электронным балластом подключается лампа накаливания примерно 60Вт. Эта мера защитит элементы в случае ошибки при настройке. Выход балласта подключается к первичным обмоткам трансформатора и опытным путем определяется нужные, по завершению настройки лампа накаливания исключается.
Это устройство нужно для включения возбудителя с кнопки на горелке и обеспечения безопасности работы. Так как подавать на кнопку управления сетевое напряжение опасно, то установлен маломощный блок питания на 12В и реле. У меня установлен маломочный сетевой адаптер, тоже строгих требований нет.
Реле управления 12В и контактами, рассчитанными на переменное напряжение 220В 2А. Можно применять и иные.
Сварочный инвертор своими руками – инструкция и схема как сделать самый простой самодельный инвертор
Изготовление сварочного инвертора в домашних условиях – очень увлекательное дело, особенно для любителей самоделок. При этом можно и не иметь глубочайших электротехнических знаний, просто делать все строго в определенном порядке. К тому же, не будет лишним понять принцип работы такого устройства.

Основной смысл в том, чтобы собирать все самому – это приличная экономия средств, если основные показатели аппарата будут приблизительно такими же, как у тех, что предлагает торговая сеть.

Да и внешне самодельный сварочный инвертор, может не отличаться от заводского. Работу можно будет проводить, применяя электроды 3-5 миллиметров в диаметре при дуге до 10 миллиметров.





Краткое содержимое статьи:
Основные данные
Собственноручно собранный по простой схеме сварочный инвертор сможет иметь данные вполне приличного устройства:
- напряжение на входе 220 вольт;
- на входе ток 32 ампера;
- на выходе ток 250 ампера.

Обычно используют напряжение 220 вольт, но можно сделать аппарат и для напряжения 380 вольт. Трехфазные аппараты имеют несколько выше показатели.

Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.

Первичную обмотку надо изолировать стеклотканью и намотать экран из провода 0,3 мм. Он должен покрыть всю ширину каркаса, а направление витков – совпадать с предыдущей обмоткой.






Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.

Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.

Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.

Монтаж силового блока
Этот блок представляет собой трансформатор, что снижает U и увеличивает ток. Для его изготовления нужна пара сердечников Ш 20х208. Для изоляции их друг от друга модно использовать бумагу.
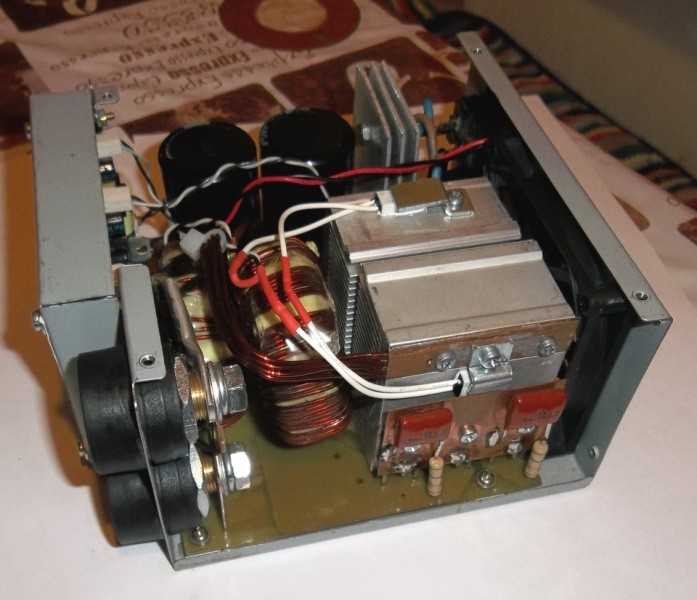
Намотка выполняется полоской из меди, ширина которой 40 миллиметров, а толщина – 0,25 миллиметров. Для прокладки витков можно использовать бумагу хорошего качества, а вторичную обмотку формируют, перекладывая фторопластовую полосу.















Монтировать понижающий трансформатор, используя толстый провод, не надо потому, что ток, имея высокую частоту, проходит по поверхности проводника и тот не нагревается внутри.

Нагрев деталей аппарата нужно уменьшать принудительным охлаждением. Для этой цели подойдет вентилятор из системного блока компьютера.

Сборка инверторного блока
Чтобы сделать сварочный инвертор своими руками необходимо перейти к следующему этапу – монтажу инверторного блока. Так, как этот узел преобразовывает ток из постоянного в переменный, нужны мощные транзисторы, которые будут то открываться, то закрываться, создавая высокую частоту.
В инструкцию для изготовления простого инвертора можно включить схему инверторного блока.



Есть смысл этот блок монтировать с применением нескольких транзисторов, чтобы частота была более стабильной и при выполнении сварки аппарат меньше гудел.







Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.

Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.

Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.
Как намотать трансформатор гальванической развязки ТГР своими руками
KOMMENTARE • 0

Что за тгр на плазморез, с 2я выводами и отверстием посредине, не сталкивались? Utk ta316200 R=1:200-30A T-03PP10504
Я с такими не перекался, но он сильно похож на трансформатор тока.
Что за тгр на плазморез, с 2я выводами и отверстием посредине, не сталкивались?
как с вами связатся для консультации ?
@Александр Лежнев Пишите тайм код в какой части видео.
@Electronics Engineer почему на характеристике плавное нарастание ?
Не правильная намотка один хрен горбыли мотал по ващему видео
Добрый день
Electronics Engineer!
Зазор нужно сделать только в одной половинке сердечника где три (два боковых керна и центральный) точки соприкосновения сердечника или на двух половинках в трех точках керна или центральный керн не нужно изолировать, или на одной половинке — боковые керна оклеить скотчем, центр не трогать? Спасибо
@Electronics Engineer Спасибо Вам
Центр можно не трогать, достаточно по краям, и мотайте лучше витков 25-30 если влезет.
Почему ни слова о проницаемости магнитопровода, ни слова о расчёте этих 20 витков. А на кольце можно мотать? А на другом сердечнике сколько витков мотать? Зазор от фонаря делаем?
На время поломки этого аппарата ещё никто не замерил индуктивность этого трансформатора, по крайней мере я этого не нашёл, но ходили лишь слухи что 20-25 витков на приблизительно такого же размера сердечнике прокатывает, в наши дни её уже замерили и данная информация уже имеется в свободном доступе, и зачем вам проницаемость если есть типоразмер и марка феррита, открываете даташит и там всё есть, зазор минимальный буквально трещина подойдёт если будете делать на кольце.
Вместо родного ТГР ставил наш отечественный согласующий трансформатор МИТ-2В.
Всё работает.
МИТ-2В заказывал в магазине ЧИП ДИП.
@Was Sam Возвратов не было ни разу! Всё благополучно «ходит» по сей день.
МИТ-2В максимальная частота до 10кц, а у инвертора от 30кц.
Добрый день. Есть пара вопросов по видео: 1. Какая ширина обмоточный скотчей для ЕЕ25 (на обмотки и на стягивание корпуса. На 8:04 о скотчах)? 2. Зазор нужно сделать только в одной точке сердечника или изолируем все три, там где есть соприкосновения сердечников?
@Electronics Engineer , списибо !
Ширина для изоляции обмотки 11-12мм, для стягивания 5 мм, зазор в один слой с двух сторон сердечника, мотать лучше 30 Витков как показывает практика так будет надёжнее, хотя и как в моём случае нормально работает и с 25 витками.
сердечник какой .
есть 3 размера
10/7
10/6
13/7
@Александр Лежнев Если не изменяет мне память, то в ролике я говорил про сечение сердечника в 25мм марка соответственно PC-40, а именно этот типоразмер отлично подошёл по выводам без танцев с бубном, остальные его размеры не влияют на его работу.
@Electronics Engineer размер сердечника сердечника а не корпуса трансформатора
Это что за размеры, типоразмер EE-25 сечение 25мм, но можно и больше.
Подскажите пожалуйста, можно ли на данный сварочный аппарат намотать ТГР на ферритовом кольце?
@Anton sham Можно и «МГТФ», ели сечение позволяет.
Или он не влезет
@Electronics Engineer Спасибо большое! А можно ли проводом мгтф намотать на таком же трансформаторе как у вас?
@Anton sham Лучше намотать немного побольше витков если влезет на сердечник можно и 35, это зависит от магнитной проницаемости и сечения сердечника но не меньше чем в моём случае.
@Electronics Engineer Вот оно что! А то я намотал и он сразу в защиту уходит. Как бы там не сгорело ещё что-нибудь..
Добрый день. А не подскажите с каким коэффицентом заполнения меандр подается на раскачивающий ТГР транзистор? Вылетели транзисторы IGBT и драйвер погорел немного. Драйвер восстановил, питание внешнее подкинул 25В на 7812, на IGBT сигнал с коэффицентом заполнения около 25% ну и с неправильной формой как при неисправном ТГР. А когда посмотрел сигнал на раскачивающий транзистор, то там тоже коэффициент заполнения порядка 25%. Может так и должно быть без ключей и с внешним питанием, или сигнал всетаки должен быть всегда с коэффициентом заполнения 50%? Буду благодарен за подсказку куда копать.
@евгений Тигунцов На транзистор раскачки сколько приходит, на столько он и раскачивает, транзистором управляет микруха, значит что то на вход усилителей ошибки микрухи приходит, с каких то цепей ограничения про которые я вам уже написал, возможно они неисправны, попробуйте посадить поочерёдно на ноль 1 вывод если не меняется то 3 вывод микрухи, так вы определите с какого левый сигнал приходит, а если ширина не будет меняться то тут уже и сама микруха под подозрение попадает.
@Electronics Engineer спасибо что ответили. Ролик смотрел конечно, видел заполнение 50%, напруги на выходе нет естесственно, т.к. ключи не впаивал, они помрут от такого сигнала, если заполнение увеличится, то и горбыля не должно быть такого соответственно. Вот только я не понял, вы подавали 220 на вход без IGBT? Вроде снимали сигнал только при внешнем 24В. Я вот не пойму, или то что отсутствует 220 и вносятся коррективы в скважность шим или проблемы с шим в обвязке.
Если вы смотрели мой ролик по ремонту сварочника, то там заполнение близкое к 50%, тут нужно по схеме смотреть с какой стороны приходит ограничение, там несколько видов, по току транзисторов, плавный запуск, напряжение на зажимах електрода, напряжение сети, всё это может влиять на заполнение, стабильность напряжения стабилизатора LM7815.
Подскажите, где купить/достать провод для намотки транса?
Ведь разматывать донора — чревато нарушением лаковой изоляции.
@Electronics Engineer, с таким проводом сложно.
Если донор не старый и намотка была без сильных изломов, например из размагничивающей петли старых кинескопных телевизоров, то такой провод можно использовать повторно.
Что будет если не делать зазор в магнитопроводе?
Так как драйвер однотактный то существует небольшая вероятность насыщения сердечника в следствие чего резкое повышение тока, минимальный зазор всё же нужен, даже в виде тонкой плёнки прослойки из клея создаст разрыв в сердечнике.
А вторичные может правильней было бы в два провода сразу мотать,они бы и по индуктивности и по сопротивлению симмитричней были бы,а какой индуктивности в обмотках нужно добиться?
Количество витков взято из открытых обсуждений на форумах и других источников, какая точно должна быть индуктивность можно замерить только на исправном аппарате, но прошло уже много времени, может где то и есть такая информация о размерах индуктивности, когда искал её я такой информации не было.
Подскажите пожалуйста, можно ли намотать 0,5 проводом? Сколько витков 0,5? Сколько витков 0,3?
@Евгений Макел Всё обмотки по 30 если влезет, а мотать можете и в 2 ряда.
@Electronics Engineer Вы имеете ввиду уложиться 30 витков в один ряд или можно двумя рядами?
@Electronics Engineer Большое спасибо.
@евгений макел Если влезет то почему бы и нет, если не влезет то возьмите 0,3
@Electronics Engineer А сечение провода 0,5 подойдет или все таки толстоват.
Здраствуйте Мастер как свами связаться пожалуста у меня пробле такойже сгарели вакруг трансф диоды резисторы транзисторы а силов транзисторы селый и диод маг. как мне подбират эти запчасти нет схему чертеж пдскажите пожалуст Спасибо
@Electronics Engineer Спасибо тбе добрый Мастер.
Вы с какого языка переводите?, схема от этого аппарата есть в свободном доступе, всё просто, набиваете в поисковик «blueweld prestige 164 схема» и скачиваете.
На новом ТГР индуктивность обмоток 1, 2мГ, и при намотке 20-30 витков (о которых автор говорит) на EE25 0,3-0,4мГ получается, в итоге форма сигнала еще хуже чем на родном SIRIO 117303 (у меня 0,45мГ), как с 30 витков 1, 2мГ получается.