Ящик для сварочного аппарата своими руками
Ящик для сварочного инвертора своими руками
Ящик для сварочного инвертора своими руками
Сварочный инвертор — это устройство, с помощью которого можно значительно облегчить процесс дуговой сварки. С каждым годом его применение становится все популярнее, потому что оно позволяет осуществлять сваривание любых конструкций быстро и качественно. Чтобы сварочные работы проходили в нужных режимах, а аппарат имел долгий срок службы, нужно правильно подключать инвертор к источнику питания. Поэтому далее будет рассмотрено, как правильно подключить сварочный инвертор.

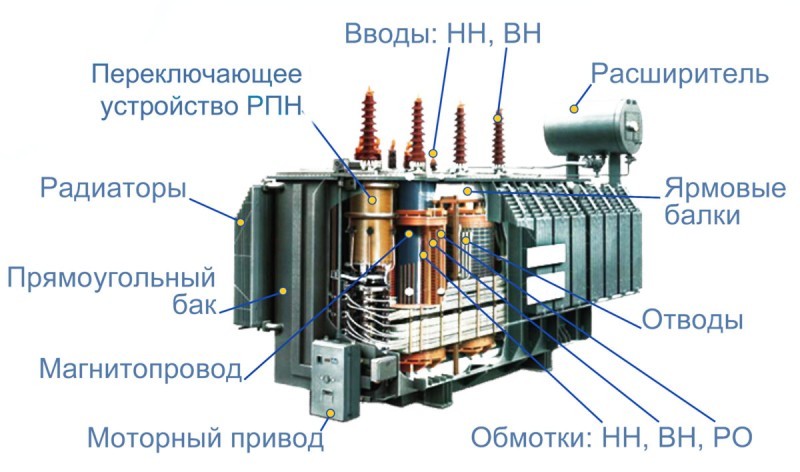
Схема устройство инверторного сварочного аппарата.
Подключение сварочного инвертора
Подсоединение сварочного аппарата может быть осуществлено к внешней сети напряжением 220 В или 380 В либо к генераторной установке определенной мощности. Соединительный кабель с вилкой соответствует максимальной мощности агрегата, поэтому здесь никаких вопросов быть не должно. Основные трудности могут возникнуть со стороны внешнего источника питания, особенно если электропроводка на дачном участке старая и имеет неизвестное сечение.
Современная проводка, вилки и розетки рассчитываются на ток не более 16 А. Суммарная мощность, которая потребляется всеми устройствами в доме, может быть больше этого значения, поэтому его ограничивают автоматическим предохранительным устройством или обычной пробкой. Чтобы осуществить подсоединение сварочного инвертора, сначала нужно убедиться, что его входная мощность не отключит защитное устройство домашней сети.

Устройство сварочного инвертора.
Одно из преимуществ сварочных устройств этого типа заключается в том, что их электрическая цепь имеет несколько типов защиты. В случае перегруза сети защита автоматически отключает аппарат по низкому напряжению. Такая ситуация может произойти, когда входное напряжение имеет низкое значение, или в случае недостаточного сечения электропроводки, сопротивление которой снизит напряжение при возникновении нагрузки в виде сварочного тока.
Если электрическая проводка стационарной сети не позволяет осуществить подсоединение инвертора, нужно воспользоваться другими источниками питания, которые будут рассмотрены ниже. В случае полного соответствия максимальной мощности аппарата с внешней проводкой можно подсоединять инвертор к электросети и осуществлять тестовую сварку.
Не рекомендуется подключаться к сети, если в качестве защитного устройства установлен предохранитель неизвестного номинала.
Если есть возможность, нужно контролировать просадку напряжения при зажигании дуги. Сильная просадка может быть результатом малого сечения проводов.
Вернуться к оглавлению
Также читайте: Все о строительных инструментах от А до Я.
Подключение сварочного инвертора к электрическому генератору
Из-за плохих параметров внешней электросети в некоторых ситуациях осуществить сварку бывает просто невозможно. Тогда можно воспользоваться электростанцией. При этом очень важно, чтобы мощность электростанции позволяла проводить полноценные сварочные работы.
При выборе генератора следует сначала ознакомиться с основными техническими характеристиками сварочного аппарата. В качестве примера будет взят обычный инвертор с рабочим током 160 А. Современные инверторы имеют плавную регулировку тока сварки от минимального до максимального значения. Это позволяет проводить сварку как на средней, так и на максимальной мощности оборудования. Но фирмы-изготовители часто пишут только потребляемую мощность, ничего не говоря о ее максимальном значении.

Рисунок 1. Провода марки КГ бывают разные и различаются по максимальной нагрузке, зависящей от сечения.
Чтобы самостоятельно рассчитать максимальную мощность, необходимо максимальный рабочий ток устройства умножить на напряжение дуги (обычно оно составляет 25 В), после чего разделить полученную цифру на КПД инвертора (приблизительно 90%). В результате максимальная мощность будет равна: 160х25/0,9=4444 Вт.
После проведения расчетов можно приступать к выбору электрогенератора. При этом ориентироваться следует на максимальную потребляемую мощность, прибавив к ней запас в 25%, чтобы не использовать электростанцию на пределе возможности. Поэтому для сварочного инвертора с рабочим током 160 А нужно купить генератор с выходной мощностью не менее: 4444+4444х0,25=5555 Вт, или 5,5 кВт.
Вернуться к оглавлению
Бензогенератор или электрогенератор?

Схема подключения инвертора к аккумулятору.
В некоторых случаях при невозможности использовать внешнюю электросеть сварщики пытаются подключить инверторную сварку через бензогенератор небольшой мощности. Такой подход является неверным, если его мощность составляет менее 5 кВт. Рабочее напряжение в таких генераторах сильно зависит от величины нагрузки. Инверторные устройства чувствительны к перепадам напряжения, поэтому если выходное напряжение бензогенератора будет часто меняться, сварочный аппарат может выйти из строя.
При сварке электродом 3 мм рабочий ток достигает 120 А при напряжении 40 В. В этом случае выходная мощность будет составлять: 120х40=4800 Вт, или 4,8 кВт, то есть бензогенератор будет работать на предельной мощности, что также повлечет его преждевременный выход из строя. Поэтому при плохой сети лучше подключать сварочный аппарат к электрогенератору.
Вернуться к оглавлению
Выбор кабеля для подсоединения инвертора
Для осуществления качественной сварки очень важно правильно выбрать соединительные провода. Сварочные провода выбираются по таким показателям:

Функциональные возможности сварочного инвертора.
- длине;
- площади сечения;
- значению падения напряжения в сварочном контуре.
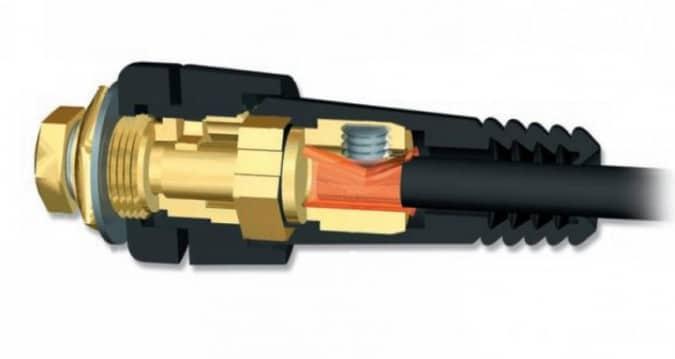
Кабель для инвертора представляет собой гибкий проводник тока с хорошей изоляцией. В большинстве случаев такой провод изготавливается из медных проволок толщиной 0,18-0,2 мм, сплетенных между собой. Такие кабели применяются для подсоединения инвертора к электродержателю, а также для осуществления заземления аппарата. Выбор проводов зависит от их технических характеристик и характеристик самого сварочного агрегата.
Среди сварщиков самым популярным выступает провод марки КГ (рис. 1). Изготовители этого типа кабеля рекомендуют его применять в цепях переменного тока с напряжением не более 600 В или при постоянном токе с напряжением не более 1000 В.
Провода марки КГ различаются по максимальной нагрузке, зависящей от сечения. Соотношение максимальной нагрузки на кабель и его марка представлены в таблице:
| Марка кабеля | Допустимая нагрузка, А |
| КГ 1х16 | 189 |
| КГ 1х25 | 240 |
| КГ 1х35 | 289 |
| КГ 1х50 | 362 |
| КГ 1х70 | 437 |
| КГ 1х95 | 522 |
Помимо марки КГ также применяется провод марки КОГ1, который является более гибкий, нежели первый вариант. Он используется в тех случаях, когда сварщику для выполнения работ необходимо постоянно перемещаться.
Подключение сварочного кабеля осуществляется с учетом некоторых правил:
- Подсоединение следует делать с помощью спрессованных или припаянных наконечников.
- Кабель подключается к силовым разъемам агрегата (+) и к держателю электродов в обратной полярности (-). Изменять полярность можно только тогда, когда изменены параметры тока.
- При проведении сварочных работ сварщику запрещено подтягивать к себе инвертор проводами.
- Ни в коем случае нельзя превышать номинальную мощность кабеля.
Вернуться к оглавлению
Подключение сварочных инверторов с помощью удлинителей
Проведение сварочных работ очень часто связано с отдаленным расположением сварной конструкции от источника питания. Иногда в таких случаях требуется использовать удлинитель. Удлинитель для инвертора представляет собой проводник, имеющий некоторое сопротивление, которое является причиной падения напряжения в электрической цепи, то есть чем больше длина удлинителя, тем больше будет падение на нем рабочего напряжения.
При недостаточной силе тока могут измениться параметры сварочной дуги, управлять ей становится намного тяжелее. Чтобы добиться требуемого тока на конце сварочного кабеля, приходится выставлять увеличенный ток на самом инверторе, что негативно сказывается на его работе и может привести к выходу аппарата со строя. Поэтому легче будет поднести сварочное устройство к месту сварки, нежели покупать новое.
В случае же безысходности ситуации, подбирая удлинитель, нужно руководствоваться тем, что сечение 2,5 мм 2 при длине кабеля 20 м при использовании аппарата с рабочим током 150 А будет достаточным для нормальной работы сварочного аппарата. Для проведения сварки в домашних условиях такой длины вполне хватит.
При использовании переноски следует придерживаться некоторых правил:
- Запрещено наматывать удлинитель на катушку, так как смотанный кабель обладает индуктивностью, что может вызвать его перегрев и выход из строя.
- При сварке с удлинителем нужно контролировать изменение напряжения сети.
- Нагрев удлинителя допускается до температуры 70°С.
В случае соблюдения всех правил и рекомендаций при подключении сварочного инвертора вы сможете осуществить качественную сварку без негативных последствий для самого аппарата.
Собираем качественные и надежные сварочные кабели, которые будут служить годами
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Содержание
- Электрододержатель:
- Силовые кабеля (провода):
- Зажим массы:
- Вилка кабельная:
- Сборка:
- Выводы:
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:

Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:

Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:
В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:

При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Ящик для сварочного аппарата своими руками
Основная часть специалистов считает, что создание аппарата для сварки не потребует особых навыков. Но прежде чем приступить к его изготовлению, нужно чётко понять в каких целях его можно использовать.

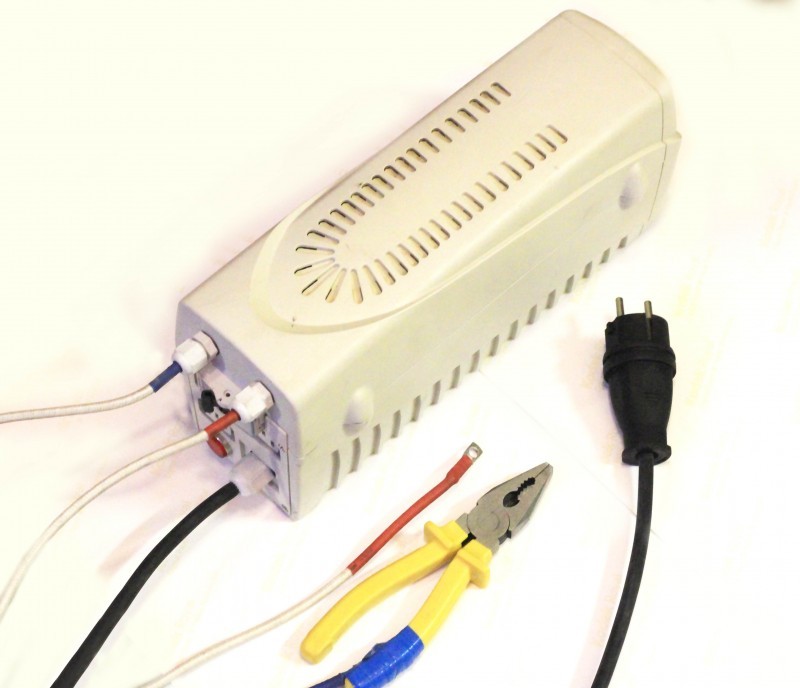
Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в 220В.
При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в 380В.

Краткое содержимое статьи:
Комплектация
Сборка аппарата, в большинстве ситуаций, совершается для осуществления мелких сварочных работ, требуемых в бытовых условиях.
В комплектацию представленного аппарата включены следующие компоненты:




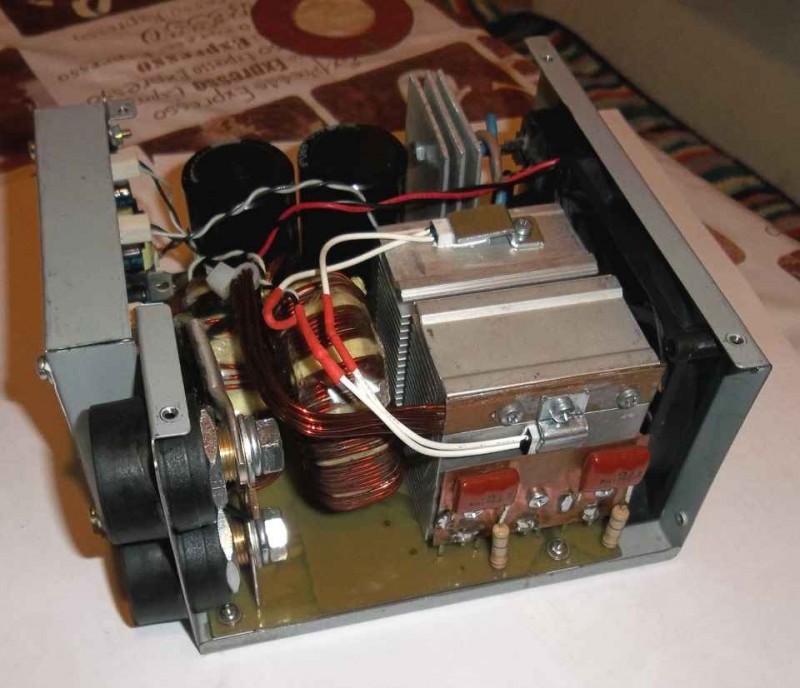
Блок питания
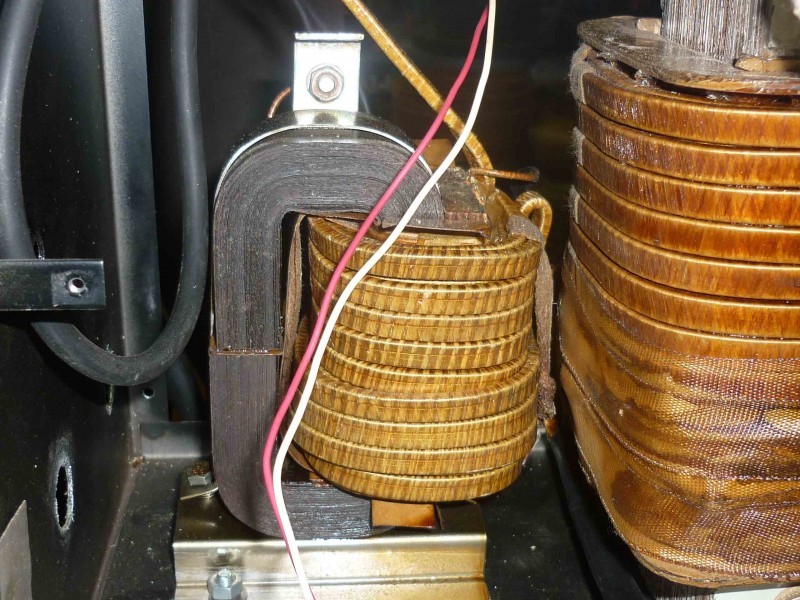
Главным компонентом в нём считается преобразователь (трансформатор), его можно создать из бывшего автотрансформатора или же из преобразователя, изъятого из микроволновой печи. Если используется последний вариант, то вынимая трансформатор из микроволновой печи нужно быть предельно осторожными, чтобы не навредить основной обмотке.

Дополнительная обмотка подвергается удалению и переделке. Расчёт числа витков и объема проводов из меди рассчитывается с учётом заранее подобранной мощности изготавливаемого аппарата.
Блок выпрямителя
Главными компонентами представленного оборудования являются диоды. Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.
При разметке установочной платы обязательно нужно оставить место для дроссели, которая создана сглаживать импульсы. Сборка выпрямителя выполняется на отдельной плате с применением гетинакса или текстолина.
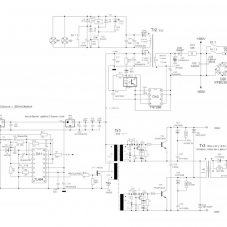
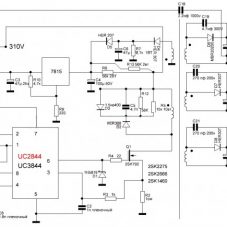
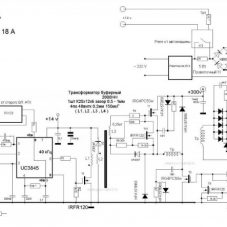
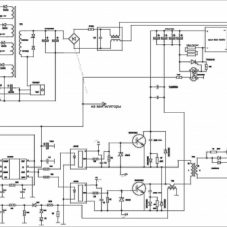
Блок инвертора
Инвертор трансформирует поступающий из выпрямителя постоянный ток в переменный, который характеризуется высокой частотой колебания. Трансформация осуществляется с применением электронных схем на мощных транзисторах или тиристорах.
Изготовить сварочный инвертор своими руками – не трудно, главное, подобрать все представленные компоненты, присутствующие в комплектации. К тому же можно значительно сэкономить на дополнительной обмотке преобразователя, используя не медные провода, а медную жесть.
Технология сборки сварочного аппарата
Если вас интересует, как сделать сварочный аппарат собственноручно, то нужно следовать такому плану:
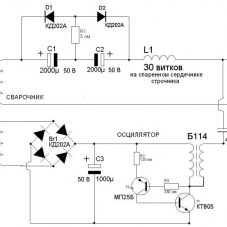
Выпрямитель располагается на одном пульте управления с преобразователем и дросселю. Регулятор силы тока располагается на панели управления.
С имеющихся катушек преобразователя (не задевая сердечник) удаляются дополнительные обмотки. К основной обмотке прикасаться не нужно, а вот среднюю можно перемотать проводом, выполняя отводы через последующие тридцать витков.




Применяя многожильный кабель силового типа с тремя фазами на две, расположенные по краям катушки до полноценного их наполнения требуется намотать дополнительную обмотку.
Клеммы для выведения дополнительного типа обмотки преобразователя изготавливаются из трубок, из меди, диаметр которых равен 10-12 миллиметров, в длину они достигают 30-40 миллиметров. Одна сторона клеммы расклепывается и в образовавшейся пластине просверливается выемка размером около десяти миллиметров, с обратной стороны, вставляется предварительно зачищенный провод.

С панели, размещённой сверху преобразователя, удаляются винты, оснащённые гайками, и заменяются усовершенствованными винтами, типа М10 – к ним подсоединяются клеммы.

Для выведения основной обмотки создается отдельная плата и прикрепляется к преобразователю. Предварительно в плате нужно создать 10-11 отверстий, в диаметре достигающих 6 миллиметров, и соединить с ними винты М6, содержащие две гайки и шайбы. Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки.





Главной характеристикой самодельного сварочного аппарата является то, что к электрической сети он может быть подключен только через рубильник, используя провода сечения около 1,5 мм2.

С фото сварочного аппарата, изготовленного своими руками можно ознакомиться в нашей галерее.

Если при изготовлении представленного аппарата своими руками возникают трудности, то всегда можно приобрести сварочный аппарат в магазине.
Что нужно знать для сборки сварочного аппарата своими руками
Сделать самостоятельно несложный сварочный аппарат вполне по силам любому, знакомому с правилами электромонтажа. Но прежде чем приступать к делу, необходимо выполнить расчёт всех компонентов устройства. От этого будет зависеть эффективность устройства при работе от обычной бытовой однофазной сети.
- Конструкция и принцип работы простейших сварочных аппаратов
- Виды сварочных аппаратов
- Упрощённая схема расчётов сварочника
- Сварочный трансформатор — простейших тип оборудования
- Сварочный выпрямитель — особенности работы и сборки
- Пример сборки на переменном токе
Конструкция и принцип работы простейших сварочных аппаратов
Для получения устойчивой сварочной дуги, которая позволит сваривать металл разной толщины, требуются токи в пределах 70 – 150 А. Если использовать устройства, рассчитанные на напряжение 220 В, то они должны потреблять высокую мощность, в пределах 15 – 30 кВт. Поэтому такие установки будут громоздкими, да и работать с ними нормально не выйдет. А в домашних условиях их просто будет невозможно подключить, стандартные сети не рассчитаны на подобную нагрузку.
Поэтому основной задачей при проектировании и сборке сварочных аппаратов становится обеспечение необходимой силы тока при снижении потребляемой мощности. Это возможно только при выполнении сварочных работ с пониженным напряжением на электродах.
Простейший сварочный аппарат представляет собой следующую конструкцию:
- Понижающий трансформатор, обеспечивающий снижение напряжения до пределов 55 – 70 В и повышающий при этом силу тока до требуемых параметров. Благодаря этому и удаётся снизить энергопотребление до разумных пределов.
- От трансформатора к электроду и обрабатываемой детали ток подаётся при помощи специальных сварочных кабелей. Они отличаются увеличенным сечением и усиленной изоляцией, позволяющей работать с большими токами.
- Для сварки потребуются электроды, устанавливаемые в держатель. Благодаря применяемой обмазке они упрощают зажигание и поддерживание электрической дуги, которая и становится источником тепловой энергии, необходимой для плавления металла.
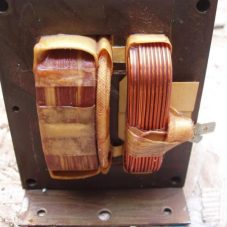
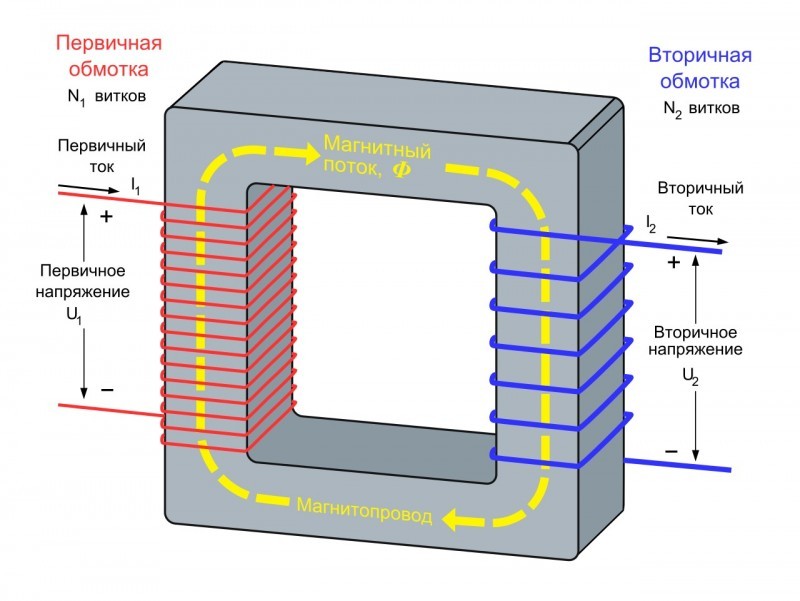
 Сварочный трансформатор
Сварочный трансформатор
Сложных устройств в конструкции таких сварочных аппаратов нет. Но при проектировании необходимо выполнить расчёт основных параметров, иначе подключение несоответствующего оборудования к сети приведёт к выходу его из строя, к коротким замыканиям на линии или им просто будет невозможно варить.
Виды сварочных аппаратов
Существует несколько основных видов:
Сварочный трансформатор. Для преобразователя применяется понижающий трансформатор.
![]() Сварочный трансформатор
Сварочный трансформатор
Сварочный инвертор. В качестве преобразователя здесь служит инверторный болк питания с ШИМ.
Сварочный выпрямитель. Это тоже самое что и сварочный трансформатор, только он имеет диодный или тиристорный выпрямитель во вторичной цепи.
 Сварочный выпрямитель
Сварочный выпрямитель
Полуавтомат. Сварка производится в инертной среде, для этого используется газовый баллон.
Упрощённая схема расчётов сварочника
На практике расчёты ведут, основываясь на типе и диаметре используемых электродов. Да, существуют более сложные и точные расчётные формулы, но любителями они применяются редко. Для получения устойчивой и производительной дуги необходимо получить ток со следующими показателями:
- Для электродов диаметром 2 мм достаточно 30 – 80 А.
- При увеличении диаметра до 3 мм сила тока должна возрасти до 70 – 130 А.
- Для электродов 4 мм устанавливают показатель 110 – 170 А.
- 5-мм электродами варят при силе тока 150 – 200 А.
Разница значений силы тока обусловлена работой с металлами различной толщины, физическими свойствами.
При самостоятельном изготовлении сварочного аппарата чаще всего приходится довольствоваться магнитопроводом от других устройств, который имеется в наличии. Поэтому простейший расчёт и будет выполняться исходя из этих двух известных характеристик — сечение магнитопровода и требуемая сила тока на вторичной обмотке.
Обратите внимание — для сборки трансформатора предпочтительно применять сердечники стержневого типа. По сравнению с броневыми они обеспечивают большую плотность тока в обмотках, обладают повышенным КПД.
Кроме того, имеет значение и расположение обмоток на плечах сердечника. Если разнести первичную и вторичные обмотки по разным стержням, это приведёт к увеличению магнитного рассеивания из-за возросшего воздушного зазора. Поэтому предпочтительной считается схема размещения части обеих обмоток и на одном, и на другом стержне.
В этом случае для определения необходимого количества витков первичной обмотки применяют следующую формулу:
N1 = 7440 × U1/(Sиз × I2)
N1 — расчётное количество витков;
U1 — напряжение сети (200-240В);
Sиз — сечение имеющегося магнитопровода;
I2 — необходимый сварочный ток.
Обратите внимание, что для устройств с разнесёнными обмотками применяют другую формулу:
N1 = 4960 × U1/(Sиз × I2)
Если предстоит выполнять работы в условиях нестабильного напряжения в сети, есть смысл рассчитать количество витков для основных значений — 180, 190, 200, 220 и 240 В. При намотке провода просто делают отводы на этих значениях, что позволит подобрать стабильный режим работы трансформатора в любых условиях.
Необходимое количество витков вторичной обмотки рассчитывают по следующей упрощённой формуле:
N2 = 0,95 × N1 × U2/U1
N1 — расчётное количество витков;
U1 — напряжение сети (200-240В);
U2 — требуемое напряжение холостого хода на вторичной обмотке (50 – 70 В).
Для первичной обмотки выбирают медный изолированный провод сечением в пределах 5 – 7 кв. мм, его хватит для работы с бытовой однофазной электросетью. При выборе обращают внимание на жаропрочные показатели изоляции, она должна выдерживать значительный нагрев, которого избежать не выйдет.
Вторичную обмотку мотают более толстым проводом, что связано со значительной силой тока, который будет протекать по ней. Оптимальным вариантом станет медная шина сечением не менее 30 кв. мм.
Сварочный трансформатор — простейших тип оборудования
Для выполнения большинства сварочных работ в домашних условиях хватит понижающего сварочного трансформатора без дополнительных схем или устройств. Последовательность сборки такого агрегата следующая:
- Делят общее количество витков каждой обмотки на две равные половины, чтобы разместить их на обоих стержнях сердечника.
- Если собираете сердечник из отдельных пластин, потребуется их фиксация стяжками или в простейшей обойме. Изолировать пластины друг от друга не следует.
- Для катушек делают каркас из толстого электротехнического картона. Внутренний размер должен соответствовать сечению сердечника и должен позволять смещать катушку вверх или вниз.
- Обмотки наматывают, укладывая витки вплотную друг к другу. При необходимости делают несколько рядов из уложенного провода.
- Если первичная обмотка рассчитана с отводами, то на необходимом количестве витков делают петлю и выводят её, не разрезая.
- На нижнюю часть сердечника надевают первичную обмотку, вторичная крепится сверху.
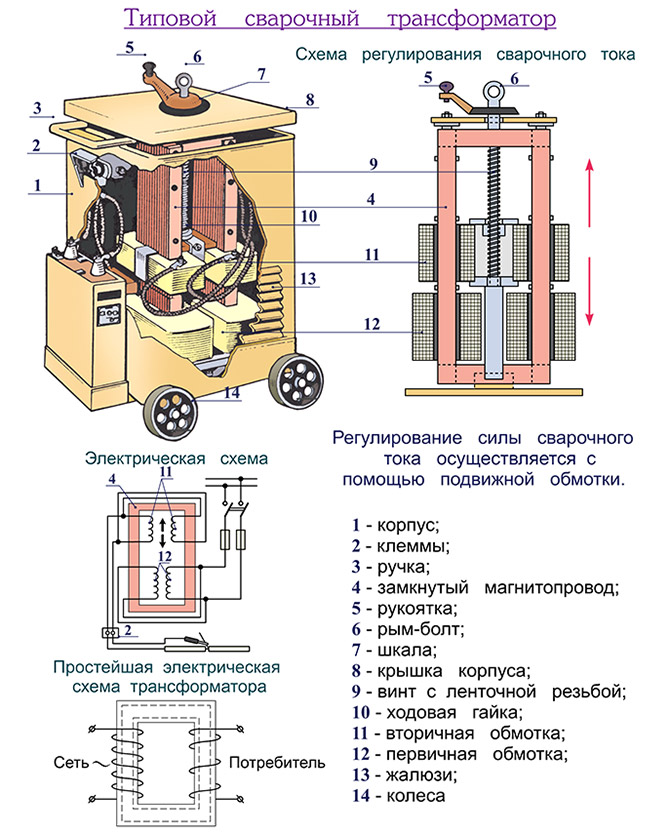
- Чтобы менять силу тока для сваривания металлов или при работе с деталями, отличающимися по толщине, предусматривают обустройство простейшего регулятора. Он будет перемещать катушки со вторичной обмоткой вверх-вниз.
- Принцип действия такого регулятора основан на изменении воздушного зазора между обмотками. В результате меняются параметры магнитного поля, что и приводит к увеличению или уменьшению силы тока во вторичной обмотке.
- Регулятор представляет собой винт с резьбой, при закручивании которого и происходит подъём катушек. Для этого эти элементы соединяют между собой.
Практически во всех случаях самодельные сварочные аппаратуры делают без корпуса. Это делают с целью предотвращения перегрева катушек, который может стать причиной выхода устройства из строя. Если сделать схему с принудительным охлаждением при помощи вентилятора, то сварочный трансформатор можно установить и в корпус. Для его изготовления выбирают устойчивые к температуре пожаробезопасные материалы, например, текстолит толщиной 1,5 – 2 см.
На поверхность корпуса выводят шпильки для подключения сварочных кабелей и сетевого провода. Возможность подключения к отводам первичной обмотки обеспечивают обустройством отдельных контактов или установкой мощного пакетного переключателя на требуемое число положений.
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
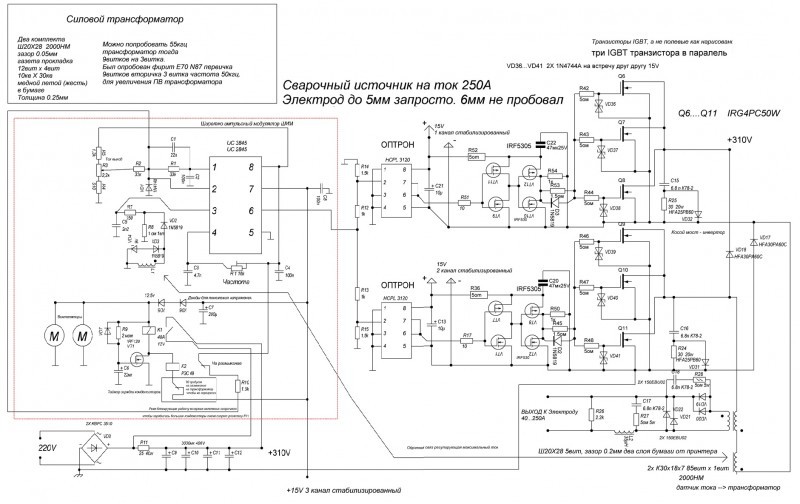
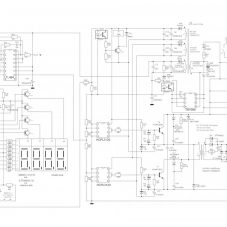
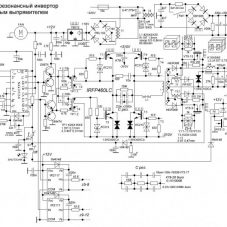
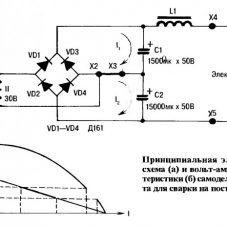
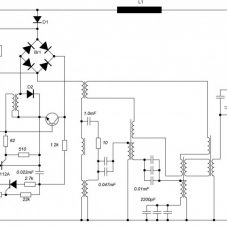
Простейшая схема электронной части сварочного выпрямителя выглядит так:
 Принципиальная схема сварочного выпрямителя
Принципиальная схема сварочного выпрямителя
При сборке таких устройств следует учитывать такие особенности конструкции:
- Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
- Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке. Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
- При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды. Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
- При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
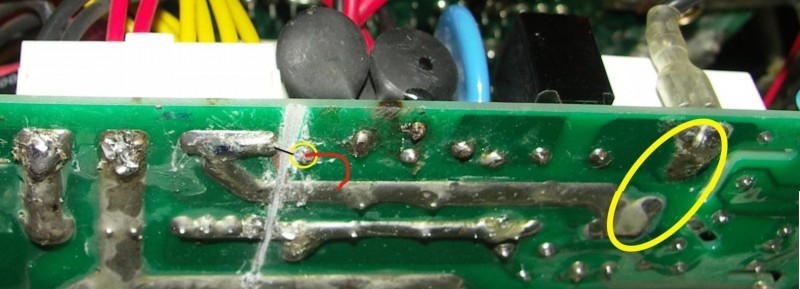
Обращаем внимание на соединение отдельных элементов схемы. Учитывая то, что они будут испытывать воздействие большой силы тока, необходимо обеспечить надёжность контакта. Если этого не сделать, то на этих участках будут греться и отгорать провода. Предпочтителен вариант с креплением при помощи площадок с болтом и гайкой.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
Пример сборки на переменном токе
Нажмите на первую фотографию и смотрите последовательность сборки:
Тележка для сварочного аппарата своими руками
Как часто вам приходится перемещать сварочный аппарат за пределы дома? Если нужно делать это регулярно и на большие расстояния, то просто не обойтись без тележки, которая поможет сделать это легко и быстро.
Представленная в данной статье конструкция тележки для сварочного аппарата, сделана из самых доступных материалов. В качестве основы было взято старое офисное кресло, с рабочими роликами и поворотным механизмом. И если вас заинтересовала данная самоделка для сварки, то, милости просим, читайте дальше и подписывайтесь на наш канал в Дзене.
Что необходимо для изготовления сварочной тележки
Для того чтобы сделать представленную в этой статье тележку для сварочного аппарата, нужно будет найти:

- Старое офисное или компьютерное кресло. От кресла нужно оставить лишь крестовину с полностью рабочими роликами, а иначе передвижение сварочной тележки будет невозможным;
- Лист фанеры, толщиной не менее 12 мм, и обрезная доска. Данные пиломатериалы потребуются для изготовления фанерного ящика, к которому собственно и будет прикручена крестовина от старого кресла с роликами;
- Клей ПВА для склеивания фанеры;
- Саморезы по дереву;
- Пила или электролобзик, отвёртка, молоток и рулетка.

Возможно, понадобятся струбцины и кое-какие другие материалы. Смысл статьи не в этом, а передать информацию, касающуюся идеи изготовления сварочной тележки из подручных материалов.

Итак, после того, как все необходимое было подготовлено, можно приступать к выполнению работ.
Тележка для сварочного аппарата своими руками
В первую очередь нужно будет заняться изготовлением короба. Он, как было сказано выше, собирается из толстой фанеры и доски. Размеры короба выбираются в индивидуальном порядке, в зависимости от того, какие габариты имеет ваш сварочный аппарат.

Для соединения всех частей короба, лучше использовать саморезы и клей, так вся конструкция будет намного прочнее. Внутри короба, если есть желание, можно предусмотреть выдвижной ящик, в который удобно было бы складывать инструменты для сварки.

Однако прежде чем прикручивать верхнюю панель короба, на которую будет водружён сварочный аппарат, нужно будет прикрутить крестовину. Поэтому сверлим в нижней панели короба отверстия под крестовину с роликами, после чего, прикручиваем её к коробу на длинные болты с шайбами.

Только после этого крепим верхнюю панель, которая будет служить местом под установку сварочного аппарата. Также, для удобства открывания ящика, фиксируем на передней панели ручку. Использовать тележку для сварочного аппарата с выдвижным ящиком, в таком случае, будет намного удобней.

В конце завершения всех работ можно покрасить деревянный ящик, защитив его тем самым от негативного воздействия. На этом все, и теперь остаётся только поставить сварочный аппарат на тележку, легко перемещая всю конструкцию, по ровной и гладкой поверхности. Таким образом, можно сэкономить порядка 10 тысяч рублей, потратив 2-3 часа своего времени.