Замена транзисторов в сварочном инверторе
Решено Важно! Принципы ремонта импульсных сварочных преобразователей.
В данной теме предполагается собрать опыт ремонта импульсных сварочных преобразователей и мощных источников питания.
Вопросы по ремонту в этой теме ЗАПРЕЩЕНЫ. Для этого есть другая тема: https://monitor.net.ru/forum/threads/114562/
Если у кого есть наработки, просьба дополнять
Эта инструкция поможет Вам в ремонте импульсных (инверторных) сварочных аппаратов при отсутствии схемы. Так же она применима при ремонте любых мощных импульсных источников питания, собранных по топологии полумоста, косого полумоста и полного моста (кроме обратнохода). Данная инструкция предназначена для мастеров обладающих начальными знаниями в области импульсных источников питания (ИИП).
НЕ ЗАБЫВАЙТЕ О ТЕХНИКЕ БЕЗОПАСНОСТИ. Часть схемы гальванически связана с сетью и её проверка заземлённым осциллографом невозможна без развязки.
Все описанное ниже носит рекомендательный характер, авторы не несут никакой ответственности за какие либо последствия использования материала.
Основная последовательность определения неисправности: открываем корпус, прозваниваем силовые элементы (мощные транзисторы и диоды) на предмет КЗ тестером. Ищем визуально подгоревшие элементы и цепи. Определяем тип ШИМ-контроллера. Ищем в Интернете даташит на него. Подаем на ШИМ-контроллер питание от внешнего источника питания, величина и ножки – из даташита. Проверяем наличие импульсов на выходах ШИМ-контроллера и затворах силовых ключей. Если все вышеописанное в норме то, не отключая внешнее питание ШИМ-контроллера, подаем на вход напряжение с ЛАТР-а вольт 40 или подаем сетевое напряжение через лампочку. Меряем напряжение на выходе, если отсутсвует, проверяем работу компараторов обратных связей. Если нет запуска без подключенного внешнего источника питания, проверяем исправность дежурного(ых) источника(ов) питания. Если имеет место быстрый перегрев, проверяем форму импульсов осциллографом на затворах мощных транзисторов, импульсы должны иметь крутые фронты.
1. Если ваш источник коротит сеть, то сначала отключите и проверьте тестером мощные транзисторы. Ключей может быть два в полумосте, косом полумосте; либо четыре в полном мосте. Учтите, что каждый ключ часто состоит из двух-четырех транзисторов. При этом коллекторы и эмиттеры (или стоки и истоки) этих транзисторов запараллелены, а затворы, каждый через свой низкоомный резистор 5-15 Ом, соединены с драйвером затвора. При проверке тестером (и для IGBT и для MOSFET) затвор не должен звониться ни с одним выводом, а коллектор-эмиттер (так же и сток-исток) звонятся как диод. Проверьте мощные высоковольтные диоды которые могут стоять параллельно ключам и выходные диоды (могут состоять из нескольких запараллеленных). При выходе из строя мощных транзисторов, как правило требуется замена резисторов в затворах.
2. Далее необходимо проверить схему управления. Для этого, не подключая мощные ключи, подайте питание на схему управления. Обычно она питается от отдельного маломощного источника напряжением 12-20В. Можно подать питание и извне. Проверьте осциллографом наличие управляющих импульсов на проводах идущих к затворам ключей. Амплитуда импульсов должна быть 12-15В Частота повторения 20-40кГц. Реже встречаются ИИП с частотой до 100 кГц. Коэффициент заполнения импульсов скорее всего будет близок к 45% т.к. при отсутствие выходного тока схема регулировки выведет ШИМ на максимум.
3. Если импульсы есть, то неисправна, как правило, только силовая часть. Заменяем неисправные ключи, проверяем затворные резисторы и через ЛАТР подаем на силовой каскад не более 40В, лучше через лампочку 100Вт. Можно не подключать выходные диоды, если нет уверенности в их исправности. На коллекторе (стоке) верхнего ключа должно быть постоянное напряжение 50-60В на его эмиттере и коллекторе нижнего должны быть импульсы амплитудой 50-60В совпадающие с управляющими. На выходных обмотках силового трансформатора должны быть те же импульсы, но с амплитудой в К раз меньше. Для сварочных ИИП, К обычно равен 3.
4. Теперь подключаем выпрямительные диоды и проверяем напряжение после них. Должно быть постоянное напряжение амплитудой равное импульсам во вторичной обмотке силового трансформатора.
5. Если всё нормально, то можно увеличивать сетевое напряжение до нормы (220-380) , ещё раз проверяем импульсы на затворах, коллекторах и вторичках транса. Теперь можно убрать лампочку и подключить нагрузку. В качестве нагрузки можно использовать нихромовую или железную проволоку диаметром несколько миллиметров. При необходимости для охлаждения её можно поместить в ведро с водой.
6. Если при проверке по п2 на затворах нет импульсов, то придётся ремонтировать схему управления. Проследите по плате цепи от затворов до ШИМ-контроллера. Обычно между ними включён(ы) ТГР (трансформатор гальванической развязки на маленьком кольце) и(или) микросхема-драйвер, например из серии IR21XX. Проследите с каких выводов ШИМ-контроллера снимаются управляющие импульсы и куда подается питание. Этой информации достаточно чтобы определить марку ШИМ-контроллера, если её маркировку не видно. Далее надо найти datasheet на этот контроллер, там есть вся необходимая информация по «обвязке» контроллера. Чаще всего используют контроллеры TL494, UC3825, UC384* UC3875 (для полного фазосдвигающего моста).
7. В схеме управления могут использоваться как встроенные операционные усилители контроллера, так и внешние ОУ. Сравнивая документацию с платой можно понять, используются ли встроенные ОУ. В сварочных ИИП на ОУ сигнал обратной связи поступает чаще всего с токового трансформатора (намотанного на маленьком кольце) имеющего один виток в цепи силовых ключей. В более сложных ИИП могут использоваться в качестве датчиков тока шунты, датчики Холла. Может обратная связь иметь и второй канал по напряжению.
KSB31 › Блог › Ремонт сварочника ИСМ-160

Итак полгода назад в результати экспериментов над сварочником ему поплохело ) выбило два транзистора FGH40N60 и раскололся цементированный ограничивающий ток заряда конденсаторов 15-и ватный резистор. Резистор купил в микронике, транзюки в количестве 4-х штук заказал в Китае, ибо у нас они были только в чипидипе и по неадекватной цене.
Почти полгода все это пылилось, как то было не до него, ну а щас решил починить. Первым делом был впаян новый резистор, и заменены все 4-е мосфета (несмотря на то что два были живыми). И о чудо все заработало. Вентилятор крутится, на выходных клеммах 60 Вольт. Вот вроде бы оно счастье, но при попытке чиркнуть электродом произошол БАБАХ и снова выгорело тоже плечо…После чего стало понятно что халявы не будет.
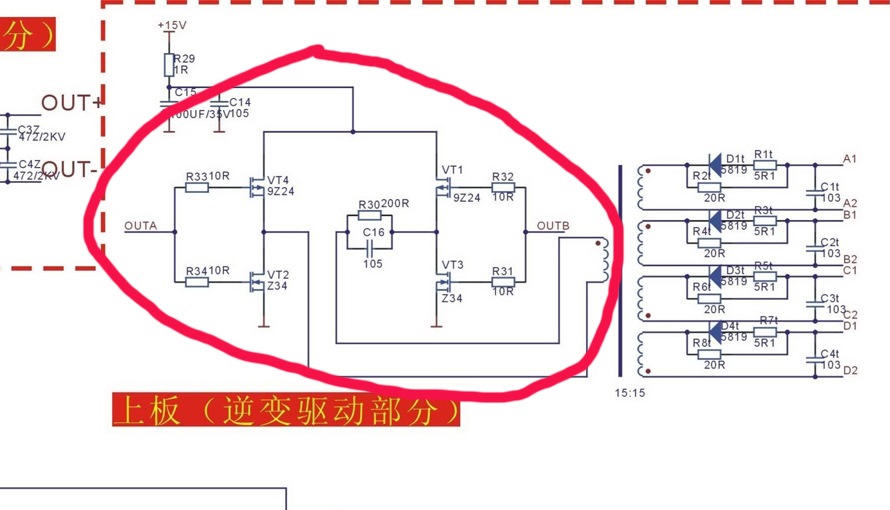
Далее по профильным форумам были начаты поиски схемы. Ближайший аналог оказался некий Китайский MMA ZX7-225. Вот его схемка:
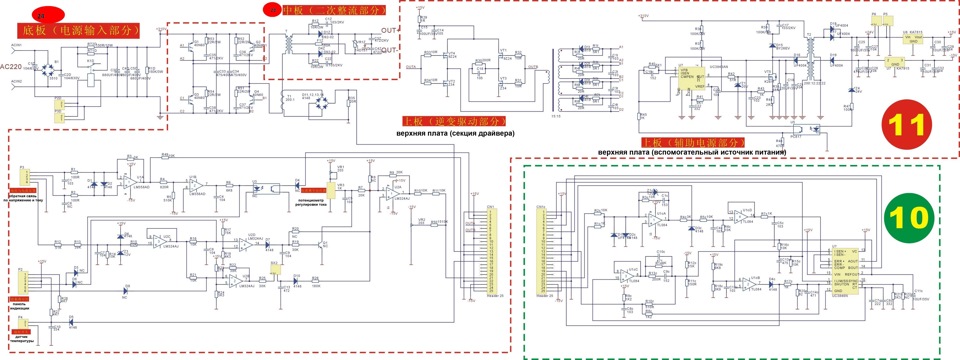
вот ссылка на полноразмерную картинку перевод китайских надписей примерный гугловский, ну и позиционные обозначения элементов не совпадают, а так по схемотехнике практически один в один.
Вместо сгоревшего плеча, были впаяны два оставшихся в живых родных транзюка. Далее решил вместо управляющей микросхемы которая завязана на обратные связи и всякие ограничения сделать временную свою схемку выдающую импульсы несмотря ни на что )) (насколько это правильное или неправильное решение я не могу сказать, но мне так удобней)
была набросана вот такая схемка
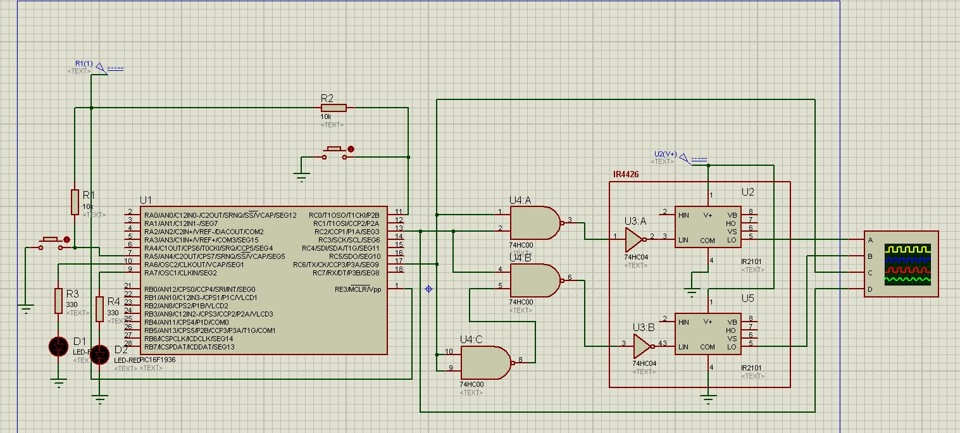
решено было сделать два режима, один статическая выдача высокого по одному каналу и низкого по другому, с преключением каналов, и второй с выдачей импульсов на частоте 40 кГц на которой работает родная микросхема. Для этого решено было использовать два канала ШИМ, один на частоте 80 кГц выдает импульсы изменяемой ширины (меняется кнопками), а второй выдает 40 кГц меандр, при этом этот 40 кГц меандр с помощью несложной логики подключает 80 кГц импульсы то к одному каналу драйвера мосфет/игбт IR4426 то к другому ( в протеусе кстати IR4426 нету, поэтому она съимитирована с помощью двух IR2101 и двух инверторов)
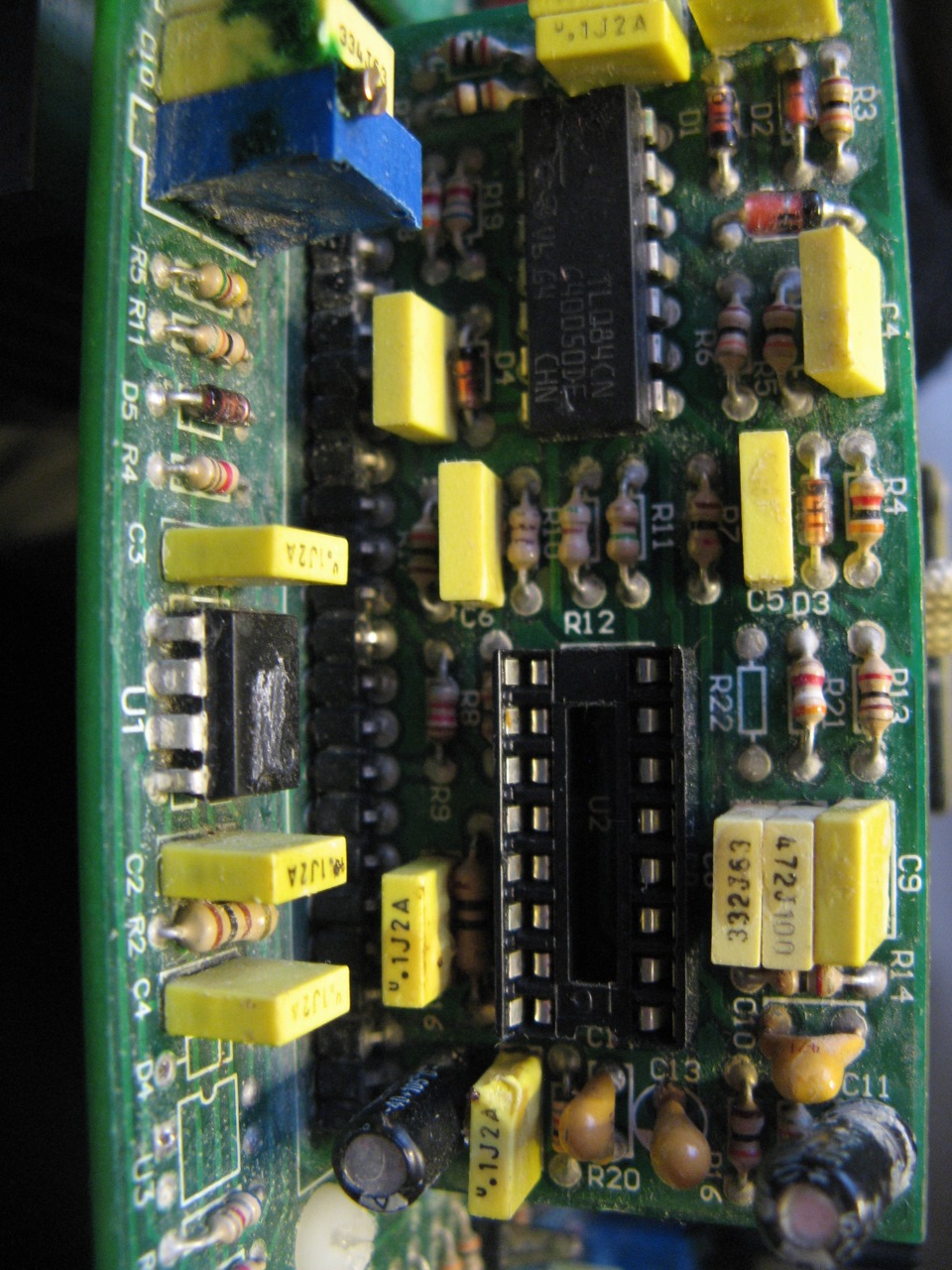
далее все было реализовано в железе:
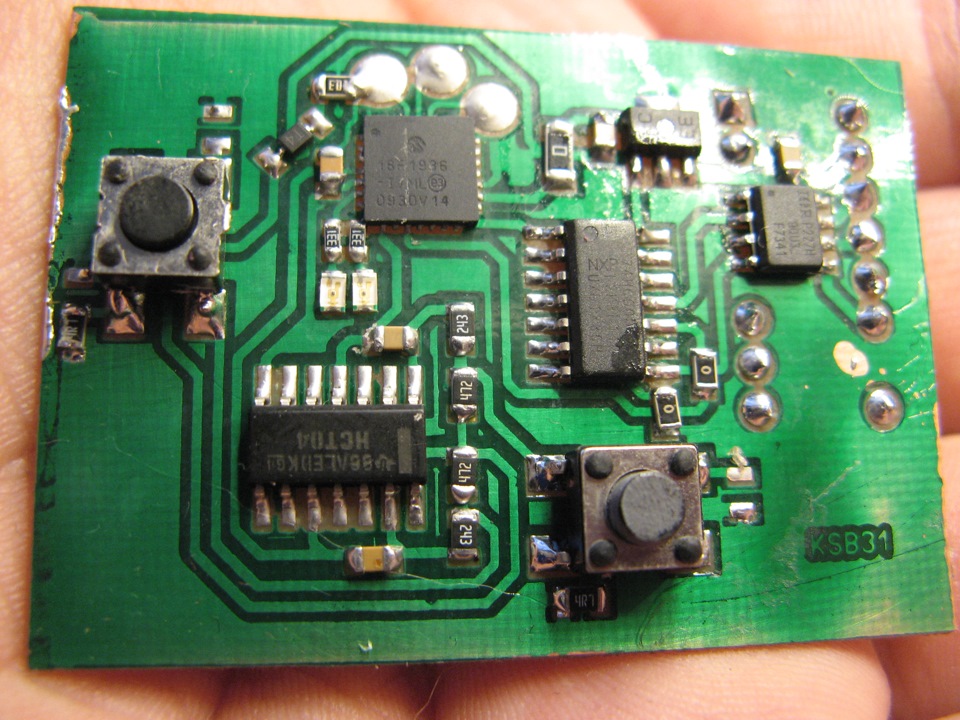
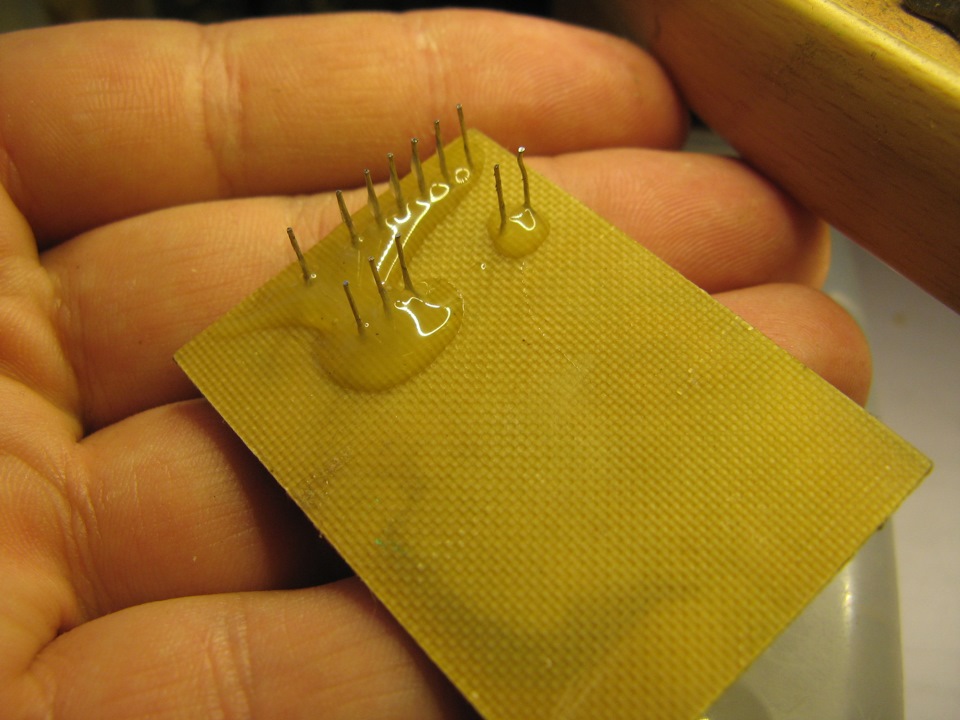
вместо родной микросхемы KA3846 была впаяна кроватка
и в нее установлена моя приблуда
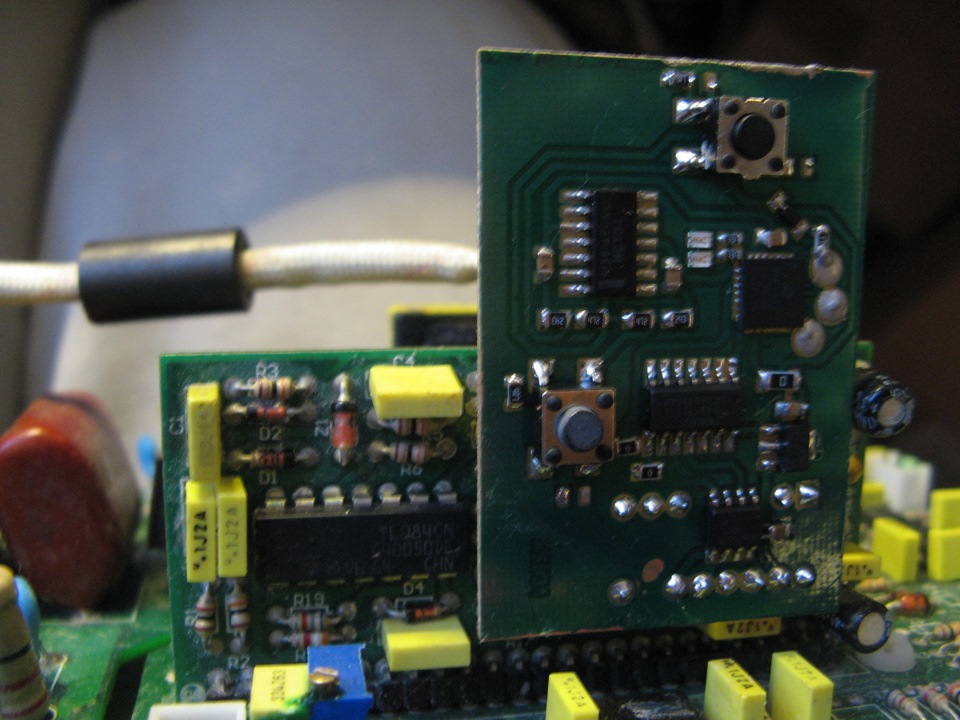
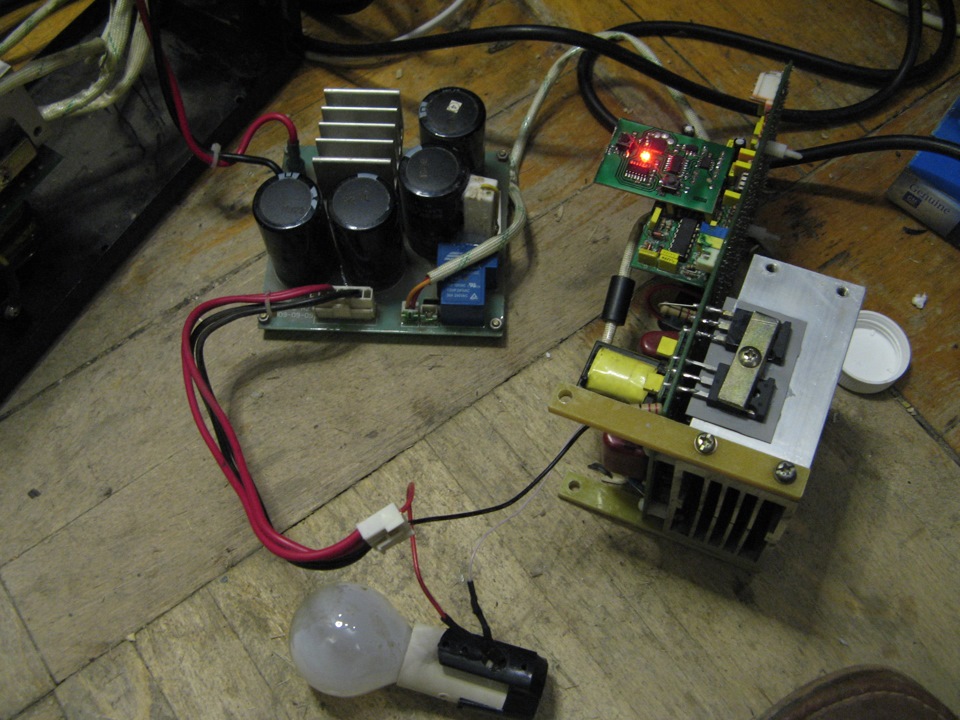
В разрыв 310 вольт была установлена лампа на 60 Вт, чтобы в случае сквозных токов мосфеты не умерли.
Итак после статической проверки вот этого участка
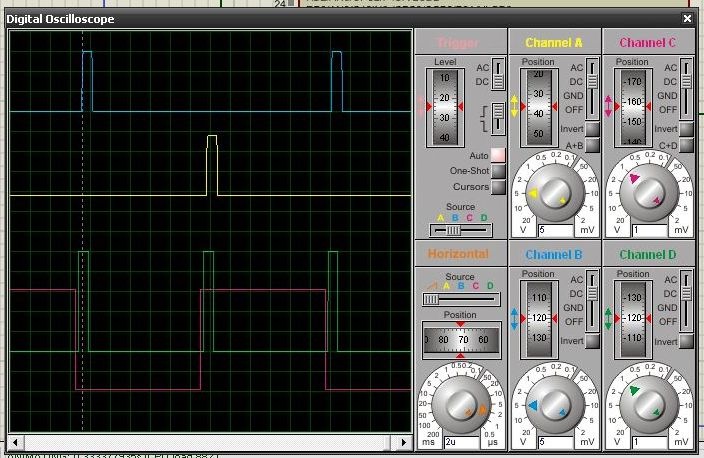
был включен режим импульсов. Вот такие осциллограммы получились на затворах IGBT транзисторов:
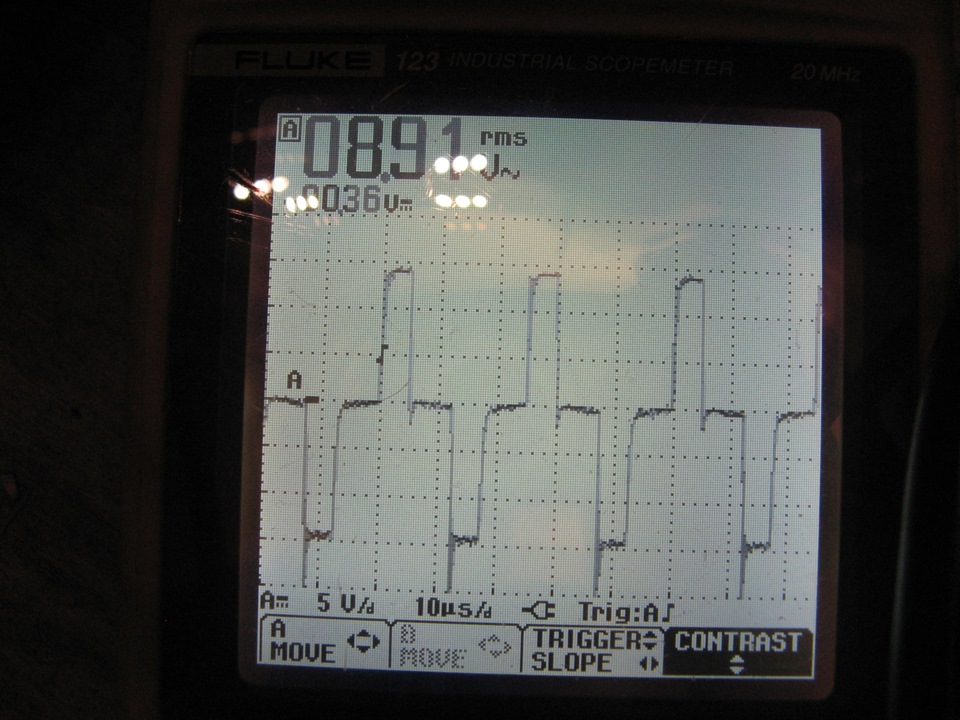
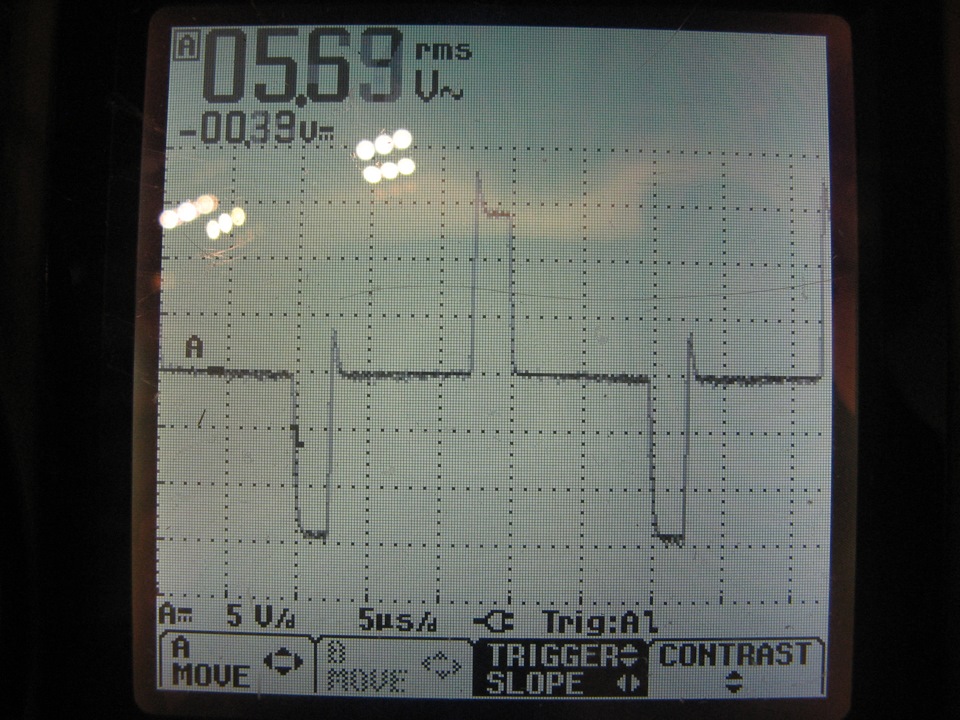
Вроде как все ок. Далее нагрузил выход 12-и омным 35 ваттным резистором, ток получился 3 А. Ничего нигде не выбило, така резистор в один момент разогрелся и пожег малость пол ).
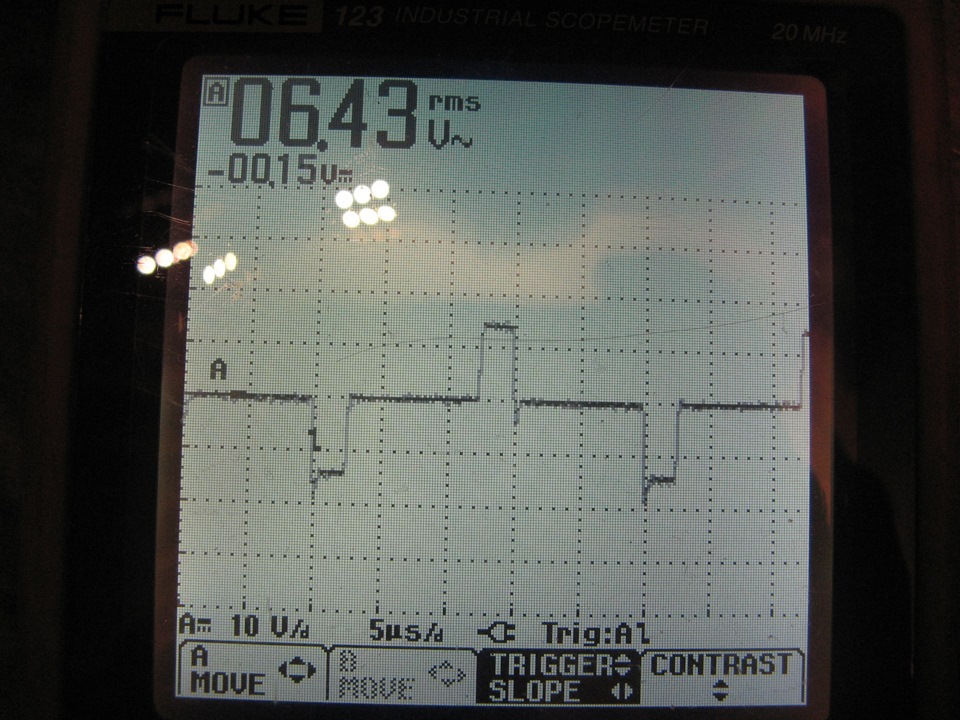
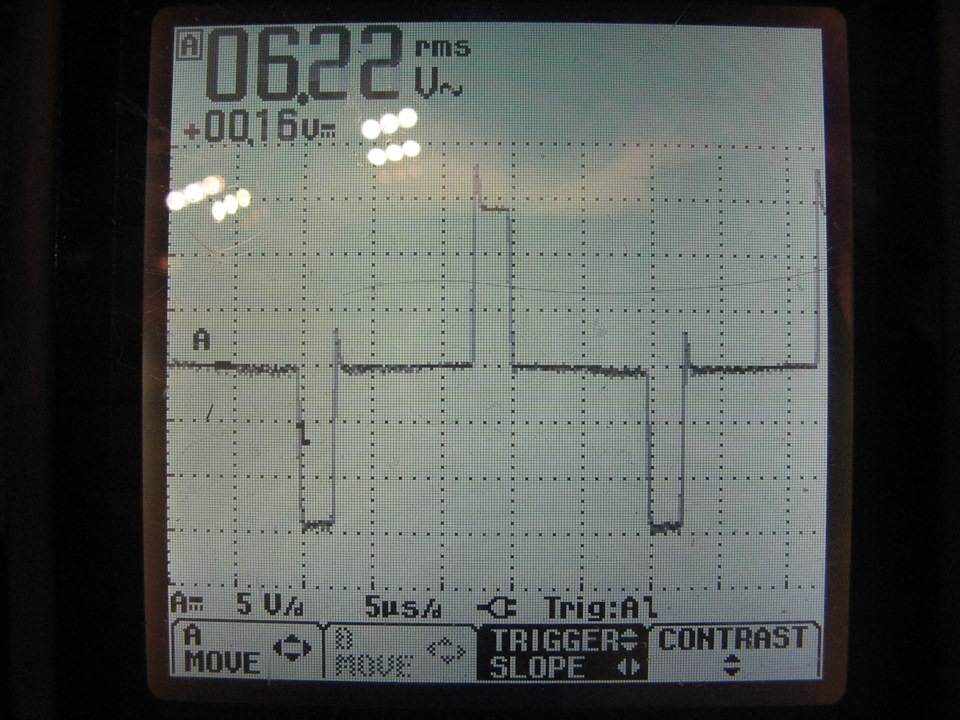
Тогда на пробу поставил уже родную микросхему. На ХХ импульсы такие:
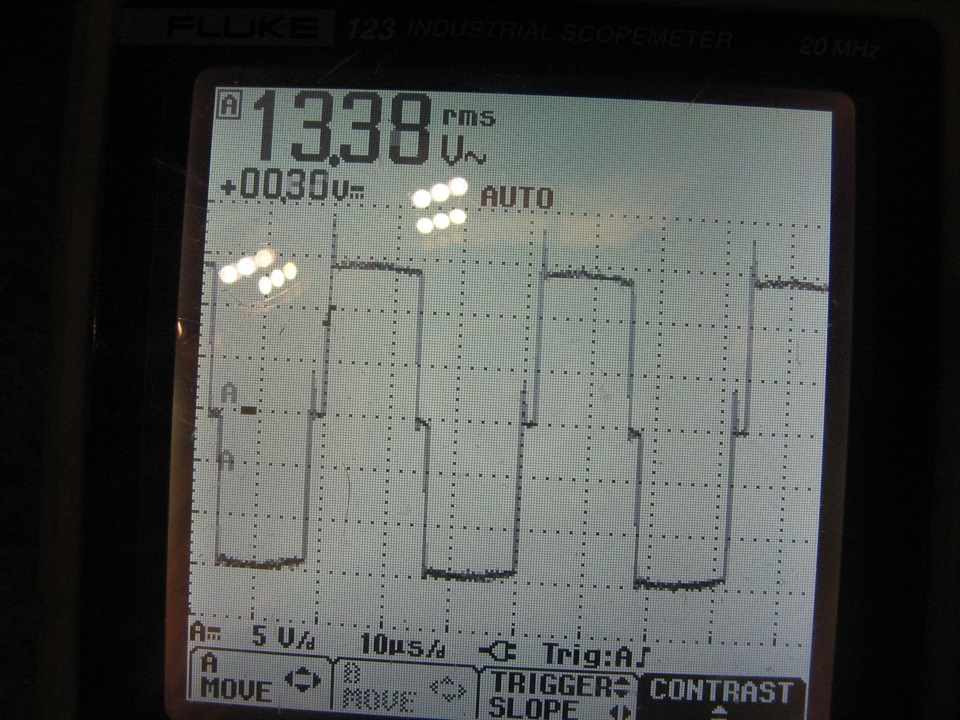
Далее заменил лампочку 60 Вт на одлну галогенку 500Вт, выставил ток 20 А, закоротил отверткой выводы — импульсы на хзатворах стали минимальными, но ничего не сгорело. Собрал без ламп — то бишь штатно все, отвез в грараж сжег одн элекрот 1,6 мм на токе 40 А и одну тройку на 100А.
Вроде все тьфу тьфу тьфу работает. Но возникает вопрос почему выгорели транзисторы во второй раз? после этого ни один из элементов заменен не был (ну кроме сгоревших транзюков), ведь потренировавшись со своей платой вернулся ко всему штатному.
Единственное объяснение которое я вижу это то что когда выпаивал родную микросхему феном (так как она была запаяна с двух сторон платы) попутно прогрел все, что рядом и возможно избавился от какой-нибудь «холодной пайки», например резисторов и кондеров задающих dead time. Но с другой стороны сварочнику уже лет 10, почему это не вылезло раньше? Второй это то, что всё отмыл от просто гигантского слоя пыли, часть из которой вполне ведь могла быть металлизированной, ибо сварочник всегда сосед болгарки.
Хотелось бы услышать мнение специалиста по сварочникам Dominys (поэтому упомяну его тут чтобы он заглянул в эту тему ))
Ну а вот так теперь выглядит чистенький сварочник
Ремонт инверторного сварочного аппарата своими руками
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев можно выполнить самостоятельно. А если хорошо разбираться в конструкции таких устройств и иметь представление о том, что в них с большей вероятностью может выйти из строя, можно успешно оптимизировать затраты и на профессиональное сервисное обслуживание.

Замена радиодеталей в процессе ремонта сварочного инвертора
Назначение оборудования и особенности его конструкции
Основным назначением любого инвертора является формирование постоянного сварочного тока, который получают путем выпрямления высокочастотного переменного. Использование именно высокочастотного переменного тока, преобразованного посредством специального инверторного модуля из выпрямленного сетевого, обусловлено тем, что силу такого тока можно эффективно увеличивать до требуемой величины при помощи компактного трансформатора. Именно данный принцип, положенный в работу инвертора, позволяет такому оборудованию иметь компактные размеры при высокой эффективности.

Функциональная схема работы сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики, включает в себя следующие основные элементы:
- первичный выпрямительный блок, основу которого составляет диодный мост (в задачу такого блока входит выпрямление переменного тока, поступающего из стандартной электрической сети);
- инверторный блок, основным элементом которого является транзисторная сборка (именно при помощи данного блока постоянный ток, поступающий на его вход, преобразуется в переменный, частота которого составляет 50–100 кГц);
- высокочастотный понижающий трансформатор, на котором за счет понижения входящего напряжения значительно повышается сила выходящего тока (благодаря принципу высокочастотной трансформации на выходе такого устройства может быть сформирован ток, сила которого доходит до 200–250 А);
- выходной выпрямитель, собранный на базе силовых диодов (в задачу данного блока инвертора входит выпрямление переменного высокочастотного тока, что необходимо для выполнения сварочных работ).
Схема сварочного инвертора содержит и ряд других элементов, которые улучшают его работу и функциональность, но основными из них являются вышеперечисленные.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.

Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- связанные с неправильным выбором режима сварочных работ;
- обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.

Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.

Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Наиболее распространенными неисправностями, с которыми сталкиваются при эксплуатации инверторов, являются следующие.
Неустойчивое горение сварочной дуги или активное разбрызгивание металла
Такая ситуация может свидетельствовать о том, что неправильно выбрана сила тока для выполнения сварки. Как известно, данный параметр выбирается в зависимости от типа и диаметра электрода, а также от скорости выполнения сварочных работ. Если на упаковке электродов, которые вы используете, не содержится рекомендаций по оптимальной величине силы тока, можно рассчитать ее по простой формуле: на 1 мм диаметра электрода должно приходиться 20–40 А сварочного тока. Следует также учитывать, что чем меньше скорость выполнения сварки, тем меньше должна быть сила тока.

Зависимость диаметра электродов от силы сварочного тока
Такая проблема может быть связана с рядом причин, при этом в основе большинства из них лежит пониженное питающее напряжение. Современные модели инверторных аппаратов работают и при пониженном напряжении, но, когда его величина спускается ниже минимального значения, на которое рассчитано оборудование, электрод начинает залипать. Падение величины напряжения на выходе оборудования может происходить в том случае, если блоки устройства плохо контактируют с панельными гнездами.
Устраняется такая причина очень просто: очисткой контактных гнезд и более плотным фиксированием в них электронных плат. Если провод, при помощи которого инвертор подключен к электрической сети, имеет сечение меньше 2,5 мм2, то это также может привести к падению напряжения на входе аппарата. Это гарантированно произойдет и в том случае, если такой провод имеет слишком большую длину.
Если длина питающего провода превышает 40 метров, использовать для сварки инвертор, который будет подключен с его помощью, практически невозможно. Напряжение в питающей цепи может упасть и в том случае, если ее контакты подгорели или окислились. Частой причиной залипания электрода становится недостаточно качественная подготовка поверхностей свариваемых деталей, которые необходимо тщательно очистить не только от имеющихся загрязнений, но и от оксидной пленки.

Выбор сечения сварочного кабеля
Такая ситуация часто возникает в случае перегрева инверторного аппарата. На панели устройства при этом должен загореться контрольный индикатор. Если же свечение последнего малозаметно, а функция звукового оповещения у инвертора отсутствует, то сварщик может просто не знать о перегреве. Такое состояние сварочного инвертора характерно и при обрыве или самопроизвольном отсоединении сварочных проводов.
Самопроизвольное выключение инвертора при выполнении сварки
Чаще всего такая ситуация возникает в том случае, если подачу питающего напряжения отключают автоматические выключатели, рабочие параметры которых неправильно подобраны. При работе с использованием инверторного аппарата в электрическом щитке должны быть установлены автоматы, рассчитанные на ток не менее 25 А.
Скорее всего, такая ситуация свидетельствует о том, что в питающей электрической сети слишком низкое напряжение.
Автоматическое отключение инвертора в ходе продолжительной сварки
Большинство современных инверторных аппаратов оснащены температурными датчиками, которые автоматически отключают оборудование при повышении температуры в его внутренней части до критического уровня. Выход из такой ситуации только один: дать сварочному аппарату отдых на 20–30 минут, в течение которых он остынет.
Как выполнить самостоятельный ремонт инверторного устройства
Если после тестирования становится понятно, что причина неисправностей в работе инверторного аппарата кроется в его внутренней части, следует разобрать корпус и приступить к осмотру электронной начинки. Вполне возможно, что причина заключается в некачественной пайке деталей устройства или плохо присоединенных проводах.
Внимательный осмотр электронных схем позволит выявить неисправные детали, которые могут быть потемневшими, треснутыми, со вздувшимся корпусом или иметь подгоревшие контакты.

Сгоревшие детали на плате инвертора Fubac IN-160 (регулятор AC-DC, транзистор 2NK90, резистор 47 Ом)
Такие детали при ремонте необходимо выпаять с плат (желательно использовать для этого паяльник с отсосом), а затем заменить на аналогичные. Если маркировка на неисправных элементах не читается, то для их подбора можно использовать специальные таблицы. После замены неисправных деталей желательно произвести тестирование электронных плат при помощи тестера. Тем более это необходимо сделать, если осмотр не позволил выявить элементы, подлежащие ремонту.
Визуальную проверку электронных схем инвертора и их анализ при помощи тестера следует начать с силового блока с транзисторами, так как именно он является наиболее уязвимым. Если транзисторы неисправны, то, скорее всего, вышел из строя и раскачивающий их контур (драйвер). Элементы, из которых состоит такой контур, также необходимо проверить в первую очередь.

Силовой блок инвертора
После проверки транзисторного блока проверяются все остальные блоки, для чего также используется тестер. Поверхность печатных плат необходимо внимательно осмотреть, чтобы определить на них наличие подгоревших участков и обрывов. Если таковые обнаружены, то следует тщательно зачистить такие места и напаять на них перемычки.
Если в начинке инвертора обнаружены перегоревшие или оборванные провода, то при ремонте их надо заменить на аналогичные по сечению. Хотя диодные мосты выпрямителей инвертора и являются достаточно надежными элементами, их также следует прозвонить при помощи тестера.
Наиболее сложный элемент инвертора – плата управления ключами, от исправности которого зависит работоспособность всего аппарата. Такую плату на наличие управляющих сигналов, которые подаются на шины затворов блока ключей, проверяют при помощи осциллографа. Заключительным этапом тестирования и ремонта электронных схем инверторного устройства должна стать проверка контактов всех имеющихся разъемов и их зачистка при помощи обычного ластика.
Самостоятельный ремонт такого электронного устройства, как инвертор, достаточно сложен. Научиться выполнять ремонт этого оборудования, просто посмотрев обучающее видео, практически невозможно, для этого необходимо обладать определенными знаниями и навыками. Если же такие знания и навыки у вас есть, то просмотр подобного видео даст вам возможность восполнить недостаток опыта.
Транзисторы для сварочных инверторов
Время чтения: 6 минут
За последние 100 лет технология сварки претерпела значительные изменения. Классические сварочные аппараты были усовершенствованы, а в продаже появились совершенно новые устройства. Наибольший вклад в развитие домашней и любительской сварки внесло изобретение инверторного сварочного аппарата. Его электронная «начинка» позволяет внедрить функции, которые недоступны классическому трансформатору или выпрямителю.

А если в сварочном аппарате применяется электроника, значит, используются и транзисторы. В этой статье мы подробно расскажем, что такое транзистор, какие транзисторы используются в сварочных инверторах и чем отличаются транзисторы IGBT в сварочном аппарате от транзисторов MOSFET.
Общая информация
Транзисторы — что это такое? Наверняка каждый, кто хоть раз сталкивался с ремонтом или банальной разборкой радиоэлектроники, слышал этот термин. Говоря простыми словами, транзистор — это электронная деталь с выводами, изготовленная из полупроводникового материала. Основная функция транзистора — это усиление или генерирование электрических сигналов, поступающих извне. Также с помощью транзисторов выполняется коммутация.
На данный момент транзисторы есть в любом электронном приборе и являются один из важнейших компонентов. В середине прошлого века сразу несколько ученых получили Нобелевскую премию за изобретение транзистора. И с тех пор это небольшое приспособление кардинально изменило мир электроники.

Транзисторы очень маленькие и компактные. Они экономичны, их производство стоит недорого. Несмотря на свой скромный размер, транзистор устойчив к механическому воздействию и долговечен. Также транзисторы способны исправно работать при низком напряжении и при высоких значениях тока. Именно благодаря этим достоинствам к концу 20-го века транзисторы стали неотъемлемой частью каждого электронного прибора. В том числе, у инверторных сварочных аппаратов.
С помощью транзисторов удалось собрать компактную схему и внедрить ее в инвертор. Таким образом, существенно снизились размеры и вес сварочного аппарата. На данный момент производители предлагают инверторы весом до 5 кг, которые можно положить в рюкзак и взять с собой на выездные работы. Также такие аппараты незаменимы при сварке на высоте или в труднодоступных местах.
В сравнении с обычным трансформатором, который использовался раньше для сварки, инверторы намного проще в освоении. А наличие дополнительных функций (например, функции горячего старта или антизалипания) помогает новичкам как можно скорее приступить к работе. И все это заслуга транзисторов.
Транзисторы в инверторах
Транзистор — это один из главных компонентов современного сварочного инвертора. Без него инвертор в принципе не будет так называться. И, поскольку сварочные инверторы уже прочно вошли в нашу жизнь, то нелишним будет узнать немного больше об их электронной «начинке». Эта информация будет полезна не столько мастерам по ремонту сварочных аппаратов, сколько самим сварщикам. Для лучшего понимая сути используемого вами оборудования.
Итак, на данный момент чаще всего в сварочных инверторах применяются транзисторы двух типов: IGBT и MOSFET. Именно благодаря им удается добиться достойного качества работ, внедрения новых функций и уменьшению габаритов аппарата.

Подробнее про IGBT
Мы решили заострить ваше внимание на IGBT транзисторах, поскольку они считаются самыми технологичными. IGBT представляет собой стандартный биполярный транзистор с изолированным затвором. Усиливает и генерирует электрические колебания. Часто применяется в инверторе. От полевого транзистора отличается тем, что генерирует силовой канал, а не управляет им. Представляет собой 2 транзистора на подложке.
Именно благодаря IGBT транзисторам удалось развить производство современных сварочных инверторов. Поскольку именно данный тип транзисторов способен работать при высоком напряжении. Очень скоро производителям стало ясно, что применение IGBT транзисторов способно вывести производство инверторов на новый уровень. Удалось значительно уменьшить размеры аппаратов и увеличить их производительность. Порой стандартный IGBT транзистор способен заменить даже тиристор.
Иногда в IGBT инверторы внедряют специальные микросхемы, которые усиливают управляющий электрический сигнал и ускоряют зарядку затворов. Это необходимо для исправного функционирования мощных переключателей.
IGBT или MOSFET?
Выше мы уже упомянули, что помимо транзисторов типа IGBT существуют еще и транзисторы MOSFET. И многие сварщики любят спорить на форумах, какие транзисторы лучше, а какие хуже. Что мы думаем по этому поводу? Сейчас узнаете.
IGBT — это биполярные транзисторы. А MOSFET — полевые. И отличий у них больше, чем многим кажется на первый взгляд. Основное отличие — максимальная мощность, которую способен выдержать транзистор. У IGBT этот показатель выше, поэтому стоят они дороже, чем MOSFET. А это значит, что управляющая схема тоже стоит дороже.
На практике, сварщик практически не заметит разницы при работе с инверторам на IGBT или MOSFET. В характеристиках разница есть, но на практике она ощущается слабо. К тому же, на IGBt инверторы сложнее найти запчасти и вообще грамотного мастера по ремонту. И расходники стоят дороже.
Если вы используете недорогой инвертор для домашней сварки, то разницу между IGBT и MOSFET вы точно не заметите. Все преимущества IGBT раскрываются только в профессиональном оборудовании, предназначенном для высоковольтного подключения. В таком случае больший диапазон мощностей действительно играет важную роль и стоит предпочесть IGBT инвертор. В остальных же случаях не важно, какие транзисторы установлены. Вы, как любитель, разницу не почувствуете.
Словом, если вы новичок, то приобретайте инвертор на любых транзисторах. Инвертор на MOSFET будет стоить дешевле, вы сможете проще и быстрее его отремонтировать. А если вы выбираете инвертор для профессиональной сварки, то лучше выбрать аппарат на IGBT транзисторах. Они позволят использовать больше мощности. Но и их обслуживание обойдется дороже.
Вместо заключения
Не важно, какие именно силовые транзисторы для сварочных инверторов вы выберите. В любом случае, современный инвертор предоставит вам множество удобных плюсов. Вы сможете брать его с собой, поскольку вес и размеры незначительны. Вы сможете выполнять мелкий ремонт, даже если варите впервые, поскольку дополнительные функции упростят вашу работу. А благодаря технологичным транзисторам электронная схема будет работать еще стабильнее и дольше.
Да, инверторные аппараты куда сложнее по своему строению как раз за счет применения электроники. Вы не сможете починить инвертор «на коленке», как это можно сделать с трансформатором. Но преимуществ слишком много, чтобы отказываться от нововведений. А что вы думаете по этому поводу? Поделитесь своим мнением в комментариях ниже. Желаем удачи в работе!
Ремонт сварочного инвертора
Ремонтируем сварочный аппарат TELWIN Force 165
Здесь будет рассмотрен ремонт сварочного инвертора TELWIN Force 165. Для тех, кто не знаком с устройством и схемотехникой сварочного инвертора, предлагаем сначала ознакомиться с материалами на эту тему, а именно:
В этих двух статьях на примере реального аппарата TELWIN Force 165 и принципиальной схемы сварочных инверторов TELWIN Tecnica 144-164 подробно описана электронная начинка и назначение каждого элемента схемы.
Но давайте вернёмся к нашему неисправному аппарату – сварочному инвертору TELWIN Force 165. По словам владельца, аппарат исправно работал, но вдруг, после небольшой передышки в работе напрочь отказывался выполнять свои обязанности. При попытке начать работу искра не появлялась, а изнутри корпуса доносился неестественный для штатной работы «гул» и «писк».
По словам владельца также было известно, что аппарат вроде как работал – был слышен шум вентилятора обдува, включался индикатор штатной работы. А это свидетельствует о том, что транзисторы инвертора исправны.
Складывалось впечатление, что сварочный инвертор «уходит в защиту» — срабатывают внутренние защитные цепи, которые есть в составе любого импульсного агрегата, тем более такого мощного.
Поиск неисправности сварочного инвертора я начал нестандартно. Включать приборчик не стал.
Ранее я с такими приборами не сталкивался, и они были для меня в новинку. Поэтому первым делом вскрыл корпус и стал проверять мультиметром все доселе известные мне детали.

На печатной плате сварочного инвертора обнаружил знакомые элементы: вентилятор, мощный диодный мост (на него установлен радиатор), высоковольтные электролитические конденсаторы фильтра, фильтр EMC, ключевые мощные транзисторы инвертора (установлены на радиатор), импульсный трансформатор, электромагнитное реле…
Неприятным сюрпризом оказалось то, что поверхность печатной платы была залита каким-то лаком, который затруднял считывание маркировки SMD-элементов и микросхем.
Также были обнаружены защитные элементы. Один из них – термопредохранитель на 90 0 С. Он приклеен к радиатору диодного моста.

Насколько мне известно, такие термопредохранители срабатывают намертво, то есть если нагреются выше своей температуры срабатывания, то размыкаются навсегда. Похожие термопредохранители можно обнаружить в силовых трансформаторах. Там они включаются в цепь первичной обмотки и приклеиваются к ней. Защищают трансформатор от перегрева. Иногда можно ложно судить о том, что первичная обмотка трансформатора в обрыве, хотя стоит убрать (или замкнуть накоротко) этот самый термопредохранитель, как оказывается, что трансформатор исправен.
Поэтому первым делом проверил целостность термопредохранителя на 90 0 С. Он оказался исправен.
Кроме этого на одном из радиаторов, к которым крепятся мощные ключевые транзисторы инвертора, также есть температурный датчик. Внешне он очень похож на термовыключатель серии KSD, которые используются в термопотах, водяных нагревателях и прочей бытовой электротехнике.

Особенность этих термовыключателей в том, что их контакты вновь замыкаются, если температура опустится ниже определённого значения. Понятно, что этот температурный датчик отслеживает нагрев мощных ключевых транзисторов и, если есть перегрев, временно отключает работу сварочного инвертора. Как только радиаторы, а, следовательно, и транзисторы остынут, то аппарат вновь запустится, и будет работать в штатном режиме.
При проверке термовыключателя оказалось, что он также исправен. Ну, что ж, будем искать неисправность дальше.
После недолгих поисков, было решено проверить мощные выпрямительные диоды. На печатной плате они расположены рядком и надёжно прикручены к радиатору шурупами. На страницах сайта уже рассказывалось о том, как проверить диод.
Маркированы как 60CPH03. Это ультрабыстрые сдвоенные диоды VS-60CPH03.
После проверки оказалось, что ориентировочно неисправны все три сдвоенных диода. Но это всего лишь предположение, так как диоды впаяны в схему, и 100% утверждать, что именно они неисправны нельзя. Несмотря на это стало понятно, в каком направлении нужно «копать» дальше.
Разобраться в проблеме можно было бы и без схемы, но с ней интересней, тем более что под рукой оказалось руководство по ремонту сварочных инверторов TELWIN Tecnica 144-164, которые, честно говоря, мало чем отличаются по своему составу и схемотехнике от TELWIN Force 165. Если взглянуть на принципиальную схему, то можно заметить, что даже при пробое одного из сдвоенных диодов 60CPH03, все остальные диоды при проверке будут также «неисправными», если их не выпаять из платы и не проверить каждый в отдельности. Вот кусочек схемы — выходной выпрямитель.

Как оказалось, выпаять эти самые диоды не так-то просто. Во-первых, пайка очень достойная и качественная. Да и как тут по-другому, ведь в силовой части сварочного аппарата протекают огромные токи, вплоть до 130 ампер! Малейший недопай и место контакта будет греться, а это в последствие приведёт к неисправности. Поэтому итальянцы не жалеют припоя и надёжно сдабривают им место контакта.
Не стоит забывать, что современная электроника изготавливается с помощью бессвинцовых припоев, а температура их плавления, как правило, выше, чем у обычного оловянно-свинцового.
Перед тем, как выпаивать диоды, необходимо демонтировать радиатор. Шурупы, которыми крепятся диоды к радиатору нестандартные, но открутить их можно пассатижами.
Для выпайки лучше воспользоваться паяльником помощнее. Лучше взять обычный паяльник мощностью ватт на 50, иначе выпайка превратится в мучение. Можно, конечно, применить и 40-ка ваттный паяльник, но тут потребуется сноровка и немало терпения. Надо успеть хорошо прогреть все 3 вывода диода одновременно.
При демонтаже можно попробовать использовать медную оплётку или десольдер для удаления припоя. Правда, если паяльник маломощный (например, 40 ватт), то толку от них будет мало. Припой будет моментально застывать.
Несмотря на трудности вызванные маломощностью паяльника (он у меня на 40 ватт) и обгоревшим медным жалом мне всё-таки удалось выпаять сдвоенные диоды. К сожалению, не без «косяков».

Выдрал с корнями сквозную металлизацию медных дорожек. Ах, да ладно, не беда. Зачистим и надрастим.
Оказалось, что пробит один из диодов – остальные целы. Стоит отметить, что пробитым оказались оба диода, которые являются частью одного сдвоенного диода. Теперь это не диод – а «решето», — обычный проводник в красивом корпусе.
Если взглянуть на схему, то «вылетел» тот диод, который обозначен красным кружком.

Напомню, что кусочек схемы взят из руководства для TELWIN Tecnica 144-164. А чинил TELWIN Force 165. У телвин Force 165 на плате нет катушки индуктивности L1 (дроссель) и, по-видимому, не должно быть, так как посадочного места на плате для неё нет. Так что не обращайте на неё внимания. В реальности же эта катушка выполнена из медного провода большого сечения, чтобы выдерживать токи до 140 ампер.
Было решено оставить аппарат в покое и заняться поисками замены неисправного диода VS-60CPH03. Найти замену диоду 60CPH03 оказалось не так-то просто. Купить в интернете эту радиодеталь не получилось. В интернет-магазинах такая деталь почему-то является редкостью (возможно, всё уже изменилось). Пришлось ехать на радиорынок и покупать там.
Был куплен аналог диода с маркировкой STTH6003CW. Цена у него оказалась приличная, да и найти нужный оказалось непросто.

 Параметры STTH6003CW такие же, как и у VS-60CPH03, а именно:
Параметры STTH6003CW такие же, как и у VS-60CPH03, а именно:
Корпус – TO-247;
Максимальный ток в прямом включении IF(AV) – 30A на 1 элемент (60А на оба диода);
Допустимое обратное напряжение VRRM – 300V;
Время восстановления (или быстродействия) trr (max) – 50 ns (50 наносекунд).
Сдвоенный диод STTH6003CW относится к, так называемым, быстродействующим диодам. Буржуи обзывают такие диоды Ultra-fast, Hyperfast, Super-fast, Stealth diode, High frequency secondary rectifier и т.п. В общем, как только не пытаются подчеркнуть их крутизну.
Главная особенность быстродействующего диода – это способность быстро открываться (пропускать ток) и также быстро закрываться (не пропускать ток). А это означает, что он может работать на высоких частотах. Это и требуется для работы в выпрямителе сварочного инвертора, так как требуется выпрямлять ток высокой частоты – десятки килогерц.
Поэтому заменять такие диоды стоит только быстродействующими!
Для замены диода VS-60CPH03 подойдут STTH6003CW, FFH30US30DN. Все эти диоды – аналоги и отлично подходят для замены друг друга. Активно применяются в сварочных аппаратах. Также подойдёт STTH6003TV, но у него другой корпус (ISOTOP), хотя если другого нет, то при желании можно изловчиться и прикрутить его куда-нибудь.

При установке диодов на радиатор необходимо обязательно использовать теплопроводную пасту (например, КПТ-8).

Жадничать не стоит, но и чрезмерно намазывать пастой место теплового контакта не стоит. Наносим небольшой, ровный слой пасты на площадь соприкосновения корпуса диода и алюминиевого радиатора. Затем надёжно прикручиваем корпус диода к радиатору шурупом.

К установке диодов на радиатор стоит относиться серьёзно. В процессе работы диоды сильно греются и малейшие трудности с охлаждением вызовут их перегрев и выход из строя.
При установке диодов необходимо как можно лучше пропаять места соединения выводов и контактов медных дорожек. Это очень важно, так как токи просто огромные и если схалтурить, то ничего хорошего из этого не выйдет.

Если при демонтаже были «содраны» медные пятаки и медные дорожки, то их можно надрастить медным лужёным проводом и качественно пропаять. Чисто электрического контакта недостаточно – пайка должна быть надёжной.
После замены неисправного диода прибор заработал.
Архив со схемами на сварочные аппараты TELWIN Tecnica 141-161, TELWIN Tecnica 144-164 и TELWIN Tecnica 150, 152, 170, 168GE можно скачать здесь и здесь. Размер файла — 4,4 Mb.