Электроды для точечной сварки своими руками
Лучшие компоненты для создания точечной сварки своими руками с Алиэкспресс (для сварки аккумуляторов)
Все необходимое для самодельной точечной сварки (Варим аккумуляторы для шуруповертов, гироскутеров и т.д.)
несколько вариантов сварки, трансформатор для свч, щупы-электроды, никилиевые пластины, корпуса батареек, квинбатерриез.
Для начала список рабочих купонов для Алиэкспресс
Aliexpress — купон $8 при покупке от $80 (начнет работать с 6 мая). Выбираем Saudi Arabia и кликаем сюда.
Акция — зажигаем фонарики. Дают купоны $20 при покупке от $120 (за 3 зажженных фонарика), $25/$120 (за 6 фонариков). Раз в день по фонарику, заходим и кликаем по LIGHT UP.
Купоны можно будет использовать с 6-го мая 10:00 МСК до 13 мая 09:59.
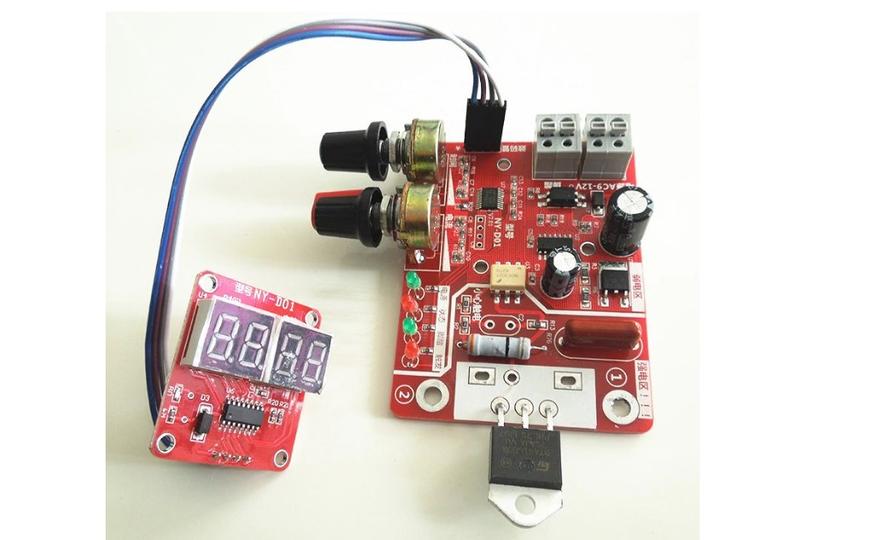
Самый простой вариант контактной сварки для создания недорогого варианта — на базе трансформатора от микроволновки и недорогих компонентов с Али.
На фото список необходимых деталей и схематичное соединение.
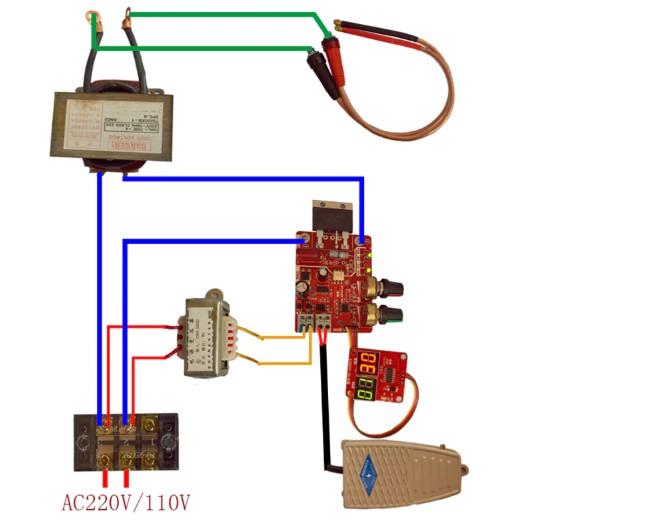
В лоте есть все необходимое плюс информация по сборке. Понадобится трансформатор от старой микроволновки.
Плата управления позволяет выставить мощность импульса сварки и его длительность. Тиристор в комплекте на 100А.
Цена от 500 рублей за плату. Есть полностью собранные варианты.
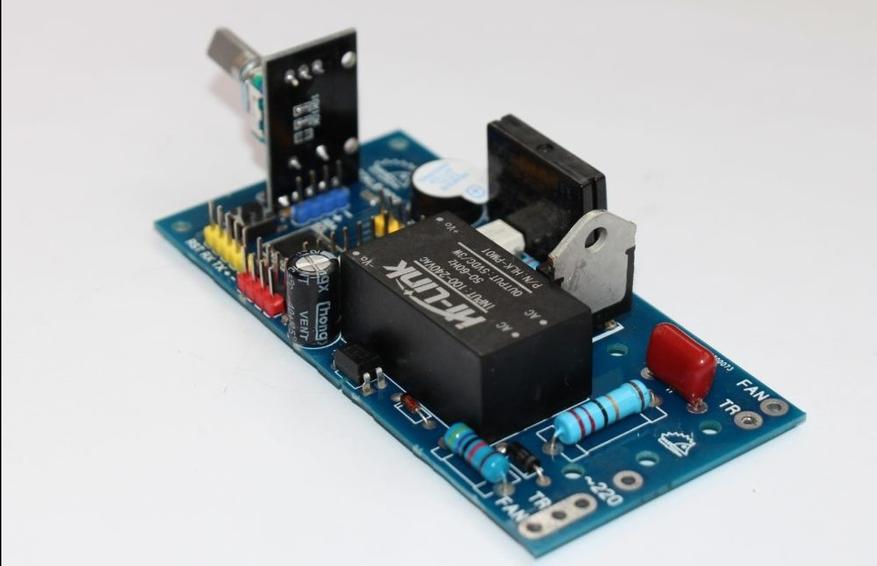
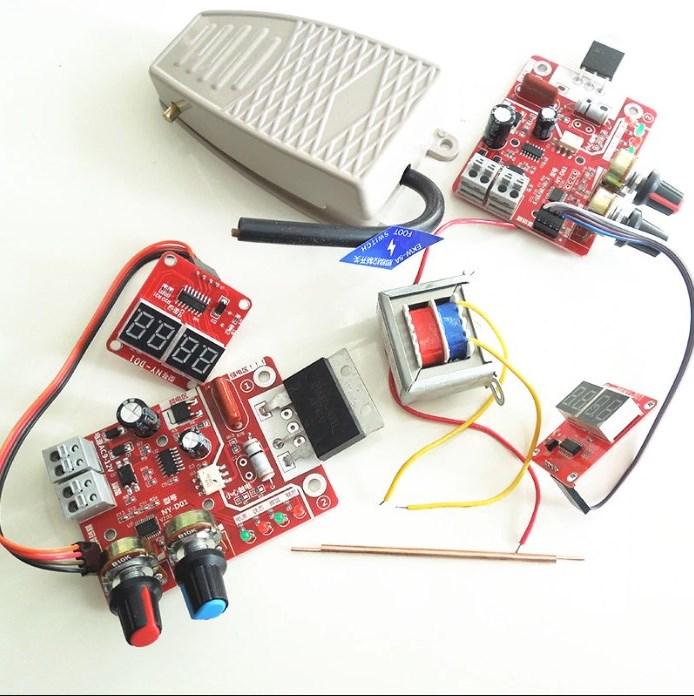
Компоновка чуть другая, этот будет проще разместить в корпусе. Существует готовая панелька под эту плату.
Это усовершенствованный вариант на STM8, дисплей подключается отдельно, дисплей сразу в корпусе под монтаж.

Подходит не только для машинок SUNKKO, но и для DIY вариантов. Расстояние контактов регулируется от 1 до 4 мм, ток до 500А.

Это недорогой вариант держателей, один из самых бюджетных на Али.
В основании цанговый зажим, очень удобно менять стержни для сварки. Это расходный материал.

В лоте 10 шт. Это медные заточенные стержни, которые зажимаются в рабочую часть аппарата для точечной сварки. По мере износа меняются.

Это специальная лента для соединения сборок аккумуляторов. В зависимости от толщины (0.1. 0.2 мм) и ширины от 5мм и шире предназначены для пропускания определенного тока. Чем толще и шире — тем мощнее сборка. Существуют простые ленты, ленты для соединения аккумуляторов в несколько рядов или под углом, а также уже нарубленные пластины для готовых сборок. Обратите внимание на держатели аккумуляторов 18650.

Ну и последний ингредиент — это силовой трансформатор. Беглый поиск по Али дал несколько вариантов, но дешевле брать по месту. Ищите с исправной первичной обмоткой — вторичная повышающая не нужна. Доматываете вторичную своим толстым проводом (20-30 квадратов и выше). Чем толще провод, тем лучше. 2-3 витка достаточно. Трансформатор должен обеспечивать 2-3 вольта на выходе и ток до 100А.

Готовые машинки для точечной сварки. Чтоб не заморачиваться.
Это полный комплект в корпусе, с щупами для сварки, регулировкой. Цена не сильно высокая.

Собственно говоря, для чего это нужно.
Для батарей самостоятельного изготовления можно приобрести готовые наборы: корпус, фурнитура, плата управления, контакты. Изготовление не составит труда. Как говорится, просто добавь элементы 18650.

Лучшие аккумуляторы формфактора 18650 для переделки шуруповертов, для питания мощных устройств и электронных сигарет. Подходят для ремонта электроскутеров, самокатов и велосипедов. Честная емкость 3000мАч, долговременный ток разряда до 30А. Низкий саморазряд, низкое внутреннее сопротивление. Официальный магазин Queenbattery
2 способа сделать аппарат точечной сварки
Главной сложностью при изготовлении точечной сварки своими руками является сборка источника тока. Он должен выдавать импульсы высокой силы тока от 1000А.

Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм 2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм 2 . При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:

Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.

Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Как подобрать электроды
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.

Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Как своими руками собрать самодельную точечную сварку — инструкция

Изготовить самодельную точечную сварку несложно самостоятельно.
Производятся похожие механизмы в нескольких вариациях:
- Портативные
- Компактные
- Габаритные
- Сварочный процесс: схема изготовления
- Сварочный аппарат в домашних условиях
- Производство сварочного оснащения: инструкция.
- Электроды для точечной сварки
Сварочный процесс: схема изготовления
При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества.
Виды контактной сварки:
- Шовная
- Точечная
- Стыковая
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Размер и особенности структуры контактной поверхности электрода имеют отличия. Это влияет на уровень прочности соединений.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Сварочный аппарат в домашних условиях

На большую мощность самодельного аппарата точечной сварки располагать не стоит: устройство может работать с металлической проволокой 0,3 мм в диаметре; со стальным листом 0,2 мм в толщину.
Конфигурация позволяет приварить наиболее тонкие составляющие из фольги и совершать сварку термопар.
Производят электрод из пистолета с лёгким усилием, что необходимо для прижима объектов небольших габаритов.
Технология производства самодельной точечной сварки не сложная: электрод подключается податливым кабелем ко вторичной трасформаторной обмотке, при этом к нижнему концу следует подключить наиболее массивную часть.
Здесь потребуются выпрямительные мосты, тиристор подключается ко второй детали моста. Открытие первой детали благоприятствует достаточному напряжению у трансформатора к первичной обмотке.
Сварочные клещи заменяются пистолетом, и первый элемент соединяется с концом вторичной обмотки на трансформаторе. При этом второй конец надёжно крепится к аппарату.
Однофазный или трёхфазный ток питает клещи, что позволяет им функционировать. Трансформатор, питающий клещи, снабжает током в несколько кА.
Управляется тиристор нажатием кнопки на рукоятке пистолета. Конденсатор заряжается при подключении к сети добавочного источника (выпрямительных мостов или трансформаторов).
Тиристор закрывается, механизм включается и остаётся открытым до тех пор, пока конденсатор не разрядится.
Отрезок времени, за который конденсатор может разрядиться, регулируется переменным резистором. Кнопка нажимается — формируется следующий импульс и конденсатор заряжается. При повторном нажатии кнопки процесс запускается сначала.
Продолжительность процесса в самодельном устройстве не превышает 0,1 секунду из-за номинала резистора и конденсатора, сила сварочного тока —300-500 Ампер, при этом мощность невелика — 5-10 Ватт. Этих параметров хватит для работы с объектами небольших габаритов.
Самодельная точечная сварка может быть создана из стального трансформатора с толщиной набора 70 мм. При первичной обмотке используется провод ПЭВ-2 0,8 с 300 витками, при вторичной — многожильный провод 4мм в диаметре.
Производство сварочного оснащения: инструкция.

По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор.
С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе.
Для самостоятельного производства сварочного оборудования нужен кабель 25 м, медная труба 10-12 мм в диаметре, диск по металлу и болгарка.
Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования.
Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.
Эту работу эффективнее проделывать вдвоём: один человек займётся протягиванием провода, второй – укладкой витков. Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре.
Одна её часть разнимается, что образует пластину, в которой проделывается отверстие до 10 мм в диаметре; в другую часть вставляются заранее зачищенные провода. Эксперты советуют обжать провода молотом.
Контакт улучшится, если на наружной стороне трубы проделать несколько насечек.
Новые крепёжные элементы с резьбой М10 заменяют имеющиеся в верхней части трансформатора винты и гайки, к которым далее прикрепляются клеммы от вторичной обмотки.
В текстолитовой плате необходимо проделать 11 отверстий (не более 6 мм в диаметре) для винтов с гайками и шайбами; и основательно прикрепить её к поверхности трансформатора. Данные составляющие обеспечат вывод первичной обмотки.
Электродержатель производится из ¾ трубы 25 см в длину. По углам необходимо сделать выемки, а к держателю приварить кусочек проволоки из металла небольшого размера.
На обратной стороне проделывается отверстие и присоединяется отрезок кабеля, как при вторичной обмотке. Затем нужно изолировать трубу резиновым шлангом.
Электроды для точечной сварки
Сделанная в домашних условиях самодельная точечная сварка годится для небольшого объёма работы. Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Отличие многоточечного оборудования от его аналогов –работа с металлическими заготовками определённой формы и размера.
Многоточечные аппараты встречаются редко, но универсальны для контактного спаривания элементов. Переналадить его под силу только экспертам.
Контактное сваривание деталей невозможно при отсутствии электродов из сплавов, имеющих высокий уровень теплопроводности.
Электроды благоприятствуют сжатию металлов и проводят ток на поверхность элементов. Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Имеется несколько форм выпускаемых наконечников.
Продолжить срок наконечников возможно, следуя нижеперечисленным советам:
- Электроды подбирают, соответствуя критериям используемого в
работе металла; - Максимально обеспечить их сохранность;
- Для тяжёлой сварки использовать более массивные
наконечники; - Использовать водяную рубашку.
Эксперты советуют не подпиливать наконечники по причине возникновения неровностей, что в целом отрицательно повлияет на качество работы.
Описание процесса самостоятельной сборки точечной сварки
В этой статье мы подробно ответим на вопрос: «Как сделать точечную сварку в домашних условиях?».

Из-за своей простоты и удобства, точечная сварка получила широкое распространение
Существует три вида контактной сварки: точечная, шовная, стыковая. Точечная сварочная машина производит сваривание деталей в одной или нескольких точках одновременно. Структура сварочной точки зависит от размера и формы контактной поверхности электрода и определяет прочность соединения. Машина точечной сварки является разновидностью контактной сварки, именно поэтому в основу ее технологии заложено тепловое воздействие электрического тока.
Краткая технология точечной сварки
Сваривание точечной технологии предполагает несколько этапов. Совмещенные в нужном положении соединяемые детали необходимо поместить между электродами сварочного оборудования, прижав их, друг к другу.
Необходимость в прижатии деталей объясняется обеспечением образования уплотняющего пояса вокруг расплавленного ядра. В момент сварочного импульса образовавшийся поясок препятствует выплеску расплавленного металла из зоны сварки.
Далее, следует нагреть детали до состояния термопластичности, это необходимо для их деформации. Для обеспечения качественной точеной сварки в домашних условиях, нужно добиться поддержания постоянной скорости перемещения электродов, требуемой величины давления и обеспечить полный контакт соединяемых деталей.
Машина точечной сварки осуществляет нагрев деталей благодаря кратковременному импульсу, образованному в результате прохождения сварочного тока. Данный импульс способствует расплавлению металла в местах соприкосновения с электродом, образуя общее жидкое ядро деталей. Диаметр сформированного ядра достигает – 4-12 мм.
Как только действие тока прекратится, детали будут продолжать удерживаться, пока расплавленное ядро не остынет и не кристаллизуется. Технология точечной сварки в домашних условиях очень экономична и способна обеспечить механическую прочность швов. Что касается герметичности шва, таким оборудованием этого невозможно добиться.
Процессы сварочных работ, применяемое оборудование, а также техника безопасности строго регламентируются ГОСТами. С некоторыми из них вы можете ознакомиться:
-
ГОСТ Р. ИСО 17659-2009 (поможет определить термины для сварочных соединений);
Самодельная конструкция аппарата точечной сварки
Такое оборудование нельзя назвать мощным. Используя его, можно сварить лист металла толщиной 0,2 мм либо стальную проволоку диаметром – 0,3 мм. Такие параметры позволяют производить сварку термопар, а также приваривать тонкие детали из фольги. Сварочный электрод выполнен из пистолета, так как усилие прижима свариваемых малогабаритных деталей – невелико.
Изготовить сварочное оборудование по данной схеме довольно просто. Главный узел оборудования – сварочный трансформатор Т2. Сварочный электрод подключается к вторичной обмотке трансформатора при помощи гибкого кабеля. Что касается более массивной свариваемой детали, она подключается к нижнему концу.
Сварочная машина подключается к сети при помощи выпрямительного моста V5…V8. Вторая диагональ этого моста предусмотрена для включения тиристора V9, при его открытии, напряжение прикладывается к первичной обмотке Т2. В Данном случае клещи контактной сварки выступают в роли пистолета. Их технологическая особенность заключается в присоединении пистолета, к одному концу вторичной обмотки трансформатора, что касается второго конца, он прикреплён к самому изделию точечной контактной сварки. Таким образом, клещи могут выполнить сварочную работу в любом месте изделия при помощи единичного электрода. Клещи для контактной сварки могут работать от однофазного либо трёхфазного тока. Трансформатор, от которого получают питание клещи для контактной сварки, выдает ток в несколько кило Ампер.
В рукоятке сварочного пистолета находится кнопка S3, при нажатии которой, осуществляется управление тиристором. При подключении вспомогательного источника к сети, сразу начинается зарядка конденсатора С1. Трансформатор Т1 и выпрямительный мост V1…V4 являются вспомогательным источником.

Подробная схема точечного аппарата
Сварочная машина Т1 включается при помощи замыкания диагонали моста V5…V9 открывшимся тиристором. Тиристор будет оставаться открытым до полной разрядки конденсатора С1. Переменный резистор R1 предусмотрен для регулировки времени разряда конденсатора. Для подготовки следующего импульса сварки, кнопку S3 нужно отпустить, в это время зарядиться конденсатор С1. Последующий импульс формируется при повторном нажатии.
Трансформатором Т1 может быть любой маломощный (5…10 Вт). Максимальная длительность сварки, при указанных номиналах С1 и R1, составит 0,1 секунды. Это обеспечивает сварочный ток – 300…500 А, что является вполне достаточным при сваривании малогабаритных деталей.
В рассматриваемом примере, трансформатор изготовлен из железа. Толщина набора составляет 70 мм, в качестве первичной обмотки был использован провод ПЭВ-2 0,8, содержащий 300 витков. Диаметр многожильного провода вторичной обмотки составляет 4 мм.
Сварочный аппарат своими руками
Основой сварочного аппарата является трехфазный понижающий трансформатор. Не разбирая сердечника, необходимо перекусить медную шину и снять вторичные обмотки со всех катушек. Первичные проводки остаются нетронутыми, а среднюю нужно перемотать тем же проводом, образуя отводы через каждые 30 витков. Их всего должно быть 8 – 10.
Используя трехфазный силовой многожильный кабель, намотайте на две крайние катушки вторичную обмотку, до их полного заполнения. Кабель должен состоять из проводов D – 6-8 мм., а один из них должен быть потоньше. Он надежно изолирован и способен выдержать большой ток. Благодаря гибкости провода, намотку можно осуществить без предварительной разборки оборудования. Вам понадобиться ориентировочно 25 метров кабеля. При необходимости, его можно заменить проводом меньшего сечения, в данном случае при намотке, жилы нужно сложить вдвое.
В одиночку с такой задачей будет сложно справиться. Рекомендуется выполнять работу вдвоем: один протягивает провод, второй укладывает витки. Для изготовления клем, понадобится медная трубка D – 10 — 12 мм и длиной в 30 — 40 мм. Одну сторону трубки нужно расклепать, в получившейся пластине просверлить отверстие D – 10 мм. В другую сторону вставляются провода, которые следует тщательно зачистить. При помощи молотка, необходимо обжать зачищенные провода. Для улучшения контакта на поверхности трубки нужно сделать насечки.
Штатные винты с гайками, находящиеся на верху трансформатора, необходимо удалить и заменить их двумя новыми с резьбой М10, к ним присоедините клемы вторичной обмотки. К трансформатору нужно прикрепить отдельную текстолитовую плату. Это необходимо для выводов первичной обмотки. Перед тем как прикрепить плату, в ней нужно просверлить 11 отверстий D – 6 мм. и вставить в них винты с двумя шайбами и гайками.

Вот такой эстетический вид, может иметь, точечная сварка собранная своими руками
В качестве электродержателя выступает труба 3/4 длиной 250 мм, с обеих сторон которой выпиливаются выемки. Для обеспечения свободного прижатия электрода, к держателю приваривается отрезок стальной проволоки. На противоположной стороне просверливается отверстие и присоединяется отрезок такого же кабеля, который использовался при вторичной обмотке. Труба должна быть скрыта резиновым шлангом подходящего диаметра.
Учтите: сварочная машина используется для небольшого объема сварочных работ, поэтому после работы с 10-14 электродами, ей нужно дать остыть.
Многоточечная сварочная машина, в отличие от точечной, работает с заготовками определенных размеров и форм. Универсальная многоточечная машина для контактной сварки встречается довольно редко. Переналадка данного аппарата – довольно сложный и длительный процесс.
Электроды для точечной сварки
Никакая контактная сварка не сможет осуществиться без специфического сварочного атрибута, который называется — электроды для контактной сварки. Для точечной контактной сварки используются специальные электроды, которые изготавливают из сплавов с высокой теплопроводностью. Электроды выполняют функцию сжатия металла и подводки тока к изделию. Тепловая концентрация при точечной сварке зависит от наконечника, поэтому очень тонкий наконечник подвержен быстрому износу и требует постоянного подточки. Самая распространенная форма наконечника – конус. Для того чтобы электроды прослужили долго необходимо соблюдать следующие условия:
- Не использовать тонкие наконечники для тяжелой сварки;
- Использовать для определенного материала специально предназначенные электроды;
- Использовать водяную рубашку;
- Хранить электроды в местах, где они не получат повреждения;
Электроды для точечной сварки не рекомендуется подпиливать, так как это способствует появлению неровностей и приведет к некачественной сварке.
Из чего сделать электроды для точечной сварки? (Чипмейкер)
Dimitr
Приобрёл себе аппаратик для точечной сварки BlueWeld Plus 400. Всё хорошо, но встаёт вопрос расходном материале, а именно сменных электродах. Пробовал и медные, и из какого-то сплава меди с чем-то. При сварке они просто сливаются со свариваемым материалом.
Может кто подскажет из чего можно самому сочинить электроды, потому как к нам на Север фирменные электроды будут дороговаты по доставке.

- Медь и без примесей
- К всеобщему величайшему сожалению тов.Kurt не прав если использовать для электродов контактной сварки чистую медь, то ничего кроме медных заклепок и немерянного расхода меди не выйдет… Для электродов необходимо применять берилиевую бронзу с добавками циркония она обеспечит износостойкость и качественный токоподвод…
- Слева от «Чупа-чупса» виднеется аппарат точечной сварки. Недавно отрезал для него новые электроды из обыкновенного прутка меди. Предыдущий раз такое было 3 года назад. Интенсивность работы была несколько сотен точек в месяц.
Может дело в заточке электродов, вернее в площади сжатия. Попробуйте маленькую площадь 🙂 
Делал для точно такого же аппарата несколько разных хитрых электродов и длинных электрододержателей — была использованна бронза (не помню точно кажется брх — марка была спрошена в какой то конторе которая производит электроды для точечной сварки).
Получилось очень удачно — ничего не прилипает и механически жесткости хватает (у длинных электрододержателей — ок 450 мм)
В качестве справки…
У господина П.Л.Чулошникова напиисано, что в качестве материалов для электродов и роликов применяюся следующие сплавы:
1. Для сварки латуни и бронзы — Бр.Кд-1(МК), кадмиевая бронза.
2. Для сварки латуни, бронзы, низколегированных сталей и сплавов — Бр.ХКд-0,5-0,3 (Мц5Б), хромокадмиевая бронза или БрХ, хромовая бронза.
3. Низколегированные, коррозионностойкие, жаропрочные стали и сплавы — Бр.ХЦр-0,6-0,05 (МЦ4), хромоциркониевая бронза, или Бр.НБТ.
Простая медь не есть гут… будет большой износ и могут оставаться следы меди.
Сферическая рабочая часть электродов хороша для легированных сталей и сплавов, а для низкоуглеродистых сталей, особенно небольшой тощины, лучше применять электроды с плоской рабочей частью.
Хотя то что Вы описали можно использовать при единичных объемах работ, когда изготовление электродов из спецсплавов под поставленные задачи не целесообразно.
romis, лучше применять электроды с плоской рабочей частью.
Не лучше. Для клещей с радиальным ходом электродов и малым усилием сжатия сферическая заточка рабочей поверхности электродов это палочка-выручалочка. Сферическая заточка обеспечивает гарантированный надёжный точечный контакт и уменьшает износ электродов и это и теория, и практика.
Такое оборудование для ответственных соединений я бы не применял…
В принципе, все зависит от того, что хотят получить.
Прихватить на сервисе или еще где, где к соединениям не предъявляются высокие требования, вполне нормально.
Если рассматривать с точки зрения нормального производства (типа оборонки и аэрокосмической промышленности и т.п.), лучше применять более «тяжелое» оборудование.
На стационарный аппаратах применяем обычные медные электроды сферической формы. Главное не переборщить с током и усилием сжатия.
И длительностью импульса…
В свое время подбирали режимы на жаропрочную сталь, так вот там не прокатывали электроды с плоской рабочей поверхностью (массовый дефект — трещина в ядре). На электродах со сферической рабочей частью, образование трещин снизилось. А избавились от трещин 2-м (подварочным) импульсом.
У меня почти такой же аппарат, модель 20TI (без регулировки величины тока, только время). В день (не каждый разве что) делаю около 1000 точек с перекурами. Можно было бы и больше, раза в два, но сам аппарат греется, приходится получасовые перерывы устраивать..
Ресурс родных электродов минимум 20000 точек, сточил только милиметра два.
ИМХО дело в охлаждении самих электродов, от нагрева они быстро изнашиваются.
Себе сделал водяное охлаждение. По затратам косарь где-то.
Можно делать до 15 точек в минуту и при этом электроды всегда остаются холодными. К сожалению сам транс греется. 
Раньше, когда я занимался электроконтактной наплавкой, мы пробовали использовать эльканайт — это спечённый вольфрам с медной пропиткой. Если долго не греть, как это мы делали при наплавки, и обеспечить хорошее охлаждение, то стять будет долго.
Ещё использовали графитовую смазку для уменеьшения износа медных электродов.
Единственная проблема — мы работаем электрододержателями хитрой Г-образной формы, чтобы пролазить в зазор между перегородками конструкции шириной меньше 100мм. Старые электроды, которые были сделаны из цельного кованого куска меди и ещё одни из бронзы, забились накипью полностью и уже не подлежали чистке. пришлось нарисовать и сделать новые, правда не кованые, паяли из отдельных деталек серебром.
