Изготовление координатного стола своими руками
Как своими руками собрать простой координатный стол, советы мастерам
Для удобства работы металлообрабатывающие станки оборудуют дополнительными элементами. Их нередко делают самостоятельно. Так, обладая определенными навыками, можно изготовить координатный стол своими руками — конструкцию, которая облегчает сверление и фрезеровку деталей. Существуют разные модели изделий со своими плюсами и минусами. Перед работой необходимо определиться с разновидностью, а при сборке придерживаться пошаговой инструкции.
- Особенности конструкции
- Выбор модели
- Используемые материалы и инструменты
- Инструкция по изготовлению
- Полезные рекомендации
- Видео
Особенности конструкции
Координатный стол — это специальное дополнительное устройство на фрезеровочный или сверлильный станок, которое позволяет передвигать закрепленную деталь по нужной траектории. Благодаря удобной конструкции снижается трудоемкость процесса и экономится время. Мини-стол бывает промышленного и ручного изготовления. При умении работать со сварочным аппаратом устройство можно сделать самостоятельно в частной мастерской. В число достоинств таких приспособлений входит:
- простота конструкции и удобство пользования во время работы;
- компактность, благодаря чему станок не загромождается оборудованием;
- экономия денежных средств при кустарном производстве.
Но самодельный координатный стол позволяет изготавливать лишь небольшие простые детали. Для более профессиональной работы понадобится фабричная модель. Еще один минус — это относительно быстрое изнашивание устройства. Кроме того, для ручного изготовления необходим детально проработанный чертеж, именно от него зависят точность сборки и последующая эффективность эксплуатации.




Выбор модели
Координатные столики могут иметь разный вид и строение. Классификации основаны на способе крепления обрабатываемого изделия, количестве степеней свободы и размерах. По последнему признаку устройства делят на большие и маленькие. На габаритные столы можно устанавливать оборудование. Малые – монтируют непосредственно на станок. Тип крепления может быть трех видов:
- Вакуумный. Считается наиболее эффективным, но более редким типом закрепления детали. Это объясняется сложностью конструкции. Принцип работы заключается в подаче воздуха между столешницей и деталью. Изменение давления позволяет более качественно обрабатывать заготовку.
- Механический. Простой способ крепления, который легко реализовать на практике и использовать. Однако при механической фиксации допускается погрешность и возможны дефекты при обработке элемента.
- Под собственным весом детали. Такой способ подходит при работе лишь с тяжелыми габаритными изделиями. Благодаря большой массе они остаются на месте даже при значительном воздействии на них.
Количество степеней свободы влияет на функциональность устройства. По этому критерию координатные столы делят на три вида. Первый позволяет двигать деталь только в одном направлении. Эта упрощенная модель подходит для обработки плоских элементов. Прибор второго вида имеет две степени свободы, то есть деталь можно передвигать в двух направлениях в пределах одной плоскости. Устройство третьего вида обладает возможностью дополнительно двигать деталь в вертикальном направлении.
Для самостоятельного изготовления и эксплуатации в домашней мастерской подходит устройство с двумя степенями свободы и механическим креплением.
Используемые материалы и инструменты
Для работы понадобится сварочный аппарат, сверлильный станок, болгарка с дисками, молоток, щетки, уголок. На подготовительном этапе необходимо выбрать материал для основания устройства, механизм управления и направляющие. От грамотного выбора этих составляющих зависит точность будущей работы приспособления, срок эксплуатации, надежность прибора, финансовые затраты на изготовление. Для создания основания подходит один из трех металлов:
- чугун;
- сталь;
- алюминий.
Первый материал в работе используют редко. Причина кроется в его хрупкости, большом весе, недолговечности. Сталь по этим критериям выигрывает, поэтому ее часто применяют в производстве. Единственный ее недостаток – высокая стоимость. Алюминий гораздо доступнее. Его преимуществами являются легкость, мягкость. Но он подходит только для малогабаритных столиков, так как крупные тяжелые детали податливый металл не выдерживает.
При изготовлении своими руками координатного стола необходимо продумать, какой тип привода будет иметь устройство. По способу управления манипуляторы подразделяют на три вида: механический, электрический, программного управления. Последний привод при самостоятельном производстве не используют. Электрический аналог дает малую погрешность, но в частных условиях применить его проблематично. Для личного домашнего приспособления более подходящим видом управления является механический. Однако у него есть минус – отсутствие идеальной точности.
Для ручного изготовления подходят рельсовые или цилиндрические направляющие.
Инструкция по изготовлению
После того как вид материала, тип конструкции выбраны, переходят непосредственно к работе. На первом этапе необходимо составить точный чертеж с указанием размеров всех деталей. Если готовой схемы нет, ее следует разработать самостоятельно. Конечный результат во многом определяется точностью расположения деталей относительно друг друга. Процесс сборки координатного столика с механическим приводом складывается из следующих шагов:
- из металлического профиля толщиной 2 мм сваривают главный узел;
- проверяют геометрию крестовины и зачищают швы болгаркой;
- на сваренном центральном узле собирают блок направляющих (ход равен 94 мм);
- внутрь профиля устанавливают гайки размером М10;
- на резьбовом стержне (М10) собирают ручку с подшипником;
- приваривают основание из уголка, имеющего П-образную конфигурацию;
- прикручивают все детали на встроенные гайки;
- промазывают техническим маслом подвижные элементы;
- устанавливают прибор на станину фрезеровочного станка.
Собирать конструкцию манипулятора следует на абсолютно ровной поверхности.








Полезные рекомендации
Инструкция, описывающая, как сделать своими руками координатный стол, пошагово объясняет процесс. Однако во время работы могут возникать мелкие проблемы. Чтобы избежать их, рекомендуется придерживаться техники безопасности и учитывать советы мастеров. Наиболее важные из них:
- если планируется обработка пластика или дерева, то основание манипулятора можно изготовить из алюминия;
- при габаритах прибора 35 х 35 см общую длину направляющих желательно подогнать к 30 см;
- для защиты приспособления от стружки перед установкой рекомендуется подложить под него кусок фанеры;
- при использовании цилиндрических направляющих нет возможности подключения системы подачи смазки, поэтому все детали необходимо смазывать вручную;
- при сборке следует учитывать, что подшипник скольжения обеспечивает лучшую точность обработки, а его аналог (подшипник качения) приводит к некоторому люфту.
Для проведения сварочных работ требуется соблюдать технику безопасности. Она подразумевает использование специальной одежды, защитной маски (щитка), перчаток из замши или брезента. Помещение, в котором проводят сборку, должно проветриваться или иметь качественную вытяжку. При работах на открытом воздухе необходим навес. Рядом с рабочим местом должны быть приготовлены средства и материалы для тушения возможного возгорания.
Изготовление координатного манипулятора простого типа может освоить мастер, обладающий навыками сварщика. Получить надежное и удобное изделие несложно, если точно соблюдать условия чертежа и алгоритм сборки. Домашний прибор позволяет заниматься мелкосерийным производством металлических, деревянных, пластмассовых деталей. Срок службы такого устройства целиком зависит от качества монтажа и объема проводимых сверлильных и фрезеровочных работ.

Видео
Как сделать координатный стол своими руками
Качество обработки зачастую зависит от правильности расположения всех элементов конструкции. Правильно подобрать механизм согласно всем нормам и допускам достаточно сложно. Важным элементом конструкции оборудования по обработке металла можно назвать координатный стол. Он используется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки во время ее обработки.

Определение оборудования
Координатный стол – манипулятор, который используется для крепления обрабатываемой заготовки. Существует несколько вариантов исполнения столов станка:
- вакуумный метод крепления – используется довольно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, сделать его можно своими руками достаточно быстро;
- крепление за счет веса заготовки. При использовании сверлильного станка могут подвергаться обработке заготовки большой массы. За счет своего веса базируемая деталь остается на месте даже при сильном воздействии.
Различают позиционирование с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может проводится по трем разным координатам. При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
Можно условно выделить два основных типа:
- Больших габаритов. Большой координатный стол создается с учетом того, что на него будет установлено само оборудование, а также заготовка.
- Координатный стол небольших габаритных размеров монтируется на станине оборудования.
Существует несколько механизмов управления, при помощи которых координатный стол изменяют свою позицию:
- Механический привод встречается довольно часто. Сделать его для сверлильного станка можно и своими руками для налаживания мелкосерийного производства.
- Электрический привод устанавливается для сверлильного станка довольно часто. Сделать его своими руками достаточно сложно, так как нужно выдерживать высокую точность при изготовлении. Для автоматического передвижения координатный стол должен иметь собственный источник питания.
- Еще отдельной группой можно назвать механизм, который работает от числового программного управления.
Сделать своими руками можно небольшой координатный стол с механическим приводом.
Производство самодельных вариантов исполнения
При изготовлении следует изначально выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал. Его довольно редко используют при производстве сверлильного станка.
- Сталь – прочный, твердый, долговечный металл, который также имеет достаточно высокую стоимость. Сталь можно назвать наиболее привлекательным материалом.
- Алюминий – легкий, легкоплавкий, но дорогой и мягкий материал. Его достаточно просто использовать при изготовлении любых деталей для станка. Как правило, мини оборудование создается при использовании этого сплава.
Вышеприведенные материалы выбираются для полноценного или мини станка.
Изготовление направляющих
От правильности выбора направляющих зависит точность обработки. Своими руками можно сделать следующие конструкции:
- рельсовые;
- цилиндрические.
Их создают с кареткой и подшипниковыми узлами. Провести выбор направляющих можно в зависимости от типа привода. Для достижения наиболее высокой точности обработки используют подшипники скольжения. В случае использования подшипника качения существенно уменьшается трение и повышается срок службы устройства, но появляется существенный люфт, который уменьшает точность обработки.

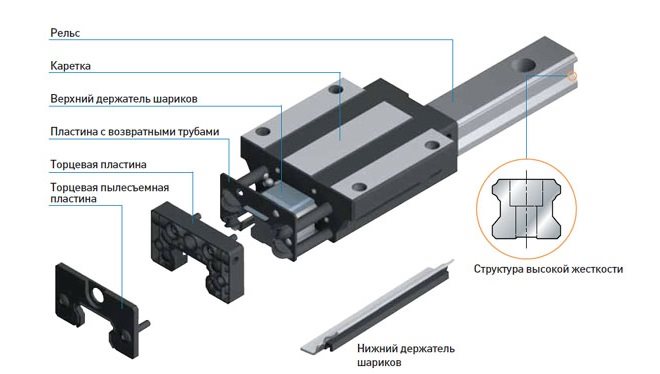
Конструкция рельсовой направляющей
Существует два типа каретки направляющей:
- с увеличенными размерами фланца, что позволяет крепить снизу стола;
- конструкция без фланца крепиться сверху при помощи резьбового метода.
Отметим тот момент, что самодельный вариант исполнения направляющей следует закрыть при помощи нержавеющей стали. Сталь с нержавеющим покрытием может выдержать воздействие повышенной влажности на протяжении долгого времени.
Типы привода
При создании маленького станка зачастую устанавливают координатный стол с механической подачей. Однако существует достаточно много типов привода, выбор которых проводится по следующим признакам:
- скорость обработки;
- точность позиционирования;
- производительность оборудования.
В большинстве случаев выбирают электрический привод, при создании которого устанавливается двигатель.
Суть работы этого механизма заключается в преобразовании вращения в возвратно-поступательное движение. Выделяют нижеприведенные типы передач для рассматриваемой конструкции:
- ременные;
- шарико-винтовые;
- зубчато-реечные.
При создании привода зачастую выбирают ременную передачу. Самодельный механизм ременного типа обходится дешевле других, однако ремень быстро изнашивается и растягивается. Также проскальзывание ремня определяет малую точность работы подвижного элемента. Все элементы координатного стала соединяются между собой сварным методом. При этом используется и резьбовой метод соединения определенных деталей.

В заключение следует отметить тот момент, что самодельная конструкция подходит исключительно для оборудования бытового применения, так как достигнуть той точности, которой обладают промышленные модели, практически не возможно.
Как изготовить координатный стол своими руками
 Если народный умелец регулярно использует сверлильные инструменты, для удобства и ускорения работы рекомендуется предусмотреть дополнительные приспособления. Одним из таких приспособлений считается координатный стол, увеличивающий не только производительность, но и точность обработки изделий. Необязательно тратить деньги на готовый прибор, можно сделать координатный стол своими руками из подручных материалов.
Если народный умелец регулярно использует сверлильные инструменты, для удобства и ускорения работы рекомендуется предусмотреть дополнительные приспособления. Одним из таких приспособлений считается координатный стол, увеличивающий не только производительность, но и точность обработки изделий. Необязательно тратить деньги на готовый прибор, можно сделать координатный стол своими руками из подручных материалов.
Внутреннее устройство координатного стола
Стол для фрезерного станка, на котором тоже можно сверлить, представляет собой металлическое основание на подвижном механизме. На поверхности стола фиксируют заготовку, которую планируется обработать. Фиксаторы для стола устанавливают такого типа:
- механические детали;
- вакуумное устройство;
- за счет собственного веса больших деталей.
По желанию мастер может предусмотреть в координатном столе 2 или 3 степени  свободы. Перемещения бывают только по горизонтали или, в том числе, по вертикали. Первый вариант подходит для работы с плоскими изделиями, второй собирают, если речь идет о серьезном сверлильном оборудовании.
свободы. Перемещения бывают только по горизонтали или, в том числе, по вертикали. Первый вариант подходит для работы с плоскими изделиями, второй собирают, если речь идет о серьезном сверлильном оборудовании.
Координатный стол своими руками включает один из приводов:
- на механической основе;
- работающий от электроэнергии;
- с системой ЧПУ.
Собирая координатный стол, задумайтесь над общими параметрами:
- планируемая загруженность;
- желаемый период эксплуатации;
- нагревание и остывание.
 Четкое понимание того, каким вы хотите видеть готовое изделие под сверлильный станок, поможет определиться с материалами и чертежами самодельного механизма.
Четкое понимание того, каким вы хотите видеть готовое изделие под сверлильный станок, поможет определиться с материалами и чертежами самодельного механизма.
Основание координатного стола своими руками
Основание делают из разных материалов. Можно заготовить чугун, стальной лист, легкие сплавы, в состав которых входит алюминий, дерево, пластик. Преимуществами изделий, рама которых состоит из алюминия, называют:
- небольшой вес;
- простой монтаж;
- маленькую стоимость.
В качестве базовой заготовки может участвовать стальная сварная рама. Но такой  механизм не переносит вибрационные нагрузки. Задача мастера – убрать внутреннее напряжение путем термообработки.
механизм не переносит вибрационные нагрузки. Задача мастера – убрать внутреннее напряжение путем термообработки.
Собирают координатный стол своими руками, следуя одной из двух схем:
- крестовой чертеж – предполагает изготовление универсального приспособления, где удается обрабатывать изделия сложной конструкции (плюс такого устройства – доступ к заготовке с трех сторон);
- портальная – используют для оборудования, которым высверливает отверстия в листовых деталях.
Как сделать своими руками направляющие
Направляющие определяют плавность движения заготовок и точность обработки.  Различают два основных вида направляющих: рельсовый формат и цилиндрический. Для повышения показателей точности и плавности встраивают каретку и подшипниковые узлы. Лучше использовать подшипники скольжения. Подшипникам качения свойственный люфт в опорах, хотя он уменьшает силу трения.
Различают два основных вида направляющих: рельсовый формат и цилиндрический. Для повышения показателей точности и плавности встраивают каретку и подшипниковые узлы. Лучше использовать подшипники скольжения. Подшипникам качения свойственный люфт в опорах, хотя он уменьшает силу трения.
Специалисты рекомендуют такие виды направляющих:
- оборудованные массивным фланцем, применяемым для фиксации механизма к нижней части координатного стола;
- бесфланцевые – крепление представляет собой привычный вариант.
Устройство перемещения
Проще всего сделать своими руками координатный стол, который двигается механическим способом. Если нужна повышенная точность и хорошие показатели обработки деталей, монтируют столы, перемещающиеся за счет двигателей, работающих от электричества.
Привод может состоять из таких видов передач:
- с колесами зубчатого типа и рейками;
- ременное устройство;
- шарико-винтовой механизм.
Чтобы выбрать эффективный вариант передачи, мастеру предстоит учесть следующие параметры:
- скорость, с которой двигается основание и зафиксированная на нем деталь;
- мощность применяемого электродвигателя;
- желаемая точность обработки заготовок.
В большинстве случаев специалисты отдают предпочтение шарико-винтовой передаче, и все благодаря очевидным преимуществам:
- незначительный люфт;
- плавное движение;
- шумовые показатели работы;
- высокая устойчивость к весомым нагрузкам.
Среди минусов специалисты называют отсутствие обеспечения высокой скорости движения стола и большие расходы на обустройство передачи.
Как сэкономить средства
Если финансов не хватает, мастер может снабдить основание приводом, работающим от винтовой передачи. Тогда нужно быть готовым смазывать винтовой механизм часто.
В качестве бюджетного варианта также рекомендуется применять привод, оборудованный ременной передачей. Монтируя привод, учитывайте следующие минусы устройства:
- недолговечность ремней;
- свойство ремней растягиваться;
- высокая вероятность обрыва ремня;
- оставляет желать лучшего точность.
Если вы выбрали зубчато-реечную передачу, точность и высокая скорость перемещения обеспечены. Однако люфт образуется ощутимый.
Пошаговое руководство, как сделать координатный стол своими руками, показано в видеоинструкциях:
Как сделать самодельный координатный стол своими руками: чертежи, видео
Эффективность и точность обработки детали во многом зависит от качества станка. Правильно подобранный механизм служит залогом соответствия изделия всем указанным нормам и допускам. Важную роль в соблюдении технологии сверловки играет координатный стол.
Понятие и виды
Стол представляет собой манипулятор для крепления обрабатываемой заготовки. Внешне он выглядит как плита с возможностью фиксации детали при помощи:
- механического метода;
- вакуумного метода;
- собственного веса заготовки.

Изделия бывают с одной, двумя и тремя степенями свободы. Это означает, что подача осуществляется по координатам Х, Y, Z. Для сверловки плоских деталей, достаточно горизонтальных перемещений. При объемном изделии или неподвижно зафиксированном сверле необходимо вертикальное движение стола.
Для больших промышленных сверлильных установок изготовляются длинные координатные площадки. Они оснащены собственным установочным каркасом. На такое приспособление монтируется как деталь, так и сама обрабатывающая установка. Стол для небольших станков изготовляется с креплением к прибору или на поверхность верстака.
По приведению стола в движение конструкция может быть:
- механической;
- электрической;
- ЧПУ.
Последний вид наиболее точный, но стоимость такого прибора значительная.
Изготовление несущих элементов
Материалами для изготовления остова стола служат:
- чугун;
- металл;
- алюминий.
Последний материал используется для схем с небольшими нагрузками и малыми крутящими усилиями. Приемлем такой вариант при сверловке дерева или пластмассы.
Тянутый алюминиевый профиль рамы, монтируется на резьбовых соединениях. Таким образом, получается прочное основание. Достоинства материала в:
- малом весе;
- доступности;
- простоте монтажа.
Многие фирмы выпускают готовые комплекты для сборки столов своими руками.

Литые конструкции основания зачастую чугунные. Вес их значителен, но и усилия, которые они способны выдержать, довольно высокие. Такие столы применяются при больших объемах производства. Монтаж производится на фундамент, стационарно.
Сварная станина является оптимальным вариантом как для производственных мощностей, так и для домашнего использования. Главное, при сварке своими руками уменьшить сварные напряжения металла отпусканием. Иначе, при набирании оборотов двигателем в каркасе могут пойти трещины.
Для сверлильных станков используют две технологические схемы стола:
- крестовую;
- портальную.
Первая применяется при объемных заготовках. Она дает возможность проводить над закрепленной заготовкой другие манипуляции. Доступ к детали при такой схеме обеспечен с трех сторон.
Портальная схема используется при сверловке плоских изделий. Она боле проста в изготовлении и отличается повышенной точностью обработки.
Выбор направляющих
От правильного выбора и крепления направляющих движения поверхности стола зависит точность обработки. Применяются рельсовые и цилиндрические элементы. Они выпускаются с надстройкой каретки и смонтированными подшипниковыми узлами.
Выбор вида направляющих стола зависит от типа привода. Рассматриваемая деталь работает на преодоление силы трения. Если необходима высокая точность в перемещении, лучше выбрать подшипники скольжения. Подшипники качения уменьшают трение, но создают большой люфт.
По типу каретки направляющие бывают:
- с увеличенным фланцем, для крепления к низу стола;
- безфланцевые для обычного крепления к расположенным сверху резьбовым отверстиям.
При изготовлении своими руками можно заказать рельсы с нержавеющим покрытием. Они обладают повышенным сроком службы и более длительным сопротивлением к истиранию.
Виды передач для движения стола
При маленьком настольном станке перемещение стола осуществляется механическим способом. Но чем большие скорость, точность и производительность необходимы, тем тщательнее выбирается вид привода. В основном применяются электрические двигатели.
Суть работы узла в преобразовании вращательной работы двигателя в поступательное движение плоскости стола. Выделяют три вида передач:
- зубчато-реечные;
- ременные;
- шарико-винтовые.
Выбор типа узла делается исходя из:
- скорости перемещения заготовки;
- мощности двигателя станка;
- необходимой точности обработки.
Точность обработки при различных передаточных узлах
| Вид передаточного механизма | Показатель точности |
| Шарико-винтовая пара | 6-12 микрон |
| Шестерня-рейка | до 10 микрон |
| Зубчато-ременной | 50 … 100 мкм |
Преимущества шарико-винтовой передачи:
- возможность высокоточной обработки;
- малый люфт;
- плавное движение стола;
- бесшумность работы;
- возможность воспринимать большие нагрузки.
Значительным минусом выступает ограниченность скорости подачи. Особенно проявляется снижение скорости при длине винта более 1500 мм. Примерный расчет скорости: для привода мощностью 1 кВт скорость вращения равна 3000 об/мин. При шаге винта 10 мм скорость передачи 0,5 м/сек. В таком случае 3 м будут пройдены за 6 сек.
Еще одним минусом является высокая стоимость. Удешевить проект можно применением соединения с винтом и гайкой. В таком случае необходимо обеспечить постоянную смазку узла.
В сверлильных станках нового поколения смазка движимых механизмов координатной поверхности ведется автоматически. В устройство вмонтированы датчики контроля температуры важных деталей.
При шестерно-реечной передаче обеспечивается высокая скорость и достаточная точность. Недостатком является высокая степень люфта при передаче усилий с привода.
Установка ремня самый бюджетный и распространенный способ при создании стола своими руками. Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
- быстрый износ;
- потеря натяжения за счет растяжения;
- возможность обрыва при ускорении;
- малая точность работ.
При покупке координатного стола для сверловки или монтаже своими руками необходимо учесть условия работы. Соотношение всех механизмов по параметрам: загруженности, срока службы, нагревания и остывания, дадут хороший результат при работе. Особенно это важно при самостоятельном изготовлении из подручных материалов.
Координатный стол для сверлильного станка: виды, изготовление своими руками
Большое значение при эксплуатации сверлильного оборудования имеют дополнительные приспособления, делающие работу оператора более удобной и эффективной. Так, координатный стол, используемый для оснащения сверлильного станка, значительно повышает производительность устройства и точность выполняемой обработки. Это приспособление можно приобрести в готовом виде или сделать своими руками.

Радиально-сверлильный станок TDR-20 с координатным столом
Назначение и виды
По сути, координатный стол – это подвижная металлическая платформа, на поверхности которой крепится обрабатываемая на станке заготовка. Возможны различные способы такой фиксации:
- при помощи механических приспособлений;
- посредством вакуума;
- за счет собственного веса массивных деталей.
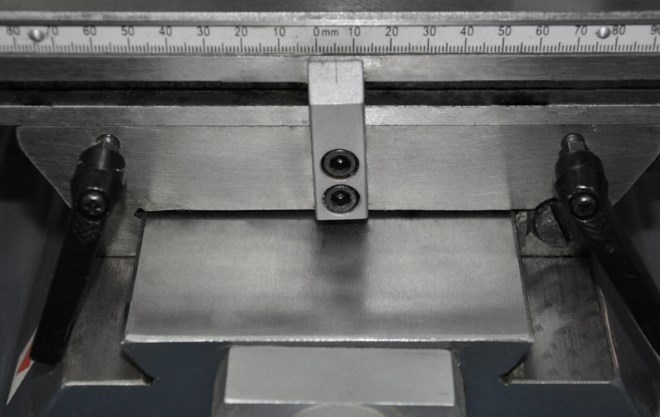
Механический двухкоординатный стол, закрепленный в штатных пазах рабочей поверхности сверлильного станка
В зависимости от своих функциональных возможностей координатные столы для сверлильных станков могут обладать двумя или тремя степенями свободы. Так, отдельные модели могут перемещаться только в горизонтальной плоскости (оси X и Y), а более технологичные – совершать еще и вертикальные перемещения (ось Z). Столы первого типа используются при обработке плоских деталей, а устройствами с возможностью вертикального перемещения оснащают сверлильные станки, на которых выполняется обработка деталей со сложной конфигурацией.
На крупных промышленных предприятиях, где производится обработка крупногабаритных деталей, часто используются длинные координатные площадки, на которые благодаря наличию в их конструкции специального установочного каркаса может устанавливаться как обрабатываемая деталь, так и сверлильный оборудование. Большая же часть моделей монтируется на самом станке или на поверхности рабочего верстака.
За передвижение координатного стола могут отвечать различные виды приводов:
- механический;
- электрический;
- оснащенный системой ЧПУ.

Координатный стол с электроприводами
Характеристики снования
Столы координатного типа, которыми оснащают сверлильные станки, могут изготавливаться с основаниями, выполненными из различных материалов:
- чугуна;
- стали;
- легких сплавов на основе алюминия.
Столы с основанием из алюминиевой конструкции не рассчитаны на большие нагрузки, поэтому они используются для оснащения сверлильных станков, на которых обрабатываются детали из мягких материалов (дерево, пластик). Достоинствами приспособлений, рама которых выполнена из алюминиевого профиля, являются:
- небольшой вес;
- простота монтажа;
- доступная стоимость.
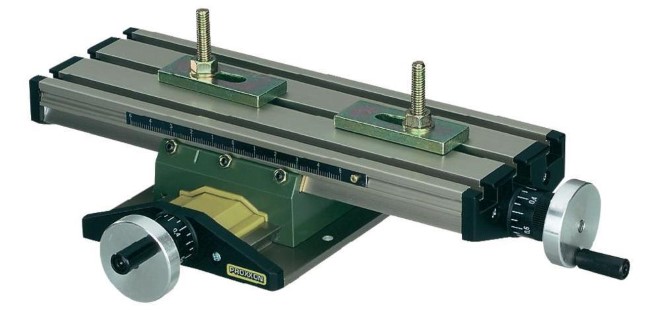
Стол координатный PROXXON-MICROMOT из высокопрочного алюминиевого сплава для настольного сверлильного станка
Такой стол благодаря простоте его конструкции и доступности материалов изготовления несложно сделать своими руками. Если же нет желания использовать в работе на станке самодельное устройство, можно приобрести готовый комплект для его сборки, которые производят многие компании.
Промышленные координатные столы для сверлильных станков, эксплуатируемые наиболее интенсивно и испытывающие при работе значительные нагрузки, производятся с основаниями из литого чугуна.
Чугунный крестовой стол для промышленного сверлильного станка
Как серийные, так и самодельные столы координатного типа могут быть изготовлены на базе стальных сварных рам, которые демонстрируют высокую надежность. При изготовлении такой рамы своими руками следует иметь в виду, что сварные соединения плохо переносят вибрационные нагрузки, поэтому в готовой конструкции необходимо по максимуму избавиться от внутренних напряжений. Это достигается с помощью соответствующей термообработки (отпуск).
Координатные столы в зависимости от их назначения могут быть выполнены по двум конструктивным схемам:
- крестовой;
- портальной.
Столами, сделанными по первой схеме, оснащаются универсальные сверлильные станки, на которых обрабатываются детали сложной конфигурации. Конструктивные особенности таких устройств позволяют получить доступ к обрабатываемой заготовке с трех сторон. Столами портального типа оснащаются станки, на которых выполняется сверление отверстий в листовых заготовках.

Портальный 3-х координатный стол с ЧПУ
Направляющие
Направляющие, по которым перемещается координатный стол, являются важным элементом его конструкции, так как от их качества и конструктивных особенностей зависит не только плавность перемещения детали, но и точность ее обработки. Как в серийных моделях, так и в самодельных координатных столах направляющие могут быть рельсового или цилиндрического типа.
Плавность и точность перемещения по направляющим обеспечивают надстроенная каретка и подшипниковые узлы. В тех случаях, когда от координатного стола требуется повышенная точность передвижения, в его направляющих используют подшипники скольжения, так как подшипники качения создают значительный люфт в опорах, хотя и уменьшают силу трения более эффективно.
Устройство подшипникового узла
Направляющие для координатных столов в зависимости от типа каретки бывают:
- оснащенными увеличенным фланцем, используемым для крепления конструкции к нижней части стола;
- бесфланцевыми, которые крепятся обычным способом.
Направляющая типа «ласточкин хвост»
Механизмы для передачи движения
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
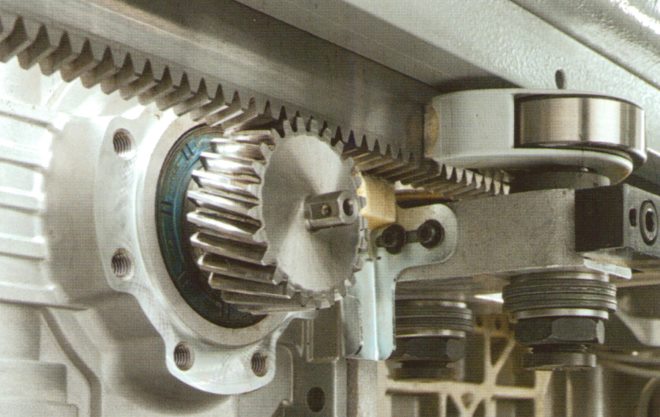
Косозубая зубчато-реечная передача обеспечивает точность позиционирования
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.
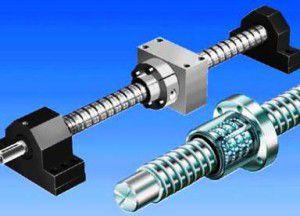
Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
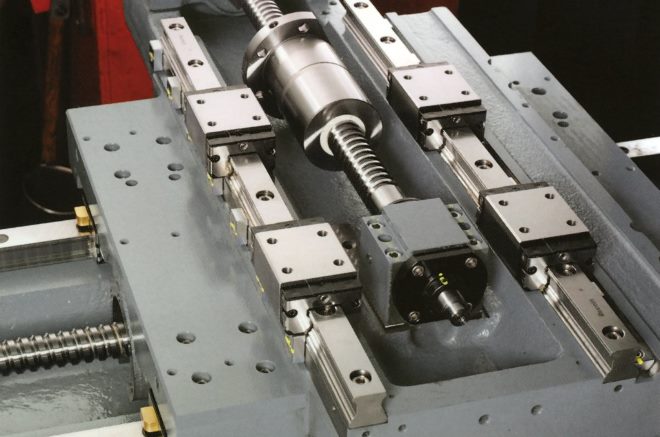
Шарико-винтовая передача в высокоточном координатном столе
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.

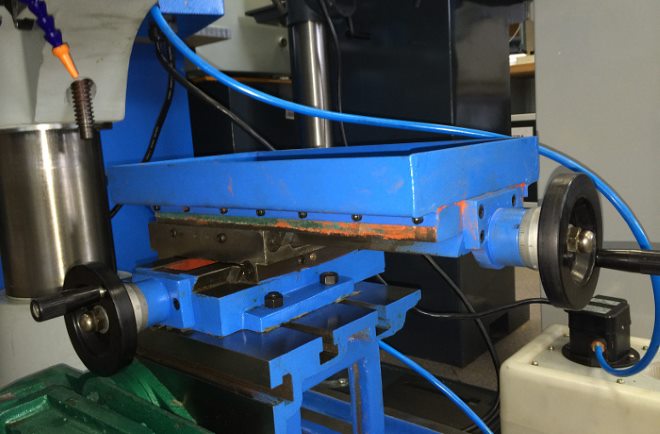
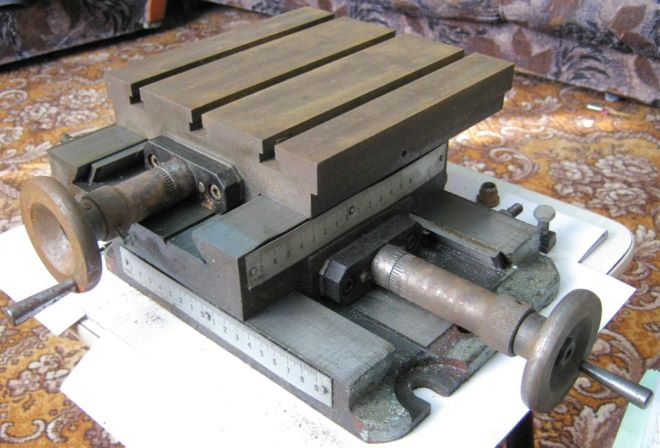
Самодельный координатный стол с винтовыми передачами и цилиндрическими направляющими
Бюджетным вариантом также является использование привода перемещения координатного стола, выполненного на базе ременной передачи. Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
- быстрый износ ремней;
- растяжение ремней в процессе эксплуатации;
- повышенный риск обрыва ремня при повышенных нагрузках;
- невысокая точность.
Точность и высокую скорость перемещения обеспечивают приводы координатного стола, выполненные на базе зубчато-реечной передачи. Между тем, используя такой привод, следует быть готовым к тому, что в элементах его механизма образуется люфт после определенного периода активной эксплуатации.
