Как навить пружину своими руками?
Как сделать пружину из проволоки
Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.

Витые пружины сжатия
Упругие элементы могут иметь различные пространственные формы. Исторически первыми пружинами освоенными человеком, были листовые. Их и сегодня можно видеть — это рессоры у большегрузных грузовиков. С развитием технологий люди научились изготавливать более компактные витые пружины, работающие на сжатие. Кроме них, используются и пространственные упругие элементы.

Особенности конструкции
Такие пружины при работе принимают нагрузку вдоль своей оси. В начальном положении между их витками существуют просветы. Приложенная внешняя сила деформирует пружину, длина ее уменьшается до тех пор, пока витки не соприкоснуться. С этого момента пружина представляет собой абсолютно жесткое тело. По мере уменьшения внешнего усилия форма изделия начинается возвращаться к первоначальной вплоть до полного восстановления при исчезновении нагрузки.
Основными характеристиками, описывающими геометрию детали, считают:
- Диаметр прутка, из которого навита пружина.
- Число витков.
- Навивочный шаг.
- Внешний диаметр детали.
Внешняя форма может отличаться от цилиндрической и представлять собой одну из фигур вращения: конус, бочку (эллипсоид) и другие
Шаг навивки бывает постоянный и переменный. Направление навивки – по часовой стрелке и против нее.

Сечение витков бывает круглым, плоским, квадратным и др.
Концы витков стачиваются до плоской формы.
Область эксплуатации
Шире других используются цилиндрические винтовые пружины постоянного внешнего диаметра и постоянного шага. Они применяются в таких областях, как
- Машиностроение.
- Приборостроение.
- Транспортные средства.
- Добыча полезных ископаемых промышленность.
- Бытовая техника .
и в других отраслях.

Применение пружины в быту
Требования к пружинам
Для эффективного функционирования работы требуются следующие свойства:
- высокая прочность;
- пластичность;
- упругость;
- износостойкость.
Чтобы обеспечить проектные значения этих параметров, требуется правильно выбрать материал, точно рассчитать размеры, разработать и соблюсти технологию изготовления.
Государственными стандартами определяются требования к изготовлению пружин. По допустимым отклонениям они относятся к одной из точностных групп:
- менее 5%;
- менее 10%;
- менее 20%.

Схематическое изображение пружины
Строгие требования предъявляются к точности соблюдения геометрии, чистоте поверхности.
Не соответствуют стандарту изделия с царапинами и прочими наружными дефектами, снижающими ресурс изделия и срок его эксплуатации
Требования к материалу
Прочностные параметры и отказоустойчивость изделия во многом определяются материалом, из которого его решили сделать. Металлурги выделяют в классификации сталей специальные рессорно-пружинные стали. Они обладают специфической кристаллической структурой, определяемой как химическим составом, так и проводимой термической обработкой изделий. Высоколегированные сплавы повышенной чистоты и высокого металлургического качества обеспечивают высокую упругость и пластичность, способны сохранять свои физико-механические свойства после многократных деформаций.

Популярность среди конструкторов механизмов приобрели пружинные сплавы 60С2А, 50ХФА и нержавейка 12Х18Н10Т
Особенности технологии
Технологический процесс изготовления упругих элементов зависит от технических требований, предъявляемых к конструкции. Сделать пружину не так просто, как обычную деталь, которая не должна обладать особыми упругими свойствами. Для этого требуется специальное оборудование и оснастка.
Навивка пружин с круглым сечением витка проводится следующими методами:
- Холодная. Применяется для малых и средних размеров (диаметр проволоки до 8 миллиметров).
- Горячая. Для больших диаметров.

Технология навивки пружины
После навивки упругие элементы подвергают различным видам термообработки. В ее ходе изделие приобретает заданные свойства.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.

Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки.
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Технология холодной навивки с закалкой и отпуском
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Технология горячей навивки с закалкой и отпуском
Перед навивкой заготовку нагревают до температуры пластичности одним из следующих методов
- муфельная печь;
- газовая горелка;
- высокочастотный нагрев.
Далее заготовка поступает на навивочное оборудование, Проводится корректировка геометрии и формирование плоских торцов.
Термическая обработка включает в себя закалку и низкотемпературный отпуск.
Графики термообработки строятся исходя из свойств материала и размеров заготовки.

Рабочий режим линии печи закалки и отпуска
Далее следует контрольно- измерительный этап. Заканчивается изготовление нанесением антикоррозионной защиты.
Используемое оборудование и оснастка
Чтобы сделать упругий элемент, требуется специализированное оборудование. Это навивочные станки. Сделать деталь можно и на обычном токарном станке, но потребуется его дооборудование специальной оснасткой. Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка.
На следующем этапе механической обработки торцы шлифуются на торцешлифовочных станках. При единичном производстве или малых сериях это можно сделать шлифовальном круге.
Термообработка проводится с применением оправок, предотвращающих деформацию изделия, в специализированных печах для закалки и отпуска. Обе операции можно сделать и в универсальной печи.

Используемое оборудование и оснастка
Для контроля качества используются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно сделать и универсальным инструментом.
Как сделать пружину: пошаговая инструкция и рекомендации

Как утверждают специалисты, изготовить пружину с высокими эксплуатационными характеристиками и с соблюдением всех необходимых параметров возможно только на специальном заводском оборудовании. Тем не менее сам технологический процесс не представляет собой ничего сложного.

Вопрос, как сделать пружину в домашних условиях, достаточно актуальный. Обусловлено это тем, что бывают ситуации, когда под рукой у домашнего мастера может не оказаться пружины нужного диаметра. В таком случае изготавливать ее приходится самостоятельно. Как сделать пружину своими руками? Какие для этого понадобятся инструменты? Информацию о том, как сделать пружину в домашних условиях, вы найдете в данной статье.
Что понадобится для работы?
Перед тем как сделать пружину, нужно обзавестись следующими расходными материалами и оборудованием:
- Стальной проволокой.
- Слесарными тисками.
- Обычной газовой горелкой.
- Оправкой, на которую будет наматываться проволока.
- Термической или бытовой печью.

О проволоке
Желательно, чтобы это была закаленная высокоуглеродистая сталь. Можно воспользоваться специальными углеродистыми и легированными или цветными сплавами: 60ХФА, 70С3А, 65Г, 60С2А и др. Судя по отзывам, многие домашние умельцы переделывают старые ненужные пружины. Данный способ считается самым оптимальным, поскольку в таком изделии обычно используется проволока с отличными техническими характеристиками.
О диаметре
Как сделать пружину? Какой диаметр проволоки выбрать? Специалисты рекомендуют использовать расходный материал с диаметром не более 0,2 см. Ввиду того что такая проволока легко гнется, для нее не требуется предварительная термическая обработка. Перед наматыванием на оправку она разгибается и тщательно выравнивается. При выборе диаметра для оправки следует исходить из размеров будущей пружины. Иными словами, нужно учитывать внутреннее поперечное сечение изделия. Многие мастера компенсируют упругие деформации проволоки, подбирая оправки заведомо меньшего диаметра. При работе с проволокой толще 0,2 см часто возникают трудности при наматывании ее на оправку. В таком случае придется выполнить ее предварительный отжиг.
С чего нужно начать?
Специалисты рекомендуют использовать проволоку от какой-либо старой пружины, диаметр которой не устраивает владельца. Мастеру останется только ее выровнять и намотать на оправку с сечением нужного размера. Для этого проволока должна быть абсолютно ровной. Она будет намного пластичнее, если ее обработать в специальной печи. При отсутствии таковой подойдет любое другое устройство, которое можно растопить с помощью дров. Как утверждают опытные мастера, достаточное количество тепла для обжига дает береза. После растопки печи нужно дождаться, чтобы в ней прогорели дрова. Оставаться должны одни угли. В них следует положить старую пружину. Если изделие достаточно раскалилось, оно приобретет красный цвет. Теперь пружину можно отодвигать в сторону, чтобы она остывала на воздухе. После этой процедуры метал станет пластичным и с ним легко будет работать.
Как сделать пружину?
Дождавшись, когда старое изделие достаточно остынет, приступают к его разматыванию. На оправку следует наматывать абсолютно ровную проволоку. Тем, кто не знает, как сделать пружину, специалисты рекомендуют располагать витки вплотную. На данном этапе мастеру придется приложить физическое усилие. Оправка зажимается в слесарных тисках.
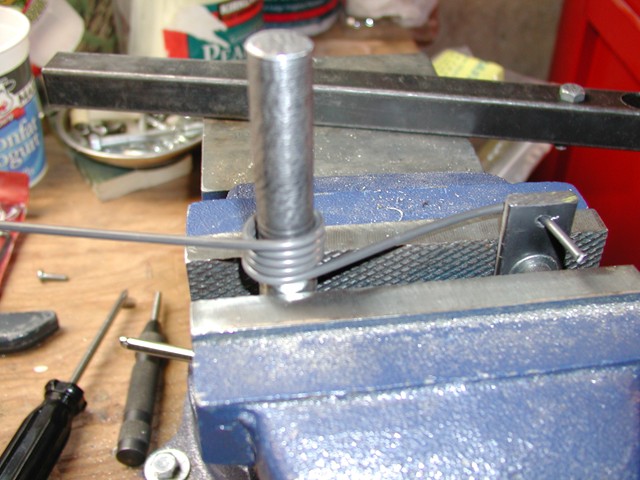
Работать будет гораздо легче, если использовать плоскогубцы. Судя по отзывам опытных мастеров, очень часто у новичков возникают трудности при подборе размера оправки. Не исключено, что работать придется не с одной оправкой, а с несколькими с различными сечениями. Диаметр для самодельной пружины в таком случае подбирается опытным путем.
Закалка изделия
Тому, кто интересуется, как сделать пружину самому, опытные мастера советуют также уделить внимание ее закаливанию. Данная процедура заключается в термической обработке изделия с целью придать ему требуемую упругость.

Пружина, прошедшая закалку, по сравнению со своим первоначальным состоянием становится гораздо тверже и прочнее. Термообработка выполняется в специальных печах при температуре от 830 до 870 градусов. Справиться с этой работой можно также и в домашних условиях при помощи обычной газовой горелки. Поскольку температурные датчики в таких устройствах обычно отсутствуют, домашнему умельцу контролировать процесс придется визуально. В качестве ориентира можно использовать цвет раскаляемого изделия. Металл при нагреве до 800 градусов становится вишнево-красным. Это значит, что вынимать изделие из печи пока рано. Если пружина достаточно нагрелась (870 градусов), она станет светло-красной. Теперь ее следует охладить. Для этой цели подойдет трансформаторное или веретенное масло. В специальных заводских термических печах металлы подвергаются нагреву до 1050 градусов. Изделия при таком температурном режиме приобретают оранжевые оттенки.
Завершающий этап
После процедуры закаливания пружину следует сжать и оставить в таком положении на двое суток. Затем, используя точильный станок, обрабатываются ее концы. Это придаст кустарному изделию требуемый размер. После выполнения всех вышеперечисленных действий пружина считается готовой к эксплуатации. Как утверждают специалисты, кустарные самоделки не сравнить с аналогичными изделиями заводского производства.

Тем не менее нестандартные пружины широко используются в различных механизмах. Если их эксплуатировать в щадящем режиме, то пружины прослужат достаточно долго.
Как сделать пружину своими руками из проволоки и на производстве: описываем досконально


Стальные пружины могут быть разных конфигураций и не всегда можно приобрести нужного вида – товар достаточно редкий на рынке. По этой причине для своих нужд я их делаю самостоятельно.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).

На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
ХХХХХ (1) – Х (2) – Х (3) – Х (4) – ХХ (5) – ХХ (6) ГОСТ 14963-78 (7)
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Расчет пружины
Для этого необходимо воспользоваться таблицей в разделе пружины, чтобы правильно выбрать диаметр стальной проволоки, количество витков и шаг. При этом огромную роль играет то, как должна работать новая пружина – на сжатие или растяжение. Последняя разновидность пружин может иметь довольно сложную конструкцию, но и ее можно сделать самостоятельно. Выполнив предварительные расчеты и выяснив толщину проволоки для стальной пружины, шаг и количество витков, а также определив конструкционные особенности и создав чертеж будущей пружины, можно переходить к практическим действиям.
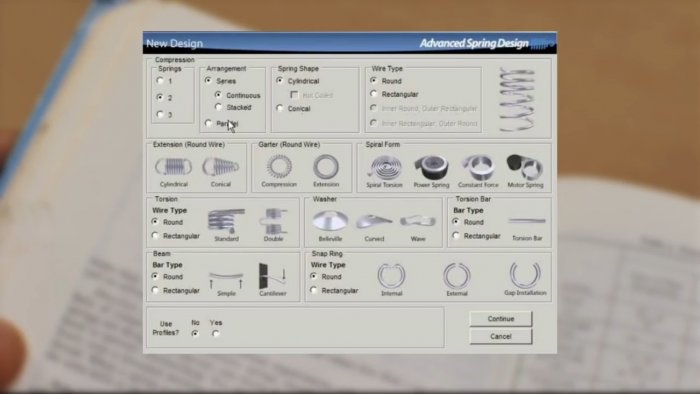
Так же есть специальный софт для расчета всех параметров:
Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра. При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете.
Для намотки небольшой пружины можно использовать шуруповерт
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
Цвета каления стали
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
После выполнения всех вышеописанных процедур пружину, которую вы сделали своими руками, можно начинать использовать по назначению.
Изготовление пружины
У нас имеется чертеж, стальная струна нужной толщины и подходящего диаметра стальная трубка для намотки пружины.
Типичные ошибки
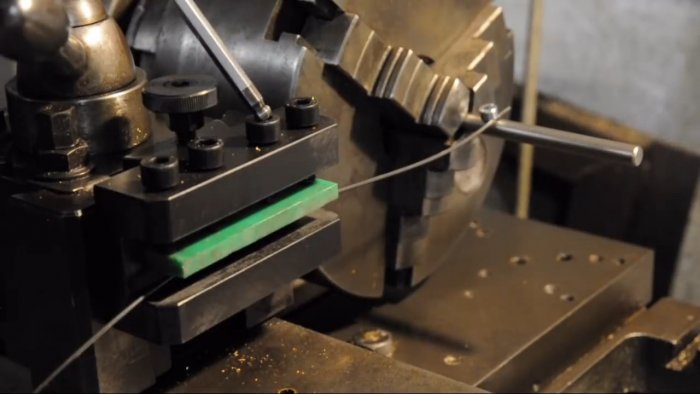
Зажимаем оправку в патроне токарного станка. Вставляем конец стальной проволоки в отверстие в оправке, запускаем вращение и плотно наматываем стальную струну.


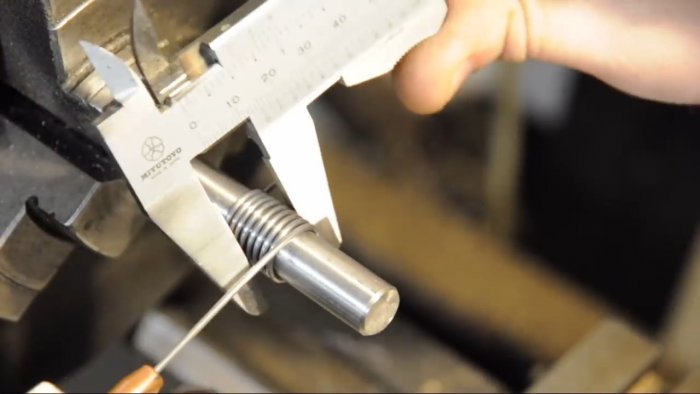
Проверив толщину пружины штангенциркулем, кусачками обрезаем проволоку и наблюдаем, как наша пружина увеличивается в диаметре.
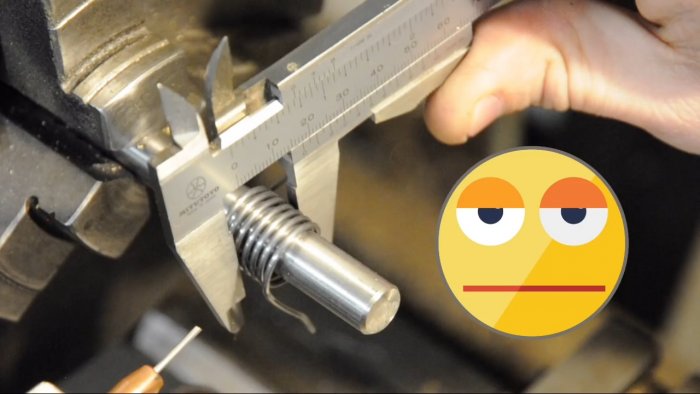
К тому же снять ее с оправки будет довольно проблематично – для этого придется обрезать струну в самом начале витка.
Делаем правильно
Зажимаем проволоку на оправке с помощью винта.

Теперь нам необходимо создать натяжение стальной струны перед намоткой.
При помощи обычного куска плотного пластика зажать проволоку в держателе резцов будет недостаточно. Нам понадобится специальное приспособление с направляющей, в котором натяжение проволоки можно регулировать прижимной пластиной из мягкого металла (медь или бронза).
Также необходимо отрегулировать скорость вращения патрона токарного станка и перемещение рабочей платформы для получения нужного шага пружины.
Намотка
Медленно вращая станок, делаем намотку первых двух витков один к одному – это начало нашей пружины. Далее активируем вращение с перемещением рабочей платформы и выполняем расчетное количество витков.
В конце также делаем два оборота с плотной намоткой. Отрезаем кусачками проволоку и ослабляем зажимной болт. Проверяем шаг при помощи линейки.

В пружине, работающей на сжатие, кусачками обрезаем оставшиеся концы проволоки и стачиваем края, чтобы они стали плоскими.



Изготовление двойной пружины на кручение
Научившись делать обычную пружину на растяжение/сжатие, вы легко сможете своими руками сделать схожий элемент, работающий на кручение. Для этого зажимаем проволоку на оправке, делаем нужное число витков один к одному и снимаем намотку с трубки. При помощи плоскогубцев придаем нужную форму прижимной скобе и снова одеваем ее на оправку свободным концом. При этом будьте внимательны, чтобы направление витков совпадало с первой намоткой. Сделайте такое же количество оборотов и откусите кусачками готовое изделие, оставив пару сантиметров для фиксации пружинного блока.
Направление хода пружины
В некоторых случаях направление хода пружины может иметь значение – если в конструкции на одном участке установлены два пружинных элемента с разной направленностью, это может привести к некорректным результатам.
Не забывайте использовать средства индивидуальной защиты и придерживаться правил работы на токарном станке. Как видим, нет ничего сложного в изготовлении пружинных элементов, и при наличии доступа к токарному станку вы всегда сможете сделать их самостоятельно.


Смотрите видео
Простой способ изготовления пружин
Здравствуйте, уважаемые читатели и самоделкины!
Бывает так, что для какого-то проекта нужны специфические пружины определённой длины и диаметра, каких не купишь в хозяйственных и строительных магазинах.
В данной статье Матеуш, автор YouTube канала «Mateusz Doniec» предлагает Вам обрести навык самостоятельного накручивания пружин.
Для этого у него есть своя методика и своё приспособление.

Процесс изготовления.
Перед Вами первая часть этого приспособления для накручивания пружин. Это короткий отрез дюймовой металлической трубы, к которой сбоку приварен кусок стального уголка. Эта часть фиксируется в тисках.
Не волнуйтесь, если у Вас нет навыков сварки, или сварочного аппарата, потому что по большому счёту этот элемент не столь уж и важен. В конце статьи автор покажет, как можно обойтись без него.



Вторая часть этого приспособления представляет собой отрез полудюймовой трубки с отверстием, просверлённым во второй стороне, и тройником, который навинтили на один из концов трубы. Это обычный тройник с ¾ на ½ дюйма, который здесь выполняет функцию держателя для рукояти.
Конечно же, можно использовать трубы или стальные прутки меньших или больших диаметров при изготовлении пружин. От этого зависит их конечный диаметр. То же касается и самой проволоки.
Отверстие, просверленное в трубе, должно захватывать конец проволоки, и удерживать его во время вращения трубы.
















Что касается самих кончиков пружины, то их можно либо откусить, если они неаккуратно изогнуты, либо нагреть горелкой, и загнуть под нужным углом.
Не рекомендуется нагревать до высокой температуры внутренние кольца, т. к. это может изменить структуру металла, позволяющую пружине сохранять нужную форму.












Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Изготовление пружин

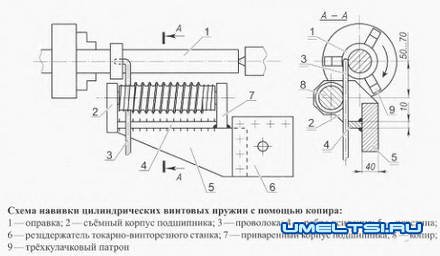
В настоящее время в магазинах можно без проблем приобрести практически любые необходимые в домашнем хозяйстве изделия. В то же время внимание и творческие усилия самодеятельных конструкторов всё больше направляются на технически сложные объекты: тракторы, вездеходы, легковые автомобили и даже самолёты. Меняется и подход самодельщиков к реализации задуманных проектов; их не пугает необходимость самостоятельного изготовления сложных и точных деталей, к которым к тому же могут предъявляться жёсткие требования по прочности. Одним из таких типичных элементов, присутствующих практически во всех энергоёмких конструкциях, являются винтовые цилиндрические пружины растяжения или сжатия. В связи с этим многим нашим читателям будет интересно и, надеемся, полезно ознакомиться с методикой, разработанной украинским инженером В.В.Виниченко, которая поможет изготовлению ответственных пружин с необходимым качеством и точностью.
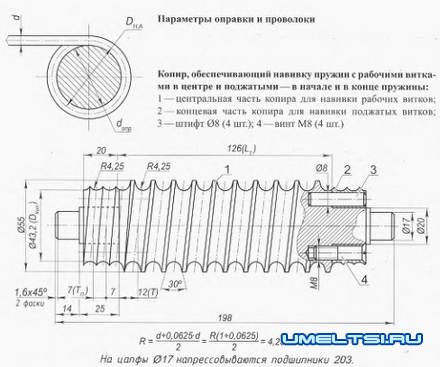
Предлагаемый способ навивки винтовых цилиндрических пружин реализуется на токарно-винторезном станке при помощи специального приспособления, состоящего из оправки и копира. В патроне станка крепится оправка с зацепом в виде отверстия в торце фланца для фиксирования начала пружинной проволоки. В резцедержатель устанавливается державка с копиром. Копир — это вал с нарезанной винтовой канавкой переменного шага, который свободно вращается в двух подшипниках. Канавки в начале и в конце копира обеспечивают навивку поджатых витков пружины, а центральная часть — навивку рабочих витков с необходимыми шагом и диаметром.
Державка копира представляет собой конструкцию, сваренную из 40-мм стальной пластины, усиленную ребром из 10-мм полосы, и двух корпусов подшипников. Правый корпус приварен к пластине, а левый крепится болтами М12 (для обеспечения возможности замены копира>. Конкретные чертежи на державку не представлены, поскольку они диктуются типом токарно-винторез-ного станка и размерами навиваемой пружины. Изготовление пружины производится в следующей последовательности. Сначала заготовка — мерный отрезок проволоки отогнутым под 90° концом длиной 4 — 5 d пропускается снизу под копиром и устанавливается в отверстие-зацеп оправки. Затем копир поворачивается вручную до совпадения начала канавки с положением проволоки. Её натяг и постоянный контакт с винтовой канавкой копира обеспечиваются значительным сопротивлением изгибу пружинной стали заготовки. Процесс формирования пружины начинается включением шпинделя станка на минимальных оборотах. Проволока навивается на оправку, а шаг задаётся винтовой канавкой вращающегося в подшипниках копира.
Ниже приводится методика расчёта параметров оправки и копира, обеспечивающих необходимые размеры пружины.
Принятые обозначения при проведении расчётов
Исходные данные <размеры пружины):
п — число рабочих витков;
п. — полное число витков;
t — шаг рабочей части;
Do — внутренний диаметр;
Dcp — средний диаметр.
Параметры копира:
I — длина рабочей части;
DKon — внутренний диаметр канавки;
DHJ1 — диаметр нейтральной линии витков, навиваемых на оправку;
к — ОипЮкоп — поправочный коэффициент;
Т — шаг винтовой линии рабочей части;
Т — шаг винтовой линии заходной и выходной частей.
Оправка:
d —диаметр.
Промежуточные расчётные величины;
L — длина одного витка пружины без учёта шага;
D — средний диаметр витков пружины, навитых на оправку;
X — табличный коэффициент для определения нейтральной линии при изгибе;
B — коэффициент, учитывающий пружинные свойства проволоки;
попр —число рабочих витков пружины, навиваемых на оправку с учётом упругости проволоки;
L1 —длина проволоки, проходящей по рабочей части копира;
L2 — длина проволоки рабочих витков пружины, навитых на оправку;
L3 — длина проволоки, навитой на оправку с учётом поджатых витков;
Lч — длина проволоки пружины согласно чертежу.
Решающее значение при расчёте имеет величина, учитывающая упругость проволоки при изгибе. Она используется при определении диаметра оправки и количества витков поп . Для определения значения этой величины рекомендуется следующая последовательность. В первом приближении изготавливается оправка диаметром D , На токарно-винторезном станке на оправку навивается 5 — 10 витков проволоки с шагом подачи, приблизительно равным шагу пружины. При этом в резцедержатель устанавливается специальный ролик с канавкой. После навивки определяется угол раскручивания всех витков пружины а вычисляется угол, приходящийся на один виток а.1 и в заключение — коэффициент В = а1 /360°/, учитывающий упругость проволоки из заданного материала.
Ниже приведена методика на примере расчёта размеров копира и оправки для навивки пружины из стали 60С2А-В-1-ХН ГОСТ 14963-78 с параметрами: п = 9; nt = 11; t = 14 мм; Do = 42 ± 0,9 мм; d= 8 мм; Dср=50 мм.
При заданных размерах пружины по вышеописанной методике экспериментально установлено увеличение дуги окружности одного витка на 30° после снятия с оправки диаметром 42 мм, что соответствует увеличению длины витка в 1,083 раза (В = 30° 360° = 0,083). Исходя из этого,
Dcp.onp. = (L — ВL/ тт = L (1 — В)/тт = 157×0,917/3,14 = 46 мм,
где L = тт Dcp = 3,14×50 = 157 мм;
d опр. = Dcp.onp.— d = 46 — 8 =38 мм
nопр = 1,083п + 0,25 = 1,083 + 0,25=
10
где 0,25 — добавочная часть витка с учётом допуска числа рабочих витков.
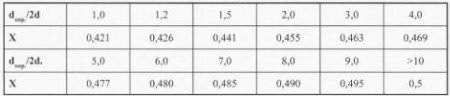
Диаметр нейтральной линии витка на оправке (рис. 2) вычисляется по формуле:
D нл. = d опр + 2d X.
X — определяется по таблице [1] в зависимости от соотношения donp/2d (в нашем случае 38/ (2×8) = 2,375)
Методом интерполяции и вычисляем X = 0,458 и округляем до 0,46.
Тогда Dнл.45,36 мм.
DKOn в первом приближении принимается равным Do = 42 мм.
Тогда коэффициент к = Dил /Dкоn -45,36/42 = 1,08.
Длина рабочей части копира: = t-n = 14×9 = 126 мм.
Расчётный шаг рабочей части копира:
Т = |/(попр к) = 126/(10×1,08) = 11,67 мм.
Полученный расчётный шаг рабочей части копира округляется до ближайшего шага подачи токарно-винторезного станка (Т = 12 мм), чтобы обеспечить возможность нарезки винтовой канавки. Для сохранения заданного шага пружины внутренний диаметр канавки копира пересчитывается из условия выбранного шага копира:
k = l/(Tnonp) = 126/(12×10) = 1,05.
Тогда DКОП. = Dн л/н = 45,36/1,05 =43,2 мм.
Число витков заходной и выходной частей копира выбрано равным 1,5. Шаг канавки этих частей определяется по экспериментально установленной формуле:
Tn = 0,875d = 0,875×8 = 7 мм, и принимается равным ближайшему шагу подачи на станке (7 мм).
Заходная и выходная части привариваются к оси копира или крепятся двумя штифтами диаметром 8 мм и двумя винтами М8. Сопряжение канавок заходной и выходной частей копира с канавкой рабочей части обрабатывается вручную соответствующим напильником, обеспечивая плавность перехода. Материал копира — сталь 45, термообработка — закалка до твёрдости HRC38. 42.
Для проверки расчётов определяется длина проволоки:
L1= DKon тт 1/Т = 43,2×3,14×126/12 = 1425 мм и сравнивается с длиной проволоки:
L2 = D нл. тт п опр. = 45,36×3,14×10 =1425 мм.
Также сравнивается длина проволоки:
L3 = D нл. тт (п опр. + 2×1,083) =45,36×3,14(10+2×1,083) = 1733 мм
с длиной проволоки:
Lч = (Do +2d X) тт n = (42 + 2x8x0,46) хЗ,14х11 = 1705 мм.
При правильном расчёте погрешность Лямда не должна превышать 2,5%. В нашем случае:
Лямда= (L3 — Lч ) 100%/L4 = (1733 — 1705)100/1705 = 1,6%.
Чертежи навивки пружині при помощи копира