Как развальцевать трубу из нержавейки своими руками?
Вальцовка гофрошланга
Развальцевать можно простешими средствами
 Вальцовка гофрошланга. Сделай сам.
Вальцовка гофрошланга. Сделай сам.
Данный тип фитинга используется для развальцовки гофрированных труб из нержавеющей стали без специального инструмента.
Данный тип фитинга используется для развальцовки гофрированных труб AmoK, 06 Сент. 13, 20:33
А что там вальцевать-то, собственно? Скрутил фитинг, он и уплотнился (вставка на конус). Сам такой на паропроводе пользую, газовую гофру выкинул, фитинги заржавели нахрен, не айс.
boreyZMS, 07 Сент. 13, 01:36
Газовая не отожженная — плохо гнется .Я заказывал на воду с фитингами из нержи — любой длинны делают . И гофра отожженная.
я приглядываюсь тоже,хочу сухопарник сделать из шланга на 1дюйм. RAZAV, 07 Сент. 13, 01:51
Посл. ред. 28 Окт. 13, 21:56 от aleksej-serikov
aleksej-serikov, класс.
я несколько дней потратил, вот тут [сообщение #11785303] описание.
теперь вижу — инструмент из трех подшипников — супер! (поленился сваять подобное — а вижу зря)
и правда — внутрь что то вставляется наверное — пруток? какой диаметр? гофру заранее растягивал? или как есть, магазинную? чем крутил? я дрелью приспособился.
torch-vi, нержу надо катать (раскатывать) на оправкешаблоне
Посл. ред. 29 Окт. 13, 06:53 от SedoY
одеваем нужной длинны кусок гофры, с учетом, что после вальцевания она удлиниться на примерно 1,1-1,25раза.
Закрепляем один конец гофры на трубе — от этой стороны начнем вальцовку.
Если нет токарного станка, то можно сваять приспособление из дрели или перфоратора, что-то типа  Vals1. Вальцовка гофрошланга. Сделай сам.
Vals1. Вальцовка гофрошланга. Сделай сам.
(смотреть на станину)
дрель крепим штатной ручкой так — убираем саму ручку, оставляя держатель, там обычно болт на 8мм. сверлим отверстие в станине , болт через крепление дрели ив станину и затягиваем — дрель закреплена.
вставляем второй противоположный конец трубы с гофрой, например в кусок полипропиленовой трубы — жестко прикрепленной к станине, чтобы не болтался.
И плавно, по одной гофринке распрямляем, сводим к диаметру нашего прутка.
PS [сообщение #11805229] и тут в эту же тему (прочел чуть позже)
однозначно aleksej-serikov Огромное СПАСИБО!
Посл. ред. 29 Окт. 13, 07:32 от SedoY
Огромное СПАСИБО! SedoY, 29 Окт. 13, 06:48
Посл. ред. 11 Нояб. 13, 11:58 от aleksej-serikov
aleksej-serikov, Красиво (на фотках), залюбовался (от простоты и объема проделанного труда).
вот что я хочу (сам начинающий, да ещё и программист ))) прошел кучу мытарства без дельных советов), отточить технологию с высокой степенью повторяемости, без использования каких либо трудно находимых или экзотических вещей.
давай, коли в теме — вместе подумаем и придумаем и опишем технологию! поможем начинающим, коллегам! (прям лозунг выдал)
например — нет трубореза, да ещё и неисправного — чем можно заменить? думаю сделать из двух брусков, соединенных с одной стороны некое подобие (по функционалу — приспособления из трубореза), на один брусок посадить два подшипника, на второй один, ну и руками можно будет сжимать на оси (внутрь трубы вставленной оправке — предположение выдал выше — пруток железный подходящего диаметра 15мм ошкуренный немного (или много?) — зажав в патроне дрели и закрепив второй конец хотя-бы в трубе).
трубу перед раскатыванием очень рекомендую растягивать (методику уже не раз проверил — удобно, описанно в теме Форум самогонщиков -> Оборудование самогонщика -> Мастерская -> Растяжение гофро трубы из нержавейки и вальцовка концов [Растяжение гофро трубы из нержавейки и вальцовка концов] ) — и первую оправку исключаем, и распрямляется труба (к минусам можно отнести то, что потом сгибать трубу растянутую все-же сложнее. но тут как говорится — от цели зависит — или нужно сгибать или длинная  3_4rastyanuta. Вальцовка гофрошланга. Сделай сам. . )
3_4rastyanuta. Вальцовка гофрошланга. Сделай сам. . )
Посл. ред. 08 Нояб. 13, 23:57 от SedoY
Замечание 1. Гофра при раскатке удлиняется на 20%. Но, по опыту, не стоит раскатывать метровую- много неоправданных проблем. Все равно делаем царги.
aleksej-serikov, 08 Нояб. 13, 21:40
трамбон- все хорошо, но восходящую ветвь надо делать из 25 трубы-происходит заброс браги изза большой скорости пара.
aleksej-serikov
проверка конечно покажет, и при необходимости переделаю. но сомнения меня убивают .
Замечание 3. . Ролики(три) надобно сделать чуть шире 3. 4 волны гофры- тогда работа пойдет быстрее и качество будет лучше. Однако, на финише усилие прижима необходимо значительное! Поэтому, без подшипника не обойтись.
aleksej-serikov
а если просто несколько подшипников на ось посадить — будет ли эффект? не клинанет ли из если будут в плотную друг к другу, или тоненькие шайбочки поставить между подшипниками — не будет ли вредить зазор между подшипниками?
усилие надо большее на два три витка — три гофринки конечно лучше захватить — ровнее результат, но и сдавливать нужно сильнее. приспособление конечно будет очень полезно — делать стоит, тем более что там его делать? — дырку просверлить и дрель закрепить, да пару направляющих для второго конца оси придумать. (правда высокие обороты давать конечно страшно — как бы по лбу не получить!)
я катал на приспособе (имени меня )))))) ) давить сильно приходилось (но я давил на ось, приспособы как из трубореза (от aleksej-serikov) — с тремя точками сдавливания у меня ещё не было), внутри труба красивая, а снаружи следы были от кромок подшипника, правда залудил и запаял потом все в американки обычные, только внутри немного расточенные.
кстати — на той же закрепленной дрели удобно оказалось растачивать: вставил сверло, обмотал шкуркой — сколько надо диаметра, подбирал опытным путем наматывая более длинные куски шкурки и расточил.
потом на дрели-же и лудил: вставил переход на шланг с резьбы 12 , вкрутил американку, включил дрель на малых оборотах, подогрел газовой горелкой и облудил паяльником — легко и быстро (уже научился не перегревать по прочитанному на этом благодатном форуме) — смазал жидкой канифолью, подождал пока подсохнет и нареваю, как канифоль начала пузыриться, горелку убираю — готово — можно лудить паяльником.
Техника самостоятельной развальцовки труб
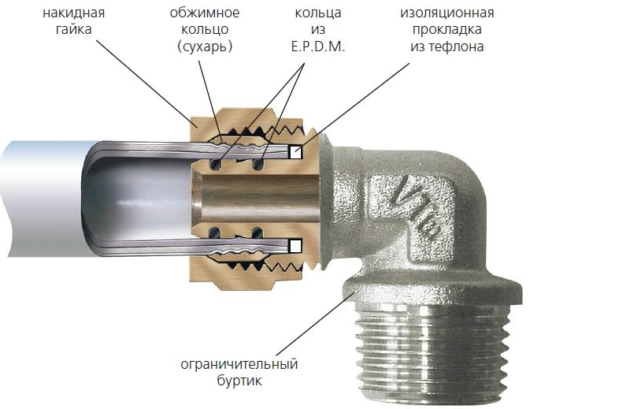
Существует множество способов соединения труб. Иногда возникают сложности в применении какого-либо из них. Причиной тому может быть незаметное на первый взгляд различие в диаметре, неравномерно сформированные стенки. Решением вопроса может стать вариант стыковки с помощью накидных муфт. Но для этого необходимо разобрать такое понятие как развальцовка торца труб.
Что собой представляет развальцовка
Под развальцовкой понимают процесс получения на конце трубы конической юбки. Диаметр такого образования превышает диаметр исходного материала. Это возможно за счет растяжения металла. Чем сечение развальцованного участка больше, тем меньше толщина его стенки. Любые трубы из мягкого материала (алюминий, медь, их сплавы, некоторые марки нержавейки) можно развальцевать ручным способом. Твердый металл подвергают машинной обработке. Не следует путать развальцовку с вальцовкой труб.

В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.
Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.
Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.
В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Инструменты для проведения работ
Развальцовку труб можно осуществить двумя способами: ручным и машинным. Первый применим для мягких металлов с небольшим диаметром. Второй – для больших диаметров сталей с возможным разогревом торца заготовки.
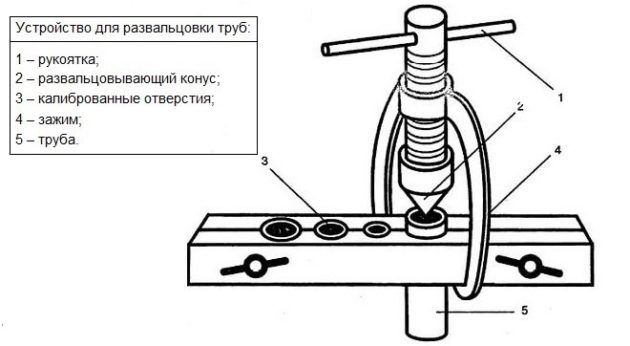
Стандартный ручной развальцовывающий станок состоит из:
- Рукояти и направляющего стержня. С их помощью осуществляется поступательно — вращательное движение конуса для развальцовки.
- Направляющего зажима. Удерживает стержень напротив заготовки.
- Конуса развальцовывающего. Непосредственно воздействует на торец трубы, формируя юбку.
- Станины тисочного типа. Она имеет калиброванные отверстия под разный диаметр трубок.
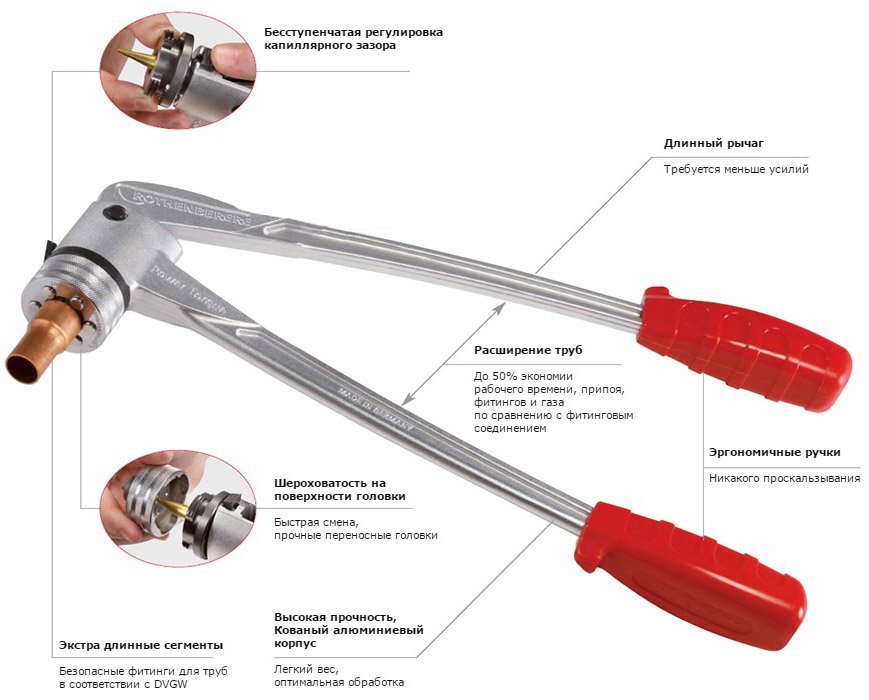
Ручное приспособление для двойной развальцовки труб. Механизм может производить несколько операций с торцом трубы, делать одинарную воронку, «грибок», двойную воронку.

Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент. Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной. В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.

Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.

Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.

Получения конического раструба
Для понимания технологии процесса можно взять пример развальцовки трубок из меди. Порядок проведения работ следующий:
- Трубу тщательно торцуют. Для качественной развальцовки угол между торцом и плоскостью должен быть строго 90 градусов.
- Обработка металла рабочей части заключается в зачистке и удалении заусениц и окислов.
- На трубку надевают резьбовую муфту.
- Заготовку зажимают в станине в посадочном отверстии соответствующего диаметра. Конец трубы (рабочая часть) на несколько миллиметров должен выступать над станиной.
- Завинчивая винт, упирают развальцовывающий конус в торец и производят давление до тех пор, пока деформация участка не достигнет предела – будет образована юбка, скошенная под углом в 45 градусов.
- Вынимают заготовку из станины, муфту перемещают к обработанному краю.
Чтобы легче воздействовать конусом на заготовку, рабочую поверхность лучше покрыть смазочным материалом. Винт перемещать вперед- назад, постепенно достигая нужного результата – это поможет избежать возможного разрыва металла в районе деформации.
Работа ручным экспандером имеет свой алгоритм действий:

- Торец заготовки насаживают на подходящий диаметр головки до упора (диаметров в наличии несколько).
- Удерживая стационарную рукоять, подвижную перемещают по окружности, тем самым разводя губки головки. Работу проводят без насилия, чтобы не разорвать трубу.
- После получения расширения диаметра снимают заготовку с инструмента.
- Проверяют легкость вхождения второй трубы в полученный раструб.
Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.
Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.



- Заготовку из стального уголка разрезают на два отрезка длиной по 100 мм.
- Соединяют заготовки (чтобы в торце получилась буква «Т») и зажимают в тисках.
- Просверливают два отверстия в уголках под болт М8.
- Стягивают заготовки между собой болтами.
- Просверливают отверстия под разные диаметры медных трубочек (диаметром не более 8 мм) по линии соприкосновения двух уголков.
- В каждом отверстии выбирают небольшие фаски.
Полученный инструмент готов к работе, его применяют так же, как и заводской.
Заключение
Описанные в статье материалы не исчерпывают знаний в области работы с трубами и правильной организации соединений. Но все же некоторые освещенные практические моменты помогут избежать сложностей, используя метод развальцовки.
Видео по теме: Развальцовка трубок
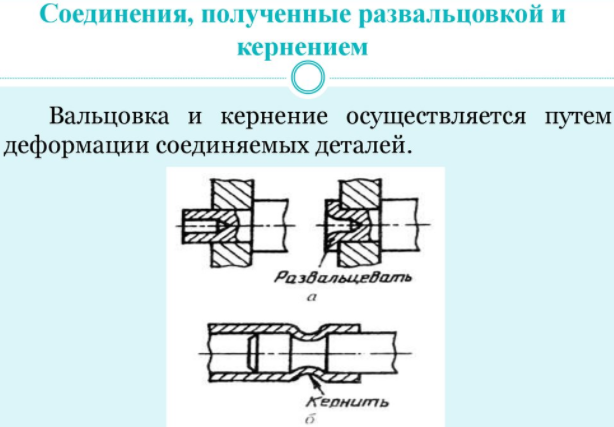
Что такое и как происходит развальцовка труб
Изготовление труб или их модификация для использования в той или иной системе, предполагает разнообразное воздействие. Применяют при этом как термические методы обработки, так и «холодные». Большинство процессов холодных связаны с участием вальцов.

Часто такого рода работы объединяются в одну категорию – развальцовка, что в корне неверно.
Вальцовка: что это означает
Термин используется для обозначения следующих процессов.
- Вальцовка – основная технологическая операция при производстве бесшовного трубопровода заключается в формировании изделия из круглой заготовки. Заготовка вытягивается, утончается и калибруется на соответствующем оборудовании – вальцах. Отсюда и название.
- Развальцовка – не требует обязательного участия вальцов, может производиться своими руками. Суть ее заключается в увеличении диаметра края трубы с помощью механического воздействия. Необходимость такая часто возникает при соединении прямых отрезков.

Качественный стык подразумевает вставку одного отрезка в гильзу – расширение, другого и запаивание зазора. Но так как далеко не все изделия имеют такую гильзу, операцию приходится делать самостоятельно. В быту под развальцовкой обычно понимают этот процесс.
- Завальцовка – обратная операция: обжимание края трубы перед установкой в гильзу. Если предполагает нарезка резьбы вручную, край трубопровода также нужно уменьшить в объеме – завальцевать. Используются для этого обычные клещи или миниатюрные вальцы.
- Гибка – большинство трубогибочных станков как ручных, так и гидравлических, включают в себя вальцы. Изделие вставляется в станок, деформирующей ролик прокатывается по длине отрезка и постепенно выгибает под требуемым углом. Так как в операции участвуют вальцы, этот процесс тоже часто именуют развальцовкой. Гибке подвергаются водоводы из нержавейки и алюминия.

Правомерно называть так стоит только второй вариант – увеличение диаметра края перед соединением. ГОСТ регламентирует качественные и количественные характеристики результата вальцовки.
Развальцовка: последовательность действий
Операции подвергаются изделия из нержавейки, алюминия и меди – то есть, материала, обладающего определенным уровнем пластичности. Применяются для этого как приспособления, изготовленные своими руками, так и специальные. Для развальцовки трубы с большим диаметром необходимо профессиональное оборудование.
Развальцованные края чаще всего можно встретить у канализационных водоводов среднего и большого диаметра. Именно их размеры и допустимая погрешность описываются ГОСТом.
В домашних условиях чаще приходится иметь дело с медными трубами. А вот завальцовке подвергаются изделия из нержавейки. Технология процесса одинакова для любого инструмента.
- Торец отрезка зачищается, устраняют заусеницы.
- На край одевается муфта.
- Труба устанавливается в какое-то приспособление для развальцовки и зажимается.
- Если речь идет о ручном приспособлении, то выглядит это так: конус развальцовщика, когда завинчивается винт, оказывает давление на внутреннюю поверхность водовода и деформирует ее.
- Развальцовщик снимается. Конец отрезка должен иметь правильную воронкообразную форму со стенками, скощенными под углом в 45 градусов.
- Затем муфту перемещают на развальцованный край и закручивают гайку.

На видео демонстрируется развальцовка медной трубы перед соединением.
Инструменты для развальцовки
При монтаже медного трубопровода своими руками вполне достаточно ручного приспособления. Медь – металл пластичный. Для формирования воронкообразного края нужны не столько усилию, сколько аккуратность. Воронка должна быть совершенно симметричной, без перекосов или сколов.
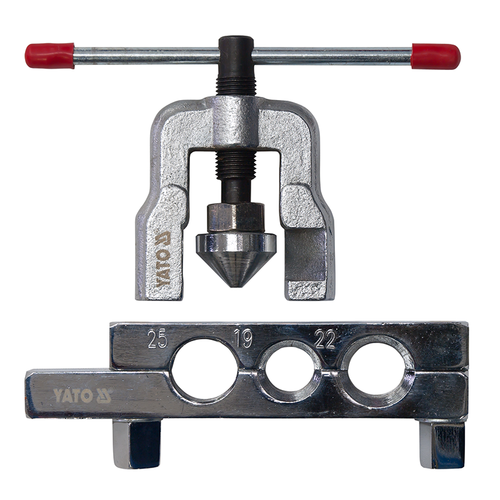
- Самый простой механизм состоит из двух частей: фиксатор с типовыми диаметрами – металлическая пластина, в которой удерживается изделие, и конус с винтом. На фото демонстрируется образец.
- Экстендер – рычажный инструмент со сменной расширительной головкой под разные диаметры. Экстендер фиксируется на край, рычаги разводятся и лапки растягивают трубу.

Работать с механическими приспособлениями нужно аккуратно, так как здесь велика опасность сформировать стенки неравной толщины.
- Развальцовщик профессиональный – как правило, оборудуется электроприводом и относится к вальцовым аппаратам. Конусовидная головка соответствующего диаметра прокатывается по краю изделия, пока воронка не достигает требуемой величины и формы. Равномерность и симметричность в этом случае значительно выше.
Для работы с водоводами из нержавейки, большого диаметра использовать можно только этот инструмент. В противном случае требования ГОСТ выполнены не будут, а соединения трубопровода окажутся некачественными.
Для чего нужна вальцовка трубы при монтаже различных систем?
Выполняется вальцовка труб с целью придания им необходимой формы и размеров для установки с трубопроводную систему. Она подразумевает направленную деформацию в заданном направлении. Для реализации процесса самостоятельно, применяются мобильные, профессиональные вальцовщики.
 Развальцованные медные трубки
Развальцованные медные трубки
С их помощью удается добиться равномерного расширения стенок без риска разрыва изделия.
Где применяется развальцовка?
Вальцевание может понадобиться в следующих случаях:
- при изготовлении водопроводов, газопроводов;
- тормозных систем;
- при монтаже кондиционеров;
- в ремонте морозильных камер, тепловых насосов.
Развальцовка изделий требуется в местах, отличающихся низким предельным значением максимального давления. Она позволяет воспользоваться эффективным методом раструба для соединения отрезков трубопровода, когда один из концов трубы помещается в раструб второго отрезка. Получившийся стык закрепляют муфтами, методом склеивания или пайки.
Трехваликовый трубогиб – это распространённые вальцы для профильной трубы. Такой станок пригоден для прокатки изделий квадратной, круглой и прямоугольной формы. Ему также поддается нержавеющая, стальная, алюминиевая труба. Трубогиб позволяет согнуть ее в круг или дугу. Такой инструмент работает с двух сторон.
Одна из них направлена на деформацию труб небольшого диаметра, а вторая – на изгиб изделий большого диаметра. С помощью трубогиба также можно выполнить изгиб полосы.
Видоизменение трубы с помощью трубогиба может понадобиться в таких случаях:
- если готовая деталь необходимого типа недоступна;
- если необходимо максимально точно подогнать размер отрезка или требуется особый, нестандартный изгиб.
Как выбрать развальцовщик?
Любое приспособление для развальцовки трубок – это специфическое устройство, направленное на радикальную деформацию труб из разного типа материалов. Используя инструмент, удается обеспечить прессовое соединение трубопроводных отрезков.
 Инструмент для развальцовки труб
Инструмент для развальцовки труб
В набор мастера входят как электрические, так и механические изделия. Электрический инструмент часто в своей конструкции имеет трубогиб, который позволяет развальцевать своими руками значительные объемы отрезков.
Набор вальцовщика может включать шаблоны и эспандеры, но их применение не эффективно. Алюминиевая, нержавеющая и стальная труба более равномерно деформируется под воздействием именно электрического или механического устройства. Сохраняется одинаковость толщины стенок на всем отрезке и поверхность остается гладкой.
Подбирая инструмент для видоизменения труб, стоит обратить внимание на следующие технические характеристики:
- материал решетки, с которой будет соприкасаться инструмент;
- возможный диаметр отверстий (внутренний и наружный);
- расстояние между их центрами;
- толщину стенки трубы;
- глубину, на которой необходимо проводить вальцовку;
- наличие швов от сварки.
Инструмент, при помощи которого развальцовывается алюминиевая, нержавеющая, круглая или овальная труба, выпускается в виде универсальных или специализированных изделий. Это может быть специализированный набор или эксцентриковые развальцовщики.
Преимущества технологии
Гибку изделий можно выполнить в домашних условиях, но для этого не рекомендуется использовать кустарные методы при помощи болванки. Это может привести к негативным последствиям:
- тонкая труба, нержавеющая или профильная, легко мнется. Неправильно деформированный отрезок невозможно восстановить;
- нержавеющая или другая труба получает риск разрыва в тех местах, на которые припадает усилие растяжения стенок;
- неоднородная, неравномерная деформация понижает эксплуатационные характеристики изделия. Оно быстрее выходит из строя.
Применяя специальный набор, мастер получает следующие преимущества:
- Исключается риск разрыва, благодаря постепенной, равномерной деформации изделия.
- Сохраняется одинаковая толщина стенок трубы на всей площади деформации. Даже изделия с бракованными стенками разной толщины удается равномерно развальцевать своими руками.
- Вальцовка для медных труб позволяет добиться ровной, гладкой поверхности. Нержавеющая труба также получает ровную структуру.
Развальцовочный станок
В набор мастера зачастую входит развальцовочный станок. Суть его работы заключается во вращении конуса. С его помощью удается выполнить мягкую деформацию детали.
 Резка развальцованной трубы
Резка развальцованной трубы
Станок демонстрирует следующий принцип действия:
- В начале работ трубный отрезок закрепляется в зажимной паре. На ее поверхность наносится незначительное количество смазки.
- Вращение конуса осуществляется под углом 37˚ вокруг оси центра. Деформация проводится до тех пор, пока изделие не приобретет требуемой формы.
- После производится отбортовка при помощи конуса под углом 90˚.
Такого действия станок может отличаться:
- автоматизированным принципом работы;
- сенсорным управлением;
- электроникой, направленной на регулировку хода конуса.
Эксцентриковый инструмент для развальцовки
Набор для вальцовки, содержащий эксцентриковый инструмент, также направлен на деформацию трубного отрезка за счет вращательных движений конуса.
Преимущество применения устройства – поступательное, плавное и равномерное расширение стенок трубы.
Среди достоинств применения такого прибора выделяют:
- исключается возможность разрыва изделия в местах видоизменения отрезка;
- мастер получает изделие с равномерной толщиной стенок;
- ровная и гладкая поверхность позволяет получить максимальное прочное соединение на стыке;
- набор позволяет быстро деформировать трубу и продолжить монтаж системы.
Эксцентриковый набор дает возможность выполнить вальцовку под углом в 45˚. Ему поддается нержавеющая или медная труба диаметром от 6 до 18 мм. Устройство характеризуется мобильностью, поэтому пригодно для домашнего применения.
Как делать развальцовку медных труб? (видео)
Этапы и правила выполнения развальцовки
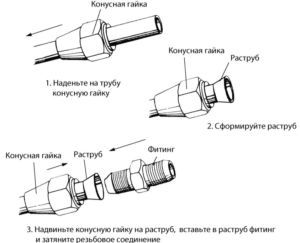
Чтобы на выходе получить изделие пригодное для монтажа трубопровода, стоит придерживаться следующих этапов вальцовки:
- зачистить конец отрезка и одеть на него специальную муфту;
- вставить его в устройство и закрутить винт так, чтобы кромка заняла положение 45˚;
- вынуть из устройства конец отрезка и подвести муфту, чтобы получить стык двух кусков труб.
В случае отсутствия опыта в вальцевании, рекомендуется использовать отрезок с запасом в 2,5 см. в случае неудачи испорченный кусок можно отрезать и выполнить попытку еще раз.
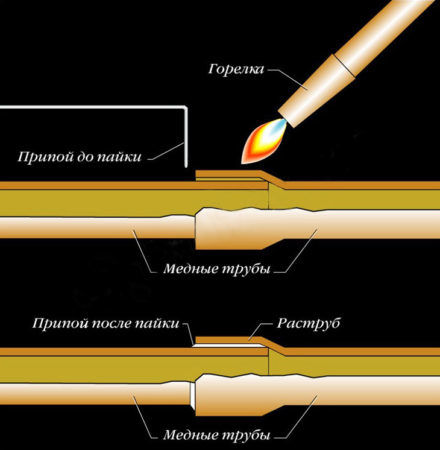
Помимо муфт может также использоваться пайка. Принцип ее применения такой же, хотя последовательность действий может несколько отличаться:
- Очистить край трубы с помощью щетки.
- Установить отрезок в устройство и расширить его до размера диаметра трубы, в которую планируется вставить изделие. Зазор не должен превышать 0,124 мм.
- Нанести на внутренний отрезок флюс. Его установка осуществляется на глубину равную диаметру трубы.
- Нагреть место стыка с помощью горелки пока не начнет плавиться припой.
- Заполнить припоем зазоры на стыке.
После выполнения соединения, необходимо поместить отрезок на горизонтальную поверхность и оставить до остывания.
Как выполнить развальцовку или разбортовку медных трубок своими руками
При монтаже или ремонте трубопроводов, нагревательных или охлаждающих приборов может потребоваться выполнение соединений медных трубок между собой или с другими элементами конструкции. Для создания прочного соединения приходится прибегать к развальцовке – расширению края трубы и придания ему формы раструба, позволяющего соединить элементы конструкции без потерь пропускной способности.
Суть процесса
Трубы в теплогенерирующих и теплообменных агрегатах обычно имеют малый диаметр. Поэтому при сваривании таких трубок встык образовавшийся внутри грат существенно уменьшает пропускную способность узла, нарушая работоспособность трубопровода.
Использование фасонных элементов, вставляемых в соединяемые трубы, приводит к тому же результату – внутреннее сечение уменьшается.

Если же перед соединением конец трубы расширить, а затем надеть ее на другую трубу, фитинг или патрубок подключаемого прибора, потери пропускной способности удается избежать.
Обратите внимание! Развальцовка, разбортовка или вальцевание – это расширение одного или обоих торцов трубы и изменение формы края. Такое формование позволяет изготовить на конце прямой медной трубки раструб нужной формы, необходимый для ее соединения с другими элементами конструкции.
Суть процесса в том, что тонкий слой металла под воздействием механической нагрузки размягчается и постепенно принимает нужную форму. При этом увеличивается площадь поверхности и уменьшается толщина стенок кромки трубы.
Вальцевать можно трубу из любого материала, однако в большинстве случаев это технически сложно и не оправдывает трудозатрат, так как всегда можно купить или готовые раструбные изделия или необходимые соединительные элементы.
В домашних условиях развальцовывают в основном именно медные трубки, которые относительно легко поддаются деформации из-за мягкости и эластичности меди.
Технология и этапы развальцовки
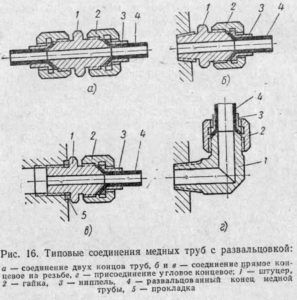
Медные трубки соединяют между собой или с другими элементами трубной конструкции при помощи сварки или муфты.
В зависимости от способа соединения (фитингового или сварного) различается технология предварительной подготовки края трубы.
- Для выполнения сварного узла выполняют раздачу торца трубы – расширяют отверстие до тех пор, пока его внутренний диаметр не станет больше внешнего диаметра присоединяемой детали на 0,1-0,2 мм. Зазор между соединяемыми элементами в процессе спаивания будет заполнен припоем, который обеспечит прочность и герметичность узла.
- Для фитингового соединения деталей отверстие медной трубки не просто расширяют до нужного размера, а подготавливают на конце фаску нужной формы, обычно под углом 45⁰. Таким образом увеличивают площадь контакта, благодаря чему обеспечивается надежность узла. Помогает в этом и природная пластичность меди – при обжатии места соединения фитингом размягченный металл плотно обхватывает присоединенную к трубе деталь и заполняет все зазоры.

Независимо от задачи развальцовки, этапы процесса одинаковы:
- Отрезают трубу строго перпендикулярно, зачищают края и внешнюю поверхность вблизи среза, а если труба была деформирована при отрезании, например, сплющилась, восстанавливают круглую форму ее сечения. Даже частичное невыполнение этого этапа может привести к тому, что в итоге соединение не будет надежным и легко разгерметизируется.
- Фиксируют трубу в матрице развальцовочного инструмента или тисках так, чтобы оставить свободными примерно 5-6 мм трубки. Если узел будет выполняться фитинговым способом, сначала на трубу надевают обжимную гайку и только после этого фиксируют трубу в держателе. Надеть обжимную гайку на развальцованную трубу проблематично.
- В торец трубы вставляют штамп нужного размера и постепенно вкручивают его внутрь. При этом металл размягчается, растягивается, и кромка трубы принимает коническую форму.
- Убирают расширитель из трубы, освобождают ее из держателя и внимательно осматривают полученный раструб. Если по краю обнаружены заусенцы, их зачищают.
Это важно! Если раструб имеет трещины, его кромки не параллельны друг другу или перекошены относительно оси трубы, необходимо отрезать весь развальцованный край и повторить процесс разбортовки сначала.
Инструменты
Увеличить диаметр мягкой и эластичной медной трубы можно и вручную, просто натягивая ее на коническую болванку подходящего размера.
Однако таким кустарным способом получить раструб с правильной геометрией очень сложно. Стенки могут иметь неоднородную толщину, из-за чего более тонкие растянутся слишком сильно, а толстые не растянутся совсем. Усилие, прилагаемое человеком, также неравномерно, поэтому возможно искривление трубы во время работы и перекос болванки, вследствие чего раструб получится асимметричным и перекошенным.
Чтобы сделать разбортовку аккуратно и сформировать из кромки трубы раструб нужной формы, способный обеспечить в дальнейшем надежное соединение элементов конструкции, используют различные инструменты.
Экспандер
Это ручной механизм, в котором развальцовка производится простым применением силы, так же как и при использовании конической болванки. Экспандер состоит из двух ручек и расширителя – раздвижного конического элемента, который вставляется в трубу. При воздействии на рычаги части расширителя расходятся в разные стороны, растягивая трубу.
Экспандер недорог и позволяет выполнить работу быстро и без особых трудозатрат. Однако получить качественный результат при помощи этого инструмента трудно. Стенки растягиваются неравномерно, более тонкие участки могут разорваться.
Конусный развальцовщик
Это небольшой набор из двух инструментов: матрицы и собственно развальцовщика.
Матрица – это тиски с несколькими цилиндрическими отверстиями, расширенными сверху до 45⁰. Размеры отверстий соответствуют стандартным диаметрам труб.
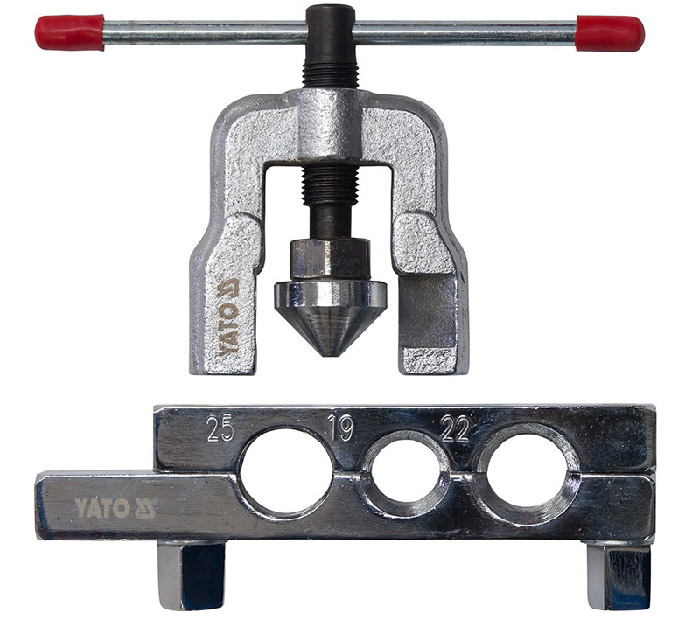
Развальцовщик состоит из:
- корпуса с направляющими,
- конусного расширителя,
- управляющего механизма,
- силового винта.
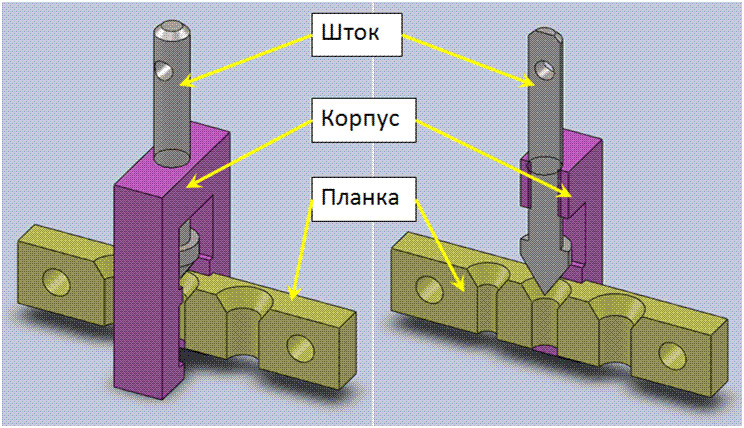
При вращении силового винта, приводящего в действие управляющий механизм, расширитель постепенно ввинчивается в кромку трубы, расширяя ее. Направляющие обеспечивают неизменность взаимного расположения трубы и расширителя, благодаря чему не возникает перекосов и получается ровный и аккуратный раструб.
Механический развальцовщик
Этот инструмент схож с предыдущим, но его рабочим органом является не конус, а набор вальцов. Вальцы не растягивают, а раскатывают стенки трубы, расширяя ее равномерно и постепенно, благодаря чему металл имеет одинаковую толщину на всей развальцованной поверхности, а раструб получается аккуратным и симметричным.
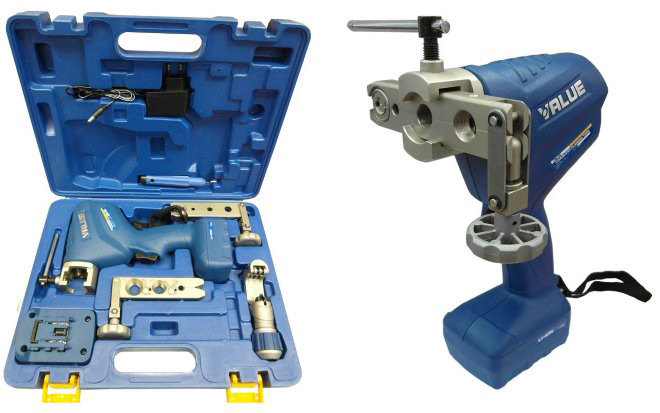
Развальцовщик с электроприводом
Такой вальцовочный аппарат в дополнение к механическому развальцовщику имеет электропривод, благодаря чему работы по расширению труб выполняются быстрее и с меньшими трудозатратами.
Рекомендации по выполнению развальцовки
Самостоятельная разбортовка медных трубок – легкая задача только при наличии практического опыта. При этом от качества развальцовки зависит герметичность и надежность выполняемых соединений.
Поэтому перед монтажом медного трубопровода, установкой или ремонтом теплогенерирующих приборов лучше попрактиковаться на трубах разного диаметра.
Обратите внимание! Выбирая инструмент для развальцовки, следует оценить его необходимость и рациональность покупки.
Для специалиста, профессионально занимающегося ремонтом трубопроводов или оборудования, потребуется набор профессиональных инструментов, в который кроме развальцовщика входит риммер для зачистки края трубы, трубогиб и труборез. Для редких ремонтных работ хватит недорогого развальцовщика с минимальным набором насадок.
Рекомендации, которые помогут выполнить развальцовку правильно:
- Перед началом работ тщательно проверяют трубу: на ней не должно быть заусенцев и мусора, край и стенки должны быть ровными и не иметь искривлений, к развальцовке допускаются только трубы с круглым сечением.
- Во время развальцовки важно следить за тем, чтобы не происходило перекоса расширяющего наконечника относительно трубы. В противном случае раструб будет асимметричным и не сможет обеспечить надежное соединение.
- При расширении трубы вручную, конусную болванку следует вкручивать, а не вдавливать в отверстие. Это поможет распределить усилие и не повредить трубу.
- Разбортовку трубы экспандером лучше выполнять в два-3 этапа. Сначала немного расширить кромку, а затем повернуть расширитель и растягивать трубу до нужного диаметра.
- Устанавливая трубу в матрицу вальцовочного станка, следует выбирать то отверстие, которое точно соответствует диаметру трубы.
- Внешнюю поверхность трубки перед развальцовкой обрабатывают абразивной губкой, чтобы очистить от пыли и мусора и обеспечить надежную фиксацию в держателе. Если этого не сделать, трубка будет проскальзывать в матрице, мешая процессу развальцовки.
