Как сделать шестеренку своими руками?
Как сделать шестерню своими руками из металла?
Как самому сделать шестеренки для стимпанка
Кто-то возразит, что проще купить шестеренки в магазине. Не буду спорить там они и красивее и разнообразнее. Но шестеренок на одно изделие бывает требуется очень много. Вот я пару лет назад пристрастил к изготовлению стимпанка моего знакомого Игоря. До этого он делал в большом количестве декоративные джинсовые бутылочки, а теперь перешел на бутылки с шестеренками. Те кто не знает, стимпанк, это стиль искусства где всякие ретро-технологии достигли высочайшего развития. В нем множество направлений и течений.
У бутылки четыре стороны, на каждую надо по пять шестеренок, плюс еще парочку на горлышко. Получается больше двух десятков на одно изделие. И это только шестеренки, а нужны еще и другие аксессуары. Получается что если покупать шестерни в магазине, а потом продавать готовое изделие по более-менее адекватной стоимости, то стоимость материалов составит 80% цены. Хорошо что не все 100%! Вот и изворачиваются мастера в поисках дешевой фурнитуры, кто как может. Одни ищут знакомых с автосервиса — в коробке передач автомобиля шестеренок множество Другие знакомятся с мастерами ремонтирующими принтеры, там тоже множество пластмассовых шестеренок. Ну, а такие как я — пытаются сделать шестеренки сами.
Вот одним из таких способов хочу поделиться с Вами.
Если Вы обращали внимание то последнее время в продаже стало появляться множество наборов из дерева где собираются разные модели напоминающие стимпанк. Это и машинки и часы и всякие шкатулки. Там множество деревянных колесиков и шестеренок.
После сборки вот таких штук остается множество фанерок с вырезанными контурами шестеренок. Они то как раз и пойдут в дело.
Народ у нас экономный и остатки от от набора обычно не выбрасывают. Они довольно часто продаются на барахолках. Вот кто-то собирал деревянный велосипед, а мне досталась коробка с остатками.
Там, после сборки, осталось много замечательных шаблонов, в том числе и с шестеренками.
Чтобы сделать шестерни мы возьмем застывающую на воздухе массу для детского творчества. Они есть разные как по цвету так и по составу. Продаются они в магазинах детских игрушек и канцтоваров. Часто в пакетиках без всякого обозначения. Продавцы чаще всего называют это самозастывающим пластилином. Нам желательно покупать тот что по составу напоминает папье-маше. Он легкий и застывает безвозвратно. Если его намочить, то он не будет растворяться. Так как нам в дальнейшем предстоит шестеренки красить — это важно. Цвет массы можно взять любой. Если хотите получить шестерни веселых тонов — берите розовый.
Если будете делать что-то напоминающее старинное медное изделие — берите массу темных тонов.
Предварительно форму хорошо надо будет промазать любым растительным маслом. Это делается для того чтобы масса не прилипала к форме.
И так прикладываем форму к плоской поверхности и заполняем ее массой.
Просто вминаем в форму кусочек массы, положив форму на плоскую поверхность. После того как все углубления заполнены — удаляем излишки.
Дырочку в центре вырезаем металлической трубочкой с тонкими краями. Я взял трубочку которая осталась от антенны радиоприемника.
Даем пару минут подсохнуть шестеренке и потом выдавливаем ее наружу подходящей по размеру шестеренкой.
Как изготовить шестерню по образцу своими руками
Одной из самых сложных и, тем не менее, распространенных механических систем является зубчатая передача. Это отличный способ передачи механической энергии из одного места в другое и способ увеличения или уменьшения мощности (крутящего момента), а также увеличения или уменьшения скорости чего-либо.
Как сделать шестеренку своими руками? Проблема всегда заключаются в том, что для создания эффективных зубчатых колес требуется достаточно много навыков рисования и знание математики, а также умение создавать сложные детали.
Для любительского нет необходимости иметь максимальную эффективность, поэтому мы можем получить намного более легкую в изготовлении систему, даже с подручными инструментами.
Шестерня — это ряд зубьев на колесе. (Обратите внимание на диаграмму выше, они пометили неправильное количество зубьев на шестернях — извините)
Изготовление зубчатых шестерен

При создании самых различных механизмов могут применяться шестерни и зубчатые колеса. Их геометрические особенности определяют возможность обеспечения надежного зацепления для передачи усилия. Технология изготовления зубчатых колес характеризуется достаточно большим количеством особенностей, среди которых отметим использование специального оборудования. Если изготовление шестерен проводится без учета особенностей геометрических особенностей, то существенно снижается качество получаемого соединения для передачи вращения.
Конструкция зубчатого колеса
Встречается просто огромное количество разновидностей шестерен, все они характеризуются своими определенными особенностями. Среди конструкционных особенностей отметим следующие моменты:
- При изготовлении цилиндрических и конических шестерен с прямым зубом рабочая часть создается заодно целое с валом. Это связано с тем, что размеры конструкции существенно уменьшаются. За счет создания такой конструкции можно получить деталь с высокой точностью и износостойкостью.
- Встречаются и шестерни насадного типа. Они весьма распространены в случае, когда диаметр рабочей части большой. За счет установки насадного варианта исполнения есть возможность проводить обслуживание конструкции.
- При диаметре менее 500 мм изделие получается методом ковки и отливки, а также при применении технологии сварки. Вариант исполнения более 500 мм изготавливаются методов отливки и сварки.
- Клепанные или свертные колеса могут устанавливаться в случае, если есть необходимости в экономии используемого материала.
Наибольшее распространение получили зубчатые колеса цилиндрического типа.
Конструктивными особенностями подобного варианта исполнения можно назвать:
- В качестве заготовки применяется диск определенной толщины.
- В центральной части есть посадочное отверстие с прорезью для шпонки. Как правило, оно имеет достаточно большую кайму.
- Рабочая часть представлена зубьями, которые могут быть расположены прямо или под углом. При этом геометрия зуба может существенно отличаться, все зависит от области эксплуатации.
Изготовление цилиндрических зубчатых колес проводится при применении специального оборудования. Примером можно назвать зубонарезные станки, которые работают по методу обкатки. Стоит учитывать, что процесс изготовления конических зубчатых колес существенно отличается.
Основные способы изготовления
Заготовки для рассматриваемых изделий получаются методом ковки или литьем, в некоторых случаях при применении технологии резания. Технологический процесс изготовления зубчатого колеса довольно сложен, так как нужно получить рабочую поверхность сложной формы с определенными геометрическими параметрами. Проводится нарезание косозубых колес и других изделий при использовании двух основных технологий:
- Метод копирования предусматривает фрезерование, при котором прорез между впадинами зубьев образуются при применении, дисковых, модульных или концевых фрез. После образования каждой впадины заготовка поворачивается ровно на один зуб. Сред особенностей подобной технологии можно отметить то, что форма применяемого режущего инструмента повторяет форму впадины.
- Метод обкатки сегодня встречается намного чаще. В этом случае механическая обработка предусматривает имитирование зацепления зубчатой пары, одним элементом которой становится червячная фреза. При изготовлении инструмента используется металл повышенной прочности, за счет чего и происходит резка. Обработка методом копирования предусматривает применение не только червячной фрезы, но также и долбяка и гребенки.
Довольно большое распространение получили червячные фрезы. Подобный инструмент представлен рейкой, на момент работы заготовка вращается вокруг своей оси. Применяется инструмент для изготовления исключительно шестерен с внешним расположением зубьев.
Гребенки используются для нарезания прямых и косых зубьев с большим модулем зацепления. Стоит учитывать, что поверхность инструмента может быстро изнашиваться.
Технология накатывания используется для получения больших зубчатых колес, а также крупных партий. В подобном случае проводится горячее накатывание, за счет нагрева степень обрабатываемости материала повышается. Венец получается методом выдавливания. Для существенного повышения точности может проводится механическая обработка.
Изготовление вал шестерней также должно проводится с учетом условий эксплуатации. На этот элемент оказывается высокая нагрузка, поэтому в качестве основы применяется заготовка из каленой стали высокой прочности. Шестерня зубчатая, изготовление которой проводится с учетом диаметра вала, насаживается методом прессования, фиксация обеспечивается шпонкой.
Подготовка чертежей
Процесс изготовления начинается с непосредственной подготовки чертежа. В этом случае производство существенно упрощается, существенно повышается точность получаемого изделия. При разработке чертежа указывается следующая информация:
- Диаметр посадочного отверстия. Для шестерен изготавливаются соответствующие валы, которые имеют определенный посадочный диаметр. Этот показатель стандартизирован, выбирается в зависимости от размеров изделия и величины предаваемого усилия.
- Размеры шпонки. Шпоночное отверстие может быть самым различным, размеры выбираются в зависимости от того, какие будут оказываться нагрузки. Стоит учитывать тот момент, что размеры шпонок стандартизированы.
- Модуль. Этот параметр считается наиболее важным, так как ошибочный модуль может снизить эксплуатационные характеристики механизма.
- Наружный и внутренний диаметр, определяющие размер зуба. Стоит учитывать, что этот элемент изделия характеризуется достаточно большим количеством особенностей.
- Угол расположения зуба относительно оси вращения. Выделяют шестерни с прямым и косым расположением зуба.
Изготовление шестерен любых размеров возможно только при применении специальных станков, которые предназначены для решения поставленной задачи.
Технологические задачи при производстве рассматриваемого изделия могут существенно отличаться. Важными моментами можно назвать следующее:
Как сделать шестеренку своими руками?
Я хочу попробовать свои силы в изготовлении шестеренок. Точнее не изготовление, а копирование.
Принцип таков:
1. Из гончарной глины лепим небольшой блин толщиной чуть большей, чем толщина требуемой шестерни.
2. Шестеренка-образец впечатывается в блин и вынимается. В блину остается форма, копирующая образец.
3. В форму заливаем клей с песком или автошпатлевку с волокном ‘fiber body’
4. После высыхания и затвердения клея вынимаем полученную заготовку и обрабатываем напильником.
Всего 4 этапа и примерно 30 минут времени. Чтож попробую.
Для работы потребуются следующие ингредиенты:
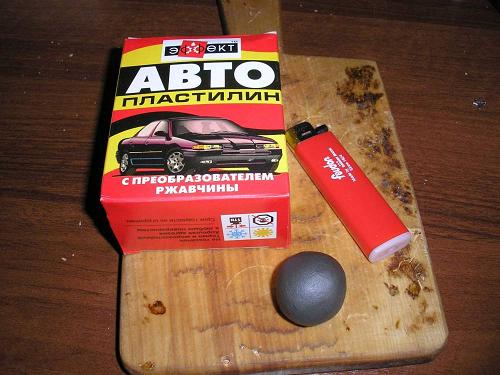
1. Шестерня-образец
С этим проблем у меня нет. Достаточно разобрать хоть один принтер. Основная трудности в поиске пары для имеющихся шестернь. Я выбрал самую маленькую, что у меня была, для проверки точности.
2. Гончарная глина
Гончарной глины у меня нет, да и где купить я тоже не знаю. Немного покрутив в голове все «пластелинообразные» материалы, я вспомнил о существовании автомобильного пластилина. В автомагазине он стоит 40 рублей за 300г – это кусок размерами: 70х90х40
3. Клей или автошпатлевка
Клей мне изначально не нравится, т.к. их на прилавках такое разнообразие, что я не понимаю какой лучше. У каждого свои характеристики и свойства. А про автошпаклевку я читал, что она очень прочная после засыхания. В автомагазине она стоит 60 рублей за баночку 200 грамм.
Принес я всё это домой…
Начинаем со слепка:
Я использую автопластилин. Открыл коробку и оторвал небольшой кусочек пластилина, это стоило определенных усилий, поэтому следующий раз возьму нож и отрежу. После того как кусочек немного помять в руках, он становится пластичнее, что позволяет скатать шарик.
Шарик расплющил руками и, получился блин:
Теперь необходимо сделать слепок шестерни. Что бы шестерню было легко вытащить из слепка, я вставил в отверстие шпильку. Вставляем шестерню и прижимаем пальцами.
Тут первая трудность: шестерня утапливается не равномерно, один край все время глубже. Плюс к тому шаг зубьев маленький и пластилин во многие не попадает, пришлось аккуратно с боков шестерни поддавить пластилин так, что бы он проник меж зубьев. Более или менее залепить шестеренку удалось с 5-ой попытки – каждый раз блин делал заново. Вот что получилось:
Аккуратно плоскогубцами взял за шпильку и потянул строго вверх… как и следовало ожидать, рука дрогнула, и края шестерни испортились. Заново слепил блин и уже опытной рукой с первой попытки влепил шестерню в пластилин. Теперь двумя руками с максимальной осторожностью вынул, и вот что получилось:
Слепок готов! Так как пластилин твердеет на холоде, я поставил слепок на балкон (на улице -5).
Дело дошло до заливочного материала. Я купил автошпатлевку стеклонаполненную (так на упаковке написано). Выглядит она так: 
На банке написано, что очень опасная смесь – раздражает кожу, поэтому я взял в аптечке перчатки. Открыл большую крышку, а там еще и маленькая баночка – вернулся к надписям на упаковке и заметил слово «двухкомпонентная» — это означает, что перед использованием смешать содержимое обеих баночек. Пропорции нигде не написаны, наверное, имеется в виду, что использовать надо все сразу, но мне это расточительство не по карману – смешаю на глаз. Для смешивания тару я не нашел, пришлось использовать бокс от дисков.
Перешел на балкон, т.к. после открытия баночек, завоняло так, что терпеть не было сил – это воняет стирол, который входит в состав.
В большой банке видно странную субстанцию с хорошо выделенными волокнами. И тут я сразу пожалел, что купил ее – смесь густая, волокна большие и в мою маленькую формочку не полезут. Но для успокоения совести надо попробовать. В тару переложил немного массы с волокном и добавил оранжевого из маленькой банки. С оранжевым явно перестарался, если учесть, что на всю банку так мало оранжевого, то я должен был чуть капнуть, получилось примерно 1 к 2 (1 оранжевого и 2 смеси). Я так понял, что оранжевый – это закрепитель, значит, будет крепче, чем надо. 
Теперь эту субстанцию надо затрамбовать в слепок. Хорошо, что надел перчатки, взял пальцами и положил на слепок… и что? Она просто лежит и не втекает – еще бы, густая. ВДАВИТЬ! И начал вдавливать. Сначала потихоньку, потом сильнее – форма держится (не зря морозил). В итоге затрамбовал почти все, что намешал, остальное размазалось по пластилину в процессе вдавливания.
Вот в таком виде и оставил на балконе – эту вонючку в дом не понесу.
Через 10 минут зашел на балкон и дотронулся пальцем – затвердела – ну это верхний слой, пусть еще полежит, чтоб наверняка.
Ровно час спустя пошел на балкон 
и расковырял пластилин, который на холоде так застыл, что потребовалось не мало усилий, чтобы это согнуть пополам. Надо отметить это свойство материала – лепишь теплого и пластичного пластилина, затем помещаешь её в морозилку на 5 мин и получаешь жесткую форму. Но не надо забывать, что несколько минут при комнатной температуре, он снова станет пластичным.
УРА. Уже что-то получилось. Даже самому не верится. Освободив заготовку от пластилина, я сравнил ее с оригиналом: 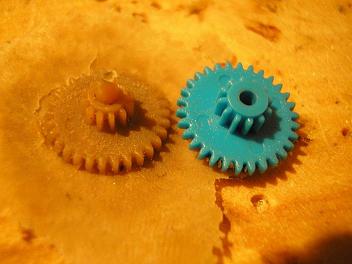
В принципе уже готово, осталось обработать напильником. Напильник этот материал берет с удивительной легкостью, это наводит на мысль, а не слишком ли низкая прочность? Потом проверю…
Зная что стеклонить – это стекло, то мне стало жалко напильник: 
С задней стенки шестерни пришлось снимать порядка миллиметра материала, даже зубцов не было видно:
После напильников и зубочистки получилось следующее:
Просто замечательно! Осталась последняя мелочь, которая может пустить всю работу под откос – отверстие. Оно должно быть идеальным центром шестерни и под идеальным углом. Тут нужен станочек – закрепил шестеренку, навел лазерный прицел и просверлил, но у меня нет такого станка, у меня есть руки. Взял маленькое сверло (диаметром 1.5 мм), руками приставил его к центру (где должна быть дырка) и помаленьку прокрутил сверло. Удивительно легко и просто сверло вошло в материал и сделало насечку – но не по центру – руки кривые. Маленьким ножичком и тем же сверлом я сместил дырку к центру, немного увеличив диаметр отверстия. Я заведомо брал сверло меньшего диаметра чем требуется именно на случай промаха.
Еще немного поработав руками, я взялся за дрель.
Закрепил шестерню в тисках, и просверлил, уже в намеченное отверстие – получил дырку:
Дырка, конечно, получилась немного не под тем углом (я не станок), испытания покажут, на сколько это критично.
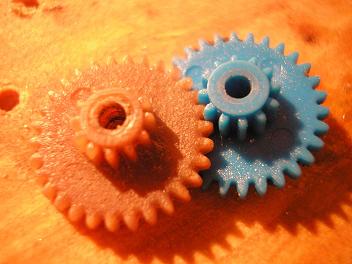
Испытывал я мою шестереночку (как приятно…), надев на вал моторчика. При вращении отклонений от оси я не заметил (обычно видно полупрозрачную копию шестерни, когда она быстро вращается на кривой оси). На шпильке поднес шестеренку-образец (заводскую) и та закрутилась. Никаких отклонений от нормы я не заметил. Проверял обе «подшестерни» на изделии, всё работает как надо (может неровность отверстия мне показалась?). сидел я с моторчиком и шестеренками минут 5 – ждал когда ж моё изделие развалится? Не развалилось!
На прочность другими способами я проверять не стал, а друг развалится? Жалко она же первая – я ее в рамочку и на стенку повешу.
Основные выводы проделанной работы:
1. если получилась шестерня столь малого диаметра, то большие изготовить еще проще.
2. отверстие – тут надо что-то придумать. Можно вставлять шпильку сразу после заливания шпатлевки – надо пробовать.
3. лучше делать большой блин и сразу несколько форм – меньше времени – больше шестеренок.
4. таким образом можно изготавливать не только шестерни, но и другие элементы, к примеру, части кузова, колеса (самодельные литые диски !) и открывать тюнинг-ателье для роботов!
И так, всего за 100 рублей в ближайшем автомагазине я приобрел необходимый материал (автопластилин и автошпатлевку с волокном). Судя по тому, что пластилин легко отчищается от остатков массы, то этот материал практически бесконечен. Количества шпатлевки, на глаз, мне хватит на серийное производство редукторов 🙂 за вечер можно наклепать кучу столь необходимых и редких «штучек».
Всё. Удачи Вам этом очень простом и выгодном мероприятии, Grover.
Послесловие:
Признаюсь честно, это мой первый опыт в изготовлении чего-либо столь сложной и требующей большой точности конструкции как шестеренка. Это мероприятие не провалилось, как я ожидал в начале пути. Дерзайте и у вас все получится, нужно только желание, терпение и – важно – аккуратность!
——————————
Шестерёнка — методика построения для любой CAD системы
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Про моделирование и печать шестеренок здесь написано достаточно. Однако, большинство статей предполагают использование спец. программ. Но, у каждого пользователя есть своя «любимая» программа для моделирования. Кроме того, не все хотят устанавливать и изучать дополнительный софт. Как же моделировать профиль зуба шестерни в программе, где не предусмотрено вычерчивание эвольвентного профиля? Очень просто! Но муторно… 🙂
Нам понадобится любая программа, которая может работать с 2D графикой. Например, ваша любимая программа! Она работает с 3D? Значит и с 2D сможет! 😉 Строим профиль эвольвентного зуба без коррекции. Если кому-то захочется построить корригированный зуб, он может с этим разобраться самостоятельно. Информации полно — и в интернете, и в литературе. Если в вашей шестеренке зубьев больше 17-ти, то вам коррекция не понадобится. Если же зубьев 17 или меньше, то без коррекции возникает «утоньшение» ножки зуба, а при чрезмерной коррекции возникает заострение вершины зуба. Что выбрать? Решать вам.
Определяем делительную окружность шестерни. Зачем это нужно? Чтобы определить межосевое расстояние. Т.е. где у вас будет располагаться одна шестерня, а где другая. Сложив диаметры делительных окружностей шестеренок и разделив сумму пополам, вы определите межосевое расстояние.
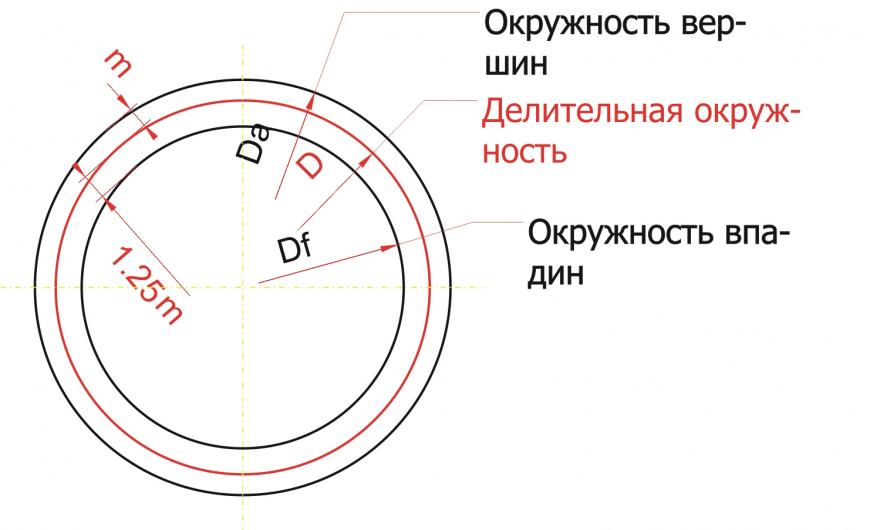
Чтобы определить диаметр делительной окружности нужно знать два параметра: модуль зуба и количество зубьев. Ну, с количеством зубьев – тут всем все понятно. Количеством зубьев на одной и другой шестерне определяется нужное нам передаточное отношение. Что такое модуль? Чтобы не связываться с числом «пи», инженеры придумали модуль. 🙂 Как вы знаете из курса школьной математики: D= 2 «Пи» R. Так вот, что касается шестеренок, там D = m* z, где D – это диаметр делительной окружности, m – модуль, z – количество зубьев. Модуль – величина, характеризующая размер зуба. Высота зуба равна 2,25 m. Модуль принято выбирать из стандартного ряда величин: 1; 1,25; 1,5; 2; 2,5; 3; 4; 5; 6; 8; 10; 12; 16; 20; 25; 32 (ГОСТ-9563). Можно ли придумать «свой» модуль? Конечно! Но ваша шестеренка будет нестандартная! 😉
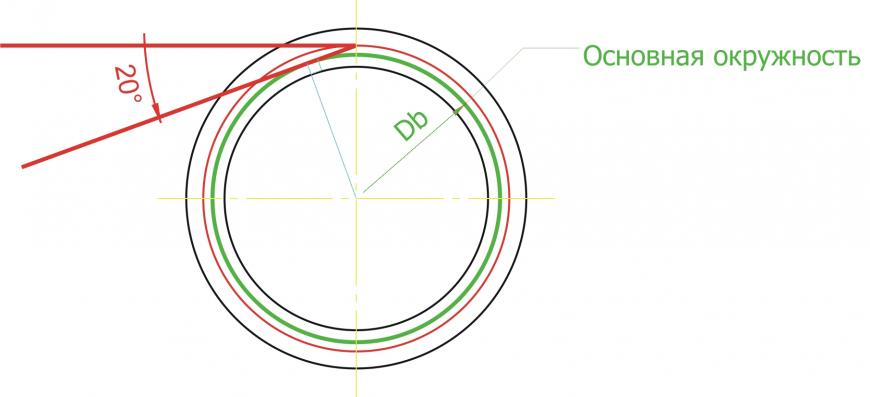
Чертим делительную окружность. У кого нет подходящей «проги», чертит на бумаге, фанере или металле! 🙂 От делительной окружности «откладываем» наружу на величину модуля (m) окружность вершин зубьев. Внутрь откладываем модуль и еще четверть модуля (1,25 m) — получаем окружность впадин зубьев. Четверть модуля дается на зазор между зубом другой шестерни и впадиной этой шестерни.
Строим основную окружность. Основная окружность – это окружность, по которой «перекатывается» прямая линия, своим концом вычерчивая эвольвенту. Формула для расчета диаметра основной окружности очень простая: Db = D * cos a, где а – угол рейки 20 градусов. Эта формула нам не нужна! Все гораздо проще. Строим прямую линию через любую точку делительной окружности. Удобнее взять самую высокую точку, на «12 часов». Тогда линия будет горизонтальная. Повернем эту линию на угол в 20 градусов против часовой стрелки. Можно ли повернуть на другой угол? Думаю, можно, но не нужно. 🙂 Кому интересно, ищем в литературе или интернете ответ на вопрос.
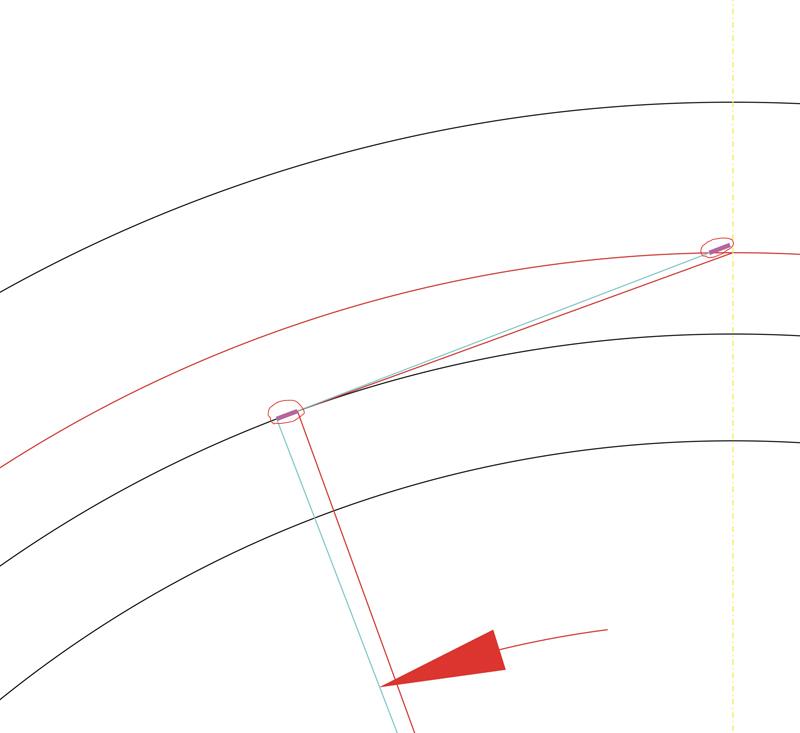
Прямую линию, которую мы получили, будем поворачивать вокруг центра шестерни маленькими угловыми шагами. Но, самое главное, при каждом повороте против часовой стрелки будем удлинять нашу линию на длину той дуги основной окружности, которую она прошла. А при повороте по часовой стрелки наша линия будет укорачиваться на ту же величину. Длину дуги или мерим в программе, или считаем по формуле: Длина дуги = (Пи * Db * угол поворота (в градусах)) / 360
«Прокатываем» прямую линию по основной окружности с нужным угловым шагом. Получаем точки эвольвентного профиля. Чем точнее хотим строить эвольвенту, тем меньший угловой шаг выбираем.
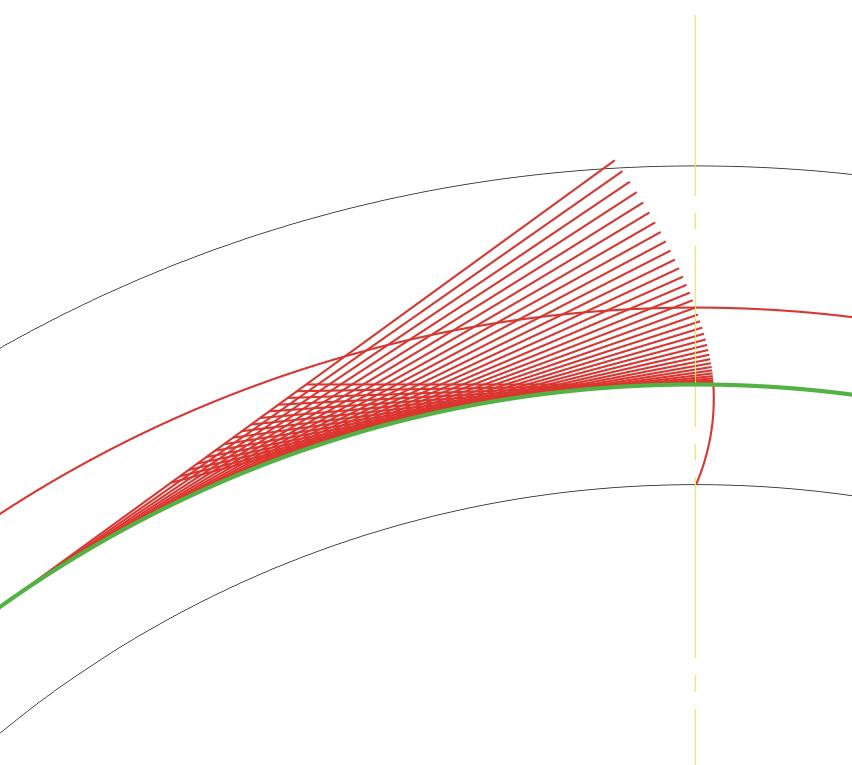
К сожалению, в большинстве программ автоматического проектирования (CAD) не предусмотрено построение эвольвенты. Поэтому эвольвенту строим по точкам либо прямыми, либо дугами, либо сплайнами. При построении эвольвента заканчивается на основной окружности. Оставшуюся часть зуба до впадины можно построить дугой того же радиуса, который получается на трех последних точках. Для 3D печати я рисовал эвольвенту сплайнами. Для лазерной резки металла мне пришлось рисовать эвольвенту дугами. Для лазера нужно создать файл в формате dwg или dxf (для некоторых, почему-то, только dxf). «Понимает» лазер только прямые, дуги и окружности, сплайны не понимает. На лазере можно сделать только прямозубые шестерни.
Делим окружность на такое количество частей, которое в 4 раза больше количества зубьев шестерни. Эвольвенту отзеркаливаем относительно оси зуба и копируем с поворотом нужное количество раз.
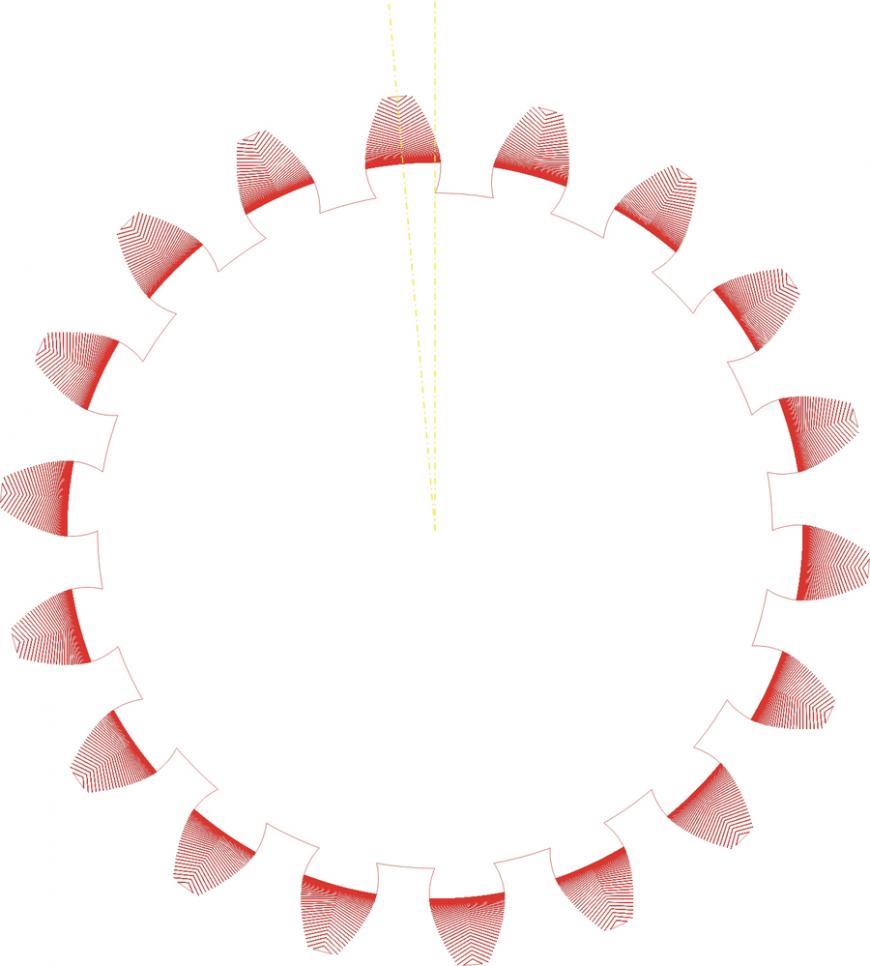
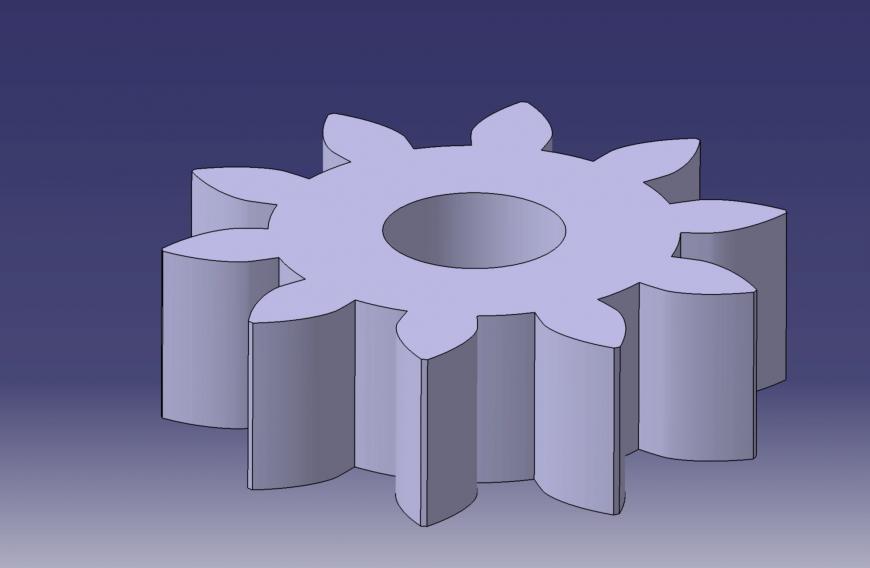
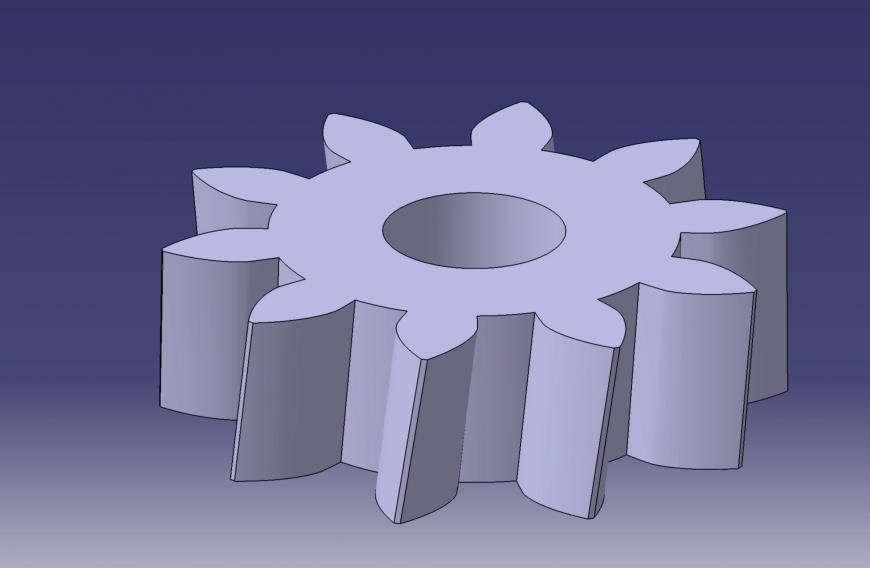
Чтобы получить шестерню в объеме, то задаем толщину и получаем прямозубую цилиндрическую шестерню:
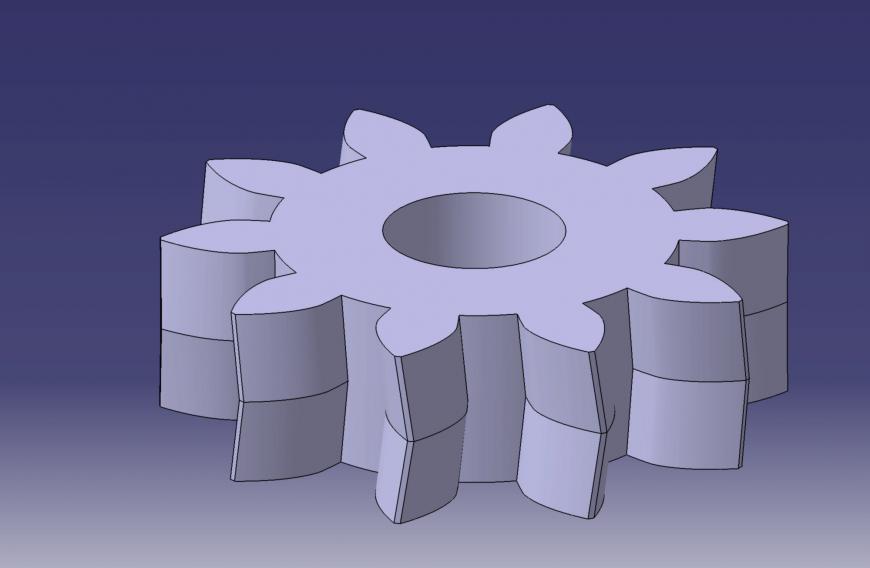
Если нужна косозубая шестерня, то вводим наклон зубьев и получаем:
Для получения шевронной шестерни, нужно отзеркалить косозубую шестерню относительно нужной торцевой поверхности:
Как смоделировать коническую шестерню, придумайте сами. 🙂
К вопросу о точности шестеренок. Те шестеренки, которые я распечатал на 3D принтере, сначала вращались, издавая легкое поскрипывание. Прошло некоторое время, и звук прекратился. Шестеренки «притерлись». 🙂
После модернизации принтера, шестеренки не печатал. Возможно, сейчас они напечатаются более точно, и не будут скрипеть.
Для вакуумной машины смоделировал пару – «шестерня-рейка». Их вырезали на лазере:
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Изготовление зубчатых шестерен
При создании самых различных механизмов могут применяться шестерни и зубчатые колеса. Их геометрические особенности определяют возможность обеспечения надежного зацепления для передачи усилия. Технология изготовления зубчатых колес характеризуется достаточно большим количеством особенностей, среди которых отметим использование специального оборудования. Если изготовление шестерен проводится без учета особенностей геометрических особенностей, то существенно снижается качество получаемого соединения для передачи вращения.

Конструкция зубчатого колеса
Встречается просто огромное количество разновидностей шестерен, все они характеризуются своими определенными особенностями. Среди конструкционных особенностей отметим следующие моменты:
- При изготовлении цилиндрических и конических шестерен с прямым зубом рабочая часть создается заодно целое с валом. Это связано с тем, что размеры конструкции существенно уменьшаются. За счет создания такой конструкции можно получить деталь с высокой точностью и износостойкостью.
- Встречаются и шестерни насадного типа. Они весьма распространены в случае, когда диаметр рабочей части большой. За счет установки насадного варианта исполнения есть возможность проводить обслуживание конструкции.
- При диаметре менее 500 мм изделие получается методом ковки и отливки, а также при применении технологии сварки. Вариант исполнения более 500 мм изготавливаются методов отливки и сварки.
- Клепанные или свертные колеса могут устанавливаться в случае, если есть необходимости в экономии используемого материала.
Наибольшее распространение получили зубчатые колеса цилиндрического типа.
Конструктивными особенностями подобного варианта исполнения можно назвать:
- В качестве заготовки применяется диск определенной толщины.
- В центральной части есть посадочное отверстие с прорезью для шпонки. Как правило, оно имеет достаточно большую кайму.
- Рабочая часть представлена зубьями, которые могут быть расположены прямо или под углом. При этом геометрия зуба может существенно отличаться, все зависит от области эксплуатации.

Изготовление цилиндрических зубчатых колес проводится при применении специального оборудования. Примером можно назвать зубонарезные станки, которые работают по методу обкатки. Стоит учитывать, что процесс изготовления конических зубчатых колес существенно отличается.
Основные способы изготовления
Заготовки для рассматриваемых изделий получаются методом ковки или литьем, в некоторых случаях при применении технологии резания. Технологический процесс изготовления зубчатого колеса довольно сложен, так как нужно получить рабочую поверхность сложной формы с определенными геометрическими параметрами. Проводится нарезание косозубых колес и других изделий при использовании двух основных технологий:
- Метод копирования предусматривает фрезерование, при котором прорез между впадинами зубьев образуются при применении, дисковых, модульных или концевых фрез. После образования каждой впадины заготовка поворачивается ровно на один зуб. Сред особенностей подобной технологии можно отметить то, что форма применяемого режущего инструмента повторяет форму впадины.
- Метод обкатки сегодня встречается намного чаще. В этом случае механическая обработка предусматривает имитирование зацепления зубчатой пары, одним элементом которой становится червячная фреза. При изготовлении инструмента используется металл повышенной прочности, за счет чего и происходит резка. Обработка методом копирования предусматривает применение не только червячной фрезы, но также и долбяка и гребенки.

Довольно большое распространение получили червячные фрезы. Подобный инструмент представлен рейкой, на момент работы заготовка вращается вокруг своей оси. Применяется инструмент для изготовления исключительно шестерен с внешним расположением зубьев.
Гребенки используются для нарезания прямых и косых зубьев с большим модулем зацепления. Стоит учитывать, что поверхность инструмента может быстро изнашиваться.
Технология накатывания используется для получения больших зубчатых колес, а также крупных партий. В подобном случае проводится горячее накатывание, за счет нагрева степень обрабатываемости материала повышается. Венец получается методом выдавливания. Для существенного повышения точности может проводится механическая обработка.

Изготовление вал шестерней также должно проводится с учетом условий эксплуатации. На этот элемент оказывается высокая нагрузка, поэтому в качестве основы применяется заготовка из каленой стали высокой прочности. Шестерня зубчатая, изготовление которой проводится с учетом диаметра вала, насаживается методом прессования, фиксация обеспечивается шпонкой.
Подготовка чертежей
Процесс изготовления начинается с непосредственной подготовки чертежа. В этом случае производство существенно упрощается, существенно повышается точность получаемого изделия. При разработке чертежа указывается следующая информация:
- Диаметр посадочного отверстия. Для шестерен изготавливаются соответствующие валы, которые имеют определенный посадочный диаметр. Этот показатель стандартизирован, выбирается в зависимости от размеров изделия и величины предаваемого усилия.
- Размеры шпонки. Шпоночное отверстие может быть самым различным, размеры выбираются в зависимости от того, какие будут оказываться нагрузки. Стоит учитывать тот момент, что размеры шпонок стандартизированы.
- Модуль. Этот параметр считается наиболее важным, так как ошибочный модуль может снизить эксплуатационные характеристики механизма.
- Наружный и внутренний диаметр, определяющие размер зуба. Стоит учитывать, что этот элемент изделия характеризуется достаточно большим количеством особенностей.
- Угол расположения зуба относительно оси вращения. Выделяют шестерни с прямым и косым расположением зуба.
Изготовление шестерен любых размеров возможно только при применении специальных станков, которые предназначены для решения поставленной задачи.
Технологические задачи при производстве рассматриваемого изделия могут существенно отличаться. Важными моментами можно назвать следующее:
- Точность размеров. Наиболее точными размерами обладает отверстие, которое выступает в качестве посадочного для вала. В большинстве случаев его изготавливают по 7-му квалитету в случае, если к изделию не предъявляются больше требования.
- Точность формы. В большинстве случаев при изготовлении шестерен особые требования к точности формы не предъявляются. Однако, посадочное отверстие должно быть расположено в центральной части изделия, так как даже несущественно смещение может привести к отсутствию возможности использования изделия.
- Точность взаимного расположения. Больше всего требований предъявляется к тому, каким образом зубья и другие конструктивные элементы расположены относительно друг друга. При нарушении геометрической формы есть вероятность появления эффекта биения и других проблем при эксплуатации изделия.
- Твердость рабочей поверхности. Основные требования связаны с твердостью рабочей поверхности. Шестерни постоянно находятся в контакте, сила трения может стать причиной быстрого износа поверхности. Для получения требуемого показателя твердости проводится термическая обработка. Рекомендуемый показатель составляет HRC 45…60 при глубине цементации 1-2 мм. Как показывают проведенные исследования, твердость незакаленной поверхности составляет HB 180-270.
- Выбор подходящего материала также имеет значение. В зависимости от области применения изделия они могут изготавливаться из углеродистых, легированных сталей и пластмассы, в некоторых случаях чугуна. Легированные в сравнении с углеродистыми характеризуются большей прокаливаемостью, а также меньшей склонностью к деформации. Применяемые материал должен характеризоваться однородной структурой, за счет чего существенно повышается прочность после проведения термической обработки. При изготовлении высокоточных изделий проводится чередование механической и термической обработки.


Все основные параметры определяются на момент создания технологической карты. Самостоятельно создать карту достаточно сложно, так как для этого нужно обладать соответствующими навыками и знаниями.
Необходимые инструменты
Для проведения рассматриваемой процедуры требуется специальный режущий инструмент, которые позволяет проводить снятие требуемого количества материала. Довольно большое распространение получили следующие:
- Если изготовление зубчатых колес проводится при применении технологии обкатки, то требуется эвольвентное зубчатое колесо, изготавливаемое при применении твердого и износостойкого материала.
- Нарезка зубьев методом копирования проводится червячной фрезой. Она характеризуется определенной геометрией, которая позволяет получить впадины с заданными параметрами.
Также может устанавливаться пальцевая модульная фреза, которая устанавливается в специальном фрезеровальном оборудовании. Можно приобрести модульные фрезы для нарезания зубчатых колес, изготавливаемые при применении износостойких материалов.

Технологический процесс
Процесс изготовления шестерни на крупных производственных линиях максимально автоматизирован. Классический техпроцесс характеризуется следующими особенностями:
- Для начала определяются основные параметры изделия, к примеру, число зубьев, модуль и степень точности геометрических размеров.
- Следующий этап заключается в проведении заготовительной процедуры. Чаще всего проводится штамповка при использовании горизонтально-ковочной машины.
- Для повышения эксплуатационных характеристик выполняется нормализация. Подобная термическая обработка позволяет снизить напряжения внутри материала.
- Токарно-винторезная процедура позволяет получить заготовку требующихся размеров. Для этого выполняется точение поверхности и расточка фасок.
- После механической обработки прямозубых шестерен выполняется повторно нормализация.
- Заготовка подвергается зубофрезерной обработке. Для этого применяется полуавтомат 5306К или другое подобное оборудование.
- Следующий шаг заключается в слесарной обработке. Технологический процесс определяет появление заусенец и других дефектов, которые устраняются при применении полуавтомата 5525. На линиях с низкой производительностью зачистка проводится ручным методом.
- После получения зубьев выполняется термическая обработка, для чего часто применяется установка ТВЧ. Закалка позволяет существенно повысить твердость поверхности и ее износостойкость.
- Шлифование поверхности. Для получения поверхности требуемого качества выполняется шлифовка. Есть довольно больше количество различного оборудования, которое подходит для шлифования самых различных поверхностей.
- Большое распространение получили насадные шестерни. Они устанавливаются на валу, могут быть больших и малых размеров. Фиксация насадного варианта исполнения проводится за счет шпонки. Получить шпоночный паз можно при применении долбежного станка.
- Зубошлифование также проводится при применении специальных станков.
Стоит учитывать, что изготавливают пластиковые шестерни при применении только одного станка. Это связано с высокой степенью обрабатываемости пластика.
В заключение отметим, что процедура зубофрезервания достаточно сложна, предусматривает применение специального оборудования.
Отливаем самодельную шестерню из алюминия вместо пластмассовой в закладки 3

Данный мастер-класс научит вас делать копии несложных деталей из алюминия. В нашем случае сломалась приводная шестеренка для откатных ворот. В заводском исполнении она сделана из пластика. Ей и займемся.

Нам понадобятся:
- Секундный клей.
- Пластилин.
- Желатин.
- Глицерин.
- Воск.
- Гипс.
- Самоклеящийся уплотнитель.
- Алюминий (в виде любого ненужного лома).
Все необходимое покупается в хозяйственном, продуктовом и строительном магазинах. Стоит не дорого и всегда есть в наличии. Из инструментов и прочего нужны различные металлические емкости или кастрюли, газовая плита и горн.
Процесс изготовления
Приступим к самому процессу. Берем части расколотой шестеренки и склеиваем секундным клеем.

Все технические полости в ней заполняем пластилином, чтобы проще было отливать деталь.


Затем высыпаем в кастрюлю желатин и разбавляем его глицерином. Растапливаем на водной бане до однородной массы. Когда желатин готов, помещаем деталь в небольшую емкость и заливаем получившейся массой.

Даем некоторое время на застывание. Далее делаем небольшие надрезы, чтобы извлечь шестерню. Первая форма готова.

Теперь необходимо расплавить воск и отлить из него деталь.

Когда деталь готова обязательно сравните ее размер с исходной.

У нас вышла чуть меньше, чем должна быть. Вопрос был решен оконным уплотнителем. Нужно наклеить его на зубья шестерни и срезать лишнее.


Дальше повторяем предыдущие шаги. Плавим желатиновую форму и опять заливаем деталь, извлекаем ее и заливаем воск. Теперь получилось точно по размеру.


Следующим шагом разводим гипс и в металлической емкости и заливаем им деталь из воска. Даем гипсу застыть и прокаливаем емкость в горне, чтобы убрать из нее воск.


Мы пробовали выплавить воск из гипса в духовке, но до конца это сделать не получилось, что плохо сказалось на качестве конечной детали.


Когда гипсовая форма готова, плавим алюминий в горне.

Расплавленный метал заливаем в гипс, охлаждаем в воде и получаем готовую деталь.

В целом выглядит неплохо, но требует небольших доработок.


Для этого достаточно напильника и ножовки по металлу.


Токарный станок облегчит обработку, но его наличие не обязательно.

Все что осталось сделать после обработки детали, это установить шестерню на свое место.


Не забывайте смазывать движущиеся и трущиеся детали механизма. Так они прослужат намного дольше.

Важный момент! При заливке металла в гипсовую форму будьте предельно осторожны. Если гипс высох не до конца, то при сильном разогреве от заливаемого металла вода начнет быстро испаряться. Это приведет к тому, что форма начнет «плеваться» паром и мелкими капельками раскаленного метала.
Заключение
В наши дни зачастую используются пластиковые детали в высоконагруженных механизмах. Это хитрый маркетинговый ход, который вынуждает нас раскошелиться на дорогостоящие детали. Новая шестерня из алюминия проста в изготовлении, прослужит намного дольше и существенно сбережет ваш бюджет.
