Самодельные струбцины для сварки своими руками
Изготовление столярных струбцин для сварки своими руками
 Струбцина — это универсальный инструмент, без которого не может обойтись ни один мастер. На рынке стоимость такого приспособления довольно велика, поэтому струбцина, изготовленная своими руками, будет оптимальным вариантом для проведения работ с деревом и металлом. Процесс изготовления не потребует много материалов и финансовых затрат.
Струбцина — это универсальный инструмент, без которого не может обойтись ни один мастер. На рынке стоимость такого приспособления довольно велика, поэтому струбцина, изготовленная своими руками, будет оптимальным вариантом для проведения работ с деревом и металлом. Процесс изготовления не потребует много материалов и финансовых затрат.
Разновидности и принципы работы
Существует два основных типа струбцин: для столярных работ и работ с металлом. Возможно использовать металлические струбцины для работы с деревом, но постоянно придётся подкладывать прокладки под губки, иначе изделие будет испорчено. В столярных работах довольно часто приходится использовать угловые струбцины — будь то стягивание двух рамок, где важным аспектом является выдержать угол 90 градусов, или сборка входных и межкомнатных дверей. При склеивании основной рамы двери без струбцин не обойтись. В интернете можно найти большое разнообразие вариантов изготовления струбцин своими руками, чертежи также присутствуют. Вот самые распространенные варианты.
Чертеж самодельной столярной струбцины изображен на рисунке.
Для сборки необходимы: упоры, блок зажимы, подвижные блоки и планки, которые можно сделать из фанеры 3/4, а верх и низ можно изготовить из фанеры толщиной 1,2 мм. Угловая струбцина собирается довольно легко, а фанера не будет царапать поверхности дерева пластика и других поверхностей. Материала понадобится довольно мало, что существенно снижает цену изделия. Столярный вариант самодельной струбцины отличается простотой конструкции и обеспечивает хорошее сжатие деталей между собой. Сделать инструмент можно из подручных материалов:
- Два бруска толщиной 4-5 см, длину можно подбирать в зависимости от поставленных задач.
- Две мебельные гайки.
- Две шпильки.
- Гайки-барашки под шпильки.
 Брускам необходимо придать форму своеобразных клещей. Это можно сделать электролобзиком или обычной пилой по дереву. Затем бруски прислоняются друг другу, и в них просверливаются два отверстия. Шпильки вкручиваются в мебельные гайки и контрятся. Сжатие двух деревянных планок происходит при помощи барашков. Щечки изделия необходимо делать из мягких пород древесины — для того чтобы во время сжатия не повредить поверхность.
Брускам необходимо придать форму своеобразных клещей. Это можно сделать электролобзиком или обычной пилой по дереву. Затем бруски прислоняются друг другу, и в них просверливаются два отверстия. Шпильки вкручиваются в мебельные гайки и контрятся. Сжатие двух деревянных планок происходит при помощи барашков. Щечки изделия необходимо делать из мягких пород древесины — для того чтобы во время сжатия не повредить поверхность.
Большой популярностью среди столяров пользуются ленточные струбцины. С их помощью можно сжимать крупногабаритные объекты. Последовательность изготовления выглядит следующим образом.
Этот вид обеспечивает сильное сжатие, а материал для сборки наверняка найдется в каждой мастерской.
Изготовление угловой струбцины
 Угловая струбцина также широко применяется для сварочных работ. Практически любые работы со сваркой подразумевают соединение деталей под определенным углом и удержание их в неподвижном состоянии. Когда сварщик варит, в одной руке у него находится держатель с электродом, а в другой маска, поэтому угловые струбцины значительно упростят работу с изделием. В магазинах цена таких приспособлений может достигать 2 тыс.р. и больше.
Угловая струбцина также широко применяется для сварочных работ. Практически любые работы со сваркой подразумевают соединение деталей под определенным углом и удержание их в неподвижном состоянии. Когда сварщик варит, в одной руке у него находится держатель с электродом, а в другой маска, поэтому угловые струбцины значительно упростят работу с изделием. В магазинах цена таких приспособлений может достигать 2 тыс.р. и больше.
Поэтому наилучшим вариантом будет изготовление струбцины из металла своими руками. Это не только сэкономит деньги, но и позволит сделать инструмент любого размера и добавить некоторые изменения в конструкцию. Чертежи угловой струбцины приведены на рисунке.
Для этого необходимы: полоски металла толщиной 8-10 мм. Для фиксации металлических элементов нужно взять уголок 40 на 40 мм или 50 на 50 мм. Крепить уголки между собой можно болтовым соединением или просто сварить, что обеспечит им необходимую жесткость. Для прижимного устройства нужно сварить между собой 3-4 гайки, но наилучшим вариантом будет изготовить кронштейн с резьбовым отверстием толщиной 30-40 мм. Для перемещения зажимного механизма необходимо сделать направляющие. При помощи дрели просверлить отверстие, в него вставить болт и закрутить его гайкой.
Следующая модификация отличается простотой, но готовый инструмент необходимо закрепить на верстаке — для удобства. Струбцина состоит из двух уголков и двух планок из листового металла. Для быстрозажимной конструкции понадобятся два уголка 70 на 70 или 50 на 50, в зависимости от габаритов металла. Если метал крупногабаритный, то уголки желательно взять побольше. Еще понадобятся 2 стальных шпильки, которые будут выполнять роль зажимов, 6 гаек и 2 или более пластины из листового металла.
Два уголка сварить между собой под 90 градусов, расстояние между ними можно усилить планками металла или теми же уголками. Теперь в середине каждого уголка необходимо приварить по одному кронштейну.
Далее следует нарезать резьбу или просто просверлить отверстие и приварить гайку, в которую будет вкручиваться шпилька, фиксирующаяся заготовки. На конце шпильки приварить гайки, предварительно сварив их между собой.
Трубная конструкция
 Профессионалам или сварщикам-любителям довольно часто приходится работать с различными диаметрами труб. Для сварки двух труб необходимо точно сопоставить две трубы. С их помощью не только можно сэкономить время, но и довольно быстро выставить соосность труб и сделать прихватки. Существует большой выбор струбцин такого типа в строительных магазинах, но, как правило, такие изделия довольно слабые, а те, которые хорошего качества, стоят больших денег.
Профессионалам или сварщикам-любителям довольно часто приходится работать с различными диаметрами труб. Для сварки двух труб необходимо точно сопоставить две трубы. С их помощью не только можно сэкономить время, но и довольно быстро выставить соосность труб и сделать прихватки. Существует большой выбор струбцин такого типа в строительных магазинах, но, как правило, такие изделия довольно слабые, а те, которые хорошего качества, стоят больших денег.
Поэтому лучшим вариантом будет сделать их самостоятельно. В хозяйстве желательно иметь несколько видов струбцин, в зависимости от диаметра труб. Для изготовления первого варианта понадобятся два куска П-образного профиля, две гайки и два болта.
Последовательность изготовления:
- Отпилить два куска П-образного профиля примерно 20-40 см и сварить их под углом 90 градусов, как показано на рисунке.
- Для того чтобы не нарезать резьбу в отверстиях, можно просто приварить сверху отверстия гайку.
- Ширину профиля можно выбирать в зависимости от диаметра трубы, с которой будет вестись работа, а болты и гайки наверняка найдутся в каждой мастерской.
Конструкция довольно проста и не требует для изготовления специальных навыков. Такой же вариант можно сделать и для сварки труб «стык встык»: для этого нужно взять П-образный прямой профиль длиной от 1м до 2м, прикрутить к верстаку и сделать аналогичные зажимы, которые были в предыдущей версии.
Универсальный вариант
Если приходится сваривать трубы под разными углами, то этот вариант будет предпочтительным. Для изготовления понадобятся 2 уголка 70 мм на 70 мм, 2 планки толстого металла 7-10 мм (можно толще) 3 болта м17 и 5 гаек.

Концы планок обрезать под 45 градусов, затем приварить к уголкам. Предварительно просверлить отверстия на концах планок и скрепить их болтом. Как показано на картинке, к основным уголкам приварить куски уголков шириной от 5 до 7 см.
Затем в кусках уголков просверлить отверстия и с каждой стороны приварить по одной гайке. Такая конструкция струбцин хороша тем, что есть возможность сваривать трубы под любым углом, достаточно открутить гайку на планках и выставить нужный угол, а болты которые вкручиваются сверху в струбцины, обеспечат надежный крепеж трубы. Такую конструкцию можно зажать в тисках которые имеются в каждой мастерской, предварительно выставив угол. Если необходимо варить трубы с большим диаметром, то уголки берутся толще.
Быстрозажимный способ
Если обычную винтовую струбцину необходимо закручивать и тратить время, то быстрозажимная сможет прижать две поверхности очень быстро. Необходимые элементы:
- Фанера 3 или 4 мм.
- Пружины (чем жёстче будут использоваться пружины тем сильнее будет прижим).
- Небольшой кусок фанеры 1,5 или 2 мм, для изготовления шаблонов.
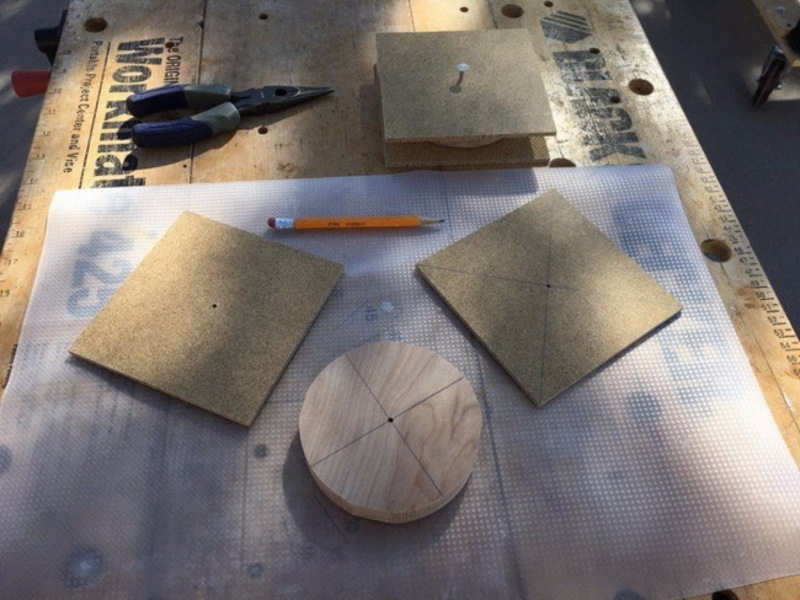
Для начала вырезать готовые детали по шаблонам.Затем в заготовке под номером 1 сделать вырезы ручным фрезером.
Следующим шагом будет подготовка стальной планки, по которой будет перемещаться движущая часть. Ее можно вырезать из листового металла толщиной 5-7 мм.
Затем собрать сам механизм, для этого понадобятся пружины и две стальные планки с прорезями посередине, которые довольно легко можно прорезать болгаркой. Собрать механизм, как показано на рис. 10.
Вставить курок и сверху положить вторую половину детали. Просверлить отверстия и скрепить две половинки между собой. Изготовить фиксированные губки из листового металла, как показано на рис. 11.
 Приварить неподвижную часть губок на предварительно приготовленную планку длиной 50 см и шириной 3 см. На сами губки необходимо изготовить деревянные наконечники, для того чтобы во время зажима не царапать изделие.
Приварить неподвижную часть губок на предварительно приготовленную планку длиной 50 см и шириной 3 см. На сами губки необходимо изготовить деревянные наконечники, для того чтобы во время зажима не царапать изделие.
Все детали из дерева можно пропитать суперклеем для увеличения срока службы инструмента. Конечный вариант выглядит следующим образом:
Этот вид струбцины очень удобен и позволяет сжимать довольно большие детали между собой, а усилие сжатия может доходить до 400 кг.
Таким образом, для фиксаций различных деталей в неподвижном состоянии и при сварочных работах подойдут струбцины различных типов, которые сделают работу более комфортной.
Originally posted 2018-07-04 08:29:57.
Варианты сварочных струбцин своими руками
Сборка струбцин своими руками из металла или фанеры. Конструктивные особенности, область применения фиксатора. Преимущества использования угловых струбцин для сварочных работ.

Даже несложные сварочные работы требуют профессионального отношения к делу. Для получения соединений максимально возможного качества в большинстве случаев необходимо использование специальных приспособлений. К их числу относятся угловые струбцины для сварки, которые можно собрать из металла своими руками. Применение фиксатора позволяет надежно фиксировать соединяемые заготовки, что ускоряет и облегчает процесс получения сварочного шва. Для изготовления потребуется нехитрый набор инструментов, подручные материалы и готовые чертежи струбцин, в соответствии с которыми будет выполняться работа.

Устройство угловой струбцины для сварки
Струбцина – это своеобразные угловые тиски универсального применения, служащие для фиксации металлических заготовок перед сваркой в удобном положении под требуемым углом. В зависимости от способа закрепления детали могут применяться приспособления, отличающиеся конструкцией, формой и размерами.
Опытные сварщики всегда пользуются несколькими типами струбцин, так как в процессе работы может возникнуть потребность в соединении заготовок различной конфигурации.
Серийно выпускается множество моделей угловых струбцин, предназначенных для выполнения определенных работ. Например, для устройства трубопровода может одновременно использоваться несколько приспособлений, устанавливающих свариваемые элементы под углами 15, 30, 45 или 90 градусов. Без применения зажима точно установить детали затруднительно, особенно для работ, требующих высокой точности.
Конструкция угловых струбцин для сварки обладает следующими особенностями:
- Губки прижимных элементов имеют большую толщину, что позволяет увеличить жесткость соединения заготовок, исключить выгибание сварочного шва.
- Дополнительное использование зажимных винтов предотвращает спаивание участка угловой струбцины с резьбой при разбрызгивании расплавленного металла. Это способствует увеличению срока службы сварочного оборудования.
- При производстве электродной сварки под определенным углом применение зажима позволяет расширить рабочую зону.
Конструкция струбцины состоит из двух элементов:
- подвижной части с зажимным винтом, предназначенным для регулирования степени прижатия заготовок;
- рамы.
Передача усилия на зажимные плоскости, а от них – на фиксируемые детали осуществляется посредством Т-образных рукоятей. Выплавленные из чугуна скобы способны выдержать любые температуры, образуемые при выполнении сварки.
Выбирая угловую струбцину, в первую очередь следует ориентироваться на вид предполагаемых работ:
- приспособления G-образной формы больше подходят для крепления заготовок небольшой толщины;
- F-зажимы, оснащенные регулируемым прижимным механизмом, используются для обработки деталей внушительных размеров.
Угловые быстрозажимные струбцины могут устанавливаться в гаражах, небольших мастерских и цехах на рабочих столах и верстаках с ровной поверхностью.
Способы изготовления своими руками
Конструкция из фанеры
Независимо от конструкции основное предназначение приспособлений – жесткий зажим заготовок для их последующего сваривания либо наплавления поверхности. Угловые фиксаторы, изготовленные из фанеры, позволяют соединять как металлические детали, так и заготовки из дерева.

- пара брусков из твердых сортов древесины толщиной 25 мм;
- лист фанеры толщиной не менее 12 мм;
- крепежные элементы: шпильки, саморезы;
- ножовка либо лобзик;
- дрель.
Из фанерного листа вырезается квадрат размером сторон 250 или 300 мм, к которому под прямым углом прикрепляются бруски.

Угол следует установить максимально точно, так как от него в будущем будет зависеть правильное закрепление заготовок относительно друг друга.
Сначала бруски следует приклеить, дождаться схватывания клея и прозенковать дрелью. В полученные отверстия вкручиваются саморезы или иные крепежные детали. От центра колодок необходимо провести перпендикулярные линии, вдоль которых будут перемещаться винтовые шпильки.
Также требуется подготовить подвижные бруски, которые соединяются со шпилькой. При вкручивании ее деталь будет придвигаться к угловой колодке.

При изготовлении угловой струбцины из массивного материала, например ДСП, для брусков следует подобрать материал большей толщины.
Конструкция из металла

Для изготовления основания потребуется листовой материал толщиной 8–10 мм. Для закрепления можно применить уголок соответствующего размера. Соединение элементов удобно выполнять электросваркой.
- Для винтового зажимного механизма между собой свариваются две гайки. Кронштейн с находящимся в центральной части резьбовым отверстием изготавливается высотой 30–40 мм. Для крепления рекомендуется использовать болтовое соединение, которое можно легко заменить при срыве резьбы.
- Особого внимания требует взаимное размещение прижимных губок. Необходимо идеально выставить прямой угол, так как при выполнении сварочных работ добиться их приемлемого качества будет невозможно. Сначала к зажиму приваривается один уголок, на него накладывается другой. Полученная конструкция плотно сжимается и приваривается на скобу.
- К боковым плоскостям фиксатора крепятся направляющие, обеспечивающие перемещение основания. По линии биссектрисы прижимного приспособления прорезается паз размером 8–10 мм.
- В верхнее основание струбцины закручивается болт. Резьба его не должна доходить до головки, что обеспечит свободное передвижение оснований относительно друг друга.

Пользуетесь ли вы струбциной дома или на работе? Изготовили вы ее своими руками или приобрели готовую в строительном магазине? С какими трудностями и особенностями выполнения сварки вы столкнулись при использовании приспособления? Поделитесь, пожалуйста, своим опытом в комментариях.
Делаем угловую струбцину своими руками

Сварочный процесс отличается трудоемкостью и большой затратой времени. Для того, чтобы облегчить и ускорить работу, существуют такие специальные приспособления, как уголки, упоры и струбцины. В данной статье мы поговорим про угловые струбцины для сварки и о том, как их можно сделать в домашних условиях.
Что такое струбцина?
Струбцина представляет собой универсальное приспособление, которое служит для закрепления металлических конструкций определенным образом, что существенно упрощает сварочный процесс. Тиски угловые позволяют закрепить металлоконструкцию под определенным углом в необходимом и — что не менее важно — в удобном положении для работы. Конструкции струбцин могут быть разнообразные в зависимости от того, как именно необходимо закрепить деталь. Они могут быть разных размеров и форм. Всегда полезно иметь под рукой несколько вариантов струбцин, так как во время работы может понадобиться скрепление деталей различной конфигурации.
Конструкция
Существует огромное количество струбцин, которые отличаются друг от друга формой, размерами, стоящей перед ними задачей. К примеру, струбцина для работы с трубами предназначена для сварки последних под различными углами, к примеру, 90 градусов. Без применения зажимов соблюдение точного угла при работе будет затруднительным. Угловые струбцины производятся разного вида, исходя из ширины скрепляемых труб и угла, под которым эти трубы будут свариваться.

Угловые зажимы отличаются по следующим признакам:
- толщина губок. Чем больше толщина прижимных губок, тем надежнее зажимаются трубы и сварочный шов не выгибается и не выламывается.
- материал изготовления прижимных винтов. Во время сварочных работ расплавленный металл может разбрасываться во все стороны, прижимные винты не исключение. При попадании расплавленного металла на резьбу винта может произойти спайка, что приведет резьбу в негодность. Чтобы этого избежать, делают омедненные винты. Медь не позволяет брызгам застывать на поверхности винта, тем самым сохраняя его работоспособность.
- рабочая поверхность. Струбцина может увеличить рабочую зону при работе электродом под определенным углом.
Угловые тиски для сварки труб состоят из подвижной и основной частей. Для регулирования степени сжатия подвижная часть оснащается винтом. С его помощью можно регулировать расстояние между прижимными губками и деталью. Подвижность конструкции обеспечивает работу с деталями различной формы и сечения.
При выборе струбцины следует обращать внимание на вид выполняемых работ. К примеру G — струбцины используются при работе со стальными деталями малой толщины. Для работы с деталями большой толщины следует применять F — струбцины.
Угловая струбцина своими руками
Стоимость фиксатора на рынке велика, поэтому есть смысл сделать угловую струбцину для сварки своими руками. Для многих эта задача будет посильной, ведь такой фиксатор можно сделать даже из мусора, который годами лежит в сарае и который по-хозяйски просто жалко выбрасывать.
Угловые струбцины просты в своей конструкции, что позволяет сделать их даже в домашних условиях.
Первым делом следует выполнить набросок или чертеж фиксатора, нанести на него основные размеры, это поможет при дальнейшей работе. При выборе материала следует обращать внимание на железо. Железо — самый оптимальный вариант.

- Для того, чтобы сформировать основание, необходим листовой металл от 8 до 10 миллиметров. Для фиксации можно использовать уголок нужного размера. Соединение намного лучше производить электросваркой.
- Делаем винтовой зажим. Можно взять две гайки и сварить их между собой. Кронштейн с центральным резьбовым отверстием делается в пределах 30 — 40 миллиметров. Крепление лучше делать на болтах, чтобы была возможность его поменять в случае срыва резьбы.
- Важно уделить большое внимание расположению зажимных губ. Угол должен быть соблюден идеально, иначе желаемый угол 90 градусов при работе выходить не будет. Сначала следует приварить один уголок к зажиму, к которому накладывается второй уголок. После все это прижимается и приваривается к скобе.
- По боковым поверхностям струбцины нужно установить направляющие, чтобы внутреннее основание могло перемещаться. По биссектрисе изготавливаемого фиксатора вырезается паз в пределах 8 — 10 миллиметров
- Далее необходимо в верхнее основание изготавливаемого прижимного устройства закрутить болт. Лучше, чтобы резьба на болте не доходила до его головки, это позволит свободно перемещаться основаниям по отношению друг к другу.

Можно изготовить более подвижный вариант струбцины, где прижатие свариваемых деталей будет происходить не только под углом 90 градусов. Угол прижатие можно будет регулировать.
В заключение
Исходя из вышесказанного, применение струбцин может облегчить работу сварщика, избавляя его от постоянной надобности подгонять соединяемые детали несколько раз подряд. Тиски угловые несложно сделать дома, что позволит сэкономить деньги на их покупке. Самодельные фиксаторы ни в чем не уступают фабричным моделям и вполне способны составить им конкуренцию.
Угловая струбцина своими руками

Чтобы зафиксировать угол между деталями конструкции, мастера применяют угловые струбцины. Приспособление такого типа не обязательно покупать в магазине – его можно сделать своими руками.
Что это за инструмент
Вы можете прилично сэкономить, если изготовите данное устройство своими руками, угловая струбцина особенна тем, что благодаря наличию специальных монтажных отверстий она может быть закреплена на верстаке. Приспособление используется обычно, чтобы фиксировать детали рамы, уголков, других похожих конструкций. Инструментом часто пользуются, когда собирают мебель. Угловая струбцина несомненно пригодится плотникам, токарям, слесарям, сварщикам. Она будет полезна и в домашней мастерской.
Как сделать струбцину самостоятельно
В магазине такой инструмент стоит немалых денег, к тому же домашний мастер с таким инструментом одного размера будет ограничен в своей работе. Из-за этого многие умельцы берутся делать угловую струбцину своими руками.
Чертежи угловой струбцины

Первый этап
Это приспособление визуально делится на две части – основание и прижимную часть.
Сначала нужно изготовить основание – для этого берем профильную трубу 25х60, как на фото.

Сперва можем собрать на прихватках, потом целиком провариваем швы и тщательно зачищаем болгаркой.

Далее нужно взять ту же профтрубу, отрезать два отрезка по 160 мм, и приварить их по краям. Варим только с внешней стороны и с торцов, поскольку с внешней стороны будет прижата заготовка, шов может мешать.
Внешние и внутренние прижимы нужно располагать точно под прямым углом друг к другу. Когда сварка будет закончена, нужно убедиться, что прижимы не сдвинуты.

После этого переходим к изготовлению крепления для прижимной части.
Нужно отрезать часть трубы 40х40 и длиной 30 мм, и срезать одну сторону, сделав буквой “П”, после чего приварить к основанию. Чтобы прикрепить винт нужно просверлить пару отверстий на 8 и третье (внизу) на 10, чтобы через него мог пройти торцевой ключ, зачем – увидим дальше.

Второй этап
Следует взять ту же самую трубу 25х60 и из нее изготовить внутренние прижимы – губки. По внешним сторонам вышло 105 мм.

Их нужно прижать струбцинами ко внешним прижимам, и сварить друг с другом.
Дальше следует вырезать пару треугольников, толщина 2 мм, потом сверху и снизу приварить ко внутренним прижимам. Затем – просверлить в двух треугольниках сквозное отверстие на 8.

Чтобы закрепить винт в одной и другой части, нужно сварить друг с другом гайки на 8 и 14, как показано на фото. Нужны две пары.
Одна гайка накручивается на винт, для второй его подготавливаем.
Винт нужно обточить по кругу слегка больше, чем ширина гайки, и в торце нарезать резьбу на 8. Потом следует одеть на него шайбу – важно, чтобы ее диаметр был меньше резьбы винта. После этого нужно одеть крепление, которое сварено из трех гаек, и затянуть болт. Нужно, чтобы крепление свободно вращалось.
Проточка делалась с той целью, чтобы при вращении винта на него не накручивалась гайка – она должна свободно вращаться.

Затем следует прикрепит винт к основной и прижимной части, и сделать на него вороток, который сварен из гаек и прутка (подойдет длинный болт). Теперь струбцина готова! Последний штрих – покраска, и можно пользоваться.
С помощью этого инструмента вы сэкономите время и сделаете работу более точной. А благодаря его подвижным элементам обрабатываемые детали можно соединять под нужными наклонами и углами.
Угловая струбцина: видео
Самодельное приспособление для сварки под прямым углом – чертежи для сборки своими руками угловой струбцины
В этой статье я расскажу вам, как можно сделать простую угловую струбцину для сварки под 90° профилей и труб. Хорошая угловая струбцина в магазине стоит достаточно дорого. Угловая струбцина, сделанная своими руками, точна на 100%, собрана из подручных материалов и практически вечна.
Шаг 1: Собираем все необходимые материалы и режем заготовки

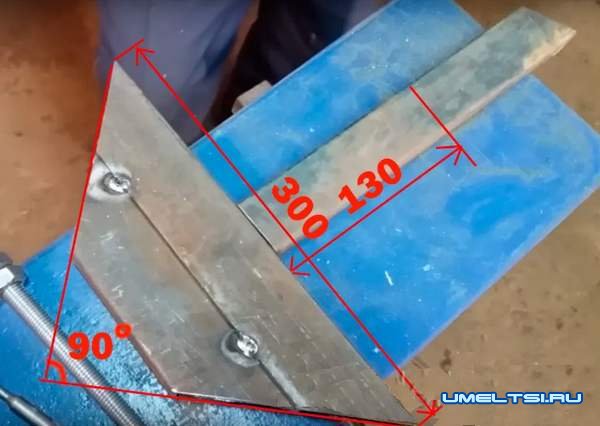
Для сборки приспособления для сварки под прямым углом я использовал стальной уголок 0,47х0,47 см и стальную полосу. Уголок подойдет, в принципе, любой, но я советую использовать из более толстого металла. Я взял 2 отрезка уголка по 25 см, стальная полоса, разрезанная на отрезки 15 и 38 см, срезы сделаны под углом 45° с каждой стороны (дана длина коротких сторон). Вам нужно лишь расположить все детали так, чтобы струбцина сохраняла жесткость после сварки.
Шаг 2: Чертежи струбцины

Вершина открыта, между внутренними краями я оставил 1,9 см. Этот зазор позволяет и совместить трубы в центре и подступиться к ним сваркой. Зазор менее 2,5 см оставляет универсальность в использовании, при величине зазора более 2,5 см в него уже может проскочить при сварке труба.
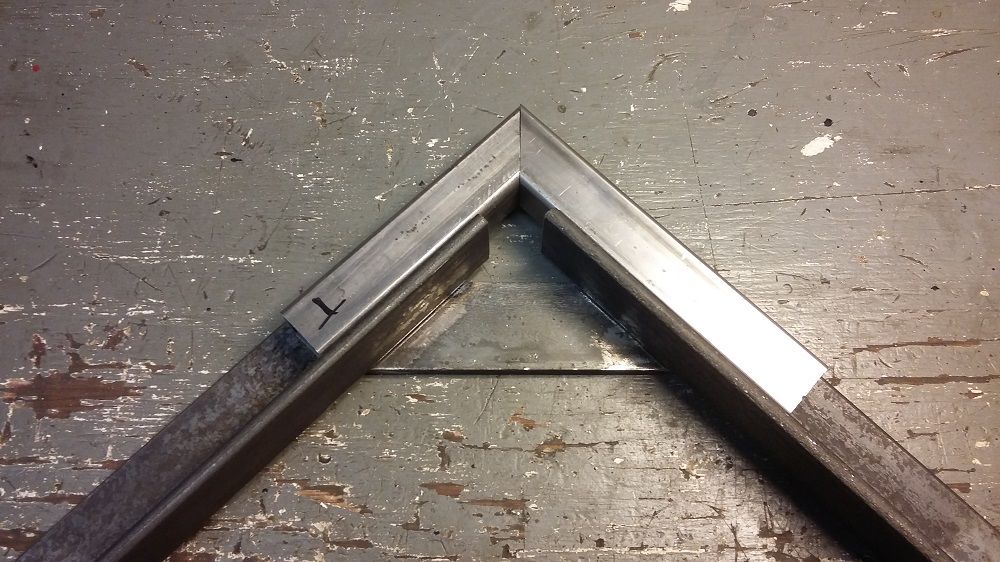
На фотографии – вид сверху, с этой стороны не надо варить! Все швы нужно делать с нижней стороны, только так они не будут мешаться ни при использовании верхней стороны, ни при использовании нижней.
Шаг 3: Собираем струбцину и проверяем угол
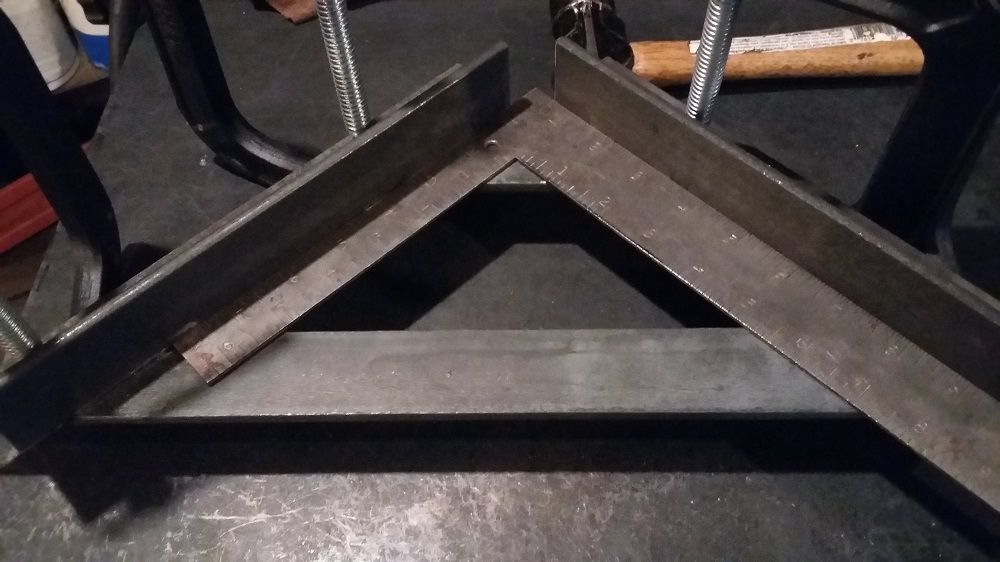
После того, как ошкурите поверхность металла, соберите угловую струбцину с помощью 4х обычных. Внутренний угол проверьте на точность металлическим угольником. При точном совпадении сторон угольника со сторонами струбцины, угольник не должен люфтить вообще.
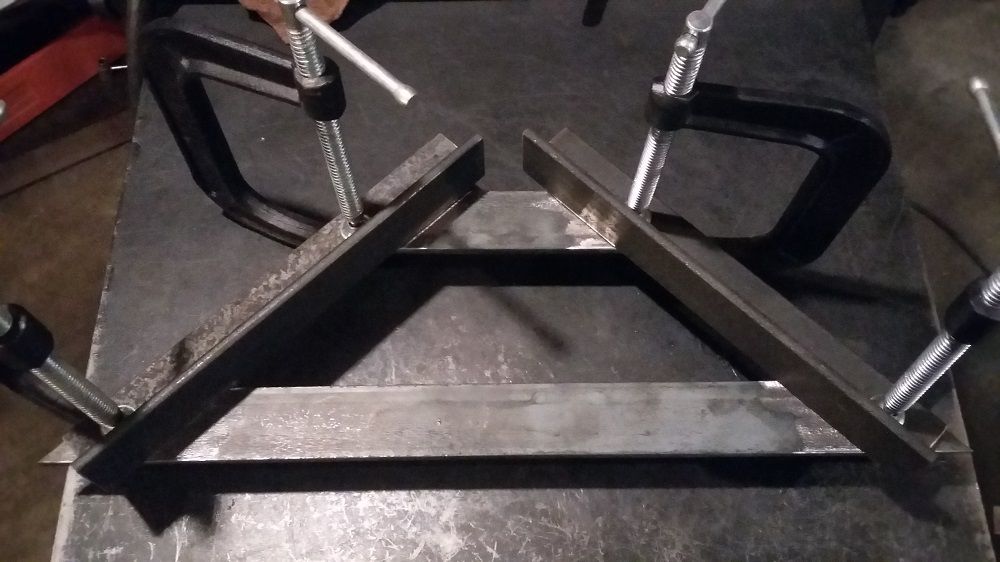
Шаг 4: Начинаем сварку с обратной стороны



Как только вы соберете вашу струбцину, переверните ее и начинайте прихватывать сваркой с обратной стороны. Сначала я сварил одну сторону и дал ей остыть. Сторону нужно делать сразу полностью, чтобы не сместились детали относительно друг друга.
После того, как сварка одной стороны завершена, переворачиваем струбцину и еще раз проверяем угол. Затем прихватываем другую сторону. После этого снова проверяем угол. Очень важно давать металлу остыть между свариванием двух сторон. Тогда вы сможете скомпенсировать погрешность угла, если металл поведет при сварке. С-образные струбцины не снимайте, пока изготовление угловой струбцины не будет закончено.
Хотя я уже изготавливал такие приспособления раньше, при изготовлении конкретно этой я обнаружил погрешность угла, при проверке угольником после сваривания одной стороны. Я просто разрезал прихваты, и заново скрепил стальные детали С-образными струбцинами. После этого угол получился прямой, как и должен быть.
Шаг 5: Завершаем сварку


После завершения сварки, проверяем правильность прямого угла разными угольниками. Иногда так случается, что угольник повело и его угол больше не прямой. Поэтому лучше перестраховаться и проверять прямой угол разными угольниками. Обратите внимание, на фото видно, что я срезал торчащие наружние уголки нижней перекладины. После сварки я просто отшлифовал всю поверхность лепестковым кругом.
Как исправить неверный угол
Если угол не получился точно 90° или ее повело после падения с верстака, его можно исправить. Сначала нужно найти вмятины на металле. В любую вмятину можно просто поставить прихват сварочным аппаратом. Затем поместите в струбцину прямой кусок металла и проверьте угол угольником. Прихват заровняйте напильником, пока угол не выровняется до 90°.
Шаг 6: Угловая струбцина в работе


Самодельную угловую струбцину можно использовать и снаружи, и изнутри. Именно для этого все сварные швы сделаны с нижней стороны. На фото показаны примеры использования, если бы я собирался сваривать эти трубы, я дополнительно закрепил бы их обычными струбцинами. На последней фотографии показан пример добавления вертикального элемента. Это также объясняет, почему зазор между плеч не должен быть слишком большим – иначе вертикальная труба проскочила бы в отверстие.
Будьте осторожны при наружной сварке труб – внутренний радиус изгиба уголка может помешать скреплению трубы струбциной. Обязательно проверьте этот момент, прежде чем приступать к свариванию труб.

Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
