Сварка для электропроводки своими руками
Как сделать аппарат для сварки медных скруток своими руками
Главным требованием, предъявляемым к соединению электрических проводников, является неизменность его качества в течение длительного времени. Требуемую надежность способен обеспечить специальный сварочный аппарат, которым создается монолитное соединение. Однако одноразовую работу можно выполнить самодельным трансформатором для сварки медных проводов своими руками.

Требования к самодельному сварочному аппарату
Для создания качественных соединений сварочный аппарат для сварки медных проводов должен быть:
- Безопасным в эксплуатации. Все элементы, находящиеся под напряжением, нужно надежно заизолировать.
- Мощностью не менее 0,6 кВт, чтобы не было перегрева трансформатора.
- Длина сварочных проводов не больше 3 — 4 метра, иначе из-за их сопротивления не хватит тока для сварки скруток.
- Легким и удобным для переноски.
- Укомплектован удобными зажимами электрода и свариваемых проводов.
Что понадобится для самодельной конструкции
Чтобы самостоятельно собрать аппарат для сварки медных проводов потребуются:
- Самодельный или покупной трансформатор с напряжением на вторичной обмотке 10 — 30 В, способной выдавать ток 60 — 80 А.
- Держатель типа «крокодил» для фиксации электрода. Вместо него можно использовать иной, обеспечивающий надежное крепление.
- Двужильный кабель с вилкой для подключения к розетке электросети.
- Теплоотводящий зажим для скрученных проводов.
- Сварочные медные жилы сечением не меньше 10 мм².
- Графитовый или угольный электрод.
Процесс изготовления
Самодельный аппарат для сварки медных проводов можно собрать в пластиковой коробке нужного размера. Если готовый трансформатор с требуемыми параметрами найти не удалось можно сделать его своими руками из снятого со старой бытовой техники. Например, с отслужившей микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не меньше 6 мм². Поскольку процесс сварки длится несколько секунд этого достаточно для нечастого ремонта и замены участков домашней электропроводки. Если предстоит сваривать непрерывно много скруток сечение нужно увеличить до 10 мм².
Вместе с трансформатором в кожух устанавливают автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузки. Он также удобен для оперативного отключения сварочного аппарата при перемещениях во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения питания должно быть не меньше 4 мм². Для удобства эксплуатации на переднюю стенку кожуха устанавливают индикаторную лампочку зеленого цвета. Там же располагают 2 винтовые клеммы. Изнутри к ним присоединяют провода от вторичной обмотки трансформатора, а снаружи подключают сварочные жилы.
В качестве электрода можно использовать угольный стержень от батарейки, но лучше графитовую щетку от электродвигателя. В ней просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удержат каплю меди от соскальзывания, что часто случается при использовании стержня от батарейки.
Теплоотводящий зажим для скрутки обычно делают из старых плоскогубцев, прикрепляя к одной из ручек сварочную жилу. Ее конец стачивают, надевают и припаивают медную гильзу, а к ней провод. Сверху на ручки надевают изоляционные термоусадочные трубки. Для плотного охвата скруток в губках плоскогубцев делают отверстия разного диаметра.
Для удобства транспортировки на кожух сверху крепят ручку, например, дверную.
Снизу прикручивают ножки от радиоаппаратуры. Если последовательно с электродом включить дроссель сварка станет мягче. На большие аппараты для сварки проводов большого сечения устанавливают регулятор тока. При желании его лучше купить в виде отдельного блока, так как сделать самостоятельно, не разбираясь основательно в электронике, не удастся.
Технология сварки медных скруток самодельным аппаратом
С концов проводов на расстоянии 30 — 60 мм снимают изоляцию и зачищают до блеска. Затем их скручивают между собой в одном направлении. Чтобы провода были одинаковыми по длине, конец скрутки откусывают.
Закрепив скрутку в теплоотводящем зажиме, к ее концу прикасаются электродом и сразу же отводят на 0,5 — 1 мм. Образовавшаяся дуга плавит медь, которая образует каплю в виде шарика. После его образования сварку немедленно прекращают, иначе начнет плавиться изоляция проводов, а металл на шве станет пористым. После остывания оголенные концы обматывают изоляционной лентой или закрывают термоусадочной трубкой.
Если самостоятельно сделанный аппарат работает с электродом из графитовой щетки с ямками под скрутки, возникают трудности при их совмещении. Поэтому рекомендуется на держателе установить кнопку включения аппарата. Ее нажимают, когда скрутка вставлена в отверстие и отпускают после образования шарика, удерживая несколько секунд электрод на месте, чтобы медная капля не соскользнула.
Процесс сварки медных проводов протекает без брызг, но шарик расплавленной меди при неосторожном движении может соскользнуть на незащищенные участки тела. Поэтому не стоит пренебрегать защитными очками и перчатками, а одежду из плотной материи застегивать на все пуговицы. Перед работой нужно обеспечить хорошее проветривание помещения, так как электроды, особенно угольные, при нагреве дымят.
Аппарат для сварки скруток

При замене проводки все скрутки медных проводов лучше сваривать или пропаивать, такую сварку я видел даже на алюминиевых проводах в проводке дома 1960 года постройки. Уже тогда строители знали о сварке проводов. Как сделать аппарат для сварки медных скруток своими руками читайте далее.
Клеммы Wago
Многие наверняка скажут: А клеммы типа Wago на что? На дворе 21-й век!
Отвечаю сразу: поставил я эти «супер-клеммы» при замене проводки в квартире, а когда включил электрочайник — такая клемма у меня сплавилась, мне это очень не понравилось, я даже разобрал одну такую клемму и увидел, что там контакт очень тонкий.
Поэтому порой старая добрая скрутка будет надежнее всего этого современного «добра»!
Одно время конечно были хорошие клеммы тупиковые — вставляешь туда скрутку и винтиком затягиваешь — получается заизолировано и крепко зафиксировано — обалденная штука, но сейчас они полностью пропали из продажи. Обидно
Чем сварка медных проводов лучше пайки?




Паять медные провода тоже можно, но сопротивление оловянного припоя в десятки раз выше, чем у меди, все в принципе работает и на пайке, но при протекании больших токов, есть вероятность нагрева участка цепи с бОльшим сопротивлением. Хотя в большинстве случаев электрики этим пренебрегают.
В итоге я решил собрать аппарат для сварки медных проводов.
Конструкция аппарата для сварки скруток не окончательная, т.к. по советам хороших людей с форума Chipmaker.ru есть возможность еще улучшить этот аппарат.
Для чего нужен аппарат для сварки
Моими целями для данного аппарата было:
- сварка медных проводов при ремонте квартиры (алюминиевые варить не собираюсь), т.е. в пределах одной коробки в каждой комнате, поэтому длину проводов 3 метра я посчитал достаточной
- получить как можно более компактный аппарат для сварки скруток, поэтому я использовал корпус от БП компьютера и трансформатор от микроволновки, который сочетает в себе малый размер (немалый вес) и большую мощность.
Как собрать аппарат для сварки скруток своими руками




Итак, как собирался аппарат сварки проводов.
Я разобрал трансформатор от микроволновки, распилив его болгаркой по местам сварки. Я не буду описывать это процесс в подробностях, т.к. это делали уже многие и много раз, да хоть на YouTube можно видео найти.
В общем, транс был распилен, вторичная обмотка выкинута, намотана своя обмотка медным проводом на 6 мм кв., у меня влезло всего порядка 16 витков, то ли транс был маловат, то ли я не очень опытный мотальщик, ну да ладно, после включения транса в сеть, я получил напряжение 14 вольт, что нормально для такой сварки (нужно 12-24в). Затем я склеил сердечник транса эпоксидной смолой. На этом работы с трансформатором микроволновки были закончены.
Я установил его в корпус, также я установил туда 2 автомата на 16А (после опыта первой сварки, чтобы знать максимальный ток потребления, он оказался 11А).
Почему не поставил двухполюсник?
А собрал сварку проводов из того, что было под рукой. Мой девиз: Сначала используй, что без дела валяется, если конечно, это не портит конструкцию
Провода на выходе я использовал многожильные медные на 10 мм кв.
Один провод припаял к выводу графитовой щетки от мощного электродвигателя (на рынке можно найти за 20-30 руб. такую щетку). Держак для нее изготовил из ручки от напильника, в которую вставил деталь в форме заготовки ключа из куска стали 4мм, здесь, я так думаю как раз можно использовать ненужный ключ от квартиры, где деньги лежат
«Ключ» я нагрел и вставил его в ручку от напильника, изготовил хомут из тонкой жести и притянул им щетку к ручке. А также я притянул к держаку провод с помощью обычной стяжки (куда ж без нее в наши дни).
В графитовой щетке я просверлил две ямки разных диаметров скруток — так удобнее будет сваривать скрутки, чтобы капля меди не пыталась соскочить.
Второй зажим я сделал, как у всех — из ненужных плоскогубцев.
Провод к ним подсоединял так.
Снял одну ручку и сточил железную часть под круг на 10 мм, на него надел медную шину на 10 мм, в другой конец шины вставил провод и все это спаял с помощь флюса для черного металла, олова, паяльника и газовой горелки (сначала разогрел плоскогубцы горелкой, чтобы потом паять паяльником). Соединение получилось вроде прочное, ну а если отломится, потренируюсь еще раз в пайке Сверху надел 2 термоусадки, в итоге получилось аккуратно. В губках плоскогубцев просверлил 2 отверстия на 3 мм и 5 мм, чтобы было удобнее зажимать скрутку.
Провода с трансформатором соединил с помощью винтовых клемм на 30А кажется.
Спереди приделал индикатор питания зеленого цвета, в крышке корпуса пропилил окно для автоматов, на крышку корпуса внутри приклеил кусочки линолеума, чтобы она не дребезжала — это помогло. Ну и сделал ручку для удобной переноски аппарата из старой дверной ручки.
А внизу в штатные отверстия с резьбой прикрутил ножки от старой советской аппаратуры.
Преимущества и недостатки аппарата сварки проводов
- аппарат вполне хорошо варит, напряжения хватает для зажигания дуги и трансформатор от микроволновки не греется, но если у вас будет транс побольше, то лучше мотать вторичную обмотку проводом на 10 кв мм.
- аппарат получился очень компактный, хотя не скажу, что он легкий, т.к. трансформатор от микроволновки весит обычно 3-5 кг
- аппарату не хватает выключателя, т.к. трудно сразу попасть скруткой в ямку в графите. Удобнее было бы, сначала вставлять в ямку скрутку, а затем включать сварку, кнопку лучше расположить на держаке графитовой клеммы, думаю, я это реализую в будущем.
Полезные советы по сварке проводов
- Как сделать хорошую клемму — нужно использовать больший кусок графита, например щетку от мощного двигателя или щетку от троллейбуса, в ней сверлится несколько ямок. В эти ямки потом вкладывает скрутка и тогда капля будет ровной и красивой, а если варить электродом батарейки капля получается, но норовит соскочить вниз. А также электрод от батарейки прилично дымит и воняет, видимо, из-за различных примесей.
- Учитывайте что, при сварке медных скруток будет дым, запах гарью и графитовый электрод иногда загорается, так что сварку лучше производить с открытым окном.
- Лучше окунать скрутку в буру перед сваркой и не перегревать скрутку, т.к. начнет плавиться изоляция проводов и медь в месте сварки станет хрупкой.
- Не забывайте ровно откусывать концы проводов скрутки, чтобы они были одной длины.
- Если изготовить дроссель, то сварка будет более мягко варить (это я еще опробую).
В общем получил отличный аппарат для сварки скруток и море удовольствия от его изготовления.
А так ждите апдейтов этой статьи, т.к. аппарат еще будет дорабатываться.
Как провести сварку медных проводов в домашних условиях?
Необходимость сварки медных проводов связана с повышением надёжности электросетей. Это долговечный, прочный тип соединения и поэтому востребован в различных сферах производства. Технология доступна для освоения новичками, требует применения относительно несложного оборудования.
 Сваренные медные провода
Сваренные медные провода
Технология сварки проводов из меди
Соединение проводов возможно выполнить двумя способами:
- контактным, заварить скрутку;
- выполнить сварку.
Конкретные варианты выбираются на основе требований к качеству соединения, особенностей эксплуатации проводки, электрических характеристик, а также наличия подходящего оборудования.
Сваривание выполняется на постоянном или переменном токах при напряжениях от 12 до 36 В. Используется оборудование, позволяющее выполнить точную регулировку по току, чтобы подобрать параметры под конкретные условия проведения работ, параметры заготовки.
Выгодно использование инверторов, которые обладают достаточной мощностью (до 1,5 кВт) и диапазоном регулировки силы тока в интервале 30–120 А.
В качестве держателя проводников к кабелям, идущим от инвертора, присоединяют специальные пассатижи или зажимы. При этом пассатижи соединяются с массой устройства, а зажимы — с плюсовым выходом.
Кроме функции крепления, пассатижи также выполняют роль теплоотвода. Поэтому перегрев меди, появление раковин или других видов дефектов исключено. Изоляция токопроводящих жил при нагреве также не пострадает и сохранит все свойства.
Для точечной сварки допускается применение трансформаторов, мощность которых не превышает 500 Вт. Напряжение выбирается в пределах от 12 до 36 В. Технология заключается в кратковременном контакте скрутки (1–2 с), закреплённой на контактном проводнике, с массой (держателем), подключённой к источнику тока.
Особенности сварки медных проводов
Сварка медных проводов имеет следующие особенности:
- применяются только графитовые электроды;
- длина зачистки изоляции должна составлять более 50 мм;
- процесс сваривания должен быть кратковременным, чтобы не расплавить жилу и не нарушить изоляционный материал;
- при работе важно пользоваться средствами защиты от ожогов и поражения током;
- подходящие режимы определяются экспериментально, поэтому заранее рекомендуется потренироваться на отдельных участках проводников.
 Зачистка медных проводов для сварки
Зачистка медных проводов для сварки
Аппараты для сварки медных проводов
Сваривание проводников из меди выполняется аппаратами с напряжением до 20 В. Применяется инверторное или трансформаторное оборудование, позволяющее зажигать небольшую дугу.
Как выбрать аппарат
Выбор аппаратов для сваривания проводников из меди проводится на основе следующих критериев:
- максимального сварочного тока;
- мощности;
- габаритов, веса;
- наличия предустановленных режимов работы.
В качестве источника питания для электродов может использоваться оборудование:
- трансформаторы;
- инверторы.
Трансформаторы
Для сваривания медной проводки достаточно использование регулируемых трансформаторов по току (нагрузка не менее 400 А), так как требуется кратковременный разогрев до +1080 0 С. Работы нужно выполнять при подключении с прямой полярностью, так как при таких условиях обеспечивается стабильное горение дуги.
Понижающие трансформаторы применяют для сваривания любых типов медной проводки, включая проведение работ в распределительной коробке. Сварочник допускается использовать только для соединения обесточенной проводки.
Сварка проводится сварочным током, подобранным в конкретных технических условиях. Важна возможность выполнять тонкую подстройку электрических параметров.
Инверторы
Сваривание проводов инвертором выгодно, так как он имеет компактные размеры, оптимальные предустановки параметров по току и напряжению, удобные регулировки. В отличие от трансформаторов, имеют компактные размеры.
Технология использования инвертора аналогична применению трансформатора. При выборе стоит учитывать наличие регулировок по току в диапазоне 40–200 А. Он позволяет упростить поджиг дуг, так как количество наводок и помех через источник тока минимально.
Инверторный способ сварки подходит для новичков, так как он достаточно прост в реализации.
Можно ли сделать устройство для сварки из подручных материалов
Сварочные аппараты отличаются простой конструкцией. Поэтому не обязательно приобретать готовые сборки, особенно для проведения разовых работ.
Аппараты для сварки медных проводов конструктивно состоят из трансформатора, приборов контроля, регуляторов, зажима, массы.
В качестве основы необходимо использовать трансформатор. Можно взять готовый либо самостоятельно намотать, при условии наличия соответствующего оборудования и навыков. Число витков и сечение провода выбирается расчётным путём на основе входных и выходных параметров.
Основные требования к характеристикам трансформатора:
- понижающий трансформатор;
- диапазон выходных напряжений от 12 до 48 В;
- регулирование силы тока в пределах 40–150 А.
Прибор для сварки можно усовершенствовать, добавив функцию варки на напряжении переменного типа. Для этого потребуется установить диодный мост. С его помощью горение дуги станет стабильным.
Снаружи трансформатор следует защитить корпусом от попадания внутрь посторонних предметов, а также от поражения током оператора. К трансформатору следует подключить два провода: для держателя и для подключения массы. В качестве держателя рекомендуется использовать специальные зажимы, а в качестве массы — массивные пассатижи.
Электроды для сварки медных проводов
Для сваривания медных проводников можно использовать следующие электроды:
- угольный;
- графитовый.
Угольный электрод обладает рядом следующих особенностей:
- температура, при которой наступает расплавление, составляет +3800 0 С;
- работы выполняются на постоянном токе при прямой полярности;
- относительно невысокий КПД дуги;
- допустимо выполнение работ с присадками, без присадок, с подачей их прямо на линию формирования шва;
- угольный электрод для сварки при высоком нагреве свариваемых конструкций расходуется быстро;
- между электродами и поверхностью кабелей создаётся высокотемпературная дуга даже при низких токовых величинах.
Процесс сваривания графитовым электродом имеет следующие особенности:
- в течение процесса сварки электрод остаётся целым;
- повышается сопротивляемость меди к окислительным процессам;
- допустимо применение не омеднённых электродов, для этого достаточно скрутить жилы, зажать их держателем и выполнить стандартную процедуру сварки;
- сварное соединение надёжно, но для этого жилы должны быть скручены плотно, а лишние концы правильно обрезаны для плотного прилегания материала.
 Электроды для сварки
Электроды для сварки
Как сварить медные провода
Поэтапная сварка проводов своими руками в домашних условиях:
- Снимается изоляция не менее 10 см.
- Делается скрутка.
- Присоединяется масса к проводнику от трансформатора или инвертора.
- Включается питание инвертора.
- Подводится электрод к точке сварки скрутки до такого расстояния, при котором будет сформирована стабильная дуга.
- Выдерживается дуга в течение 1–2 с.
- Отводится электрод к другой скрутке, если делается сварка многожильных проводов.
- Выключается инвертор.
- Выжидается определённое время для остывания проводов.
- Оголённые контакты скрутки изолируются термоусадочной трубкой или изолентой.
Сварить медь с алюминием сложно, так как невозможно точно контролировать состав сварного шва. При содержании меди более 12% сплав становится хрупким и ненадёжным. Особенности процесса сваривания:
- используется постоянный ток, полярность подключения прямая;
- в качестве присадки используются алюминиевые прутки;
- сила тока выбирается в пределах от 500 до 550 А, а напряжение — 50 до 60 В;
- применяются графитовые электроды.
Меры безопасности
При сварке скруток медных проводов важно соблюдать следующие меры безопасности:
- требуется выполнять заземление оборудования, находящегося под током;
- запрещено использовать провода для электродов без качественной изоляции;
- эксплуатация сварочного оборудования проводится в стандартных режимах, не противоречащих заявленным требованиям изготовителя.
Сваривание выполняется только в защитной среде без прямого контакта с воздухом. Поэтому подойдёт маломощный аппарат, работающий на переменном или постоянном токе.
Как сваривать скрутки
При производстве электромонтажных работ, в частности при устройстве, ремонте или замене электропроводки, невозможно обойтись без соединений проводов. Они обязательно встречаются в распределительных коробках, к ним прибегают при замене неисправного участка цепи.
Одним из видов надежного неразъемного соединения является сварка скруток, когда провода вначале скручивают, а затем сваривают.
Особенности соединений
Существует довольно много способов соединить провода – при помощи винтовых и самозажимных клемм, обжимных гильз, болта и гайки (через шайбу). Но чаще всего, концы проводов соединяют скруткой, то есть попросту скручивают.

Все перечисленные способы имеют один существенный недостаток. Даже при соблюдении правил и технологии производства работ, площадь зоны контакта двух проводников оказывается меньше рабочего сечения жилы.
При достаточно высокой нагрузке (не превышающей, тем не менее, допускаемую) место контакта будет нагреваться. Что может привести к расплавлению изоляции, короткому замыканию, пожару.
 Скрутки имеют преимущество перед другими видами соединений, так как у скруток можно повысить площадь контакта проводов. Для этого достаточно пропаять концы жил в скрутке или сварить их.
Скрутки имеют преимущество перед другими видами соединений, так как у скруток можно повысить площадь контакта проводов. Для этого достаточно пропаять концы жил в скрутке или сварить их.
Соединение пайкой достаточно трудоемко. А если учесть, что распределительные коробки, как правило, находятся на уровне 2,3-2,5 метра от пола, работы выполнять очень неудобно.
Ведь помимо паяльника, необходимо иметь при себе припой, и иногда еще и флюс. И все это на высоте. К тому же, чтобы соединение получилось качественным, его необходимо прогреть в течение довольно длительного времени, что тоже не ускоряет процесс работы.
Преимущества способа
Сварка скрутки является более технологичным видом соединения. Она выполняется быстрее, к тому же не требуется никакой присадочный материал. Оплавляемые концы скрученных проводов образуют прочное соединение, не подверженное электрохимической коррозии.
Для сварки потребуется дополнительное оборудование, и это – единственный недостаток. При отсутствии специального сварочного аппарата для сварки скруток, можно воспользоваться инверторным сварочным аппаратом, а можно изготовить такой аппарат своими руками.
Особенностью сварки скруток является то, что она проводится угольным неплавящимся электродом, который для удобства лучше заточить под конус.
Технология процесса
 Концы свариваемых проводов перед соединением необходимо очистить от изоляции на 7-8 см. После этого их скручивают и обрезают так, чтобы длина скрутки была около 5 см. Около изоляции на нее устанавливают теплоотвод, в качестве которого можно использовать электрический зажим типа «крокодил».
Концы свариваемых проводов перед соединением необходимо очистить от изоляции на 7-8 см. После этого их скручивают и обрезают так, чтобы длина скрутки была около 5 см. Около изоляции на нее устанавливают теплоотвод, в качестве которого можно использовать электрический зажим типа «крокодил».
Далее на провода подается «масса» и кратковременными касаниями электродом конца скрутки, возбуждается дуга, которая и оплавляет медные жилы. Время действия дуги не должно превышать 1-2 с, иначе скрутка сильно разогреется, изоляция может оплавиться.
В результате сварки, на конце скрутки должен получиться однородная застывшая капля металла в форме шара. Остывшее соединение изолируют любым допустимым способом. На данный момент популярна термоусадочная трубка, которую предварительно надевают на один из проводов.
Использование инверторного аппарата
 Для сварки скруток можно использовать сварочный аппарат инверторного типа. Преимущества таких аппаратов в том, что при относительно малом весе они обладают значительной мощностью сварки, при этом потребляя небольшое количество электроэнергии.
Для сварки скруток можно использовать сварочный аппарат инверторного типа. Преимущества таких аппаратов в том, что при относительно малом весе они обладают значительной мощностью сварки, при этом потребляя небольшое количество электроэнергии.
Это позволяет использовать инверторные аппараты, подключив их к бытовой сети переменного тока, не опасаясь возникновения скачков и падений напряжения. Инверторы обеспечивают отличные параметры выходного тока, что позволяет поддерживать ровную и мощную дугу.
Значение тока может различаться в зависимости от материала жилы и сечения. Так, как в настоящее время алюминиевые кабели с алюминиевыми жилами не используются для устройства внутренней электропроводки, параметры сварочного аппарата можно подбирать, исходя из требований к сварке медных жил.
Примерные требования таковы:
- для сварки двух проводов сечением 1,5 мм² необходимо значение тока 70-75 А;
- скрутку трех таких проводов сваривают током 80-90 А;
- два-три провода сечением 2,5 мм² нужно сваривать током 80-100 А;
- три-четыре таких же провода соединяются при использовании тока 100-120 А.
Из-за высокой стоимости инверторных сварочных аппаратов, приобретать их для выполнения только сварки скруток нерентабельно. Если использовать некоторые детали, которые можно без труда приобрести или извлечь из старых электроприборов, изготовить устройство для сварки скруток своими руками не представит особого труда.
Самодельный аппарат
 Главным компонентом при сборке аппарата для сварки скруток является трансформатор мощностью не менее 600 Вт, с выходным напряжением 12-36 В. Он должен обеспечить такое напряжение при подключении питающего напряжения 220-230 В.
Главным компонентом при сборке аппарата для сварки скруток является трансформатор мощностью не менее 600 Вт, с выходным напряжением 12-36 В. Он должен обеспечить такое напряжение при подключении питающего напряжения 220-230 В.
При сборке аппарата необходим прочный металлический корпус подходящих размеров, в котором необходимо предусмотреть возможность установки предохранителя или автоматического выключателя номиналом 16 А.
Питающее напряжение на трансформатор должно подаваться кабелем с медными жилами и сечением не менее 1,5 мм². Лучше использовать для этого кабель типа КГ 3х1,5 с резиновой изоляцией. Корпус прибора и сердечник трансформатора необходимо подключить к заземляющему проводнику.
Для соединения трансформатора с контактом «массы» и держателем используются два провода с сечением 10,0 мм², например КГ 1х10. Длина их должна быть как можно меньшей, что бы избежать потерь тока. Держатель можно использовать от любого сварочного аппарата, отслужившего свой срок.
Угольный электрод можно сделать, разобрав старый элемент питания 373. Сердечник, он же положительный электрод, подойдет для этой цели, как нельзя лучше.
Если такой сердечник заполучить не удастся, можно приобрести в магазине угольные щетки для электродвигателей, применяемых в электроприборах или электроинструментах. Щетка зажимается в держатель и затачивается в форме конуса.
В качестве «массы» удобно использовать плоскогубцы, соединив одну их ручку с трансформатором проводом КГ 1х10. После этого ручки необходимо изолировать. Такое устройство позволит удобно держать скрутку во время сварки. Одновременно плоскогубцы выполнят и роль теплоотвода.
Меры безопасности
Сварка скруток самодельным прибором по эффективности не уступает сварке инверторным аппаратом. При производстве работ необходимо обязательно учитывать вредные факторы, которые появляются при обычной сварке.
Необходимо использовать щитки со светофильтрами для защиты от ультрафиолетового излучения, перчатки и одежду из несгораемого материала. Кроме того необходимо предусмотреть соблюдение противопожарных мер.
Правильное использование оборудования и соблюдение технологии, а также мер безопасности при работе со сваркой, позволит получить надежное соединение кабелей. В конечном итоге повышается надежность всей электропроводки и увеличивается срок ее безаварийного использования.
Как сделать трансформатор для сварки проводов своими руками и работать им

Способов соединения проводов существует много. Они отличаются скоростью монтажа, качеством электрических контактов, возможностями длительной работы под действующими нагрузками сети.
Повышенной надежностью обладает проверенная временем скрутка со сваркой. Все другие технологии уступают ей в разной мере.
В статье даются советы домашнему мастеру по изготовлению сварочного трансформатора напряжения для соединения медных проводов при монтаже бытовой электропроводки и описание технологии их сварки с поясняющими картинками, схемами и видеороликом.
- О сварке проводов
- Подготовительные работы
- Особенности технологии
- О конструкциях сварочных трансформаторов
- Инверторные аппараты
- Самодельные конструкции
В быту можно встретить проводку, проложенную по старый методике из алюминия или современную из меди. Сваривать можно оба типа, но, поскольку алюминиевые провода сейчас дорабатывают свой ресурс и подлежат замене медными, то применительно к последним и будем выполнять все расчеты.
О сварке проводов
Процесс включает в себя подготовку жил и их дальнейшее соединение.
Подготовительные работы
-
разделка концов кабелей и проводов, снятие изоляции;

скрутка оголенных жил;

подготовка сварочного оборудования.

Особенности технологии
Для соединения проводов можно использовать переменный, постоянный или выпрямленный ток. Его величина должна расплавить медь в месте приложения электрода без нарушения внутренней структуры металла. При этом форма приложенного напряжения существенное влияние не оказывает, хотя сварной шов хорошего качества проще обеспечить на постоянном токе.
Сварка создает наиболее монолитный и прочный сплав металла с надежным контактом. Для нее достаточно регулировать токи в пределах 40÷120 А, подбирая их по поперечному сечению и количеству соединяемых проводов: электрод не должен прилипать, а дуге необходимо обеспечить устойчивое горение.
Медь обладает меньшей температурой плавления, чем сталь. Ее нет необходимости прогревать высокими токами, создавать большую дугу. Процесс протекает кратковременно, без образования большого количества брызг металла. Для непродолжительной работы сварщика допустимо использовать защитные очки вместо маски, упростить некоторые меры безопасности. Но работать все равно следует в специальной одежде и обуви.
Для сварки используют электрод из угля со слоем омеднения. Вполне допустимо заменить его стержнем от отработавшей батарейки или щеткой от электродвигателя.
Такой электрод подносят вплотную к скрутке и сразу же отводят на 0,5÷1 мм. Возникающая дуга расплавляет медь, образуя на окончании характерный шарик. Цепь тока сразу разрывают: кратковременностью процесса сохраняют целостность изоляции на проводах, исключают образование пористой структуры металла в создаваемом шве.

После охлаждения металла скрутку со сваркой обматывают изолентой (желательно матерчатой) или закрывают термоусадочной трубкой.
Входящие в распределительную коробку кабели рекомендую сразу подписывать. Такое соединение жил скруткой со сваркой работает надежно десятилетиями. При необходимости прозвонки электрической схемы надписи значительно облегчат работу потомкам.
О конструкциях сварочных трансформаторов
Для сварки со скруткой электропроводки можно использовать различное оборудование промышленного производства или сделать его самостоятельно.
Инверторные аппараты
Эти современные промышленные приборы позволяют качественно выполнять работу, создавая хорошие швы даже начинающим сварщикам.

Совсем не сложно инвертор для сварки купить в магазине. Им можно выполнять и другие работы по дому. Но мы не преследуем эту цель, а интересуемся тем оборудованием, которое можно сделать своими руками.
Самодельные конструкции
Среди множества разработок рассмотрим две: наиболее простую и мощную, которые не так уж сложно воплотить в жизнь.
Самый простой сварочный аппарат
Его можно изготовить для замены электропроводки в частном доме или квартире: потребуется просто подобрать или изготовить трансформатор мощностью порядка 600 ватт с напряжением 220/12÷36 вольт.
Для сварки скрутки может понадобиться ток около 100 ампер. Учитывая, что рабочий режим длится не более двух секунд, а дуга для каждой цепи создается с выдержкой времени, толщину провода для вторичной обмотки и цепь подключения электродов допустимо выбирать на меньшие нагрузки. Перегрев их изоляции придется исключать обдувом или перерывами в работе.
Где взять трансформатор напряжения
Из готовых образцов можно порекомендовать модель типа ТБС (трансформатор броневой станочный).

Альтернативным методом является его изготовление своими руками. Эта технология подробно описана статьей об электрическом паяльнике Момент.
Разница только в том, что здесь отсутствует короткозамкнутая вторичная обмотка. Ее можно наматывать не цельной шинкой, а параллельным набором доступных проводов сечением 2,5÷3 мм кв. Минимального напряжения порядка 12 вольт будет достаточно для сварки меди, но желательно его увеличить в 2÷3 раза.
Конструкция приспособления для сварки скруток
Такое устройство не сложно изготовить своими руками. Оно значительно облегчает работу, делает ее более безопасной.

Угольный электрод крепят на неподвижное основание из металла.
Скрутку проводов просто вставляют в барашковый зажим подвижного металлического рычага и прижимают ее к графитовому электроду с флюсом (бура). Кратковременно подают напряжение на трансформатор, осуществляя сварку. Проводам дают возможность остыть прямо внутри углубления электрода.
Потребуется поэкспериментировать, чтобы определить время сварки опытным путем, используя ненужные отрезки провода для создания дополнительной скрутки.
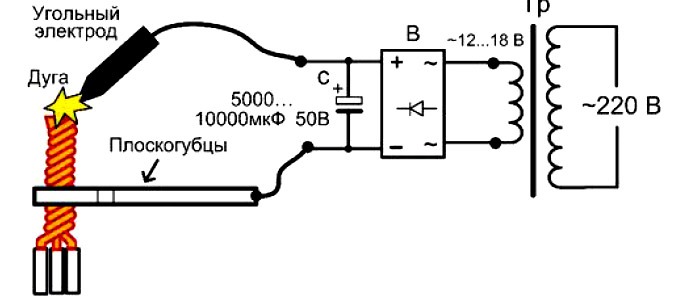
Мощный регулятор постоянного тока
Его изготавливают отдельным корпусом, состоящем из двух блоков:
- электронного;
- силового.
Они соединяются проводами между собой и выводами от вторичной обмотки отдельного силового трансформатора напряжения, а также сварочными электродами.

Этот регулятор выдает выпрямленный ток, который можно использовать как для сварки, так и других целей, например, зарядки аккумуляторов, параллельного питания стартера при пуске двигателя легкового автомобиля или выполнения другой работы.
Конструкцию несложно собрать навесным методом. Даже в этом случае можно добиться ее небольших размеров.
Регулятор получает питание от вторичной обмотки силового трансформатора. Напряжение на входе может быть в пределах 50÷90 вольт.
Электронный блок
Работа основана на схеме фазоимпульсного генератора сигналов, изготовленного из двух биполярных транзисторов прямой и обратной проводимости (p-n-p и n-p-n типа).
Положение движка потенциометра R2 влияет на скорость зарядки конденсатора С1 до напряжения 6,9 вольта. При его увеличении происходит открытие транзисторов VT1 и VT2. Через них начинается разряд конденсатора на обмотку I трансформатора Т1 (импульсного типа).
Этот импульс разряда через вторичные обмотки II и III поступает на управляющий электрод силового тиристора VS-3 или VS-4, открывает его при соответствующем направлении полуволны синусоидальной гармоники напряжения.
Тиристоры VS-1 и VS-2 работают в качестве промежуточных усилителей управляющего тока для силовой цепи. Дело в том, что в качестве импульсных используются трехобмоточные трансформаторы серий ТИ-3÷ТИ-5. Во всех трех обмотках они имеют одинаковый коэффициент трансформации (1:1:1). Создаваемый ими ток импульса мал, его требуется увеличивать.
Этот же вопрос можно решить иначе: собрать на ферритах импульсный трансформатор напряжения с повышенным коэффициентом трансформации во вторичных обмотках, добившись величины тока, достаточной для управления выходным каскадом основных тиристоров.
Выходной силовой блок
За основу работы использована несимметричная схема моста. В ней тиристоры VS-3 и VS-4 работают в одной фазе. Они способны нормально выдерживать ток до 160 ампер, направляя его через угольный электрод. Плечи с диодами VD6, VD7 используются в качестве буфера.
Если при монтаже не сделано ошибок, то регулятор работает сразу без дополнительной наладки.
Для закрепления материала рекомендую посмотреть видеоролик Татьяны Авраменко «Сварка медных проводов». Только критически отнеситесь к способам разделки жил и изоляции скруток, показанных автором.
Сейчас вам удобно задать вопросы в комментариях и поделиться этим материалом с друзьями в соц сетях.
