Трансформатор для контактной сварки своими руками
Как переделать трансформатор в точечную сварку своими руками: пошаговая инструкция

Сварочный трансформатор можно переделать во много полезных вещей. В любом сварочном оборудовании ключевой деталью является трансформатор.
С ним электричество, которое поступает из розетки, может преобразовываться в необходимый для сварочной работы ток. Вид точечной сварки также входит в число возможных работ.
При выполнении такой сварки, которую ещё называют контактной, соединения могут быть очень прочными и аккуратными даже при работе на дому.
Для получение хорошего и простого аппарата для контактной сварки, вы можете преобразовать свой трансформатор. Единственным недостатком этого оборудования является невозможность регулирования тока.
Но, для домашних условий он довольно актуален. Мы даём вам подробную информацию о том, какие трансформаторы лучше подходят для сборки точечной сварки и как сделать это самостоятельно в своём доме.
- СБОРКА И ЕЁ АЛГОРИТМ
- УСТРОЙСТВО ТРАНСФОРМАТОРА
- ПОВЫШЕНИЕ МОЩНОСТИ
- ПАНЕЛЬ УПРАВЛЕНИЯ
- ЭЛЕКТРОДЫ
- ДЕТАЛИ ПРИ ИСПОЛЬЗОВАНИИ
- ФИНАЛЬНАЯ ЧАСТЬ
СБОРКА И ЕЁ АЛГОРИТМ
УСТРОЙСТВО ТРАНСФОРМАТОРА

Как преобразить трансформатор в аппарат для точечной сварки – главный вопрос, который мы сегодня разберём. Для примера мы взяли старую микроволновую печь и вынули из неё нужное нам оборудование.
Оно вполне подойдёт. Мощность трансформатора важный аспект при выборе аппарата для точечной сварки.
Чтобы изготовить сварочное оборудование для контактной сварки, нужна мощность от одного киловатта. Если брать трансформатор с такой мощностью, вы сможете работать с металлами, толщина которых не превышает один миллиметр.
Чтобы увеличить мощность вы можете преобразовать несколько трансформаторов.
Первым делом нужно отсоединить магнитный провод с первичной обмоткой от трансформатора. Такая обмотка обычно представляет собой несколько виточков проводов с большой толщиной.
Чтобы это сделать, сначала нужно снять вторичную обмотку, не снимая сам каркас. Для этого можно использовать ножовку и стамеску.
Если вторичная обмотка слишком крепко сидит, не бойтесь применять силу, при необходимости можно вырвать её полностью. Если не помог ни один способ, достаньте инструмент и высверлите её, это точно должно помочь.
Самое важно не тронуть первичную обмотку и магнитный провод, когда будете снимать «вторичку». При наличии шунтов в трансформаторе, можно убрать их совместно с вторичной обмоткой.
После удаления старой «вторички» нужно подумать о новой. Её можно сделать из медного провода, сечение у которого начинается от ста квадратных миллиметров. Сами провода могут быть толстыми, но обязательно с сечением.
ПОВЫШЕНИЕ МОЩНОСТИ

При работе с контактной сваркой возможно использование как одного трансформатора, так и двух. Если вам для работы нужно оборудование большей мощности, а соответственно и большего сварочного тока, свяжите два трансформатора.
При такой связке двух аппаратов вы сможете заниматься варкой толстых металлов.
Возможно наличие нескольких витков на трансформаторе, только при этом окно сердечника будет вам мешать, из-за слишком толстых проводов. В такой ситуации можно связать окончания «вторичек» у первого и второго трансформатора.
Важно чтобы связь окончаний была последовательной. То есть при протягивании провода он должен проходить как через первый трансформатор, так и через второй. Витки должны быть одинакового количества.
Направление каждого витка должно быть под контролем. Противофаза недопустима в этот момент. Если мощности собранного оборудования недостаточно, вы можете подсоединить ещё несколько трансформаторов.
Этот процесс осуществляется, так же как и сборка первых двух.
Главное чтобы ваша электрическая сеть выдержала такую нагрузку. Поэтому лучше сразу убедиться и провести проверку. Для применения аппаратов такой мощности нужно предусмотреть все детали, чтобы не вылетали пробки и не жаловались соседи.
ПАНЕЛЬ УПРАВЛЕНИЯ
Аппарат, который вы сделаете самостоятельно, может быть простым и удобным, что касается как его внутренней части, так и основной системы управления.
Для эксплуатации оборудования вам нужно будет найти кнопку для включения и выключения, а ещё сделать рычаг для сварочных клещей.
В установке выключателя ничего сложного нет. Достаточно подобрать хорошую деталь, которая вам нравится, и связать её с первичной обмоткой, путём подключения к цепи.
Для связи трансформатора с выключателем не нужно использовать вторичную обмотку, так как это может навредить детали, из-за большого тока.
Для изготовления рычага нужно будет применить больше усилий. Во время работы с точечной сваркой нужно помнить, что это не только местное нагревание металлов, но и усиленное прижимание.
Чем больше толщина свариваемого металла, тем выше усилия в его прижимании. При варке небольших тонких заготовок используйте собственные силы.
Если вам нужно более универсальное оборудование, необходимо закрепить его на столе, а длину и тяжесть рычага подобрать побольше.
Чтобы избавиться от ненужной работы, можно заняться установкой винтовой стяжки. При её креплении, нужно чтобы с одной стороны было основание, а с другой сам рычаг. Это избавит вас от необходимости повышать усилия для сжатия своими руками.
Если исполнение рычага само по себе простое, то кнопка для включения может устанавливаться на его поверхность. Когда вы опустите рычаг, электричество начнёт подаваться автоматически. Для крепления заготовок можно использовать вторую руку.
ЭЛЕКТРОДЫ
![]()
Ещё один важный элемент – нужно помнить об электродах. При работе с контактной сваркой в электродах должна содержаться медь. Чем больше толщина электрода, тем лучше.
Вы сможете найти в магазине нужные вам детали, или изготовить их самостоятельно, используя станок. При этом помните, что покупка всегда легче. При сборке маленького аппарата с маленькой мощностью, можно использовать жало паяльника как электрод.
Электрод – сырьё расходное. Поэтому, чтобы он не терял форму, его необходимо точить. Когда электрод полностью потеряет свою изначальную форму, можно его выбрасывать и заняться установкой нового.
Подключение электродов нужно проводить, используя провода. Желательно чтобы они были не очень длинными.
Соединения также должны быть в малом количестве, ведь из-за каждого теряется мощность. Для лучшего контакта с электродами на провода можно надеть медные наконечники.
Медный наконечник нужно спаять с самим проводом, а не надеть поверх него. Это делается для того, чтобы во время работы не было никаких перебоев и сопротивления между наконечником и проводом.
Пайка наконечникам с проводом не самая легкая работа. Для облегчения задачи можно купить уже готовый луженый наконечник, который предназначен для паяния.
Умения некоторых знатоков позволяют им припаивать сам электрод, вместо мороки с наконечниками. Хотя на самом деле, это лишь усложнение, так как, напомним, время от времени нужно заниматься сменой электродов.
Поэтому пайка электродов ничем хорошим не закончится, лучший выход использование наконечников, так как их не нужно менять и можно чистить от окислителей.
ДЕТАЛИ ПРИ ИСПОЛЬЗОВАНИИ

Наше оборудование, которое сделано самостоятельно, очень простое в использовании и не привередливо. Но для ещё лучшей и долгой работы можно изучить несколько интересных деталей, которые могут вам помочь.
Включение и отключение оборудования нужно всегда проводить при сжатых электродах. Если этого не делать, электроды могут подгореть. Принудительное охлаждение аппарата также важно. Его можно осуществлять, пользуясь обычным вентилятором.
Если заранее не подумать об этом, то возникнет необходимость смотреть за температурой оборудования, чтобы избежать перегрева. При этом возникнет множество перерывов в работе.
Качественность выполненной работы и какими будут сварные точки зависят как от правильности сборки аппарата, так и от опытности мастера и времени на сжатие заготовки между электродов.
Рекомендации в этом случае отсутствуют, поэтому вам придётся самостоятельно проводить эксперименты, менять толщину заготовок и познавать всё опытным путём.
ФИНАЛЬНАЯ ЧАСТЬ
Как мы разобрались, для сборки контактной сварки самостоятельно не требуется никаких особо сложных работ. У знающего человека это займёт около двух часов. Но если вы новичок, лучше сначала ознакомиться с теорией и пройти несколько тренировок.
Аппарат для работы с контактной сваркой, который вы сделаете сами, обладает большим количеством достоинств. Надёжность и маленький бюджет для сборки – основные положительные стороны.
Для сборки сварочного оборудования на дому, нужно не так много деталей и инструментов. Всё нужное оборудование можно найти, зайдя в интернет или выкупить у знакомых.
При необходимости можно пересобрать своё оборудование для разных видов сварки. Но алгоритм такой сборки кардинально отличается. Пишите комментарии о том, какой опыт в сборке аппарата для точечной сварки есть у вас. Продуктивности в работе!
Как самому сделать аппарат для контактной сварки
Для большинства желающих заняться ремонтом автомобиля или другой техники в домашних условиях самодельное оборудование для контактной сварки – это единственно верное решение.
Однако для реализации данного проекта, необходимо ознакомиться с конструкцией такого аппарата, и только после можно попытаться изготовить его своими руками.
Конструкция и принцип действия
Сделать аппарат для контактной сварки можно только при наличии определённых деталей и запчастей, найти которые порой бывает очень непросто. Лишь после решения этой задачи можно будет констатировать, что самодельная контактная сварка вполне реальна и может быть реализована даже при отсутствии специальных навыков.

В конструкцию типового сварочного аппарата для точечной сварки должны входить следующие обязательные узлы:
- преобразователь напряжения (трансформатор), обеспечивающий требуемую мощность контактного тока;
- выпрямитель на основе мощных тиристорных вентилей;
- комплект точечного оборудования (контактный блок).
Основной задачей такого самодельного аппарата является формирование мощного сварочного импульса, который проходит через контактную зону находящихся под давлением свариваемых деталей.
В момент подачи такого импульса в точке контакта заготовок образуется электрическая дуга, мгновенно расплавляющая металл в этой зоне. Длительность действия импульсного сварочного тока составляет порядка 0,01-0,1 секунды, что вполне достаточно для сварки.
Таким образом, перед сборкой своими руками оборудования для контактной сварки необходимо определиться с требуемой силой сварочного тока, временем его действия и силой сжатия заготовок в контактной зоне.
Элементы самодельного устройства
 Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл.
Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл.
Всем этим требованиям вполне удовлетворяют трансформаторные устройства, имеющиеся в составе большинства моделей микроволновых печей. Для их использования достаточно удалить встроенную вторичную обмотку и заменить её новой.
При разборке старого устройства следует действовать крайне осторожно, стараясь не повредить сердечник преобразователя. Все имеющиеся на нём дополнительные элементы (шунты, в частности) также необходимо будет снять.
Для того чтобы изготовить трансформатор для контактной сварки (точнее – его новую вторичную катушку) потребуется толстая медная шина в надёжной изоляции.
Её толщина должна составлять не менее одного сантиметра, так что для получения требуемого низковольтного напряжения (2 Вольта) достаточно будет намотать не более трёх витков.
Для самостоятельной сборки аппарата, рассчитанного на большую мощность, необходимо будет задействовать два таких трансформатора, включённых в цепь питания последовательно.
При их использовании следует исходить из возможностей действующей бытовой электросети и не допускать того, чтобы она работала со значительной перегрузкой.
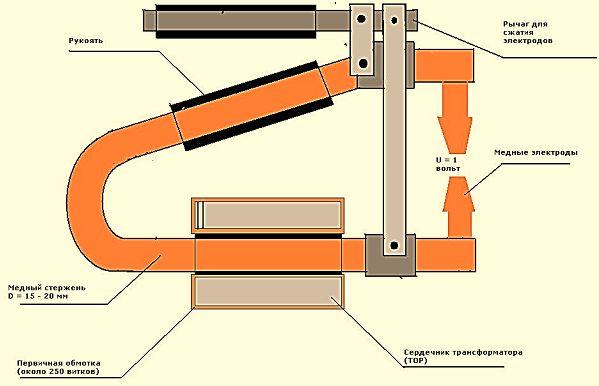
 На рисунке приводится схема включения такого комплексного трансформатора, состоящего из двух последовательно включённых катушек.
На рисунке приводится схема включения такого комплексного трансформатора, состоящего из двух последовательно включённых катушек.
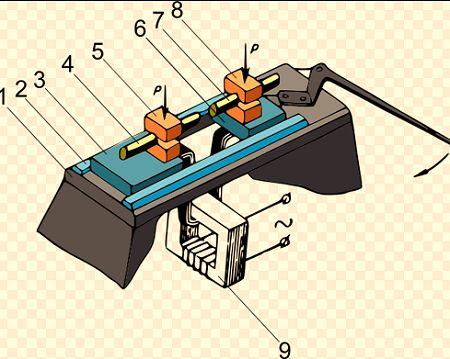
Для изготовления контактного блока можно будет воспользоваться самой простой конструкцией, предполагающей использование электродов для сварки стандартной формы.
В качестве электродов рекомендуется использовать подходящие по сечению и форме медные прутья. Их толщина выбирается из расчёта, чтобы она соответствовала мощности подводящих шин.
В отдельных случаях для этих целей могут применяться отслужившие свой срок жала старых паяльников мощностью более 100 ватт. С общим видом полученного из этих запчастей контактного блока можно ознакомиться на фото.
На базе инвертора
 Контактная сварка из инвертора – это один из альтернативных вариантов применения электронного аппарата в домашних условиях, выбор которого определяется особыми свойствами выпускаемых промышленных образцов этого оборудования.
Контактная сварка из инвертора – это один из альтернативных вариантов применения электронного аппарата в домашних условиях, выбор которого определяется особыми свойствами выпускаемых промышленных образцов этого оборудования.
Принцип работы контактного точечного аппарата на основе инвертора основан на том же импульсном нагреве металла в зоне контакта с последующим его расплавлением и остыванием. Вот почему его сборка в данном случае полностью идентична изготовлению аппарата для сварки на основе микроволновой печи.
При отсутствии в хозяйстве старого СВЧ аппарата можно воспользоваться любым подходящим для этих целей трансформатором мощностью не менее 1-го киловатта.
Единственным отличием этого варианта от уже рассмотренного ранее является возможность использования в инверторной схеме невыпрямленного импульсного тока.
Для надёжной фиксации свариваемых частей, чтобы препятствовать их раздвиганию и образованию зазора, в инверторном устройстве применяется специальный сжимающий механизм.
Режимы работы
 В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
Свариваемые поверхности могут соединяться различными способами, но на практике особо распространены следующие три режима оплавления:
- непрерывное оплавление в зоне контакта;
- прерывистое сваривание;
- точечная сварка с сопротивлением.
Каждый из методов следует рассмотреть подробнее. При этом надо понимать, что внешний вид самодельного аппарата зависит от деталей, которые мастер смог применить в процессе конструкции.
Непрерывный режим
Для реализации режима непрерывного оплавления, помимо основного аппарат, могут применяться специальные клещи для сварки или подобные им образцы жёстких фиксирующих приспособлений.
В этом режиме после подачи тока в зону контакта, его края сразу же оплавляются, и одновременно с этим производится осадка расплавленного материала под внешним давлением. По завершении процедуры импульсный ток выключают, а место сварки оставляют до момента полного остывания.
Этим режимом контактной сварки чаще всего пользуются при монтаже тонкостенных трубных изделий или других заготовок с подобной им структурой.
Основным достоинством данного метода считается высокая скорость выполнения сварочных операций. Единственный его недостаток – это то, что из контактной зоны может вытекать расплавленный металл, что нередко приводит к образованию угарного газа.
Прерывистое сваривание
Режим прерывистой сварки реализуется путём поочерёдного усиления и ослабления контактного прижима клещей в точке соединения заготовок. При каждом очередном замыкании внимательно следят за тем, чтобы температура в зоне контакта не превышала 900 °-950 °. Этим методом принято пользоваться при нехватке рабочей мощности сварного аппарата для осуществления непрерывного оплавления.
Обычно он востребован при работе с цветными металлами и различными видами промышленных сталей. Однако из-за повышенных требований к соблюдению температурного режима его применение крайне ограничено.
С эффектом сопротивления
Особенностью стыковой сварки металлических заготовок с эффектом сопротивления является предварительное их сжатие, производимое непосредственно перед пропусканием импульсов сварочного тока.
Этим она коренным образом отличается от сваривания оплавлением, при котором до пропускания импульсного тока соединяемые части не имеют плотного контакта.
При этом начальная стадия сварки сопротивлением, а именно – установка листовых заготовок в электродных губках аппарата и их фиксация – полностью аналогична тем же процессам, происходящим при сварке оплавлением.
Ещё одной особенностью этого метода является то, что величина действующего на соединяемые детали давления на порядок выше того же показателя для уже рассмотренных режимов.
Ознакомление с вариантами самостоятельного изготовления аппаратов для точечной сварки позволяет убедиться в доступности этого метода. Его вполне возможно реализовать на практике собственными силами.
Самодельная точечная сварка из трансформатора
Время чтения: 8 минут
Что только не сделаешь из сварочного трансформатора… Ведь трансформатор — это буквально сердце любого сварочного аппарата. Именно он преобразовывает поступающее из розетки напряжение в ток, пригодный для сварки. Контактная сварка (или точечная сварка) не является исключением. При этом точечная сварка позволяет сформировать довольно прочное и эстетичное соединение даже в домашних условиях.

Из трансформатора можно сделать полноценный аппарат для точечной сварки, который будет простым и надежным. Его единственный недостаток — это отсутствие возможности регулировать ток. Но в домашних условиях вам будет достаточно и самодельного устройства. В этой статье мы очень подробно расскажем, какой трансформатор использовать и как вообще собрать точечную сварку своими руками из сварочного трансформатора.
Особенности сборки
Трансформатор
Тема нашей статьи — точечная сварка из трансформатора. Мы будем использовать трансформатор, снятый со старой микроволновки. Он отлично подходит для наших целей. Подбирая трансформатор обращайте внимание на его мощность. Для изготовления точечного аппарата нужен трансформатор мощностью от 1 кВт. Аппарат, построенный на базе этого трансформатора, сможет варить металл толщиной до 1 миллиметра. Если вам нужно больше мощности, можно использовать два трансформатора. Но об этом мы расскажем позже.

Возьмите трансформатор и отсоедините от него магнитопровод с первичной обмоткой. Зачастую на таких трансформаторах «первичка» состоит из нескольких витков толстого провода. Не обязательно снимать эти перечисленные детали с каркаса, достаточно убрать вторичную обмотку. Это можно сделать с помощью ножовки или стамески.
А если «вторичка» приклеена, то придется применить силу и в буквальном смысле вырвать обмотку. Иногда целесообразно высверлить «вторичку», если иные способы не помогают. Постарайтесь не повредить «первичку» и сам магнитопровод при снятии вторичной обмотки. Если у трансформатора есть шунты, то уберите их вместе со «вторичкой».
Далее вам нужно намотать новую «вторичку». Для этого возьмите медный провод с сечением от 100 мм2 (или 1 см в диаметре). Провода толстые, но необходимо именно это сечение. Всего нужно сделать около трех витков. Если вам удастся сделать больше витков, то аппарат получится мощнее. Но мы все-таки рекомендуем увеличивать мощность другим методом. Об этом мы расскажем далее.
Увеличение мощности
Как мы уже писали выше, вы можете использовать ни один трансформатор для точечной сварки, но и два. Это необходимо для того, чтобы получить большую мощность, а значит и больший сварочный ток. Такая связка из двух трансформаторов позволит собрать аппарат, способный сваривать толстые металлы.
Конечно, вы можете просто сделать больше витков при наматывании трансформатора, но зачастую окно сердечника не позволяет это сделать из-за толщины провода. В таком случае лучше соединить концы вторичных обмоток у двух трансформаторов. Соединение должно быть последовательным. Это значит, что один провод нужно протягивать через оба трансформатора. Количество витков должно быть одинаковым.

Обязательно следите за направлением витков. У вас не должно быть противофазы.Если вам нужно сделать еще более мощный аппарат, то можно соединить большее количество трансформаторов. Соединение производится тем же методом, что и для двух трансформаторов. Но учитывайте вашу электросеть и заранее подумайте, сможет ли она выдержать такой аппарат. Особенно, если вы собираетесь варить на даче. Применение таких мощных устройств часто приводит к скандалам с соседями и к выбитым пробкам.
Управление
Простота самодельного аппарата для точечной сварки выражается не только во внутреннем конструктиве, но и в органах управления. Все, что вам понадобится — это кнопка «вкл/выкл» и самодельный рычаг для сварочных клещей.
С выключателем все просто. Выберите тот, который вам больше нравится. Установите его в цепь с первичкой. Ни в коем случае не устанавливайте на вторичку, потому что там ток слишком большой и контакты у вашей кнопки могут расплавиться.
С рычагом все немного сложнее. Вы должны помнить, что при точечной сварке применяется не только местный нагрев металла, но и усилие прижима. Чем толще свариваемый металл, тем больше должно быть усилие. Если вы будете варить тонколистовые заготовки, то вам будет достаточно собственной илы, чтобы опустить рычаг и сжать металл между электродами. Но если вы планируете собрать более универсальный аппарат, то лучше прикрепить его к столу и сделать рычаг подлиннее и потяжелее.
Если есть желание, рычаг можно доработать, добавив к нему винтовую стяжку. Стяжка должна устанавливаться между основанием и самим рычагом. Тогда вам не придется применять собственное усилие для сжатия.
Если у вас будет рычаг с самым простым исполнением, то кнопку включения/выключения можно поставить прямо на него. Опускаете рычаг и одновременно включается ток. При этом вторая рука будет свободна, и вы сможете держать заготовки.
Электроды
Также не стоит забывать про электроды. В точечной сварке используются медные электроды. Чем толще электрод, тем лучше. Электроды можно купить или сделать самому на станке. Но купить проще и быстрее. Если собираете маленький маломощный аппарат, что в качестве электрода можете использовать жало от паяльника.
Электроды — материал расходные. Их нужно подтачивать, поскольку они теряют форму. При окончательной потере исходной формы электрод нужно выбросить и поставить новый.

Электроды подключаются к трансформатору с помощью проводов. Их длина должна быть по возможности минимальной. Соединений тоже должно быть немного, поскольку каждое соединение — это всегда потеря мощностей. Лучше всего, если вы наденете на провода специальные наконечники из меди, с помощью которых провод будет соединяться с электродами.
Наконечники из меди должны быть не просто надеты на провода, а спаяны с ними. Это необходимо, чтобы на месте соединения наконечника с проводом не происходило сопротивление и аппарат мог стабильно работать. На самом деле, это очень непростая работа и спаять наконечник с проводов довольно трудно. Но вы можете купить готовые луженые наконечники, предназначенные для пайки. Тогда задача облегчится.
Некоторые умельцы припаивают не наконечники, а сами электроды, чтобы упростить себе жизнь. Но на деле они только все усложняют, поскольку электроды нужно периодически заменять на новые, а значит отпаивать их. Лучше просто припаяйте один раз наконечники и не делайте больше лишнюю работу. Тем более, наконечник просто почистить от следов окислов.
Нюансы применения
Наш самодельный аппарат обладает очень простой конструкцией и неприхотлив, но все же необходимо знать некоторые особенности, чтобы устройство работало исправно на протяжении долгих лет.
Прежде всего, аппарат необходимо включать или выключать только в том случае, когда электроды сжаты. Иначе могут появиться искры и электроды просто подгорят. Также позаботьтесь о принудительном охлаждении устройства. Для этого можно использовать обычный вентилятор. Если не позаботиться об этом заранее, придется постоянно контролировать температуру нагрева аппарата, чтобы он не перегрелся. Из-за этого придется часто делать перерывы.
Качество получаемых сварных точек будет зависеть не только от того, насколько правильно вы собрали аппарат, но и от того, насколько вы опытный мастер и как долго сжимаете заготовку между электродами. Здесь нет однозначных рекомендаций, необходимо экспериментировать с заготовками различной толщины и проверять все на своем опыте.
Вместо заключения
Как видите, точечная сварка своими руками из подручных средств собирается не так уж сложно. У опытного мастера уйдет пара часов на сборку такого устройства. А новичку придется изучить теорию и потренироваться, прежде чем он получит работающий экземпляр. Тем не менее, у самодельной точечной сварки есть множество преимуществ перед покупным аппаратом. Ведь самоделка всегда стоит дешевле и при этом гораздо надежнее, поскольку вы сами выбираете, какое качество будет у деталей.
Чтобы собрать точечную сварку в домашних условиях, вам понадобится минимальный набор инструментов. Все детали можно купить в интернете или с рук. Себестоимость такого устройства будет очень маленькой. В теории также возможна микроточечная сварка, она же мини точечная сварка или даже микроимпульсная сварка, которую возможно собрать из подручных средств. Но собираются такие аппараты по совсем другому принципу. Это тема для отдельной. А пока делитесь своим опытом в комментариях ниже. Так вы поможете новичкам быстрее разобраться в вопросе. Желаем удачи в работе!
Контактная сварка своими руками
У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
- Самодельная точечная контактная сварка
- Аппарат контактной сварки своими руками
- Устройство и работа цепи управления
- Трансформатор для контактной сварки своими руками
- Изготовление и установка клещей
Самодельная точечная контактная сварка
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей. Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений. Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.
В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел – трансформатор – можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт. Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения.
Аппарат контактной сварки своими руками
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм. Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель (АВ1), с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи.
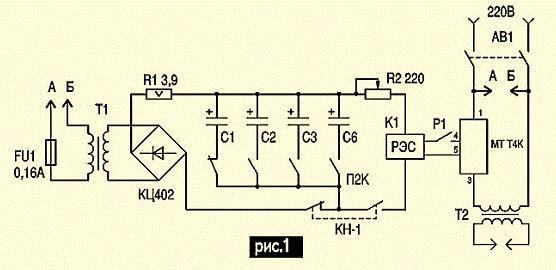
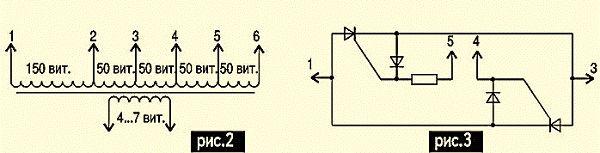
Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока – до 80 ампер.
В состав схемы управления входит блок питания, сама цепь управления и реле К1. Для блока питания может применяться любой трансформатор с мощностью не выше 20 ватт. Он работает от сети 220В и выдает на вторичной обмотке значение напряжения от 20 до 25В. Функцию выпрямителя выполняет диодный мост, например, КЦ402 или другой элемент с такими же параметрами. Для создания выпрямителя можно использовать и отдельные диоды.
С помощью реле К1 выполняется замыкание контактов № 4 и 5 в ключе МТТ4К во время подачи напряжения от управляющей цепи на обмотку его катушки. Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В.
Устройство и работа цепи управления
В сварочном аппарате цепь управления служит своеобразным реле времени. При включении К1 на заданный временной промежуток, задается, таким образом, время, в течение которого электрический импульс будет воздействовать на свариваемые детали. В состав цепи управления входят электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт, переключатели П2К с независимой фиксацией, а также кнопки КН1 и два резистора R1 и R2.
Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ. Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.

Зарядный ток в этот момент протекает через нормально-замкнутый контакт кнопки КН1. После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.
Поскольку нормально-замкнутые контакты находятся в разомкнутом состоянии, реле не может быть запитано напрямую от блока питания. От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Трансформатор для контактной сварки своими руками
Основной силовой частью контактной сварки является трансформатор. За основу берется готовое трансформаторное устройство, используемое в различных приборах и оборудовании и рассчитанное на 2,5 А. Старая обмотка удаляется, а на торцах магнитопровода устанавливаются кольца, материалом для которых служит тонкий электрокартон.
Готовые кольца подгибаются по границам внутренней и внешней кромки, после чего поверх колец магнитопровод обматывается лакотканью в три слоя и более. Первичная обмотка изготавливается из проводов, диаметром 1,5 мм. Лучше всего использовать провода с тканевой изоляцией, чтобы обмотка более качественно пропиталась лаком. Для вторичной обмотки потребуется многожильный провод диаметром 20 мм в кремнийорганической изоляции.

Количество витков рассчитывается в зависимости от запланированной мощности сварочного аппарата. Первичная обмотка делается с промежуточными выводами, а после наматывания пропитывается лаком. Поверх нее наматывается один слой хлопчатобумажной ленты, который также пропитывается лаком. После этого сверху укладывается вторичная обмотка, для пропитки которой также потребуется лак.
Изготовление и установка клещей
В большинстве случаев ручная контактная сварка оснащается специальными клещами. Они могут монтироваться стационарно, непосредственно в корпус устройства или делаться выносными, аналогично конструкции ножниц. Первый вариант обеспечивает более надежную изоляцию, хороший контакт во всей цепи, от трансформатора до самих электродов. Стационарные клещи изготавливаются и подключаются к аппарату значительно проще, чем выносные.
Однако без увеличения длины подвижного рычага прижимное усилие будет незначительным. Длинные ручки существенно легче сделать на выносной конструкции. Кроме того, выносные клещи более удобные, поскольку ими можно работать на определенном расстоянии от сварки. Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.

При изготовлении клещей необходимо заранее рассчитать вылет их электродов. Этот вылет является расстоянием от корпуса аппарата или точки подвижного соединения до электродов. От него полностью зависит основная техническая характеристика, которой будет обладать самодельная контактная сварка: максимальное расстояние от кромки металлического листа до места сваривания. Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Многие мастера пользуются жалами от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток.

Как сделать контактную сварку своими руками из микроволновки
Контактная сварка – как самому изготовить оборудование и клещи?
Контактная сварка, помимо технологических достоинств применения, обладает еще одним важным преимуществом – несложное оборудование для нее можно изготовить самостоятельно, а его эксплуатация не потребует специфических навыков и первоначального опыта.
1 Принципы конструирования и сборки контактной сварки
Контактная сварка, своими руками собранная, может быть использована для решения довольно широкого спектра задач несерийного и непромышленного характера по ремонту и изготовлению изделий, механизмов, оборудования из различных металлов как в домашних условиях, так и в небольших мастерских.
Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения. В зависимости от материала (его теплопроводности) и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:
- низкое напряжение в силовой сварочной цепи – 1–10 В;
- за малое время – от 0,01 секунды до нескольких;
- большой ток сварочного импульса – чаще всего от 1000 А либо выше;
- маленькая зона расплавления;
- сжимающее усилие, прилагаемое к месту сварки, должно быть значительным – десятки–сотни килограмм.

Соблюдение всех этих характеристик напрямую влияет на качество получаемого сварного соединения. Самостоятельно можно изготовить только устройства для точечной сварки, как на видео. Проще всего собрать аппарат переменного сварочного тока с нерегулируемой силой. В нем управление процессом соединения деталей осуществляется за счет изменения продолжительности подаваемого электрического импульса. Для этого используют реле времени либо справляются с этой задачей вручную «на глазок» с помощью выключателя.
Самодельная точечная контактная сварка не очень сложна в изготовлении, а для выполнения ее основного узла – сварочного трансформатора – можно подобрать трансформаторы от старых микроволновок, телевизоров, ЛАТРов, инверторов и тому подобного. Обмотки подходящего трансформатора надо будет перемотать в соответствии с необходимым напряжением и сварочным током на его выходе.

Схему управления подбирают готовую или разрабатывают, а все остальные комплектующие и, в частности, для контактно-сварочного механизма берут, исходя из мощности и параметров сварочного трансформатора. Контактно-сварочный механизм изготавливают в соответствии с характером предстоящих сварочных работ по какой-либо из известных схем. Обычно делают сварочные клещи.
Все электрические соединения должны быть выполнены качественно и иметь хороший контакт. А соединения с использованием проводов – из проводников с сечением, соответствующим протекающему по ним току (как показано на видео). Особенно это касается силовой части – между трансформатором и электродами клещей. При плохих контактах цепи последних в местах соединений будут большие потери энергии, возможно возникновение искрения, а сваривание может стать невозможным.
2 Схема устройства для сварки металла толщиной до 1 мм
Устройство точечной сварки для соединения деталей контактным способом можно собрать по ниже приведенным схемам. Предлагаемый аппарат рассчитан на сварку металлов:
- листовых, толщина которых до 1 мм;
- проволоки и прутков, диаметр которых до 4 мм.
Основные технические характеристики устройства:
- напряжение питающей сети – переменное 50 Гц, 220 В;
- выходное напряжение (на электродах контактно-сварочного механизма – на клещах) – переменное 4–7 В (холостого хода);
- сварочный ток (максимальный импульсный) – до 1500 А.
На Рис.1 приведена принципиальная электрическая схема всего устройства. Предлагаемая контактная сварка состоит из силовой части, цепи управления и автоматического выключателя АВ1, который служит для включения питания устройства и защиты в случае возникновения аварийных ситуаций. Первый узел включает сварочный трансформатор Т2 и бесконтактный тиристорный однофазный пускатель типа МТТ4К, который осуществляет подключение первичной обмотки Т2 к питающей сети.

На Рис.2 представлена схема обмоток сварочного трансформатора с указанием количества витков. Первичная обмотка имеет 6 выводов, переключением которых можно осуществлять ступенчатую грубую регулировку выходного сварочного тока вторичной обмотки. При этом постоянно подсоединенным к сетевой цепи остается вывод №1, а остальные 5 служат для регулировки, и для работы подключают к питанию только один из них.

Схема пускателя МТТ4К, выпускаемого серийно, на Рис.3. Этот модуль представляет собой тиристорный ключ, который при замыкании его контактов 5 и 4 коммутирует нагрузку через контакты 1 и 3, подключенные в разрыв цепи первичной обмотки Тр2. МТТ4К рассчитан на нагрузку с максимальными напряжением до 800 В и током до 80 А. Производят такие модули в г. Запорожье на ООО «Элемент-Преобразователь».

Схема управления состоит из:
- блока питания;
- непосредственно цепи управления;
- реле K1.
В блоке питания может быть использован любой трансформатор мощностью не более 20 Вт, предназначенный для работы от сети 220 В и выдающий на вторичной обмотке напряжение 20–25 В. В качестве выпрямителя предлагается установить диодный мост типа КЦ402, но может быть применен любой другой с аналогичными параметрами либо собран из отдельных диодов.
Реле K1 служит для замыкания контактов 4 и 5 ключа МТТ4К. Это происходит при подаче напряжения от цепи управления на обмотку его катушки. Так как коммутируемый ток, протекающий через замкнутые контакты 4 и 5 тиристорного ключа, не превышает 100 мА, то в качестве K1 подойдет практически любое слаботочное электромагнитное реле с напряжением срабатывания в пределах 15–20 В, например, РЭС55, РЭС43, РЭС32 и подобные.
3 Цепь управления – из чего состоит и как работает?
Цепь управления выполняет функции реле времени. Включая K1 на заданный промежуток времени, она задает продолжительность воздействия электрического импульса на свариваемые детали. Состоит цепь управления из конденсаторов С1–С6, которые должны быть электролитическими с напряжением зарядки 50 В или выше, переключателей типа П2К, имеющих независимую фиксацию, кнопки КН1 и двух резисторов – R1 и R2.
Емкость конденсаторов может быть: 47 мкФ для C1 и C2, 100 мкФ – C3 и C4, 470 мкФ – C5 и C6. КН1 должна быть с одним нормально-замкнутым, а другим нормально-разомкнутым контактами. При включении АВ1 начинают заряжаться конденсаторы, подключенные с помощью П2К к цепи управления и блоку питания (на Рис.1 – это только C1), R1 ограничивает начальный зарядный ток, что позволяет значительно увеличить срок эксплуатации емкостей. Зарядка происходит через скоммутированную на тот момент нормально-замкнутую контактную группу кнопки КН1.

При нажатии на КН1 нормально-замкнутая контактная группа размыкается, отключая цепь управления от блока питания, а нормально-разомкнутая – замыкается, подсоединяя заряженные емкости к реле K1. Конденсаторы при этом разряжаются, и ток разрядки приводит к срабатыванию K1.

Разомкнутая нормально-замкнутая контактная группа КН1 препятствует запитыванию реле непосредственно от блока питания. Чем больше суммарная емкость разряжающихся конденсаторов, тем дольше они разряжаются, и, соответственно, K1 дольше замыкает контакты 4 и 5 ключа МТТ4К, и продолжительнее сварочный импульс. Когда конденсаторы полностью разрядятся, K1 отключится, и контактная сварка прекратит свою работу. Чтобы ее подготовить к следующему импульсу, КН1 надо отпустить. Разрядка конденсаторов происходит через резистор R2, который должен быть переменным и служит для более точного регулирования продолжительности сварочного импульса.
4 Силовая часть – трансформатор
Предлагаемая контактная сварка может быть собрана, как показано по видео, на основе сварочного трансформатора, изготовленного с использованием магнитопровода от трансформатора на 2,5 А. Такие встречаются в ЛАТРах, лабораторных приборах и ряде других устройств. Старую обмотку необходимо удалить. На торцах магнитопровода надо установить кольца, изготовленные из тонкого электрокартона.

Их подгибают по внутренней и внешней кромке. Затем магнитопровод надо обмотать поверх колец 3-мя или большим количеством слоев лакоткани. Для выполнения обмоток используют провода:
- Для первичной 1,5 мм в диаметре, лучше в тканевой изоляции – это будет способствовать хорошему пропитыванию обмотки лаком;
- Для вторичной диаметром 20 мм многожильный в кремнийорганической изоляции с площадью сечения не меньше 300 мм 2 .

Количество витков указано на Рис.2. От первичной обмотки делаются промежуточные выводы. После намотки ее пропитывают лаком ЭП370, КС521 либо подобным. Поверх первичной катушки наматывают хлопчатобумажную ленту (1 слой), которую тоже пропитывают лаком. Затем укладывают вторичную обмотку и снова делают пропитку лаком.
5 Как сделать клещи?
Контактная сварка может быть оснащена клещами, которые монтируют непосредственно в сам корпус устройства, как на видео, либо выносными в виде ножниц. Первые, с точки зрения выполнения качественной, надежной изоляции между их узлами и обеспечения хорошего контакта в цепи от трансформатора до электродов, изготовить и подсоединить гораздо проще, чем выносные.
Однако прижимное усилие, развиваемое такой конструкцией, если не нарастить длину подвижного рычага клещей после электрода, будет равно усилию, создаваемому непосредственно сварщиком. Выносными клещами удобнее пользоваться – можно работать на некотором удалении от аппарата. А усилие, развиваемое ими, будет зависеть от длины ручек. Однако надо будет в месте их подвижного болтового соединения сделать достаточно хорошую изоляцию из текстолитовых втулок и шайб.

Изготавливая клещи, нужно заранее предусмотреть необходимый вылет их электродов – расстояние от корпуса аппарата или места подвижного соединения ручек до электродов. От этого параметра будет зависеть максимально возможное расстояние от кромки листовой детали до места, где выполняется сварка.

Электроды клещей делают из прутков меди либо бериллиевой бронзы. Можно использовать жала мощных паяльников. В любом случае диаметр электродов должен быть не меньше, чем у подводящих к ним ток проводов. Чтобы получать сварочные ядра нужного качества, у контактных площадок (кончиков электродов) размер должен быть как можно меньше.
