Чем измеряют катет сварочного шва?
Что такое катет сварочного шва и как его определить

Качество сварного шва определяется несколькими характеристиками, среди которых: наличие полостей внутри, ширина, толщина, степень выпуклости и другие. Критерии и параметры отличаются в зависимости от вида сварочного шва. Для прямоугольного стыка одним из основных параметров является катет. Он характеризует прочность соединения и площадь прогрева металла в процессе сваривания.
- Виды швов
- Что такое катет сварочного шва
- Как выбрать катет шва
- Как измерить катет шва
- Заключение
Виды швов
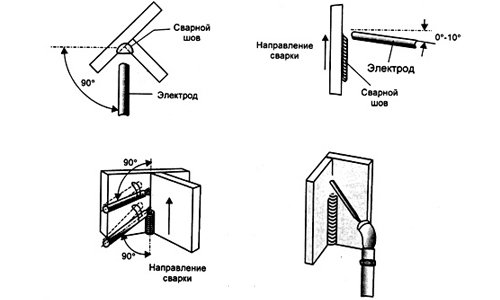
Сварочный шов образуется в месте стыка двух металлических заготовок в результате расплава металла под воздействием высокой температуры. В зависимости от способа соединения заготовок сварочный шов может быть стыковым или угловым. Соединение деталей осуществляется в одной плоскости. Они расположены торцевой частью стык-в-стык по отношению друг к другу. Во втором случае детали располагаются под углом одна относительно другой.

Помимо уже перечисленных способов соединения может быть еще тавровое. Это случай, когда элементы в месте соединения образуют букву Т: один торцевой частью примыкает к фронтальной стороне иного. При таком способе соединения угол может быть не только прямым, но и острым (тупым) в любой плоскости – по горизонтали, вертикали или смещенный. Шов при любом расположении заготовок формируется между бортами примыканий.

Способ размещения заготовок внахлест лучше всего подходит для сваривания листовых материалов. Наиболее взвешенный вариант для тонких листов железа. В этом случае кратно уменьшается вероятность прожига металла. Свариваться металлы могут с одной или же с обеих сторон.
Каждый из выше рассмотренных способов соединения металлических заготовок имеет очень важную характеристику – катет сварного шва. Это – кратчайшее расстояние от одной детали до углового соединения второй. Другими словами, это сторона равнобедренного треугольника наибольшего размера, который можно вписать в поперечный разрез двух сваренных между собой заготовок. Это очень важная характеристика, которая информирует о качестве сварного шва.
Данный критерий оказывает прямое влияние на такие показатели:
- прочность соединения;
- результат расчета при соединении изделий с разной толщиной;
- вероятность деформации кромок деталей из-за нагрева.
Что такое катет сварочного шва
Основные геометрические параметры катета прописаны в нормативных документах, которые являются руководством к действию для любого мало-мальски компетентного сварщика, включая и любителей. Здесь же описаны нормативные положения, которые служат основой для математического расчета геометрических характеристик. Геометрические параметры сварного шва напрямую зависят от типа соединения. Вид и размер соединяемых элементов определяют стыковое сечение.
На производственных предприятиях все вычисления проводятся на основе специальных формул. Для работы на частном участке вполне достаточно ранее приготовленных шаблонов. Наиболее практичным считается универсальный шаблон, который состоит из скрепленных между собой пластинок. Выбор делается опытным путем: сопряжения поочередно прикладываются к поверхности изделий до тех пор, пока не будет найден вариант с наиболее плотным прилеганием.
При изготовлении металлических конструкций, от которых не требуется особо высокая прочность, минимальный размер шва определяется в зависимости от толщины заготовки. Сделать это можно «на глаз». Обычно контакт соответствует толщине стенок заготовки. К примеру, при сварке изделий толщиной 6 мм, катет также равняется шести миллиметрам. Если требуются более точные вычисления, то нужно воспользоваться соответствующей формулой.
Проще всего определить нужные параметры можно при помощи таблицы:

По завершению расчетов, на аппарате выставляются оптимальные значения силы тока и величины напряжения. После этого можно приступать непосредственно к сварке.
Помимо прочностных характеристик катет может влиять и на геометрию соединения:
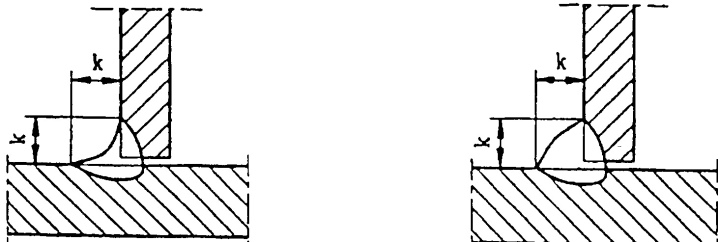
- если одна сторона излишне вытянута, то это говорит о том, что на нее наложен расплав, а другая сторона соединена плохо. Подобные дефекты могут возникать из-за смещения дуги в одну из сторон. Важно добиться равномерности сторон катета;
- плоский и растянутый расплав свидетельствует о браке, который мог возникнуть из-за слишком короткой дуги;
- при катетах очень малой длины на стыках образуются аномально большие выпуклости. Это результат работы с чрезмерно длинной дугой. Брак обусловлен наплавом на поверхности, который быстро разрушается при механическом воздействии.
Как выбрать катет шва
От того, насколько грамотно будет выбран катет, зависит надежность готовой конструкции. Это обусловлено величиной площади соединения. Если катет выбран грамотно, то нагрузка на сварное соединение будет распределяться равномерно по всей площади соединения. Готовое изделие может выдерживать большие механические нагрузки, сильные удары и т.д.
Но не стоит воспринимать большой шов как безусловный показатель надежности. Слишком много – не всегда хорошо. Важно точно просчитать «золотую серединку». Большой наплав может вызвать перенапряжение металлической заготовки, что в свою очередь приведет к снижению ее прочностных характеристик или деформации. В любом из этих случаев использовать деталь в работе нецелесообразно: она или не подойдет, или быстро выйдет из строя.
Как рассчитать катет шва? Он выбирается в соответствии с материалами и поставленными задачами. Это во многом определяет результат работы. Чтобы безошибочно определиться с катетом сварного шва, необходимо четко понимать, какие свойства для него критичный в данной конкретной ситуации. Прежде всего, следует обратить внимание на форму. Она должна быть симметричной по всей длине, а состав – однородным. Для определения этих показателей вполне достаточно обыкновенного визуального контроля.

Хороший шов имеет одинаковую высоту по всей площади стыка. Одинаковой должна быть и ширина. Только при таких условиях механическая нагрузка будет распределяться равномерно, а соединение прослужит максимально долго.
Другим не менее важным показателем является однородность расплава. Как правило заготовки, которые отличаются по составу материалов, между собой свариваются довольно плохо. Чтобы получить хороший результат, нужно правильно подобрать электроды. Важно, чтобы контактирующие плоскости были правильно расположены между собой, а также иметь достаточно большую площадь соприкосновения.
Глубина провара – это еще один значимый критерий. Заготовки должны быть хорошо сварены по всей длине, иначе они не смогут эффективно противостоять нагрузкам. Чтобы придать соединению максимально возможную прочность, профессионалы рассчитывают все его параметры. Они зависят от вида свариваемых элементов. Для получение взвешенного результата нужно учитывать все параметры используемых материалов: длину, ширину и толщину. Прочностные характеристики в наибольшей степени зависят от длины и толщины.
Главным критерием расчета катета сварного шва, который в наибольшей степени влияет на его выбор, является длина, поскольку именно от нее в основном зависит прочность. Следует учесть, что при сваривании очень длинных заготовок не исключена деформация кромок материалов. Исключить появление дефектов, которые могут образовываться в процессе сварочных работ, помогут шаблоны. В подавляющем большинстве случаев для получения высококачественного сварного шва достаточно использовать универсальный шаблон.
Как измерить катет шва
Измерения позволяют контролировать качество работ в процессе их выполнения или по завершению. Они дают возможность объективно оценить полученный результат и определить на каком этапе были допущены ошибки.

Размер стыков определяется на основании геометрических формул. Для получения результата необходимо просчитать катет равностороннего треугольника максимального размера, который можно вписать в сечение соединенных элементов.
Расчеты можно выполнить по-разному. При выборе варианта учитывается способ сварки. К примеру, если выполняется внахлест, а соединяются два металлических листа толщиной 4 мм, то катет тоже будет такой же примерно толщины. В остальных случаях размер катета составляет примерно 40% от толщины металла.
Заключение
Катет является очень важной характеристикой сварного шва. Его значение во многом определяет основные параметры полученного соединения. Надежность, долговечность и качество зависят от этого критерия напрямую.
Очень часто достаточно соблюдать простое правило, которое гласит, что катет сварного шва равен толщине металла. Но оно применимо только к тем конструкциям, для которых не требуется высокая прочность и надежность.
Что такое катет сварочного шва и как его определить
Универсальный шаблон сварщика УШС-3 — гарантия качественных швов. Как пользоваться и осуществлять поверку
 В ходе проведения сварочных работ обязательным является непрерывный контроль качества произведенных сварных соединений. Это осуществляется прежде всего визуально, используя универсальный шаблон сварщика УШС-3. Как пользоваться им и в каких именно случаях станет ясно из более подробного сравнительного рассмотрения всех четырех используемых сейчас видов таких инструментов.
В ходе проведения сварочных работ обязательным является непрерывный контроль качества произведенных сварных соединений. Это осуществляется прежде всего визуально, используя универсальный шаблон сварщика УШС-3. Как пользоваться им и в каких именно случаях станет ясно из более подробного сравнительного рассмотрения всех четырех используемых сейчас видов таких инструментов.
Что такое Шаблон Сварщика. Его основные виды
За многолетнюю историю использования технологии сварного соединения металлов было создано, доведено до максимального уровня удобства и простоты использования четыре вида измерительных приспособлений:
- УШК-1. Расшифровывается как «Универсальный Шаблон Красновского».
- УШС-2. Часто называется «Катетометр».
- УШС-3.
- УШС-4.

Он наиболее простой из всей линейки. Представляет собой пластину металла каплеобразной формы. На нее нанесены способом гравировки, выделены темной износостойкой краской две измерительные шкалы.

УШК-1 позволяет измерить зазор между соединяемыми деталями, а также три вида сварочных швов:
- нахлесточный;
- тавровый;
- стыковый.

Часто его называют катетометром. Как можно из этого догадаться, с помощью него определяют величину катетов угловых швов. Это осуществляется путем постепенного подбора искомого угла от максимума к минимуму (в данном случае от 14 до 4 мм ).
Внешне УШС-2 выглядит как три небольших металлических детали скрепленные кольцом. На каждой из пластин имеется по два фигурных выреза — повторяющие катет соответствующего размера (имеется цифровая маркировка). Измерение осуществляется путем последовательного прикладывания пластин вырезом к шву (перпендикулярно).

Размер катета считается найденным, когда зазор между вырезом в пластине и самим швом минимален. Разумеется, он ограничен — не охватывает все возможные размеры катета углового сварного шва.

Он наиболее распространен. Может оперативно контролировать качество, величину дефектов соединения:
- превышение кромок;
- забоины;
- углы скоса;
- зазоры;
- притупления.
УШС-3 позволяет контролировать одиннадцать характеристик сварных швов, соединяемых ими деталей:
- Скос свариваемых кромок деталей.
- Зазоры между краями деталей.
- Размер дефектов.
- Выпуклость.
- Вогнутость.
- Размер стыкового усиления.
- Величину притупления.
- Ширину шва.
- Сдвиг кромки. Под сдвигом здесь понимается различие в уровне нахождения плоскостей свариваемых деталей в стыковом соединении.
- Подрез основания шва. Это несовпадение реальной величины его катета запланированному. Он может доходить до 5 мм. Обычно причиной этого становится излишне высокое рабочее напряжение электрической дуги или слишком толстый электрод. Этот дефект снижает механическую прочность соединения. Исправить его можно, лишь аккуратно дополнив ниточным швом.
- Глубину дефектов. Это расстояние между дефектом внутри соединения и его поверхностью.
Диапазон измерений этого УШС достаточно широк для производственной практики. Он колеблется от 0 до 45º и от 0 до 50 мм. Величина допустимой погрешности не превышает 0.5 мм.

Является наиболее новым по происхождению. Он отчасти повторяет конструктивно универсальный шаблон сварщика УШС-3, но имеет ряд усовершенствований. К примеру, в него интегрировано устройство Маршака-Ушерова. Это упрощает многие измерительные операции.
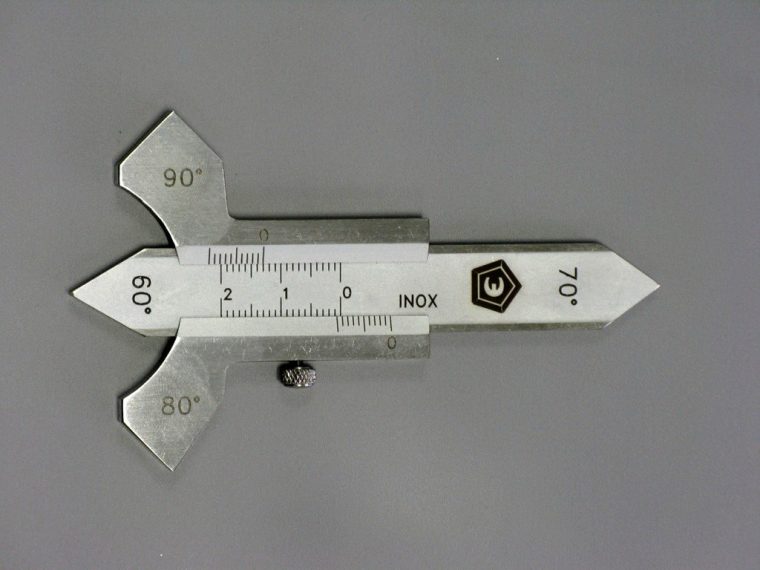
- Существует более современный аналог устройства Маршака-Ушерова — это INOX или SELTOR. Он способен измерить зазоры перед сваркой, высоту сварочного валика, катет углового шва, выпуклость его корня. Диапазон измерении имеет предел в 20 мм.

Как работать с ушс-3
 Конструктивно он состоит из трех деталей:
Конструктивно он состоит из трех деталей:
- Основание, с нанесенными на него измерительными шкалами.
- Движок — прямоугольная полоса металла. На ней также нанесены измерительные риски, шкалы. Он соединен с основанием особой осью.
- Указатель — имеет заостренный кончик, закреплен на движке в определенном месте.
Измерительное приспособление нужно оберегать от ударов, коррозии, химического загрязнения. Перед работой нужно проверить его целостность, отсутствие погнутостей, вмятин, потертостей или повреждения измерительных шкал.
 Девять видов измерений может осуществлять универсальный шаблон сварщика УШС-3. Как пользоваться рассмотрим подробно по каждому из видов:
Девять видов измерений может осуществлять универсальный шаблон сварщика УШС-3. Как пользоваться рассмотрим подробно по каждому из видов:
- Притупление кромки деталей. Приспособление прикладывается к кромке, ее длина измеряется по шкале в его основании.
- Ширину шва. УШС располагается на детали — ширина определяется по шкале, находящейся в его основании.
- Угол разделки кромки деталей. В этом случае его располагают на поверхности детали верхом вниз. Движок опускают пока он не соприкоснется с плоскостью кромки. Значения считывают со шкалы вокруг оси вращения движка. При таком перевернутом положении шаблона она находится на его правой стороне.
- Высоту усиления швов (как стыкового, так и углового). Его располагают на поверхности детали и осторожно опускают движок до тех пор, пока его указатель не коснется наиболее высокой части сварного шва. Показания считываются с правой шкалы.
- Смещение кромки деталей при их соединении. Для этого приспособление располагают его левым основанием строго на одной из деталей. Удобнее на той же, что находится слева от измеряющего. Движок аккуратно опускают вниз до прикосновения к поверхности другой детали. Измерения считываются с крайней справа шкалы.
- Западания или подрезы между валиками швов. Его помещают основанием на деталь, опускают вниз движок до тех пор, пока его указатель не соприкоснется с подрезом или западанием. Его величина считывается со шкалы расположенной на правой стороне приспособления.
- Величину выпуклости или вогнутости подрезов шва. УШС располагают основанием на деталь. Затем опускают движок вниз до тех пор, пока его указатель не прикоснется к максимальной точке выпуклости или вогнутости. Значения считываются с крайней справа измерительной шкалы.
- Зазор между соединяемыми деталями. Клиновидную часть движка помещают в измеряемое пространство, считывают значения с соответствующей шкалы.
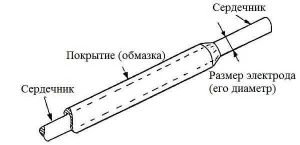
- Диаметр используемых электродов. Это осуществляется простым прикладыванием электродов в прямоугольные пазы на верхней плоскости основания приспособления.
- Для каких бы видов измерений ни применяли универсальный шаблон сварщика УШС-3 (как пользоваться в каждом конкретном случае ранее было рассмотрено подробно) его всегда нужно распологать строго перпендикулярно поверхностям соединенных деталей.
Как определить катет сварного шва?
При электродуговой сварке возникает необходимость оценить качество шовного соединения деталей неразрушающими методами. Для этой цели используют дефектомеры, основанные на различных физических принципах. Кроме того, проводится визуальная оценка качества и геометрических параметров, при которой используется понятие катета сварного шва.
В зависимости от ряда условий производится предварительный расчёт катета по соответствующим таблицам, что позволяет закладывать его характеристики в проектную документацию на разных этапах работ. Мы подробно расскажем об этом понятии и его влиянии на прочность соединения заготовок.
Типы сварочных швов
Соединение деталей может происходить разными способами и это целиком зависит от формы заготовок и решаемых задач. Сварщики могут соединять элементы в одной плоскости или же под углом друг к другу внутренним или внешним швом, параметры которого зависят от требований по прочности и толщины заготовок. Также важно учитывать степень обработки кромок и возможное изменение геометрической формы деталей по причине перегрева, связанного с несоблюдением технологического режима. Иногда использование сплошного шва не является экономически оправданным и выбирается прерывистое соединение в шахматном или ином порядке.
Независимо от вида сварки, материала заготовок и количества проходов скорость сварки по нормам и таблицам редко превышает значение 50 м/час. Эта оптимальная величина позволяет достаточно хорошо прогреть заготовки и в то же время не допустить перегрева, ведущего к деформациям составных частей изделия.
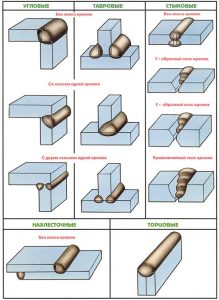
По способу соединения деталей различают следующие виды сварных швов, а именно:
- соединение внахлёст, которое производится при относительно небольшой толщине заготовок и делается с двух противоположных сторон;
- стыковое соединение, проводится с обработкой кромок стыка под углом в 45 о при толщине металла более 4 мм;
- торцовый способ, применяемый для соединения двух наложенных друг на друга листов металла;
- угловой шов, как внешний, так и внутренний с обязательной обработкой кромок для наилучшего провара;
- соединение тавровое, при котором детали располагаются под прямым углом с двусторонним привариванием.
Выбор типа соединения зависит от технического задания и требуемой прочности соединения, поэтому необходимо учитывать наличие разнотолщинных заготовок, требующих особого внимания при обработке и стыковке кромок. Необходимо подбирать флюс и присадки, а также материал электродов в точном соответствии со свариваемым материалом, чтобы предотвратить образование пористого и непрочного шва.
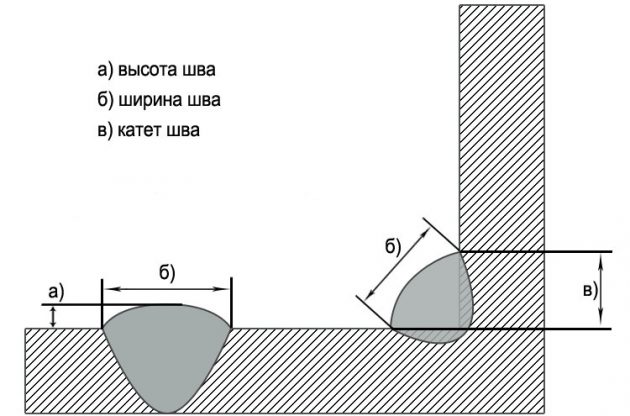
Параметры и геометрические характеристики шва
Размеры шва и глубина провара зависит от нескольких факторов, к которым относятся химический состав заготовок и материала электрода, состав присадок и флюса, а также сила тока и скорость сварки. Именно эти обстоятельства определяют свойства и геометрические размеры шовных соединений, определяющих жёсткость и прочность всей конструкции в целом.
Для стыкового соединения характерна выпуклая форма, которая выравнивается в процессе окончательной обработки абразивными материалами. Это производится в том случае, если высота валика не должна превышать определённых показателей по техническому заданию.
При нахлёстном, угловом или тавровом соединении форма шва в разрезе имеет вид прямоугольного треугольника с катетами и выпуклой или вогнутой гипотенузой, причём рекомендуемые размеры этой геометрической фигуры зависят от толщины свариваемых материалов.

Прочность стыка заготовок определяется следующими параметрами шовного соединения:
- корневая часть шва, которая наиболее близка к стыку деталей;
- тело шовного соединения характеризуется одним или несколькими проходами для достижения необходимых габаритов;
- показатель ширины шва, представляющий собой условную гипотенузу прямоугольного треугольника с выпуклой или вогнутой поверхностью;
- параметр катетов сварного шва, который наиболее полно характеризует жёсткие прочностные свойства соединения.
Чтобы понять, что такое катет сварного соединения, необходимо представить шов в разрезе. Он выглядит в сечении, как прямоугольный треугольник с двумя катетами по сторонам заготовок и гипотенузой между ними, которая и является шириной шва. Эти параметры и считаются основой визуального контроля качества при сварке. При соединении тонких (до 4 мм) листов внахлёст, катет выбирают равным толщине заготовок, а при большей толщине этот параметр равен 40−45% от толщины деталей.
Катет сварного шва: способы визуального контроля параметров
Для неразрушающего контроля качества сварки существует несколько достаточно эффективных методов, основанных на разных физических принципах. Это радиографический метод, просвечивание рентгеновскими и гамма-лучами, а к безопасным методам относятся вихретоковое дефектоскопирование и ультразвуковой контроль.
Не последнее место занимает магнитное зондирование и капиллярный способ исследования. Методы такого контроля требуют дорогостоящей аппаратуры, радиоактивных источников или реактивов, поэтому являются довольно затратными и не применяются повсеместно, а лишь в ответственных и особо важных узлах и регламентируются инструкцией СН 375-67.
Существуют компьютерные программы расчёта прочности соединений, где ключевым параметром является катет шва при сварке, при этом становится необходимым проводить измерения основных геометрических характеристик. Такие замеры выполняются во время визуального контроля шва с помощью разнообразных универсальных шаблонов, а именно:
- сварочный шаблон Красовского, универсальный (УШК-1), служит для измерения зазоров между заготовками и параметров нахлёсточных, тавровых и стыковых соединений;
- универсальный измеритель УШС-2, представляющий собой набор шаблонов для определения катетов по выпуклой гипотенузе от 4 до 14 мм;
- более сложный измеритель УШС-3, служит для промеров углов разделки стыков, а также позволяет замерять смещение между деталями и высоту валика стыкового шва;
- шаблон сварщика УШС-4 со встроенным измерителем Маршака-Ушерова позволяет измерять различные углы, величину катета и корня шва, является наиболее универсальным измерителем.
Мы убедились в важности такого показателя, как катет сварного шва при визуальном контроле качества работ и расчёта прочности всего соединения в целом. Метод оценки соответствия выполненных работ техническому заданию с помощью замеров, является наиболее недорогим и проверенным временем способом, который не требует использования высокотехнологичной аппаратуры и дорогостоящего обучения персонала.
Подводим итог
Мы рассказали об относительно доступном и надёжном способе расчёта прочности сварочного соединения с помощью такого параметра, как катет сварного шва. При упрощённом, примерном подсчёте можно выполнять простые работы, но если требуются ответственные строительные конструкции, то необходим взвешенный инженерный подход, основанный на правильных замерах специальными шаблонами.
Что такое катет сварного шва
Сваривание металлических изделий – это наилучший способ получить прочное и надежное сварное соединение. Сварка отдельных элементов в цельные детали должна отвечать высоким требованиям качества, поскольку сложные металлоконструкции имеют огромный вес и должны выдерживать высокие эксплуатационные нагрузки. А это зависит от катета сварного шва.
Качественные параметры сварных работ
Чтобы выполнить качественное сварное соединение, необходимо знать его параметры. Одним из таких параметров является катет. Именно соблюдение его размера позволяет выдерживать будущему изделию статические и динамические воздействия. Катет сварочного шва – это расстояние, идущее по плоскости одной детали до угла примыкания с другой. Но чтобы знать этот размер, его надо правильно рассчитать.
Типы сварных соединений
Участок стыковки двух элементов, полученный в процессе кристаллизации металла после расплавки, называется сварным швом (линией). Выбирают вид сварочной стыковки в зависимости от конфигурации готовой конструкции. В конечном варианте изделие должно иметь нужную форму, хорошую работоспособность и не поддаваться разрушениям.
Сварные швы бывают двух типов:
- угловой;
- стыковой.
Угловой выполняется в случаях, когда необходимо получить тавровую, крестовую или непосредственно угловую форму. В сечении такие стыки выполняются с односторонней или двухсторонней разделкой кромок (здесь играют роль габариты конструкции). По виду продольного сечения стыковочные линии бывают непрерывными или прерывистыми (в зависимости от толщины металла).
Стыковой – это самый распространенный вариант сложения двух изделий торцами, внахлест или со скосом кромок. Чаще такие элементы свариваются по горизонтали, а линия сваривания отличается сплошностью стыка. Соединение встык проводят без разделки кромок, но с разделкой торцов деталей. При этом края могут быть как прямыми, так и криволинейными. Металлические листы, соединяемые без разделки кромок, имеют толщину более 8 мм. При меньшем размере детали укладывают с нахлестом 2 мм.
Геометрические характеристики
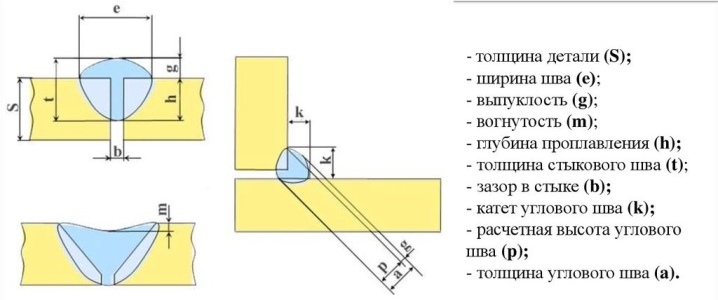
Параметры сварки рассматриваются исходя из вида сварных швов – угловой или стыковочный. К основным геометрическим характеристикам относятся:

- ширина – поперечный размер всей наваренной линии между свариваемыми деталями;
- толщина – расстояние от низшей точки провара до верхней;
- корень шва – часть сварки, максимально удаленная от поверхностей заготовок;
- выпуклость (вогнутость) – размер берется от поверхности детали до самой высокой (низкой) наваренной точки;
- глубина провара – выводится исходя из заполнения зазора металлом, образованным после сварки (не считая выпуклости);
- катет – эта величина, определяющаяся в условиях угловой сварки и подобна катету равнобедренного треугольника, входящего в поперечное сечение заготовки.
Катет шва при сварке – одна из главных характеристик стыка. При соединении металлов одной толщины катет задается по величине кромок. Если заготовки имеют разные размеры, то величину катета выбирают по толщине меньшей, поскольку большая величина способна вызвать деформацию изделия.
К геометрическим параметрам, необходимым для расчета прочности сварного стыка, можно отнести также толщину металла и величину зазора между соединяемыми деталями.
Размер катета углового шва
Надежность сварного стыка зависит от его толщины и длины. Эти размерные величины должны быть достаточными, чтобы выдерживать заданные нагрузки. Согласно расчетной нагрузке выбирают катет углового шва.
Экспериментальным путем были разработаны специальные приспособления, определяющие характеристики будущего углового соединения. Наиболее распространенным прибором является сварочный шаблон. При его создании прибегли к известным законам геометрии, согласно которым произвели расчет катета сварного шва.
Применяя шаблон на практике, придерживаются таких условий:
- для соединения листов, имеющих толщину меньше 4 мм, катет углового шва принимают равным этой величине;
- при больших поперечных размерах металла за необходимую величину катета сварочного шва берут 40% от толщины деталей плюс 2 мм к получившейся цифре.
Слишком большой катет брать нерационально. Это, возможно, и приведет к усиленной прочности, но скажется негативно на других факторах:

- увеличит расход материала;
- поднимет стоимость строительных работ;
- спровоцирует деформацию изделия.
Наружный контроль качества сварного соединения выполняется двумя способами – разрушающим и неразрушающим. При неразрушающем контроле применяют сварочный шаблон, с помощью него визуально определяют наличие дефектов. А для обнаружения внутренних дефектов используют метод внутреннего контроля, который проводят при помощи ультразвуковых и рентгеновских приборов.
Что влияет на качество швов
Качество свариваемых стыков зависит, в первую очередь, от электродов, используемых для проведения работ. К качеству электродов предъявляются стандартные промышленные требования:
- специальный состав металлического стержня;
- устойчивое горение электрической дуги;
- минимизация разбрызгивания.
Помимо заводских требований, есть и дополнительные условия к сварке соединений заданной формы. Для выпуклых линий необходимы электроды, образующие при плавке густую и вязкую консистенцию. Если же при оплавлении стержень дает слишком жидкий расплав, то сформируется вогнутая линия. Выпуклые стыки считаются усиленными, а вогнутые – ослабленными. Часто применяют плоские линии сварки – это универсальный тип соединения элементов.
Кроме правильно выбранных электродов, на качество сварки оказывает влияние режим работы, который можно корректировать:

- при повышении силы тока ширина сварочной линии не будет отличаться от заданной, а глубину провара можно увеличить;
- изменением напряжения добиваются увеличения ширины стыка, при снижении глубины провара;
- повышая скорость передвижения электрода, удается уменьшить ширину, и значительно увеличить глубину.
При выполнении сварочных работ необходимо помнить, что завышение скорости движения электрода на величину более 50 м/час чревато снижением качества работ, поскольку металл от скоростного воздействия прогревается недостаточно, отчего страдает плавка и нарушается кристаллизация.
Видео по теме: Сварка — катет 12 мм
Что такое катет сварочного шва и как он измеряется?

- Что это такое?
- Как его рассчитать?
- Как выбрать?
- Заключение
Сварной шов измеряется значениями нескольких параметров. Кроме высоты, глубины и ширины провара, существует не менее важная составляющая – катет сварного шва.
Что это такое?
Сварочный шов в поперечном срезе – по сути, треугольник с кривыми, выпуклыми сторонами наружу. Высота шва – расстояние от плоскости свариваемых конструкций, с той стороны, откуда идёт провар, до верхушки (центральной точки наплыва). Ширина – фактически расстояние между параллельными его кромками, где сам шов переходит в материал (сплав или металл) свариваемых листов, профилей, уголков и т. д. Глубина – расстояние от плоскости, в которой лежат состыкованные по краю, свариваемые металлические поверхности, до крайней (нижней) точки, до которой добралась расплавляемая в процессе сварки сталь стержня электрода.
Катет – величина, применяемая к состыкованным под прямым углом деталей.
Чтобы было до конца ясно, обратимся к школьному курсу геометрии. Катет – сторона треугольника, в котором обязательно присутствует прямой угол. Под этим углом и стыкуются края свариваемых деталей. В сварочном деле чаще используют катет вертикальной, а не горизонтальной стороны. Она является прилежащей к прямому углу стороной воображаемого треугольника сварного шва в поперечном разрезе. Простыми словами, катет сварного шва – расстояние от плоскости соприкосновения краёв (граней) деталей до верхней точки (по вертикали), до которой добралась расплавленная при сварке электродная сталь, смешиваемая с поверхностным слоем стали верхней примыкающей детали. Но катет не менее легко рассчитать для соединений в виде тавра или нахлёста (две плоские детали, чьи стыкующиеся рёбра разнесены).


Как его рассчитать?
Определение катета сварного шва сочетается с условием теоремы Пифагора, гласящей, что квадрат значения гипотенузы (по сути, шов без усиления, чья косая грань в идеале ровная) равен сумме квадратов значений катетов. Здесь используется правило равнобедренного треугольника с прямым углом – и верхний, и нижний катеты, если смотреть на поперечный разрез шва, одинаковы. Точный, ровный шов без усиления может быть исполнен на конвейере – человеку сделать такой шов сложно: в большинстве случаев даже многоопытному сварщику удастся шов с усилением (наплывом) или ослаблением (вмятиной), а не «срезанный».
Простейшая формула для углового шва – вычисление катета по закону: T = S * cos 45º, где Т – значение катета шва, S – ширина наплыва.
Для вычисления значения катета измерьте ширину шва. Косинус половины прямого угла равен 0,7. Например, когда ширина валика равна 3 мм (шов сварен посредством прямого ведения электрода с такой же толщиной стержня), катет шва равен 2,1 мм. В исключительных случаях, где требуется, к примеру, катет не равнобедренного (в том числе и египетского) треугольника, расчёт осуществляется по меняющемуся углу.
Существует и другой метод расчёта катета: квадрат его значения соизмерим объёму расплавляемой электродной стали. В общем и целом, катет шва определяется по ГОСТам 11534-75 и 5264-80. Например, когда катет возрастает на 1 мм при длине шва в 10 мм, расход электродной стали (по объёму) больше на 1/5 от первоначального значения. При сварке деталей с толщиной стали до 4 мм внахлёст катет выбирается таким же. Большие значения выбираются по 40% толщины стали, к которым дополнительно прибавляют 2 мм.
При сварке, к примеру, полос стали в тавр (Т-образную деталь), катеты сварных швов должны быть одинаковыми с обеих сторон.
То же самое относится к профтрубе, части которой обрезаны под углом в 45 градусов перед сваркой.
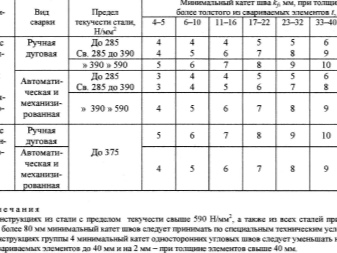
Таблица размеров катета в зависимости от иных параметров шва и метода сварки позволит точно рассчитать его величину.
Вид соединения
Вид сварки
Предел текучести стали, Н/мм2
Минимальный катет шва при сваривании деталей из более толстых элементов (расчёты в миллиметрах)
4-5
6-10
11-16
17-22
23-32
33-40
41-80
Тавровое с двусторонними угловыми швами, нахлёсточное и угловое