Чем определяется мощность сварочной дуги?
Что такое электрическая дуга

Метод сварки используется людьми для герметичного соединения металлов уже больше века. Изучал его еще физик Вольт. Его работы были использованы в процессе создания первого сварочного аппарата. Генерируется электрический разряд в момент, когда между электродом и рабочей поверхностью образуется короткое замыкание. Подаваемая на сварочный аппарат электрическая энергия преобразуется в тепловую, в результате чего появляется ванна расплава. В таких условиях формируется на месте стыка образуется однородный металлический шов.
Со временем, детально проанализировав вольтамперные характеристики, ученые сделали сварку более совершенной. Были созданы современные устройства, которые отлично поддерживали стабильность сварочной дуги.
- Что такое сварочная дуга
- Строение и температура сварочной дуги
- Виды сварочной дуги
- Условия горения
- Как образуется электрическая дуга и причины ее возникновения
- Чем определяется мощность сварочной дуги
- Вольт-амперная характеристика сварочной дуги
- Особенности электрической дуги
Что такое сварочная дуга

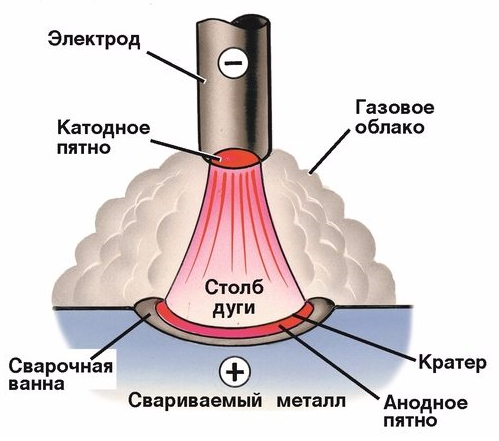
Генерируемая сварочным аппаратом электрическая дуга представляет собой ни что иное, как состоящий из ионизированных частиц проводник. Он существует в определенном временном промежутке благодаря тому, что поддерживается электрическим полем. Такой разряд образуется в способной к ионизации газовой среде, характеризуется непрерывной формой и высокой температурой.
В учебных пособиях по сварочному делу данное явление определяется как электрический разряд в плазме длительного характера. Плазма является смесью защитных, ионизированных атмосферных газов в сочетании с испарениями от металлов, которые образуются под воздействием высокой температуры.
Строение и температура сварочной дуги

Разогреть металл до температуры плавления за очень короткое время можно, но для этого потребуется мощная электрическая дуга. Основные ее характеристики – вольтаж, ампераж и плотность потока заряженных частиц. Как электротехническое явление дуговой столб представляет собой проводник между полярными полюсами, состоящий из газовой среды. При этом он обладает большим сопротивлением и способен светиться.
Детальный анализ построения дуги помогает разобраться с течением температурного воздействия на металл. Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
- собственно, столб – это видимая светящаяся часть;
- катодная – 1 микрон;
- анодная – 10 микрон.
Поток свободных электронов определяет температуру сварочной дуги. Они формируются на катоде, который нагревается до 38% от температуры плазмы. В газовой среде отрицательные частички – электроны двигаются по направлению к аноду, в то время как положительные элементы направляются к катоду. Столб лишен какого-либо заряда и все время остается нейтральным.
Температура частиц внутри достигает 10 000 градусов Цельсия. Воздействуя на металл, они разогревают его до 2350 градусов. Точка входа электронов среди специалистов называется анодным пятном. По сравнению с катодным оно имеет температуру на 6% выше. Поскольку плазма генерирует ультрафиолетовые, световые и инфракрасные волны, то она находится в видимом для человека спектре. Но важно учесть, что данные волны вредны для человека: и для кожи, и для глаз. Поэтому для сварщиков были разработаны специальные средства защиты.
Виды сварочной дуги

Классифицируется сварочная дуга по нескольким параметрам. В зависимости от пространственного положения электрода и типу тока она бывает:
- прямого действия. Разряд располагается перпендикулярно по отношению к рабочей поверхности и параллельно относительно электрода;
- косвенного действия. Разряд образуется между электродом, который располагается относительно рабочей поверхности под углом 40-60 градусов и самим металлом.
По составу плазменный столб делится на:
- открытый. Образуется в атмосферных газах. Питающей средой являются компоненты, испаряемые из обмазки и заготовки;
- закрытый. Генерируется под флюсом при условии присутствия газообразной фазы, которая получается из частиц, испаряемых от металла, электрода и компонентов флюса;
- с подачей инертного газа или другой защитной смеси.
Сварочная дуга отличается и в зависимости от применяемого расходного материала. В работах используются электроды:
- тугоплавкие из вольфрама;
- графитовые или угольные;
- стальные с обмазкой, содержащей ионизирующие включения.
В зависимости от времени воздействия принято различать дугу постоянную и импульсную.
Условия горения

Сварочный процесс основан на преобразовании электрической энергии в тепловую. Сварочный столб может удерживаться как угодно долго при условии быстрой ионизации газа. Свариваемые заготовки прогреваются, воздух вокруг них теплый и насыщен испаряемыми компонентами. Альтернативный метод – в рабочую зону специально подается газ, который может ионизироваться. Лучше всего ионизации поддаются частицы щелочноземельных и щелочных металлов. Они становятся активными сразу, как только начинает проходить ток.
Другое обязательное условие для поддержания сварочного столба – постоянная высокая температура на катоде. Ее значение зависит от химического состава и площади катода. Для этого требуется источник электричества. В условиях производства показатель температуры катодной области может доходить до 7 000 градусов.
Как образуется электрическая дуга
Сварочная дуга является ничем иным, как электрическим разрядом. Возникает она в случае замыкания цепи. В тот момент, когда электрод прикасается к поверхности свариваемого металла, начинает вырабатываться тепловая энергия в большом количестве. В точке соприкосновения металл начинает плавиться. Расплав притягивается к окончанию расходника, образуя тонкую шейку. Она почти что мгновенно распыляется под влиянием сильного электрического поля. В это время молекулы газа ионизируются, образуется защитное облако и обеспечивается свободное перемещение электродов.
Вид тока определяет направленность потока. Поджечь дугу можно на токе прямой и обратной полярности, переменном или постоянном. Частота, с какой дуга гаснет и разжигается напрямую зависит от выбранных сварщиком параметров тока.
Чем определяется мощность сварочной дуги
Основные факторы, оказывающие влияние на параметры мощности:
- напряжение. Увеличение мощности сварки достигается за счет увеличения питающего напряжения. Но в сравнительно небольшом диапазоне значений. Есть определенные ограничения и по размеру расходных материалов;
- сила тока. Прямая зависимость: чем больше показатель – тем стабильнее горит дуга;
- величина напряжения плазмы находится в прямой зависимости от мощности.
Длиной дуги принято называть расстояние от электрода доя рабочей поверхности в момент выполнения сварочных работ. От данного показателя зависит величина продуцированного тепла.
Мощность дуги определяет скорость плавления металла. Данная характеристика имеет большое значение, поскольку от нее зависит скорость выполнения операций по соединению металлов. Силой тока меняется рабочая температура в зоне плавления. Даже длинная электрическая дуга не будет затухать при большой силе тока. Во время сварочных работ изменение настроек ампеража требуется очень редко.
Вольт-амперная характеристика сварочной дуги
Выражают параметры питания. Данные позволяют определить:
- время горения;
- мощность дуги;
- условия гашения.
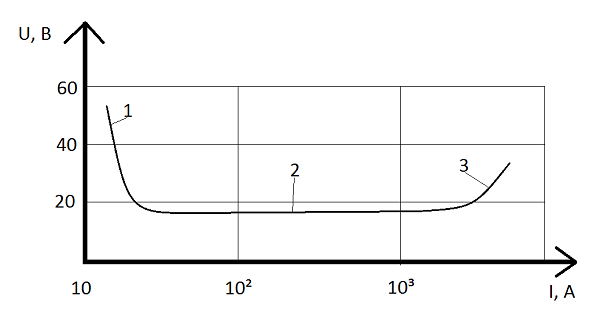
Динамика вольтамперных показателей показывает изменение длины электрической дуги в период ее нестабильности. Статическая вольт-амперная характеристика дуги, наоборот, указывают на зависимость между напряжением и силой тока в период стабильности длины электродуги. Ее свойства выражены графиком, разделенным на три сектора:
- падающий. В случае увеличения силы тока резко уменьшается напряжение. Связано это с образованием столба: возрастает площадь потока плазмы и изменяется показатель ее электропроводимости;
- жесткий. Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;
- растущий. Размер катодного пятна стабилен и зависит от диаметра электрода. При увеличении силы тока в большую сторону меняются показатели дугового столба.

Вольтамперные характеристики (ВАХ) ручной дуговой сварки с неплавящимися или плавящимися электродами не доходят до третьего сектора графика, а варьируются только в первых двух. Механизированная сварка, подразумевающая использование флюсов, описывается показателями графика второго и третьего сектора. Третий сегмент в полной степени соответствует сварке плавящимся электродом в защитной среде.
В случае использования сварочного аппарата в режиме переменного тока. В каждом полупериоде на пике розжига случается возбуждение сварочной дуги. При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При выборе оборудования для выполнения конкретного вида работ важно учесть, что ВАХ электрической дуги напрямую зависят от внешних вольтамперных показателей. К примеру, для ручной дуговой сварки требуется питание с падающими характеристиками вольт-ампер (повышенное напряжение на холостом ходу). При этом специалист будет иметь возможность с помощью регулятора ампеража менять длину дуги.
Сила тока при коротком замыкании во время плавления электрода на 20-50% выше показателя силы тока дуги. Выполнение работ плавящимися электродами оптимально в случае использования дуги размыкания. Для того, чтобы разжечь электродугу угольным или вольфрамовым электродом, не помешает вспомогательный разряд.
Высокие показатели силы тока при коротком замыкании могут спровоцировать прожиг заготовки. Короткое замыкание имеет место в момент, когда падает капля расплава электрода. После этого показатели резко возвращаются к исходным значениям. Возрастает ампераж до уровня тока короткого замыкания, мостик, образовавшийся между металлом и электродом быстро перегорает, и электрическая дуга снова возбуждается. Все эти изменения в столбе происходят моментально. Установка должна успеть за этот период отреагировать на изменения с тем, чтобы стабилизировать рабочие показатели.
Особенности электрической дуги
Благодаря широкому диапазону значений, электродуга совместима как с тугоплавкими, так и с привычными плавящимися электродами. Под ее воздействием металл быстро разогревается, после чего образуется ванна расплава. Преобразование электроэнергии в тепловую происходит с минимальными потерями.
По своей природе электрическая дуга сопоставима с другими видами зарядов. Ее отличительные особенности:
- созданная плотным током высокая температура;
- небольшое снижение катодного и анодного напряжения, которое в малой степени зависит от изначально заданного вольтажа;
- электрическое поле между полюсами распределяется неравномерно;
- устойчивость электрической дуги в пространстве;
- мощность и вольтамперные характеристики саморегулируются;
- границы электродуги четко очерчены.
Зажечь дугу можно одним из двух способом: чирканьем или коротким прикасанием.
Что такое сварочная дуга
Сварочная дуга используется человечеством для неразъемного, герметичного соединения металлов более века назад. Ее изучением занимался физик Вольт. Затем появились устройства для сварки. Электрический разряд возникает в момент короткого замыкания между электродом и свариваемой деталью. Электрическая энергия преобразуется в тепловую, образуется ванна расплава. Создается диффузный однородный слой металла на месте свариваемого стыка.
Изучив вольт-амперные характеристики процесса, ученые усовершенствовали процесс сварки, создали сварочные аппараты, поддерживающие стабильное горение дуги.

Что такое сварочная дуга, определение
Что можно назвать сварочной дугой – это, по сути, длительный проводник, состоящий из ионизированных частиц, существующий во времени благодаря поддерживающему электрическому полю. Дуговой разряд характеризуется непрерывной формой, высокой температурой, возникает в газовой среде, способной к ионизации.
В учебниках сварщика определение сварочной электродуги звучит следующим образом: это длительный электрический разряд в плазме, состоящей из смеси ионизированных воздушных или защитных газов, а также испарившихся компонентов присадочного и основного металла.
Природа и строение
За короткое время разогреть металл до температуры плавления можно мощной сварочной дугой. Ее свойства характеризуются плотностью тока, вольтамперными показателями. С точки зрения электротехники, дуговой столб – ионизированный газовый проводник между катодом и анодом с большим сопротивлением, способностью к свечению. Детальное рассмотрение строения сварочной дуги поможет понять сущность температурного воздействия. Длина электродуги в среднем составляет 5 мм, она делится на основные зоны:
- анодную, она не более 10 микрон;
- катодную, она в 10 раз меньше анодной;
- столб – видимая светящаяся полоска.
За температуру сварочной дуги отвечает поток свободных электронов. Они образуются на катодном пятне. Оно разогревается до 38% температуры плазмы. В дуговом столбе электроны двигаются к аноду, а положительные частицы – к катоду. У столба нет собственного заряда, он остается нейтральным. Внутри частицы разогреваются до 10 000°С, металл при этом в среднем нагревается до 2350°С, стандартная температура ванны расплава составляет 1700°С.
Место входа и нейтрализации электронов называют анодным пятном. Его температура выше, чем катодного на 4–6%.
Напряжение в анодной и катодной зонах существенно снижается, свечения не возникает. Видима только плазма, излучающая ультрафиолетовые, инфракрасные и световые волны. Они вредны для органов зрения, кожи. Поэтому сварщики используют индивидуальные средства защиты.
Виды сварочной дуги
Существует несколько критериев классификации сварочной дуги. По типу сварочного тока и положению электрода относительно свариваемых элементов выделяют следующие разновидности:
- прямого действия, разряд перпендикулярен заготовке, параллелен электроду;
- косвенного действия, разряд возникает между двух электродов, наклоненных друг к другу под углом от 40 до 60°, и металлом.
Классификация состава плазмы столба:
- открытого типа возникает в воздушной атмосфере благодаря испаряемым из обмазки и металла компонентам;
- закрытая, возникающая под слоем флюса за счет газообразной фазы, образовавшейся из частиц электрода, металла, компонентов флюса при прохождении разряда;
- с подачей газовой смеси или однокомпонентного защитного газа.
Классифицируют дуговую сварку по материалу разжигающего электрода. Используют электроды:
- вольфрамовые тугоплавкие
- угольные или графитовые;
- стальные с различным типом обмазки, в состав которой входят ионизирующие компоненты.
По длительности воздействия различают стационарную (постоянную) электродугу и импульсную, применяемую при контактной сварке.
Условия горения
Сущность сварочного процесса заключается в преобразовании электрической энергии в тепловую.
Для поддержания сварочного столба необходимо создать условия для быстрой ионизации газа: детали прогревают, чтобы воздух вокруг них был теплым, или подают в рабочую зону газ, способный ионизироваться. Легче всего ионизируются частицы щелочных и щелочноземельных металлов. При пропускании тока через стержень их частицы становятся активными.
Чтобы дуговой столб не угасал, важно поддерживать постоянную температуру в катодной области. Она напрямую зависит от химического состава катода, его площади. Нужная температура поддерживается источником тока, в промышленных условиях она достигает 7 тысяч градусов.
Как возникает электрическая сварочная дуга
Как и любой электрический разряд, сварочная электродуга появляется при замыкании цепи. Возникновение тока при касании электрода к свариваемому металлу приводит к выработке большого количества тепла. В точке замыкания появляется расплав, он тянется за кончиком электрода, образуется шейка, которая мгновенно распыляется из-за сильного тока. Происходит ионизация молекул воздуха и защитного облака, они переносят поток электронов.
Направленность потока зависит от рода тока. Дуга разжигается на постоянном токе обратной и прямой полярности, на переменном. Частота угасания и розжига электродуги зависит от параметров рабочего тока.
Чем определяется мощность сварочной дуги
На мощностные параметры электродуги влияют несколько факторов:
- напряжение, возрастание приводит к увеличению мощности только в небольшом диапазоне, существуют ограничения по размеру электрода;
- сила тока, большой ампераж обеспечивает стабильное горение;
- величина напряжения плазмы, пропорциональна мощности.
Длиной сварочной дуги называют расстояние от сварного кратера до кончика электрода. От этой величины зависит объем выделившегося тепла.
По мощности сварочной дуги определяют скорость плавления металла. От этой характеристики зависит время выполнения сварочных работ. Регулировка силы тока производится для корректировки температуры в рабочей зоне, даже на длинном столбе электродуга не будет затухать при большом ампераже. Напряжение редко изменяют в процессе сварки.
Вольт-амперная характеристика
ВАХ описывает зависимость токовых параметров. С помощью этого графика определяют:
- мощность дуги;
- время горения,
- условия гашения.
Динамическая ВАХ описывает неустановившееся состояние электродуги, когда ее длина колеблется. Статическая вольт-амперная характеристика отражает зависимость вольтажа от ампеража при постоянной дуговой длине. График делится на три области:
- падающая – при подъеме силы тока напряжение резко спадает, это связано с формированием столба: площадь сечения плазменного потока возрастает, электропроводность плазмы изменяется;
- жесткая, это участок стабильной плотности тока и падения напряжения, с ростом ампеража от 100 до 1000 А пропорционально увеличивается диаметр дугового столба (анодное и катодное пятна, соответственно, изменяются);
- возрастающая, характеризуется постоянным размером катодного пятна, она ограничена диаметром электрода, при увеличении ампеража по закону Ома увеличивается U, R дугового столба.
ВАХ процесса обычной ручной сварки с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ограничена двумя первыми областями, до третьей ампераж не доходит. Механизированной сварки с использованием флюсов соответствует графику II и III областей, сварка плавящимся электродом в облаке защитной атмосферы – III.
При использовании оборудования, генерирующего переменный ток, возбуждение сварочной дуги происходит в каждом полупериоде, на пике зажигания. При переходе через ноль электродуга затухает, нагрев активных пятен прекращается. Покрытия электродов, содержащие активные щелочные металлы, повышают устойчивость ионизации. Защитное облако затрудняет розжиг на переменном токе, но поддерживают горение на постоянном. Между полюсами возникает ионизация молекул газа.
При выборе оборудования необходимо это учитывать, что вольт-амперная характеристика электродуги зависит от внешней ВАХ. Работу сварочного аппарата рассматривают как наложение графиков. Для ручной сварки необходимы источники питания с падающими областями ВАХ (повышенным напряжением холостого хода), чтобы была возможность изменять длину дуги, регулируя ампераж. Сила тока короткого замыкания во время падения капли с плавящегося электрода на свариваемый металл на 20–50% выше дугового тока. Для сварки плавящимся электродом используют дугу размыкания. Для розжига дуги вольфрамовым или угольным электродом желателен вспомогательный разряд.
При высоких значениях тока короткого замыкания возрастает риск прожогов металла. При падении капли происходит замыкание, затем резко возрастает до первоначальных значений – ампераж возрастает до величины тока короткого замыкания, образовавшийся мостик перегорает, дуга возбуждается снова. Изменения тока и напряжения в столбе происходят моментально, за доли секунды. Сварочное оборудование должно быстро реагировать на колебания, стабилизировать напряжение.
Особенности дуги
Благодаря особым свойствам, электрическая дуга используется при сварке с тугоплавкими и плавящимися электродами. Она быстро разогревает металл, образуя ванну расплава. Электрический ток эффективно преобразуется в тепловую энергию с минимальными потерями.
По природе происхождения электрическую сварочную дугу можно сравнить с другими видами электрических зарядов. Основные отличительные характеристики дуги:
- высокая температура, создаваемая плотным током (ампераж зависит от длины столба, достигает тысяч А на см 2 );
- небольшие значения анодного и катодного падения напряжения, слабо зависящие от первоначально заданного вольтажа;
- неравномерность распределения напряжения электрического поля между полюсами;
- пространственная устойчивость;
- саморегулирование мощности, ВАХ;
- четко очерченные границы, ясно видимые в окружающей среде.
Зажигание производится двумя способами:
- коротким касанием (электрод подводится впритык, повышается риск залипания);
- чирканьем (невозможен в труднодоступных местах).
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
Билеты общего экзамена для проверки знаний специалистов сварочного производства УРОВЕНЬ I (РДС)
Ответы на вопросы выделены желтым цветом
Ответы на вопросы для экзамена по охране труда вы можете посмотреть здесь: «Ответы на билеты по охране труда»
БИЛЕТ 1
ВОПРОС 1. Какие признаки наиболее правильно отражает сущность ручной электродуговой сварки штучными электродами (РДС)?
1. Расплавление металлического стержня ограниченной длины и основного металла производится электрической дугой с защитой расплавленных металлов от воздействия атмосферы.
2. Защита дуги и сварочной ванны газом от расплавления покрытия электрода.
3. Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода.
ВОПРОС 2. К какой группе сталей относятся сварочные проволоки марок Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
ВОПРОС 3. Укажите, какое влияние оказывает увеличение тока при ручной дуговой сварке на геометрические размеры шва?
1. Увеличивается глубина провара и высота усиления шва.
2. Глубина провара увеличивается, а высота усиления шва уменьшается.
3. Уменьшается глубина провара и увеличивается высота усиления шва .
ВОПРОС 4. Какое определение сварочной дуги наиболее правильно?
1. Электрический дуговой разряд в месте разрыва цепи.
2. Электрический дуговой разряд в межэлектродном пространстве в частично ионизированной смеси паров металла, газа, компонентов электродов, покрытий, флюсов.
3. Электрический дуговой разряд в смеси атомов и молекул воздуха.
ВОПРОС 5. Какими параметрами режима определяется мощность сварочной дуги?
1. Сопротивлением электрической цепи.
2. Величиной напряжения дуги.
3. Величиной сварочного тока и напряжения дуги.
ВОПРОС 6. Какой должна быть величина тока при дуговой сварке в потолочном положении по сравнению с величиной тока при сварке в нижнем положении?
1. Величина тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
2. Величина тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
3. Величина тока не зависит от положения сварки в пространстве.
ВОПРОС 7. Какие требования предъявляются к сварочных материалов при входном контроле?
1. Наличие сертификата: полнота и правильность приведенных в нем данных, наличие на каждом упаковочном месте этикеток с контролем данных, приведенных в них, состояние материалов и упаковок.
2. Наличие сертификата: полнота и правильность приведенных в нем данных.
3. Требования к контролю устанавливается в каждом отдельном случае в зависимости от требований Заказчика.
ВОПРОС 8. Для какого класса сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых сталей.
3. Для сварки сталей аустенитного класса.
ВОПРОС 9. Укажите назначение электродного покрытия
1. Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления.
2. Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
3. Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва и улучшает его формирование.
ВОПРОС 10. Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием?
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 11. Что понимают под магнитным дутьем дуги?
1. Отклонение дуги от оси шва под действием магнитного поля или воздействия больших ферромагнитных масс.
2. Периодическое прерывание дуги.
3. Колебания капли электродного металла при сварке длинной дугой.
ВОПРОС 12. Какую вольтамперную характеристику должен иметь сварочный источники питания для ручной дуговой сварки?
1. Жесткую или полого падающую.
ВОПРОС 13. Электроды каких марок, имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
ВОПРОС 14. Какие дефекты образуются при сварке длинной дугой электродами с основным покрытием?
2. Шлаковые включения.
3. Закалочные трещины.
ВОПРОС 15. Какой дефект преимущественно может образоваться при быстром удалении электрода от деталей?
1. Кратерные трещины
ВОПРОС 16. Укажите наиболее правильное определение понятия свариваемости?
1. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, обеспечивающие прочность и пластичность на уровне основных материалов.
2. Металлургическое свойство металлов, обеспечивающее возможность получения сварного соединения с общими границами зерен околошовной зоны и литого шва.
3. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, отвечающие конструктивным и эксплуатационным требованиям к ним.
ВОПРОС 17. Что может способствовать образованию прожога при сварке?
1. Малая величина притупления кромок деталей с V — образной разделкой.
2. Отсутствие зазора в собранном под сварку стыке.
3. Сварка длинной дугой.
ВОПРОС 18. Укажите следует ли удалять прихватки, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля?
2. Не следует, если при сварке прихватка будет полностью переварена.
3. Следует удалять только в случае обнаружения в прихватке трещины.
ВОПРОС 19. Какое должно быть напряжение светильников при производстве работ внутри сосуда?
ВОПРОС 20. Как обозначается сварное соединение на чертеже?
1. Обозначается тип соединения, метод сборки и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
3. Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Типы сварочных инверторов и расчет их мощности
Мощность сварочного аппарата – это одна из основных характеристик, на которые необходимо обращать внимание при его выборе.
Чтобы лучше разобраться во всех тонкостях, связанных со сварочными устройствами и понять основные моменты для расчета данного параметра, необходимо прояснить несколько важных аспектов. Информацию будет полезно знать всем тем, кто занимается сваркой.
- Основные типы сварочных аппаратов
- Расчет мощности аппарата
- Таблица мощности
- Итог
Основные типы сварочных аппаратов
Инверторные сварочные аппараты подразделяются на три категории:
- бытовые;
- полупрофессиональные;
- профессиональные.
Отмеченное разделение выполнено, в первую очередь, исходя из области и частоты использования устройства. Чтобы понять, какой нужен аппарат для сварки, необходимо определиться с условиями его применения.
Бытовые рассчитаны на непродолжительное время работы. Использовать подобные приборы для постоянной и длительной сварки не представляется возможным. Уже после 5-10 минут использования аппарату необходимо дать «отдохнуть» в течение такого же, а иногда большего, промежутка времени.
В то же время возможность подключения подобного инвертора в бытовую однофазную сеть делает его весьма удобным для использования в домашних целях. Для быстрой сварки металлических конструкций на даче или для домашней работы не столь критично, сколько сварочный инвертор сделает перерывов.
Инверторы полупрофессионального класса способны функционировать дольше, что достигается благодаря особенностям их конструкции. Подобные устройства используют при ремонте труб, изготовлении каркасов и металлоконструкций. Питаются они, как правило, от трехфазной сети.
Аппараты профессионального класса способны работать без перерыва на протяжении суток. Их сварочный ток может достигать 500 ампер. Это значит, что потребляемая мощность сварочного инвертора подобного типа будет наибольшей.
Все бытовые, некоторые полупрофессиональные и профессиональные аппараты способны питаться от сети 220 вольт. В то же время не стоит забывать, что ток электросети не может превышать 160 ампер.
Приобретая инвертор необходимо заранее рассчитывать, какая мощность ему необходима и какой ток он будет потреблять.
Подключение устройства с более высокими показателями может привести к выключению автомата, либо к выгоранию контактов розетки, так как оборудование рассчитано на большее количество киловатт.
Итак, на что же следует обращать внимание при выборе бытового инвертора? В первую очередь на сварочный ток, характеристика которого указывается производителем в паспорте или руководстве к прибору.
Данный критерий показывает при каком токе будет обеспечена нормальная работа инвертора без перегрузок, с учетом продолжительной нагрузки. Конечно лучше отдать предпочтение аппаратам с запасом по мощности на 30-50% к показателю рабочего тока.
Зависимость сварочного тока от толщины металла и диаметра электрода.
В обычной городской электросети часто бывают скачки напряжения. Как правило, такие перепады происходят в обе стороны на 15-20 % от номинального значения в 220 вольт.
Обычно бытовые и профессиональные инверторы не столь чувствительны к подобным скачкам. Даже при их наличии они способны эффективно работать.
Однако во время подключении к генератору колебания могут быть существенно больше. В связи с этим лучше выбрать сварочный аппарат с защитой от перепадов напряжения.
Последний, но не менее важный фактор – цена. Купить недорогой инвертор с необходимыми параметрами – задача непростая. Это связано с тем, что некоторые производители указывают ложные характеристики в паспортах устройств.
Проверить все параметры приборов непосредственно при покупке достаточно сложно, даже при наличии в аппаратах цифровых дисплеев. Даже они могут выводить неправильную информацию и ввести покупателя в заблуждение.
Расчет мощности аппарата
Перед тем, как приступать к расчету мощности аппарата, необходимо знать следующие параметры:
- диапазон входного напряжения и сварочного тока;
- напряжение сварочной дуги;
- КПД конкретного прибора;
- продолжительность включения;
- коэффициент мощности.
Интервал сварочного тока показывает, при каких параметрах сети можно работать. Это связано с тем, что на самом деле в бытовых электросетях не наблюдается заявленных 220 вольт. Иногда напряжение может быть меньше 200 В, а иногда – существенно превышать 220 В.
При подключении сварочного аппарата к электросети может наблюдаться падение напряжения на 5-10 процентов от номинального значения.
Принципиальная схема регулятора тока.
В связи с этим целесообразно обратить внимание на модели, для которых заявлен рабочий интервал от 150-170 до 220-250 вольт. Именно такие устройства способны обеспечить лучшие показатели мощности.
Диапазон сварочного тока определяет его наибольшее и наименьшее значение. От данной характеристики напрямую зависит мощность инвертора. Для бытовых моделей минимальные значения могут варьироваться от 10 до 50 А, а максимальные – от 100 до 160 А.
Напряжение выходного тока или напряжение сварочной дуги варьируется в интервале 20-30 В для дешевых моделей. КПД у приборов с максимальным током в 160 А обычно не превышает 0,85%.
Одной из важных характеристик инвертора является продолжительность включения. Данный параметр фактически свидетельствует о том, насколько качественно то или иное устройство. Смысл критерия сводится к соотношению времени работы к «отдыху».
Например, если данный показатель составляет 50%, то на каждые пять минут работы устройство должно охлаждаться такой же промежуток времени. Таким образом, чем ниже этот параметр, тем длиннее будут перерывы.
Высокий процент наоборот свидетельствует о том, что прибор можно использовать продолжительный период времени без перерывов.
Коэффициент мощности сварочного инвертора напрямую зависит от продолжительности включения. Расчет для определения данной характеристики определяется из соотношения времени непрерывной работы к общему времени.
Давайте рассмотрим все на простом примере. Рассчитаем мощность инверторного аппарата для сварки, проработавшего 4 минуты до срабатывания защиты. Затем ему необходимо было остывать две минуты, прежде чем он стал готовым к работе.
Итак, чтобы узнать какой коэффициент у данного устройства, необходимо три разделить на пять – общее время работы, и умножить на сто. Получаем искомую величину. Для бытового мини варианта и полупрофессионального оборудования коэффициент не превышает 0,6-0,7.
Допустим, имеется прибор, для которого необходимо электроснабжение 160-220 В, а его максимальный ток равен 160 ампер при напряжении дуги 23 вольта. Пусть коэффициент полезного действия такого прибора составляет 0,89, а ПВ 60%.
Перечисленных выше параметров вполне достаточно для расчета потребляемой мощности. Необходимо умножить ток на напряжение дуги и разделить все это на КПД. В результате получиться 4135 Ватт.
Данное значение показывает мощность, потребляемую непосредственно во время работы. Однако, как уже было сказано ранее, необходимо учитывать также и продолжительность включения. Чтобы это сделать, нужно 4135 умножить на 0,6. Получится 2481.
Данная величина является средней мощностью. Она считается наиболее актуальной и правильной при определении расхода электроэнергии.
Подобный подход наиболее приближен к действительности. Ведь очень редко можно встретить ситуацию, когда инвертор работал бы сутками напролет без перерывов. Паузы и задержки случаются всегда, без них просто не обойтись.
Стоит хотя бы учесть время, необходимое для смены электродов или для подготовки деталей к сварке.
Таблица мощности
Выбирая сварочный инвертор необходимо принимать во внимание и другие факторы, кроме потребляемых кВт. Особенно это касается профессиональных моделей. К ним предъявляются более высокие запросы, чем к бытовым версиям.
Необходимая мощность инвертора для сварки разных металлов.
Необходимо учитывать толщину свариваемых материалов. От данного критерия будет также зависеть и мощность инверторного сварочного аппарата и толщина электродов. Необходимые параметры приведены в таблице ниже.
Она существенно упрощает расчет потребляемой мощности в зависимости от условий работы. Кроме того данная таблица пригодится новичкам, которые нередко задаются вопросом о выборе электрода правильного диаметра.
| Толщина металла, мм | Сварочный ток, А | Диаметр электрода, мм |
| 1,5 | 30-50 | 2 |
| 2 | 45-80 | 2,5 |
| 3 | 90-130 | 3 |
| 4 | 120-160 | 3 |
| 5 | 130-180 | 4 |
| 8 | 140-200 | 4 |
| 10 | 150-220 | 4-5 |
| 15 и более | 160-320 | 4-6 |
Интенсивность и объем работ – критерий, по которому выбирают прибор с определенной продолжительностью включения. Как уже было описано выше, данный параметр показывает, какую продолжительность времени устройство сможет работать с проволокой определенной толщины при заданных режимах.
Условия эксплуатации инвертора определяют класс его защиты. Если использовать прибор предстоит в помещении, тогда достаточно будет сертификации по IP21, а вот в случае эксплуатации на улице, когда температура понижена или присутствует высокая влажность, понадобится защита класса IP21.
Принципиальная схема сварочного инвертора.
Что касается сети питания, то бытовые аппараты можно включать и в обычную розетку. Профессиональные инверторы работают, как правило, от трехфазной сети с напряжением 380 вольт.
Помимо приведенных выше критериев необходимо также обращать внимание и на дополнительные параметры. Функциональность инвертора может существенно упростить выполнение определенных операций.
Например форсаж дуги за счет оптимизации силы тока предотвратит залипание. Горячий старт позволяет быстро зажечь дугу. Антизалипание отключает инвертор в случае залипания электрода.
Наличие дисплея у аппарата никогда не будет лишним. На нем могут отображаться рабочие режимы, что значительно упрощает эксплуатацию прибора.
В некоторых устройствах присутствует возможность переключения на аргонодуговую сварку одним касанием. Такие инверторы являются наиболее универсальными и позволяют решать широкий спектр задач.
В данной статье описано, какими параметрами режима работы инвертора определяется мощность, показано, что на нее влияет напряжение сварочной дуги, сила тока, продолжительность включения и т.д.
Кроме того рассмотрены различные классы сварочных аппаратов, а также их особенности и отличия. Данный материал, однозначно, будет полезен начинающим сварщикам, которые еще только думают над приобретением сварочного аппарата.
Чем определяется мощность сварочной дуги
На мощностные параметры электродуги влияют несколько факторов:
· напряжение, возрастание приводит к увеличению мощности только в небольшом диапазоне, существуют ограничения по размеру электрода;
· сила тока, большой ампераж обеспечивает стабильное горение;
· величина напряжения плазмы, пропорциональна мощности.
Длиной сварочной дуги называют расстояние от сварного кратера до кончика электрода. От этой величины зависит объем выделившегося тепла.
По мощности сварочной дуги определяют скорость плавления металла. От этой характеристики зависит время выполнения сварочных работ. Регулировка силы тока производится для корректировки температуры в рабочей зоне, даже на длинном столбе электродуга не будет затухать при большом ампераже. Напряжение редко изменяют в процессе сварки.
Вольт-амперная характеристика
ВАХ описывает зависимость токовых параметров. С помощью этого графика определяют:
Динамическая ВАХ описывает неустановившееся состояние электродуги, когда ее длина колеблется. Статическая вольт-амперная характеристика отражает зависимость вольтажа от ампеража при постоянной дуговой длине. График делится на три области:
· падающая – при подъеме силы тока напряжение резко спадает, это связано с формированием столба: площадь сечения плазменного потока возрастает, электропроводность плазмы изменяется;
· жесткая, это участок стабильной плотности тока и падения напряжения, с ростом ампеража от 100 до 1000 А пропорционально увеличивается диаметр дугового столба (анодное и катодное пятна, соответственно, изменяются);
· возрастающая, характеризуется постоянным размером катодного пятна, она ограничена диаметром электрода, при увеличении ампеража по закону Ома увеличивается U, R дугового столба.

Статическая вольт-амперная харакетиристика сварочной дуги: 1 — падающая; 2 — жесткая; 3 — возрастающая.
ВАХ процесса обычной ручной сварки с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ограничена двумя первыми областями, до третьей ампераж не доходит. Механизированной сварки с использованием флюсов соответствует графику II и III областей, сварка плавящимся электродом в облаке защитной атмосферы – III. При использовании оборудования, генерирующего переменный ток, возбуждение сварочной дуги происходит в каждом полупериоде, на пике зажигания. При переходе через ноль электродуга затухает, нагрев активных пятен прекращается. Покрытия электродов, содержащие активные щелочные металлы, повышают устойчивость ионизации. Защитное облако затрудняет розжиг на переменном токе, но поддерживают горение на постоянном. Между полюсами возникает ионизация молекул газа.
При выборе оборудования необходимо это учитывать, что вольт-амперная характеристика электродуги зависит от внешней ВАХ. Работу сварочного аппарата рассматривают как наложение графиков. Для ручной сварки необходимы источники питания с падающими областями ВАХ (повышенным напряжением холостого хода), чтобы была возможность изменять длину дуги, регулируя ампераж. Сила тока короткого замыкания во время падения капли с плавящегося электрода на свариваемый металл на 20–50% выше дугового тока. Для сварки плавящимся электродом используют дугу размыкания. Для розжига дуги вольфрамовым или угольным электродом желателен вспомогательный разряд.
При высоких значениях тока короткого замыкания возрастает риск прожогов металла. При падении капли происходит замыкание, затем резко возрастает до первоначальных значений – ампераж возрастает до величины тока короткого замыкания, образовавшийся мостик перегорает, дуга возбуждается снова. Изменения тока и напряжения в столбе происходят моментально, за доли секунды. Сварочное оборудование должно быстро реагировать на колебания, стабилизировать напряжение.
Особенности дуги
Благодаря особым свойствам, электрическая дуга используется при сварке с тугоплавкими и плавящимися электродами. Она быстро разогревает металл, образуя ванну расплава. Электрический ток эффективно преобразуется в тепловую энергию с минимальными потерями.
По природе происхождения электрическую сварочную дугу можно сравнить с другими видами электрических зарядов. Основные отличительные характеристики дуги:
· высокая температура, создаваемая плотным током (ампераж зависит от длины столба, достигает тысяч А на см 2 );
· небольшие значения анодного и катодного падения напряжения, слабо зависящие от первоначально заданного вольтажа;
· неравномерность распределения напряжения электрического поля между полюсами;
· саморегулирование мощности, ВАХ;
· четко очерченные границы, ясно видимые в окружающей среде.
Зажигание производится двумя способами: Для возбуждения дуги сварщик концом электрода прикасается к металлу, а затем быстро отводит его на 2-4 мм. В этот момент образуется дуга, постоянную длину которой поддерживают во время сварки путем постепенного опускания электрода по мере его расплавления. До момента образования дуги сварщик должен закрыть лицо щитком или шлемом.
Другой способ заключается в следующем: сварщик проводит (чиркает) по поверхности свариваемого металла концом электрода и затем быстро отводит его на небольшое расстояние, возбуждая дугу.
Дугу необходимо поддерживать возможно короткой. При короткой, дуге около шва образуется небольшое количество мелких капель металла, электрод плавится спокойно, давая равномерный — пучок искр, глубина проплавления свариваемого металла получается больше.
Длинная дуга не обеспечивает достаточной глубины проплавления основного металла, а электродный металл при плавлении окисляется и сильно разбрызгивается; в результате получается неровный шов с большим количеством включений окислов.