Как проверить сварочный аппарат на работоспособность?
Ремонт и диагностика неисправностей сварочного аппарата
Диагностика поломок инверторных сварочных аппаратов. Профессиональные советы по ремонту и устранению неисправностей.

Когда ломается сварочный аппарат, срываются планы по работе. Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами. В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта. Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
- Устройство инверторного сварочного аппарата
- Диагностика поломок инверторных сварочных аппаратов
- Конкретные признаки неисправности и способы ремонта
- Советы при сварке
Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве. Все виды оборудования для ММА, TIG и MIG сварки имеют общий инверторный блок, только в случае ручной дуговой сварки процесс ведется плавящимся электродом в обмазке, а у аргоновой горелки предусматривается неплавящийся вольфрамовый электрод и канал для подачи защитного газа. У полуавтоматов дополнительно есть барабан и подающий механизм.

Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:
Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Когда сварочный аппарат не работает, из него пошел дым, ощущается запах гари, необходима диагностика. В домашних условиях это делается так:
Отключите аппарат от сети
Выкрутите винты боковой крышки
Осмотрите платы, конденсаторы, транзисторы, клеммы
Подергайте провода рукой
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт. Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение). Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу
Обезжирьте место соединения канифолью
Вставьте новый элемент в отверстия печатной платы
Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т.к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Проблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой. Даже в случае использования «крокодила» пошевелите его, чтобы улучшить контакт.
Искрить электрод может по причине неверно выбранной силы тока. Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток. Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
| Напряжение от сети, В | Сопротивление, Ом | Сварочный ток, А |
|---|---|---|
| 220 | 0 | 160 |
| 210 | 1 | 150 |
| 197 | 2 | 145 |
| 180 | 3 | 115 |
| 165 | 4 | 105 |
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток. Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах «чувствует» момент прилипания электрода и кратковременно подает повышенный ток. Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Когда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую «крутилку» и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Если лампочка «Сеть» горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Если на инверторе не горят лампочки, возможно, оборван сетевой провод. Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
Подбирайте правильные режимы сварки
Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода
При пониженном напряжении используйте аппараты, рассчитанные на просадку
Не перегружайте инвертор сверх его паспортного ПВ. Давайте оборудованию остывать
Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен
Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Ответы на вопросы: как отремонтировать сварочный аппарат своими руками?
Как отремонтировать сварочный инвертор своими руками
Инверторные сварочные устройства набрали большую популярность сегодня благодаря своей эффективности, компактности и мобильности. Но, как и с другим оборудованием, чем чаще использовать сварочный инвертор, тем быстрее он выйдет из строя. А если использовать неправильно, то жизненный цикл закончится еще раньше. Однако, это не значит, что устройство требуется сразу менять, если оно не варит, иногда можно попробовать исправить мелкие неполадки самостоятельно. В этом материале подробнее о самостоятельном ремонте сварочных инверторов.

Устройство сварочного инвертора
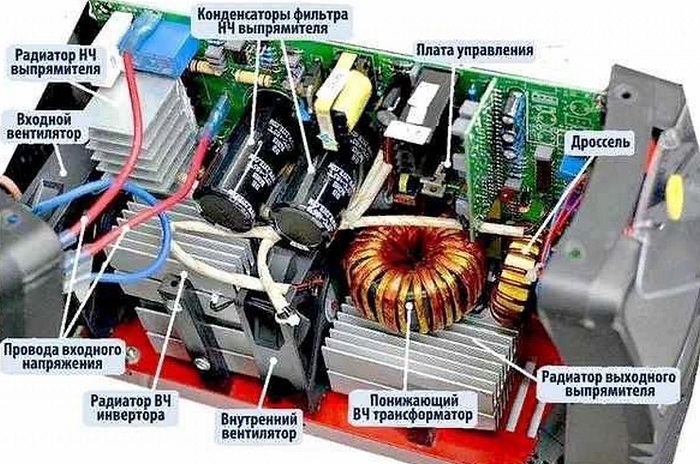
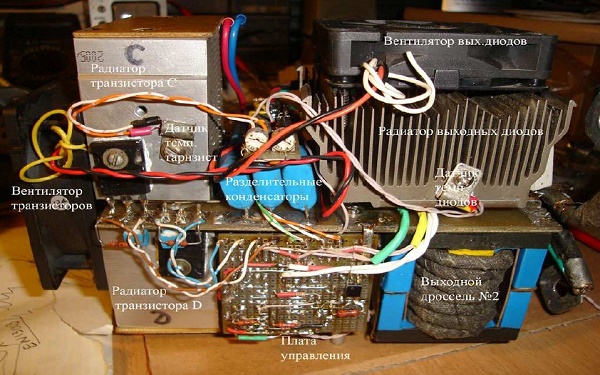
Перед тем, как говорить о ремонте сварочного инвертора, нужно изучить обычный состав этого аппарата, чтобы знать, какие детали наиболее подвержены поломкам. Так, внутри сварочного инвертора обязательно будут:
- Первичный выпрямительный блок. Это диодный мост в начале всей цепи. На него напряжение попадает в первую очередь, поэтому к нему подключен радиатор, чтобы выпрямитель не нагревался. Радиатор охлаждается вентилятором, также предусмотрен термодатчик, не позволяющий блоку нагреваться до 90°C.
- Конденсаторный фильтр. Состоит из пары конденсаторов, которые подключаются к выпрямительному блоку, чтобы снижать влияние пульсаций переменного тока.
- Подавляющий помехи фильтр. Расположен перед выпрямителем сварочного инвертора, чтобы устранять электромагнитные помехи.
- Инвертор. Он преобразует переменный ток в постоянный. Устройства с такими инверторами могут быть двухтактными полумостовыми или просто мостовыми. Отличаются они количеством транзисторов, их может быть 2 или 4. Чем больше транзисторов, тем мощнее сварочный аппарат, но тем он и дороже. Транзисторы ставят на радиаторы для дополнительной защиты от перегрева, а перед ними самими еще размещается RC-фильтр.
- Высокочастотный трансформатор. Ставится после инвертора, чтобы снизить высокочастотное напряжение. Это позволило не просто снизить потери мощности, но и сделать сам сварочный инвертор компактнее.
- Вторичный выходной выпрямитель. Это мост с диодами, реагирующий на высокочастотный ток. У него тоже есть радиаторы, защищающие от перегрева, а также RC-фильтры, не дающие скачкам напряжения влиять на оборудование. На выходе здесь есть две клеммы из меди, чтобы подключить кабель массы и силовой кабель.
- Плата управления. Чтобы управлять всеми операциями сварочного инвертора нужна система с микропроцессором, которая будет контролировать работу всего устройства с помощью разнообразных датчиков. Микропроцессор способен подобрать параметры тока под разные металлы, экономить электроэнергию и дозировать нагрузку.
- Реле плавного пуска. С ним во время запуска инвертора не сгорают диоды.
Сварочные инверторы могут работать как от обычной электросети, так и от трехфазной. Это зависит от модели устройства.
Инверторные сварочные устройства сложнее трансформаторных, поэтому для ремонта пригодятся знания электротехники.
Частые неисправности и способы устранения
Разобравшись с функциями основных компонентов, будет проще понять, какие неисправности сварочных инверторов распространены и как проводить их ремонт. О самых частых поломках подробнее далее.
Не включается
Если сварочный инверторный аппарат вообще не включается, то ремонт скорее всего требуется сетевому кабелю. Чтобы узнать наверняка, нужно снять кожух с устройства и прозвонить все провода кабеля, обычно этого достаточно, чтобы найти разрыв.
Но если кабель будет в порядке, проблема может быть в дежурном источнике питания, здесь поможет только профессиональный ремонт.
Нестабильная сварочная дуга
Если вдруг инвертор варит рывками и стреляет, возможно, у него неправильно настроена сила тока и она не подходит под диаметр электрода. Иногда на упаковке с электродами не указывают подходящие значения силы тока, но их можно рассчитать по простой формуле: каждый миллиметр требует не менее 20 А тока, но не более 40 А.
Здесь проверяют и скорость инверторной сварки. Чем меньше скорость варки, тем меньше устанавливают силу тока. Определить подходящую силу тока можно по таблицам, а механический ремонт не потребуется.
Не регулируется сварочный ток
Сложности с регулировкой сварочного тока обычно вызываются:
- Поломкой регулятора.
- Дефектами контактов проводов регулятора.
Чтобы проверить это, изучают все соединения проводников — визуально и мультиметром.
Также бывает, что не регулируется ток из-за замыкания в дросселе или поломки вторичного трансформатора. Их тоже проверяют мультиметром.
В качестве ремонта здесь чаще всего требуется замена детали.
Электрод прилипает к металлу
Иногда электрод может прилипать к свариваемому материалу, и происходит это из-за падения напряжения в сети. Чтобы избежать такого прикипания, в качестве ремонта потребуется правильно настроить режим сварки.
А падать напряжение может из-за излишней длины сетевого удлинителя или если у удлинителя сечение менее 2,5 мм2. Ремонт здесь заключается в замене удлинителя или подключении инвертора к генератору.
Перегрев
Перегрев — распространенная проблема сварочных инверторов. Из-за него и происходит большинство всех самопроизвольных отключений. В этот момент загорается индикатор, термозащита срабатывает, и оборудование отключается, остывая.
Чтобы этого не происходило ремонт не требуется, нужно просто придерживаться режима продолжительности включения. Если указано, что ПВ — 60%, это значит, что аппаратура должна работать 6 минут (60%), а отдыхать потом — 4 (40%).
Повышенное энергопотребление
Излишнее потребление энергии, даже если сварочный инвертор не используется, может возникать из-за межвиткового замыкания в любом из трансформаторов. В этом случае нужно переделать обмотку на трансформаторе, и сделать такой ремонт может только человек с опытом.
Диагностика и порядок ремонта сварочного инвертора
Тому, у кого есть навыки работы с радиоэлектроникой, точно не будет сложно провести диагностику и ремонт сварочных инверторов своими руками. Но сначала проверяют устройство на повреждения, а после изучить всю изоляцию кабелей, соединения в гнездах. Иногда для ремонта достаточно просто зачистить контакты, подтянуть болты.
После визуальной проверки, нужно снять кожух и открыть внутреннюю часть оборудования, где будут:
- плата с транзисторами;
- плата управления;
- выпрямительные диоды;
- выпрямитель сетевого напряжения;
- система охлаждения;
- ручки, переключатели.
Нередко причины неполадок видны уже здесь: конденсаторы могут быть вздутыми, пайки деталей повреждены, контакты оборваны. Но если все в порядке, начинается проверка всех элементов:
- Силовые диоды прозванивают тестером, у мультиметра есть подходящий режим диодов. Щупы подсоединяют к выходным клеммам, и если в одну сторону прозвон идет, а в обратную — нет, значит ремонт не нужен.
- Силовые транзисторы наиболее уязвимы. Так как они идут блоками, если один блок разрушается, то и все после него перестают работать. Поэтому каждый транзистор проверяется отдельно.
- К ножкам каждого из них подключают щупы, черный слева и красный справа. В таком положении щупов должен проходить сигнал, но если их поменять местами, сигнала быть не должно. Важно, чтобы показатели с каждого транзистора, если они вообще есть, были примерно равны. Чтобы проверить внутренние диоды, черный щуп должен быть на средней ножке, а красный на левой. Для проверки затвора красный щуп просто перемещается на правую ножку, а черный не меняет положение. Далее проверяется кнопка. Если ее контакты прозваниваются в положении «Включить», значит ремонт не нужен.
- Проверка нужна и сетевым мостам, хотя они редко выходят из строя. Перед тем, как работать с ними, лучше снять плату, отпаяв провода. Черный щуп размещают на вывод с «+», красным по очереди касаются каждого свободного вывода моста. Потом эту же процедуру повторяют, переставив красный щуп на «-». Если всегда тестер показывает какие-то числа, значит, диодный мост ремонта не требует.
- Полевой транзистор проверяется так же, как и силовой.
- Силовым узлам потребуется уже не мультиметр, а осциллограф. Его устанавливают в режим проверки напряжения. Устройство нужно подключить к сети через лампочку, и если напряжение на выходе есть, то лампочка загорится. То есть ремонт не требуется.
- Если в предыдущем тесте лампочка не загорелась, возможно, сломался зарядный резистор. Чтобы узнать наверняка, проверяется ПТЦ и НТЦ цепочки.
- Оттого, в порядке ли плата управления ключами, зависит работа всего инвертора, поэтому этот элемент можно считать самым сложным для ремонта. Подробнее о нем будет рассказываться в следующей части статьи.
- Обратная связь. На тестере выставляют напряжение в 20 В, черный щуп установить на клемму, а красный подсоединить ко второму выводу. Обычные показатели напряжения — 14–50 мВ, если их больше, около 500, значит, есть обрывы обратной связи.
- Остается проверить только блок питания. Его переводят в режим «включено» и проверить на напряжение 300 В, передающееся с конденсатора на плату инвертора. Цепочки и транзистор тоже проверяются, по очереди. Обычно на поломку транзистора указывает то, что устройство не включается или включается, но ненадолго. Перед проверкой блока питания инвертор обязательно отсоединяется от электросети.
Так, чтобы проверить части сварочного аппарата, нужно использовать осциллограф и мультиметр. А вот для ремонта пригодятся ортофосфорная кислота, технический фен или паяльник. Этого будет достаточно, чтобы починить и дежурку, и диоды, и транзисторы.
Особенности ремонта платы управления
Плата управления — один из самых сложных и важных элементов всего устройства, ведь от платы управления зависит работа всех остальных частей. Сначала будет использоваться осциллограф, а после можно применить и мультиметр.
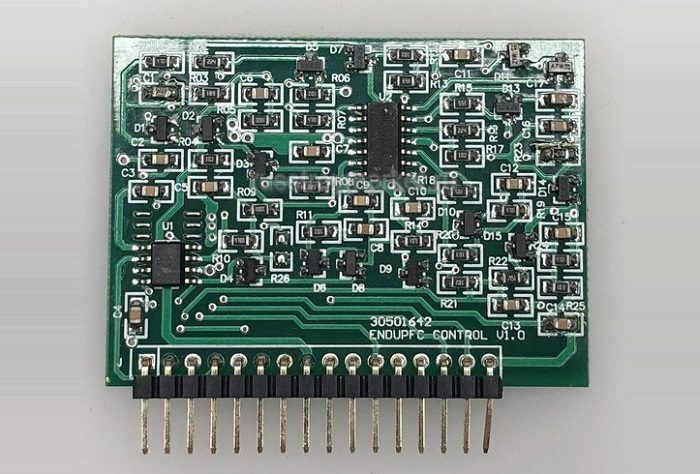
Включенный сварочный инвертор проверяется в режиме напряжения до 20 В. Регулятор выводят на минимум, черный щуп должен оказаться на клемме, а красный — на шестом выводе. Когда регулятор будет выводиться к максимуму, напряжение тоже должно меняться. Например, если предполагается 160–200 А, то изменение будет в диапазоне 2,4-3,2 В.
Если будут найдены неполадки, то ремонт сделать можно только умея работать с радиоэлектроникой.
Полезные советы
Уметь проводить диагностику ремонт инверторных сварочных аппаратов своими руками — очень полезный навык, но также стоит знать, какие меры стоит предпринимать, чтобы избежать самого появления многих неполадок.
Так, скорый ремонт потребуется, если не учесть:
- Скопление пыли. Разбирать сварочный инвертор и чистить его нужно хотя бы раз в полгода, а лучше чаще. Для чистки выбираются мягкие кисточки или сжатый воздух.
- Воду, которая может попасть внутрь устройства или конденсировать там.
- Падение напряжения до 190 В или его резкие скачки.
- Механические повреждения, так как падения и столкновения могут навредить внутренностям инвертора.
- Важность естественного охлаждения (учитывайте ПВ — продолжительность включения).
- Плотность подключения контактов.
- Целостность кабелей.
- Систему отведения тепла.
- Качество замен для вышедших из строя элементов.
Проверять сварочный инвертор на визуальную целостность лучше перед каждым использованием.
Инверторный сварочный аппарат — отличная техника, обладающая множеством преимуществ. Но чтобы пользоваться этими возможностями, стоит соблюдать правила использования сварочного инвертора. А о том, как проводить правильную диагностику системы и как отремонтировать сварочный инвертор, подробно рассказывает этот материал.
Как отремонтировать сварочный инвертор своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.

- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
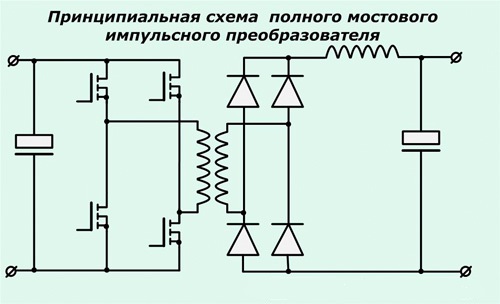
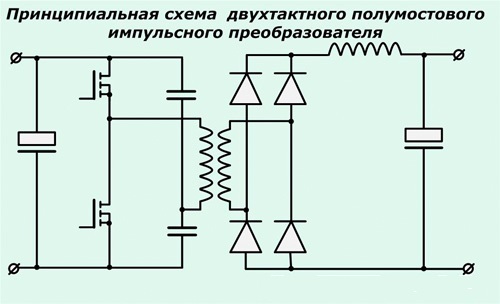 Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
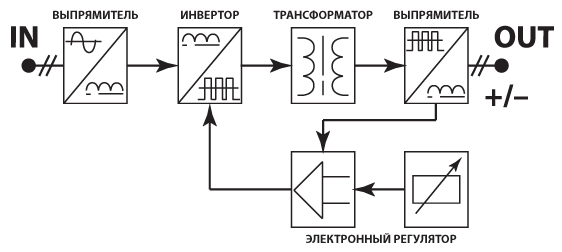
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.

Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.

Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм 2 ).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Ремонт сварочных инверторов: основные неисправности
Время чтения: 8 минут
За последние 20 лет инверторная сварка стала самой популярной сварочной технологией из всех существующих. Это не удивительно, ведь в продаже можно найти недорогие модели инверторов, которые, тем не менее, способны обучить вас азам сварки. Инверторы технологичны и современны, они дают вам больше возможностей по сравнению с классическим сварочным трансформатором или выпрямителем.

Микросхемы — сердце любого инвертора. Именно благодаря микросхемам производители смогли внедрить в сварочный аппарат множество новых функций, а также существенно уменьшить его габариты и вес. Но мы все прекрасно знаем, что чем сложнее прибор, тем чаще он выходит из строя. В этой статье мы перечислим основные неисправности сварочных инверторов и подскажем, как можно отремонтировать сварочный аппарат самостоятельно.
Часто встречающиеся поломки
Инвертор искрит
Одна из самых часто встречающихся неисправностей в бюджетном инверторе. Зачастую при таких обстоятельствах аппарат искрит но не варит. Т.е., дуга поджигается на долю секунды, а затем снова гаснет. Причин возникновения этой поломки может быть много. Но, обо всем по порядку.
Начните с тщательного осмотра сварочных кабелей, используемых вами при сварке. Зачастую проблема именно в них. Даже если вы не увидели заметных дефектов, подключите другие (желательно новые) кабели к держаку и массе, и попробуйте снова зажечь дугу. Также проверьте надежность всех разъемов.

Если инвертор продолжает искрить, то возможно проблема кроется в электролитических конденсаторах в преобразователе. Замените их, если обладаете достаточными навыками. Если и это не помогло то посмотрите на провода на пакетнике. Возможно, они обгорели и нуждаются в замене.
В случае неудачи лучше отнесите аппарат в сервисный центр. Потому что может быть десяток причин возникновения этой неполадки. В сервисном центре вам проведут полную диагностику и смогут узнать истинную причину.
Инвертор не варит
Инверторный сварочный аппарат может быть включен, все световые индикаторы могут быть в норме, но при этом сварка не осуществляется. Самая частая причина такой поломки — это перегрев аппарата. О том как устранить перегрев мы рассказываем далее.
Также проверьте состояние сварочных кабелей, они могут быть повреждены или просто нуждаться в замене. Подключите новые сварочные кабели и попробуйте заново проверить работоспособность аппарата.
Инвертор перегревается
Одна из основных причин, почему плохо варит сварочный аппарат или не варит вовсе. Если вы без перерыва варите более 10 минут, аппарат может перегреться. Многие инверторы оснащены защитой от перегрева, но порой она не срабатывает. Тогда инвертор просто прекращает свою работу, при этом остается включенным.
Проблема решается очень просто. Прекратите сварочные работы на полчаса. Оставьте инвертор отдыхать. Через полчаса он придет в норму и вы сможете продолжить работу.
Инвертор не работает, не включается
Еще одна из самых часто встречающихся проблем. Вы включаете аппарат в розетку, а он не подает признаков жизни. Причин может быть несколько. Обычно все дело в напряжении вашей электросети. Его может быть недостаточно для включения сварочного аппарата. Если вы варите на даче, то вероятность низкого напряжения на выходе очень высока. Проблема решается путем покупки стабилизатора напряжения и подключения его к аппарату.

Еще одна причина — неполадки с сетевым кабелем, с помощью которого аппарат подключается к розетке. Проверьте целостность кабеля и вилки. Можете снять корпус аппарата и посмотреть, все ли в порядке с остальной частью сетевого кабеля, скрытой от глаз.
Если с кабелем все хорошо, а стабилизатор не помог, то вероятно причина неисправности в источнике питания самого инвертора. В таком случае рекомендуем обратиться в сервисный центр. Велика вероятность, что вы не сможете отремонтировать сварочный инвертор дома без посторонней помощи.
Не регулируется ток
Вы крутите регулятор силы тока, но ничего не происходит. Скорее всего, проблема кроется в самом регуляторе. Нужно заменить либо регулятор, либо проверить надежность его соединения с проводами. Снимите корпус аппарата и тщательно все проверьте. Воспользуйтесь мультиметром, чтобы выполнить диагностику регулятора.

Если регулятор исправен, но ток не регулируется, то причина может быть в замыкании дросселя или неисправности вторичного трансформатора. Замените эти компоненты или отдайте аппарат специалисту. Он знает, что с этим делать.
Электрод прилипает к металлу
Многие современные инверторы оснащены функцией «антизалипание», которая предотвращает прилипание электрода к металлу. Но порой эта функция работает некорректно либо вовсе не срабатывает из-за других поломок аппарата.
Первая причина прилипания электрода к металлу — неверно выбранный режим сварки. О том, как настроить режим сварки мы подробно рассказывали в этой статье.
Вторая причина — все то же низкое напряжение вашей электросети. Существуют инверторы способные работать и при пониженном напряжении. Но в некоторых местах напряжение настолько низкое, что даже такие аппараты не справляются с работой. Проблема решается покупкой стабилизатора напряжения.

Третья причина — применение сварочных удлинителей. Иногда длины сварочного кабеля просто недостаточно для выполнения сварочных работ. В таком случае можно воспользоваться специальным удлинителем. Но учтите, что если его длина превышает 40 метров, а сечение составляет менее 2.5 мм2, то велика вероятность снижения напряжения при сварке. А вслед за этим и прилипание электрода к металлу.
Четвертая причина — некачественная подготовка детали перед сваркой. Например, вы варите металл с окисной пленкой на поверхности, но недостаточно тщательно зачистили деталь перед выполнением работ. В итоге пленка образовалась снова и ухудшила контакт электрода с металлом, вызвав прилипание
Диагностика неисправностей
Добавим пару слов о том, как диагностировать неисправности в аппарате.
Если вы чувствуете запах гари или дыма из корпуса инвертора, то это сигнал об очень серьезной поломке. Мы не рекомендуем самостоятельно диагностировать аппарат в такой ситуации, лучше отнесите его в сервисный центр. Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Если поломки менее критичны, диагностику можно произвести своими руками. Для этого снимите корпус и визуально осмотрите все компоненты аппарата. Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Определить неисправную деталь очень просто. Она будет либо с трещинами, либо с потемневшими участками либо перегоревшей. В таком случае детали просто заменяются на новые. Чтобы подобрать нужную деталь посмотрите на маркировку.
Визуальный осмотр окончен, приступаем к более глубокой диагностике. Для этого вам понадобится мультиметр. С помощью мультиметра проверьте транзисторы и остальные компоненты платы.
Обязательно проверьте на плате все печатные проводники Не должно быть никаких обрывов или подгоревших участков. Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
В качестве выпрямителя у инвертора используются диодные мосты. Они закреплены на радиаторе. Диодные мосты достаточно надежны и крайне редко выходят из строя, но порой это случается. Чтобы узнать работоспособность диодного моста отпаяйте от него все провода и снимите с платы. Пройдитесь мультиметром. Так можно выявить неисправный диод.
Если после выполнения всех манипуляций инвертор остается неисправным, то отнесите его к специалисту. Мы не рекомендуем самостоятельно производить дальнейший ремонт сварочного аппарата своими руками. Тем более, если вы недавно купили аппарат и он находится на гарантии.
Вместо заключения
Теперь вы знаете, как отремонтировать сварочные аппараты своими руками. Мы перечислили наиболее часто встречающиеся поломки, которые можно устранить своими силами в домашним условиях. Если вы столкнулись с более серьезной проблемой, то рекомендуем отнести аппарат в сервисный центр. Там специалисты проведут полную диагностику вашего аппарата и смогут выявить истинные причины возникновения поломок.
Также соблюдайте технику безопасности, выполняя ремонт инверторных сварочных аппаратов своими руками. Помните, что инвертор — это сложный электроприбор, который при неумелом использовании может быть опасен для вашего здоровья. Если вы купили инвертор менее чем за 50$, то подумайте, насколько целесообразен ремонт сварочного аппарата инверторного типа. Возможно, проще купить новый сварочный аппарат. Желаем удачи в работе!
Ремонт инверторного сварочного аппарата своими руками
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев можно выполнить самостоятельно. А если хорошо разбираться в конструкции таких устройств и иметь представление о том, что в них с большей вероятностью может выйти из строя, можно успешно оптимизировать затраты и на профессиональное сервисное обслуживание.

Замена радиодеталей в процессе ремонта сварочного инвертора
Назначение оборудования и особенности его конструкции
Основным назначением любого инвертора является формирование постоянного сварочного тока, который получают путем выпрямления высокочастотного переменного. Использование именно высокочастотного переменного тока, преобразованного посредством специального инверторного модуля из выпрямленного сетевого, обусловлено тем, что силу такого тока можно эффективно увеличивать до требуемой величины при помощи компактного трансформатора. Именно данный принцип, положенный в работу инвертора, позволяет такому оборудованию иметь компактные размеры при высокой эффективности.

Функциональная схема работы сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики, включает в себя следующие основные элементы:
- первичный выпрямительный блок, основу которого составляет диодный мост (в задачу такого блока входит выпрямление переменного тока, поступающего из стандартной электрической сети);
- инверторный блок, основным элементом которого является транзисторная сборка (именно при помощи данного блока постоянный ток, поступающий на его вход, преобразуется в переменный, частота которого составляет 50–100 кГц);
- высокочастотный понижающий трансформатор, на котором за счет понижения входящего напряжения значительно повышается сила выходящего тока (благодаря принципу высокочастотной трансформации на выходе такого устройства может быть сформирован ток, сила которого доходит до 200–250 А);
- выходной выпрямитель, собранный на базе силовых диодов (в задачу данного блока инвертора входит выпрямление переменного высокочастотного тока, что необходимо для выполнения сварочных работ).
Схема сварочного инвертора содержит и ряд других элементов, которые улучшают его работу и функциональность, но основными из них являются вышеперечисленные.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.

Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- связанные с неправильным выбором режима сварочных работ;
- обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.

Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.

Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Наиболее распространенными неисправностями, с которыми сталкиваются при эксплуатации инверторов, являются следующие.
Неустойчивое горение сварочной дуги или активное разбрызгивание металла
Такая ситуация может свидетельствовать о том, что неправильно выбрана сила тока для выполнения сварки. Как известно, данный параметр выбирается в зависимости от типа и диаметра электрода, а также от скорости выполнения сварочных работ. Если на упаковке электродов, которые вы используете, не содержится рекомендаций по оптимальной величине силы тока, можно рассчитать ее по простой формуле: на 1 мм диаметра электрода должно приходиться 20–40 А сварочного тока. Следует также учитывать, что чем меньше скорость выполнения сварки, тем меньше должна быть сила тока.

Зависимость диаметра электродов от силы сварочного тока
Такая проблема может быть связана с рядом причин, при этом в основе большинства из них лежит пониженное питающее напряжение. Современные модели инверторных аппаратов работают и при пониженном напряжении, но, когда его величина спускается ниже минимального значения, на которое рассчитано оборудование, электрод начинает залипать. Падение величины напряжения на выходе оборудования может происходить в том случае, если блоки устройства плохо контактируют с панельными гнездами.
Устраняется такая причина очень просто: очисткой контактных гнезд и более плотным фиксированием в них электронных плат. Если провод, при помощи которого инвертор подключен к электрической сети, имеет сечение меньше 2,5 мм2, то это также может привести к падению напряжения на входе аппарата. Это гарантированно произойдет и в том случае, если такой провод имеет слишком большую длину.
Если длина питающего провода превышает 40 метров, использовать для сварки инвертор, который будет подключен с его помощью, практически невозможно. Напряжение в питающей цепи может упасть и в том случае, если ее контакты подгорели или окислились. Частой причиной залипания электрода становится недостаточно качественная подготовка поверхностей свариваемых деталей, которые необходимо тщательно очистить не только от имеющихся загрязнений, но и от оксидной пленки.

Выбор сечения сварочного кабеля
Такая ситуация часто возникает в случае перегрева инверторного аппарата. На панели устройства при этом должен загореться контрольный индикатор. Если же свечение последнего малозаметно, а функция звукового оповещения у инвертора отсутствует, то сварщик может просто не знать о перегреве. Такое состояние сварочного инвертора характерно и при обрыве или самопроизвольном отсоединении сварочных проводов.
Самопроизвольное выключение инвертора при выполнении сварки
Чаще всего такая ситуация возникает в том случае, если подачу питающего напряжения отключают автоматические выключатели, рабочие параметры которых неправильно подобраны. При работе с использованием инверторного аппарата в электрическом щитке должны быть установлены автоматы, рассчитанные на ток не менее 25 А.
Скорее всего, такая ситуация свидетельствует о том, что в питающей электрической сети слишком низкое напряжение.
Автоматическое отключение инвертора в ходе продолжительной сварки
Большинство современных инверторных аппаратов оснащены температурными датчиками, которые автоматически отключают оборудование при повышении температуры в его внутренней части до критического уровня. Выход из такой ситуации только один: дать сварочному аппарату отдых на 20–30 минут, в течение которых он остынет.
Как выполнить самостоятельный ремонт инверторного устройства
Если после тестирования становится понятно, что причина неисправностей в работе инверторного аппарата кроется в его внутренней части, следует разобрать корпус и приступить к осмотру электронной начинки. Вполне возможно, что причина заключается в некачественной пайке деталей устройства или плохо присоединенных проводах.
Внимательный осмотр электронных схем позволит выявить неисправные детали, которые могут быть потемневшими, треснутыми, со вздувшимся корпусом или иметь подгоревшие контакты.

Сгоревшие детали на плате инвертора Fubac IN-160 (регулятор AC-DC, транзистор 2NK90, резистор 47 Ом)
Такие детали при ремонте необходимо выпаять с плат (желательно использовать для этого паяльник с отсосом), а затем заменить на аналогичные. Если маркировка на неисправных элементах не читается, то для их подбора можно использовать специальные таблицы. После замены неисправных деталей желательно произвести тестирование электронных плат при помощи тестера. Тем более это необходимо сделать, если осмотр не позволил выявить элементы, подлежащие ремонту.
Визуальную проверку электронных схем инвертора и их анализ при помощи тестера следует начать с силового блока с транзисторами, так как именно он является наиболее уязвимым. Если транзисторы неисправны, то, скорее всего, вышел из строя и раскачивающий их контур (драйвер). Элементы, из которых состоит такой контур, также необходимо проверить в первую очередь.

Силовой блок инвертора
После проверки транзисторного блока проверяются все остальные блоки, для чего также используется тестер. Поверхность печатных плат необходимо внимательно осмотреть, чтобы определить на них наличие подгоревших участков и обрывов. Если таковые обнаружены, то следует тщательно зачистить такие места и напаять на них перемычки.
Если в начинке инвертора обнаружены перегоревшие или оборванные провода, то при ремонте их надо заменить на аналогичные по сечению. Хотя диодные мосты выпрямителей инвертора и являются достаточно надежными элементами, их также следует прозвонить при помощи тестера.
Наиболее сложный элемент инвертора – плата управления ключами, от исправности которого зависит работоспособность всего аппарата. Такую плату на наличие управляющих сигналов, которые подаются на шины затворов блока ключей, проверяют при помощи осциллографа. Заключительным этапом тестирования и ремонта электронных схем инверторного устройства должна стать проверка контактов всех имеющихся разъемов и их зачистка при помощи обычного ластика.
Самостоятельный ремонт такого электронного устройства, как инвертор, достаточно сложен. Научиться выполнять ремонт этого оборудования, просто посмотрев обучающее видео, практически невозможно, для этого необходимо обладать определенными знаниями и навыками. Если же такие знания и навыки у вас есть, то просмотр подобного видео даст вам возможность восполнить недостаток опыта.