Как сварить пластиковые трубы без сварочного аппарата?
Соединение пластиковых труб без пайки. Фитинги и холодна сварка
 Полимерные детали могут быть соединены не только с помощью нагревательных элементов. Но как соединить полипропиленовые трубы без пайки? Пайка полипропиленовых труб для их соединения применяется не всегда. Наличие иных видов соединения помимо пайки является одной из их характерных особенностей. Отсутствие необходимости приобретать тем или иным образом сварочное оборудование делает этот тип сварки еще более популярным и доступным, так как немногие знают, как паять или как сварить трубы. Также отличительной чертой является возможность соединения пластиковых труб своими руками без специального оборудования. Как соединить пластиковые трубы без пайки?
Полимерные детали могут быть соединены не только с помощью нагревательных элементов. Но как соединить полипропиленовые трубы без пайки? Пайка полипропиленовых труб для их соединения применяется не всегда. Наличие иных видов соединения помимо пайки является одной из их характерных особенностей. Отсутствие необходимости приобретать тем или иным образом сварочное оборудование делает этот тип сварки еще более популярным и доступным, так как немногие знают, как паять или как сварить трубы. Также отличительной чертой является возможность соединения пластиковых труб своими руками без специального оборудования. Как соединить пластиковые трубы без пайки?
Существует два способа соединения полипропиленовых, полиэтиленовых и иных полимерных материалов без применения специального сварочного оборудования: сварка пластиковых труб с помощью компрессионных фитингов и холодная сварка.
Единственное, что вам потребуется помимо компрессионных фитингов для первого вида сварки – это специальный обжимной ключ. Обычно они продаются вместе. Для холодной сварки нужен только специальный клей. Последний тип соединения без пайки чаще применим только для холодного водоснабжения. Минусом соединения деталей без пайки является то, что на это требуется больше времени. Далее более детально будут рассмотрены каждый из видов и изложены ответы на вопросы как соединить полипропиленовые трубы без пайки и как спаять полипропиленовые трубы своими силами.
Соединение с помощью компрессионных фитингов
Спаять пластиковые детали можно с помощью компрессионных фитингов. Они применимы не только для соответствующего им типа труб. Как правило, нельзя использовать фитинги из материала, отличного от материала соединяемых элементов. Однако, особенностью таких фитингов является их универсальность, так как соединять можно разные трубы: алюминиевые с медными, из полиэтилена низкого давления с ПВХ и так далее. Поэтому, не каждой детали соответствует определенный тип фитинга. Еще одно преимущество этого вида соединения в том, что конструкция может быть как собрана, так и разобрана. Если же вы спаяли две детали, разъединить их как было уже не получится.

Конструкция фитинга состоит из следующих элементов: те, которые устанавливаются на окончание трубы (например, заглушки) и те, которые объединяют соединяемые элементы в единое целое.
Современный рынок насчитывает множество фитингов. Вот основные из них:
- Обжимные (они же компрессионные)
- Фланцевые
- Сварные
- Резьбовые
Компрессионный фитинг представляет собой корпус, не подверженный влиянию ультрафиолета. Внутри этого корпуса содержится запрессовывающая втулка и крышка. В материале корпуса содержится уплотнительное кольцо, которое способствует герметичному соединению, зажимное и упорное кольцо (иногда эти два кольца сочетаются в одном). В случае разборки/сборки деталей, уплотнительное кольцо подлежит замене на новое. Данные фитинги применяются для изделий из полиэтилена низкого давления (ПЭ 100, ПЭ 80, ПЭ 40), и полиэтилена низкой плотности. Обжимные фитинги помимо устойчивости к ультрафиолету, характеризуются также устойчивостью к химическим веществам агрессивного воздействия. Сфера применения соединений с использованием компрессионных фитингов характерна для малоэтажных домов, в уличных водопроводных системах деревней и поселков, теплицах. В связи с этим повторно следует отметить особенность этого вида соединения, а именно возможность разбора трубопровода в одном месте с целью переноса его к новому месторасположению.

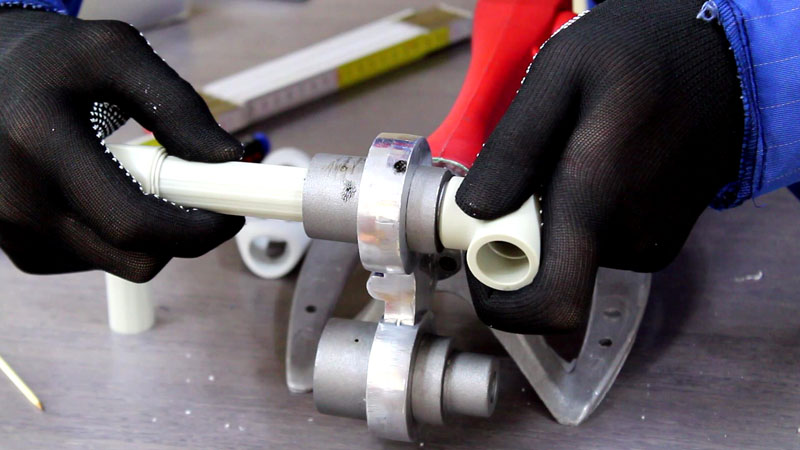
При работе с фитингами обязательно предварительно нужно ознакомится с инструкцией и следовать строго ее положениям, а также правилам, изложенным далее по тексту. Перед работой необходимо ознакомиться с качеством труб, их размерами и их соответствием фитингам. Существуют максимально допустимые пределы отклонений от нормы при соединении: диаметр не может быть отклонен от номинального значения больше чем на 1%, а овал сечения не может быть больше 2%. Если эти пределы нарушены, тогда трубопровод лучше прокладывать в горизонтальном положении. Вручную трубопровод соединяют, если диаметр менее 50 мм, если более – тогда нужен специальный ключ. Соединение пластиковых труб без пайки должно осуществляться с соблюдением требований к тщательной очистке деталей от загрязнений и заусенцев, зачистке, чтобы кромки были гладкими, без дефектов. Для обрезки используют специальные ножницы. Отмечают необходимую длину вставки на изделии с помощью маркера.
Скорость соединения довольно быстрая. Гайку насаживают на один конец трубы, устанавливают кольцо зажима, после чего трубу вставляют в фитинг. Кольцо должно достичь упора. В заключение, в зависимости от диаметра трубопровода, закручивают гайку ручным способом или с применением ключа.
В результате мы получаем готовое соединение пластиковых труб без пайки.
Главные преимущества обжимных фитингов:
- Прочность конструкции
- Долговечность конструкции
- Простота и быстрота сборки
- Отсутствие подверженности к коррозии
- Универсальность
- Возможность соединения пластиковых труб своими руками без сварочного оборудования
Как спаять полипропиленовые трубы без паяльника с помощью холодной сварки или клеевого соединения
Холодная сварка пластиковых труб – это процесс соединения деталей без их нагрева. Спаять пластиковые элементы можно путем применения специального клея, который быстро затвердевает. Состав клеящегося вещества обычно состоит из эпоксидной смолы и отвердителя. Холодная сварка имеет черные или белые цвета. Обычно она используется для холодного водоснабжения. Но некоторые клеи применяются и для горячего. Это обязательно должно быть указано отдельно на упаковке.

Какая бывает клеевая масса:
- Текучие смеси (в упаковке должно быть две тубы: один с отвердителем, второй – с эластичным веществом; для примера: если вы собираетесь устранить отверстие в полимерном изделии, то содержимое туб нужно соединить непосредственно перед началом работы (своеобразный ремонт); обязательно нужно использовать смесь в течение не более, чем 20-ти минут, иначе она станет твердой).
- Пластическая масса (представляет собой брусок, состоящий из двух слоев: сверху отвердитель, а внутри – пластичная составляющая; напоминает пластилин).
Большинство профессионалов советуют использовать метод холодной сварки для конкретного перечня материалов, который предусмотрен инструкцией.
Также на упаковке указывается максимально допустимое значение температуры для конкретной смеси (обычно это около 260 градусов). Если четко соблюдать правила эксплуатации, то шов будет долговечным, прочным и герметичным. Существует клей для высоких температур воды (около 130 градусов).

Таким образом, пайка полипропиленовых труб является не единственным способом соединения полимеров. Возможно соединение пластиковых труб своими руками без применения сварочного аппарата. Полипропиленовые трубы своими руками можно соединять холодной сваркой или с применением компрессионных фитингов. Соединение полипропиленовых труб без паяльника с помощью фитингов обладает особенностями, среди которых самая важная – это возможность сборки и разборки конструкций.
Особенности сварки полипропиленовой трубы
Трубопроводные системы из пластика получили широкое применение для водообеспечения в квартирах и усадебных домах. При соединении отдельных частей применяется сварка полипропиленовых труб. Как это выполняется, и какие инструменты при этом используются, рассмотрим далее.

- Что такое сварка труб из полипропилена
- Специфика сварки
- Способы соединения труб
- Инструмент и приспособления
- Труборез
- Торцеватель
- Сварочный аппарат
- Виды сварки пластиковых труб
- Подготовительные работы
- Разрезание труб перед свариванием
- Обезжириваем область сварки
- Сваривание своими руками
- Сварка элементов трубопровода
- Сварка труб в неудобном месте
- Холодная сварка полипропилена
- Типичные ошибки
Что такое сварка труб из полипропилена
Сваркой называют процесс нагревания краев деталей до высокой температуры, плотное их прижатие, выдерживания в течение 4-10 секунд и дальнейшего охлаждения. В результате получается герметичный стык, так как детали соединяются на уровне молекул.
Сварка труб из полипропилена осуществляется за счет диффузии материала соседних элементов, при остывании запускается процесс реполимеризации, и детали становятся единым предметом. Температура нагрева зависит от толщины стенок труб, их диаметра, материала армированного слоя.

Специфика сварки
Возможность сварки полипропилена обусловлена его пластичностью при нагреве. Нагревая детали на определенную глубину и соединяя их, мы получаем герметичный шов в местах их соприкосновения. Для сварки используют сварочные аппараты. Они простые в использовании, не требуют особых навыков в работе. Их можно применять в жилом помещении, обеспечив его проветривание.
Полипропиленовые трубы подходят для водопровода, проложенного открытым способом. Они имеют красивый внешний вид, не искажают интерьер помещения. Для бытовых нужд применяют изделия диаметрами 20, 25, 32, 40 мм. В основном предназначены для прокачки холодной воды, вариант с армированными стенками подходит для горячего водоснабжения. 
Маркировка имеет следующий вид:
- PN10 подходят для прокачки воды температурой 45 0С под давлением 10 атм.
- PN16 используются в системах, где температура жидкости 60 0С и давление 16 атм. Это водопровод холодной воды.
- Трубы марки PN20 допускают пропуск жидкости под давлением 20 атм с температурой 95 0С. Это отопление и горячий водопровод, подогрев полов.
- PN25 — изделия, подвергаемые давлению 25 атм и температуре 95 0С. Применяются в системах подачи горячей воды и отопления, магистральных трубопроводах.
На месте поворота или разветвления полипропиленового трубопровода устанавливают фитинги, так как его невозможно изгибать.
- переходники;
- отводы, имеющие различные углы поворота;
- муфты с резьбой и без нее;
- крестовины, тройники, заглушки;
- краны, вентили, хомуты.
Выбирая фитинги нужно учитывать следующие характеристики – внутренний диаметр и толщину стенок. Значения должны совпадать с параметрами присоединяемых труб.
Способы соединения труб
Образование единой системы трубопроводов из отдельных элементов выполняют несколькими способами. Это может быть сварка пропиленовых труб способом нагрева, соединение компрессионными фитингами, холодная сварка.
 Наиболее простой способ – соединение с помощью трубопроводной арматуры. Для этого достаточно обжимного ключа. Недостатком данного способа является высокая стоимость фитингов. Надежнее применять элементы из нержавеющей стали, меди или латунные. Это недешевые детали.
Наиболее простой способ – соединение с помощью трубопроводной арматуры. Для этого достаточно обжимного ключа. Недостатком данного способа является высокая стоимость фитингов. Надежнее применять элементы из нержавеющей стали, меди или латунные. Это недешевые детали.
Один из способов соединения пластиковых деталей – склеивание с помощью специальных клеевых составов. Их применение позволяет осуществить монтаж полипропиленовых трубопроводов быстро и при малых материальных затратах.
О способе сварки полипропиленовых труб своими руками для начинающих мы расскажем подробно в следующих главах.
Инструмент и приспособления
Для сварки пластиковых труб используют сварочный аппарат и некоторые другие приспособления. Расскажем подробнее об этом.
Труборез
 Первой операцией перед сваркой является отрезание элемента нужного размера. Простейших вариант — отрезать с помощью специальных ножниц. Однако, ножницы не образуют ровного среза и могут сплющить трубу. Допустимо использовать ножовку по металлу с мелкими зубьями. Наилучшим будет применение циркулярного трубореза.
Первой операцией перед сваркой является отрезание элемента нужного размера. Простейших вариант — отрезать с помощью специальных ножниц. Однако, ножницы не образуют ровного среза и могут сплющить трубу. Допустимо использовать ножовку по металлу с мелкими зубьями. Наилучшим будет применение циркулярного трубореза.
Торцеватель
 Необходим для получения фаски и снятия внутреннего слоя фольги в армированных многослойных трубах. Под воздействием высоких температур и давления может происходить расслаивание пластика, для чего фольга и удаляется. Еще одно назначение торцевателя – снятие заусениц, образующихся в процессе резки.
Необходим для получения фаски и снятия внутреннего слоя фольги в армированных многослойных трубах. Под воздействием высоких температур и давления может происходить расслаивание пластика, для чего фольга и удаляется. Еще одно назначение торцевателя – снятие заусениц, образующихся в процессе резки.
Сварочный аппарат
Это самый важный инструмент для сварки. В личных целях подойдет простейшее устройство с мечевидными нагревателями, мощность которого 1 кВт. Аппарат оснащен раструбными насадками разного диаметра, которые можно менять. С его помощью сваривают диаметры труб до 63 мм, что для домашнего водопровода и отопления вполне достаточно.
 При проведении сварочных работ понадобится расходный материал. Это карандаш и линейка, чтобы отметить нужное расстояние при сварке с фитингами. Место соединения необходимо обезжирить и очистить от грязи.
При проведении сварочных работ понадобится расходный материал. Это карандаш и линейка, чтобы отметить нужное расстояние при сварке с фитингами. Место соединения необходимо обезжирить и очистить от грязи.
Для этого используют специальные спиртовые салфетки, можно просто ветошь, смоченную спиртом.
Виды сварки пластиковых труб
Различают несколько видов сварки полипропиленовых труб, а именно:
- диффузная;
- враструб;
- стыковая.
Диффузная сварка выполняется нагреванием деталей и дальнейшим их плотным соединением. В результате происходит диффузия (взаимное перемешивание) крайних нагретых слоев, которые при охлаждении образуют единую деталь.
Сварка враструб — наиболее часто применяемый способ для соединения трубопроводов в квартирах и домах, так как подходит для стыковки труб малого диаметра. Для нее используются фитинги без резьбы, которые надеваются на трубу. Они обеспечивают соединение элементов трубопровода, а так же его поворот и разветвление. Соединяемые детали предварительно нагреваются, а затем соединяются. Прочность соединение приобретает после их охлаждения.

Сварка встык заключается в нагреве торцов труб сварочным зеркалом до расплавления, плотном соединении их под нажимом до полного остывания.
Подготовительные работы
Прежде, чем начать сварку ПП труб, следует подготовить отрезки требуемой длины, обработать их края, очистить материал от грязи и жирного налета. Нанести отметку глубины вхождения трубы в фитинг.
Разрезание труб перед свариванием

Какой инструмент для этого используют, описывалось в предыдущих главах. Важно, чтобы срез был перпендикулярным к оси трубы, острые края исключены нанесением фаски, что обеспечит удобную вставку ее в полость фитинга. Необходимо удалить заусеницы и стружку, образованную при резке.
Обезжириваем область сварки
Поверхность места сварки должна быть очищена от химических и механических загрязнений. Грязь удаляют ветошью. Для обезжиривания применяют изопропиловый спирт. Растворители, бензин, керосин использовать нельзя, они разрушают пластик.
Сваривание своими руками
Чтобы не отвлекаться от монтажа трубопровода, необходимо предварительно рассчитать нужное количество труб, фитингов, крепежных элементов. Для этого составляют схему, где указывают повороты, ответвления, точки подключения приборов водопотребления.
 Процесс сварки начинают с установки на сварочный аппарат двухсторонних насадок. Одна ее сторона имеет внутренний диаметр, как наружный диаметру трубы, а у другой диаметр равен внутреннему размеру фитинга. Подключаем агрегат к электрической сети, дожидаясь, пока температура не достигнет 260 0С. Это температура размягчения полипропилена. Устройство имеет регулятор, который сигнализирует о нагреве до нужной температуры.
Процесс сварки начинают с установки на сварочный аппарат двухсторонних насадок. Одна ее сторона имеет внутренний диаметр, как наружный диаметру трубы, а у другой диаметр равен внутреннему размеру фитинга. Подключаем агрегат к электрической сети, дожидаясь, пока температура не достигнет 260 0С. Это температура размягчения полипропилена. Устройство имеет регулятор, который сигнализирует о нагреве до нужной температуры.
Сварка элементов трубопровода
Нагретые насадки сначала вставляют в фитинг, что бы расплавить его внутреннюю часть. Затем надевают на трубу, оплавляя ее снаружи. Выдержав нужное время, детали снимают и соединяют. Труба вставляется в фитинг на глубину, отмеченную на ней ранее. Детали не прокручивают, чтобы не нарушить стык. Шов застывает в течение 30 секунд.

Температура и время нагрева зависят от диаметра трубы и мощности сварочного аппарата. При выполнении работы следует руководствоваться данными таблицы 1.
| Длина участка сварки, мм | Диаметр трубы, мм | Время нагрева, сек | Продолжительность стыкования, сек | Время остывания, сек |
| 14,0 | 20,0 | 6 | 4 | 2 |
| 16,0 | 25,0 | 7 | 4 | 2 |
| 18,0 | 32,0 | 8 | 6 | 4 |
| 20,0 | 40,0 | 12 | 6 | 4 |
| 23,0 | 50,0 | 18 | 6 | 4 |
| 26,0 | 63,0 | 24 | 8 | 6 |
При работе нужно помнить, что излишний нагрев пластика образует слабый стык, который разрушится при эксплуатации. Недостаточное нагревание деталей приводит к негерметичному соединению и просачиванию воды.
Сварка труб в неудобном месте
Иногда возникает необходимость сварки в существующем трубопроводе, расположенном в труднодоступных местах. Сварку выполняют малогабаритным ручным аппаратом, с его помощью нагревают отрезки трубы на несколько градусов выше необходимой температуры. Далее прогревают соединительные элементы и быстро стыкуют с трубой. Температура ее за это время снизится до нормы.
Холодная сварка полипропилена
 Холодная сварка – это соединение элементов клеем и эпоксидной смолой. Используют клей LN-915 и его модификации. Состав наносят равномерно на стыки, соединяют элементы, выдерживают 3 минуты, удаляют излишки клеевой массы. Трубопровод укладывают на ровную поверхность, оставляют на 6 часов для высыхания. Таким способом присоединяют и фитинги. Проверку соединения на герметичность проводят через сутки. Клеевое соединение используют только в трубопроводах холодной воды.
Холодная сварка – это соединение элементов клеем и эпоксидной смолой. Используют клей LN-915 и его модификации. Состав наносят равномерно на стыки, соединяют элементы, выдерживают 3 минуты, удаляют излишки клеевой массы. Трубопровод укладывают на ровную поверхность, оставляют на 6 часов для высыхания. Таким способом присоединяют и фитинги. Проверку соединения на герметичность проводят через сутки. Клеевое соединение используют только в трубопроводах холодной воды.
Типичные ошибки
Среди ошибок, возникающих при сварке, выделяем наиболее частые:
- Недостаточная предварительная очистка деталей. Это приводит к ослаблению стыка.
- Несоблюдение соосности трубы и фитинга. В 1-2 секунд можно исправить этот огрех, после застывания стыка делать это нельзя.
- Несоответствие материала свариваемых изделий. Получается ненадежное и недолговечное соединение.
- Нарушение технологии работ, несоблюдение температуры и времени нагрева.
Избежать ошибок можно, если учесть рекомендации специалистов, соблюдать требования по выполнению работ, не нарушать технологию сварочного процесса.
Если раньше вы этого не делали, на первый этап можно пригласить сантехника и присмотреться к его действиям.
Сварка труб пвх своими руками — пути и методы соединения
В процессе монтажа пластикового водопровода, мастеру нередко удается обойтись без паяльника. Один из вариантов такого комбинирования — химический.
- Каковы основные преимущества такого соединения элементов?
- При какой температуре осуществляется сварка ПВХ патрубков?
- Мастеру, запланировавшему сборку системы, потребуется следующий инструментарий:
- Как подготовить материал и инструмент к началу сборки?
- Как осуществляется монтаж полифузным способом?
- Как осуществляется монтаж труб пвх с помощью электрофитинга?
Каковы основные преимущества такого соединения элементов?
К наиболее значимым особенностям рассматриваемого способа совмещения отдельных звеньев конструкции вполне справедливо относят: 
- Высокая скорость сборки конструкции без ущерба для конечного результата.
- Используя сочетание без сварки, мастер значительно сокращает вероятность протечки.
- Низкая цена реализации указанных процессов.
Кроме того, холодная сварка составляющих из пвх может выполняться путем склеивания. Данный способ не уступает «горячей» фиксации по итоговому качеству соединения и их стоимости, а иногда и помогает сэкономить, поскольку исключаются затраты на электроэнергию.
При какой температуре осуществляется сварка ПВХ патрубков?

Если речь идёт о «горячих» способах компоновки элементов, то оптимальная температура фиксации составляет 260 градусов, а вот назвать количество времени, которое потребуется для достижения аппаратом такой температуры назвать сложно, поскольку оно зависит от температуры воздуха на момент прогрева устройства.
С помощью горячей компоновки можно эффективно комбинировать участки конструкции самого разного, в том числе и большого диаметра.
Мастеру, запланировавшему сборку системы, потребуется следующий инструментарий:
- Аппарат для спаивания ПВХ стыков, оснащенный подвижным приводом.
- Приспособление для резки материала.
- Спирт или ацетон для обезжиривания элементов.
- Тряпки.
- Рулетка или сантиметр.
- Карандаш или маркер.
Как подготовить материал и инструмент к началу сборки?
Подготовка аппарата осуществляется в рамках следующей схемы:

- Насадки тщательно протираются заранее приготовленной ветошью и устанавливаются на устройство.
- Прибор включается в сеть и прогревается до рабочей температуры.
- Пока идет прогрев, необходимо проверить состояние резака. Если срез получается ровным, без дефектов, то резак готов к работе, если погрешность все — таки есть, то инструмент необходимо заменить или наточить.
Важно: все используемые материалы должны быть тщательно очищены перед началом сборки. Те изделия, которые входят в устройство недостаточно плотно должны быть заменены. Сварка водопровода пвх своими руками предполагает необходимость предварительной нарезки отдельных частей конструкции для оптимизации последующих манипуляций. Если диаметр деталей, с которыми предполагается работать, превышает 40 мм, то необходимо делать скос. Такая манипуляция позволит избежать дефектов в процессе монтажа.
Как осуществляется монтаж полифузным способом?
Полифузная фиксация труб осуществляется следующим образом:
- Фитинг надевается поверх предварительно прогретой насадки. Стоит помнить о том, что стенки данной детали толще, чем у патрубков, поэтому греть придется более тщательно.
- После фитинга на насадку надевается и часть, с которой он будет соединяться. Последовательность важна, поскольку фитинг прогревается дольше. Более детально процесс прогрева деталей можно рассмотреть в видео:
- Если нагреваемые части достаточно плотно «сидят» на насадках, то допустимым и даже желательным считается их вращение. Такие манипуляции позволят сделать нагрев более равномерным.
- По окончании прогрева обе части следует снять с прибора и аккуратным, неторопливым движением соединить их. После соединения готовую конструкцию необходимо оставить и дождаться её охлаждения.
Как осуществляется монтаж труб пвх с помощью электрофитинга?
Процесс подготовки к началу соединения элементов в рамках рассматриваемого способа осуществляется также, как и при полифузной сварке. После выполнения тщательной очистки труб и соединительных деталей, их можно поместить в электрофитинг. Для того, чтобы начать разогрев деталей, необходимо нажать на кнопку начала работы (обычно «старт»). После того, как детали достаточно нагреются для качественного соединения, нагрев будет прекращен в автоматическом режиме. 
К основным преимуществам рассматриваемого способа соединения труб традиционно относят высокую скорость выполнения спайки, достигаемую без ущерба для качества. Рассматриваемый способ применяется в тех случаях, когда речь идет о больших объемах работ. Как правило, монтаж любых разновидностей труб, в том числе и сварка труб пвх 32 не доставляет существенных сложностей.
Цена рассматриваемой услуги зависит от многих вспомогательных факторов, таких как диаметр труб, диаметр стыков. Как правило, единицей для измерения выполненных работ используется м.п. — метр погонный. К примеру, прокладка канализационных труб, диаметров в 100 мм в среднем обходится в 300 рублей (100 — 120грн) за метр, при этом монтаж деталей, диаметром в 50 мм будет стоить 150 рублей (40 — 60грн). Цена может меняться в зависимости от текущих условий работы и индивидуальных пожеланий заказчика.
Как сваривать пластиковые трубы аппаратом для сварки в домашних условиях
В квартирах многоэтажек застройки прошлого века, при строительстве частных домов для замены или монтажа системы водоснабжения, водоотведения, отопления используют пропиленовые трубы и комплектующие элементы. Соединения делают резьбовые и сварные. При сварке пластиковых труб используют нагревательный инструмент, освоить его несложно. Монтировать водопроводные системы из полимеров можно самостоятельно, зная азы технологии.
Какие трубы можно сваривать
Трубы выпускают из различного пластика: ПВХ, полиэтилена, пропилена. Металлопластиковые трубы дополнительно армируют алюминием, их монтируют резьбовыми соединениями. Пластиковые трубопроводы диаметром от 20 до 40мм сваривают враструб бытовым оборудованием, работающим от сети 220 вольт. Для сварки ПХВ труб большого диаметра чаще используют профессиональные цилиндрические паяльники.
При самостоятельном выборе комплектующих для трубопровода ориентируются на маркировку «PN». Для теплосистем, трубопроводов горячего водоснабжения выбирают пластиковый прокат с маркировкой:
- PN20, они эксплуатируются при температуре от +80 до +95˚С;
- PN25, допускается температура теплоносителя свыше +95˚С.
Для ХВС выбирают трубы и соединительные элементы с маркировкой PN10 (рабочая температура не выше +40˚С) и PN16 (допустимый нагрев до +60˚С).
Необходимые оборудование и инструменты
Для сварки пластиковых труб удобно использовать мечевидные паяльники со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую платформу, называемую утюгом, в ней есть отверстия для крепления нагревающих насадок.
У сварочного аппарата для сварки пластиковых труб обязательно есть температурный регулятор, световой индикатор нагрева. Кроме оборудования для сварки нужны инструменты для раскроя заготовок и снятия фольгирующего слоя. Режут пластиковый прокат любым удобным способом:
- труборезом, похожим на кусачки;
- ножницами по металлу;
- ножовкой с узким полотном.
Для зачистки срезов, удаления наплывов применяют напильники с мелкой нарезкой или наждачную бумагу. Для раскроя элементов трубопровода перед сваркой нужно подготовить линейку, угольник, фломастер или маркер.
Инструкция: как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.

Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.

Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре. Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе.
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Сваривать пропилен в домашних условиях несложно. Инструмент сдают в аренду, освоить его легко. Важно придерживаться режима сварки. Предварительно удостовериться, что температура нагрева, время выдержки подобрано правильно. Некачественный шов срезают, варят стык снова. При соблюдении технологии трубопровод прослужит долго.
Сварка пластиковых водопроводных и канализационных труб
Металлический трубопровод в современном строительстве считается устаревшим техническим решением. Стараются использовать либо медные трубки, или трубы из синтетических материалов: композитных пластмасс, полипропилена и полиэтилена. Важно не просто правильно выбрать, какие именно трубы использовать для создания водопроводных и канализационных систем, но и знать, как их правильно соединить.

Сварка пластиковых труб осуществляется горячим и холодным методами
Преимущества пластиковых труб и методы их соединения
К преимуществам пластиковых труб стоит отнести то, что они не ржавеют, их удобно монтировать, обслуживания они требуют минимального. Что касается монтажа, то он отличается простотой, но имеет свою специфику. Принцип резьбового муфтового соединения элементов системы неплохо подходит для разводки металлических водопроводных коммуникаций, но совершенно не применим для пластиковых труб.
Физические свойства синтетических термопластичных труб позволяют создавать надежное соединение. Многокомпонентные материалы дают возможность соединять пластиковые трубы без сварки, например, для ремонта элементов водопроводных систем в труднодоступных местах. Клеевое соединение называют также «холодная сварка». Наиболее простой, быстрый и надежный способ соединения пластиковых труб – это сварка, для которой требуется высокая температура.
Основное преимущество монтажа сварным способом состоит в том, что сварка пластиковых труб своими руками перестала быть операцией, доступной исключительно профессионалам. Чем больше практический опыт сварного монтажа, тем выше шансы создания безупречного соединения. Инструменты и оборудование могут сыграть решающую роль в монтаже коммуникаций.

Надежность соединения пластиковых труб зависит от качества фитингов и метода сварки
Профессионалы используют качественные, надежные инструменты и фирменное оборудование. Любители довольствуются инструментарием средней ценовой категории. Есть смысл изначально приобрести необходимые материалы и оборудование высокого качества.
Минимальная погрешность при монтаже фитингов, надежность компонентов, качественный сварной шов – это преимущества качественных компонентов. Недостаток: относительно высокая стоимость пластиковых труб премиум – класса.
Оборудование для сварки пластиковых труб своими руками
В наборе начинающего мастера будут присутствовать следующие компоненты:
- паяльник для пайки полипропиленовых (пластиковых) труб. Как правило, продается в комплекте с металлическим кейсом для транспортировки и набором насадок самых распространенных диаметров;
- обрезные ножницы для труб. Имеют загнутый ложемент, режущее лезвие и узел ступенчатого наращивания усилия. С помощью специальных ножниц обрезать трубу гораздо удобнее, чем ножом или пилкой;
- рулетка. «Верный друг» каждого строителя и профессионального инженера;
- маркер. Им отмечают границы реза и глубину вхождения трубы в насадку при прогреве в процессе сваривания.
Профессиональное оборудование включает в себя полуавтоматическое устройство, предназначенное для сварки для пластиковых труб. Обязательно комплектуется узлом фиксации для труб диаметром 50 мм и более.

Для сварки труб небольшого диаметра используется компактный нагревательный прибор
В комплект настоящего мастера непременно входят:
- строительный уровень, им выверяется точность прокладки магистрали;
- шабер для армированных труб;
- монтажный нож (скошенная рабочая часть, прочная конструкция);
- набор электрофитингов. В некоторых случаях монтаж пластиковых труб возможен только при использовании электрических фитингов – специальная сварка, технические условия разводки и эксплуатации систем;
- специальный термометр для контроля режима прогрева свариваемых поверхностей;
- качественный электрический удлинитель;
- жидкость для очистки насадок паяльника.
После окончания сварки пластиковых труб и тщательной проверки системы, каждое соединение осматривается индивидуально, чтобы выявить утечки. В случае удачного монтажа проблем не возникает. Профессиональное оборудование послужит владельцу и после разводки коммуникаций – хороший паяльник для пластиковых труб несложно сдать в аренду!
Важно! Для сварки пластиковых труб небольшого – до 40 мм – диаметра нужно знать последовательность выполнения действий, иметь минимальный практический навык по сборке коммуникаций и набор доступных инструментов. Важна также температура и время прогрева труб и фитингов.
Высокотемпературный метод сварки пластиковых труб
Пластиковые трубы свариваются при помощи специального оборудования. Это сварка для пластиковой трубы, он же — паяльник для труб из пластика, называемый еще «утюжок» за схожесть недорогих моделей паяльников именно с этим бытовым прибором. Паяльник классом выше имеет вид металлического патрубка с изолированной ручкой и встроенной подставкой, температура регулируется, имеется индикатор готовности к работе.
Прежде, чем сваривать пластиковые трубы, их необходимо подготовить: обрезать до необходимой длины и зачистить свариваемые поверхности. Качественное соединение сложно реализовать, если срез пластиковой трубы не будет перпендикулярным или деформированным (овальным). Это касается труб любого диаметра.

Прежде, чем приступать к сварке, срез трубы нужно зачистить
Удобно обрезать пластиковые и полипропиленовые трубы при помощи специальных ножниц. Чем острее режущее лезвие и больше плечо редукторного узла (длиннее ручки ножниц), тем проще и удобнее будет работать с инструментом. Добиться ровного среза на трубе большого диаметра можно при помощи торцевателя.
Армированные трубы необходимо обработать при помощи специального приспособления – шайбера. Срезанная под углом кромка свариваемой части пластиковых труб позволит избежать появления внутреннего буртика (сварного шва), который неизбежно приводит к уменьшению внутреннего диаметра. Как следствие – несбалансированная работа водопроводной системы и некачественное соединение ее элементов.
Следующий этап предварительной подготовки – обезжиривание поверхности пластиковых труб и фитингов в местах сварки. Упакованные заводом фитинги, такие как запорная арматура и переходные элементы, могут не нуждаться в дополнительной очистке поверхности.
Компоненты для очистки: тангит или спирт. Используют плотную хлопчатобумажную ткань, этой же тканью протирают насадки паяльника для пластиковых элементов водопроводной системы.
Важно! Тефлоновый слой (покрытие насадок паяльника для труб) легко повреждается в холодном состоянии. Удалять крошки пластика, прилипшие к насадкам нужно крайне аккуратно, используя деревянную щепу или не синтетическую ткань. Насадки должны быть прогреты до состояния плавления пластмассы.
Неправильная сварка пластиковой трубы, температура которой была недостаточна для расплавления поверхности, приводит к образованию рыхлого, непрочного соединения. Естественно, такое соединение будет прочным и герметичным весьма недолгое время.
Нечасто и настоящими профессионалами применяется стыковая сварка пластиковых труб. Для этого необходима специальная сварочная машина. Процесс требует кропотливой подготовки и точного сопоставления свариваемых деталей. Малейший перекос – и соединение безнадежно испорчено.
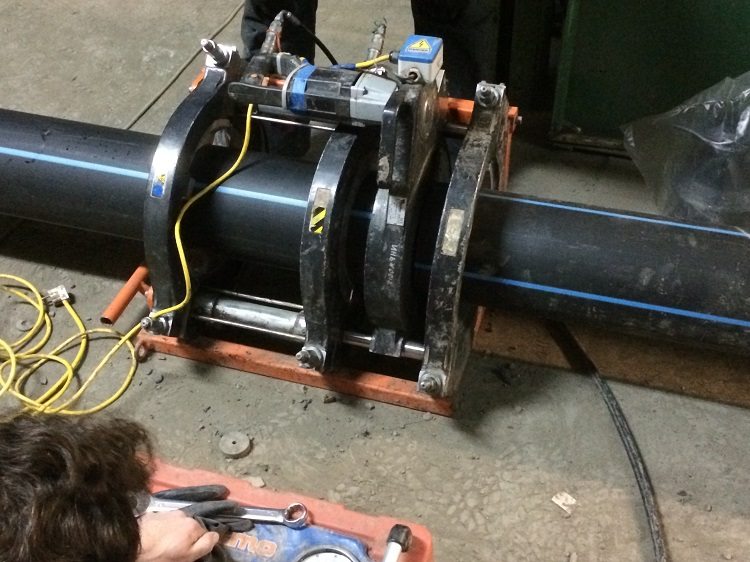
Стыковая сварка проводится профессиональным сварочным оборудованием
Способ, как сварить пластиковую трубу, выбирается на этапе проектирования всей системы водоснабжения.
Холодная сварка пластиковых труб. Виды, используемые материалы
Оптимальный вариант для ремонта или оптимизации существующей водопроводной системы – это использование метода, получившего название «холодная сварка». Нет необходимости прогревать трубу или фитинг, легко производить работы на установленной ветке водопровода из пластиковых труб. Основное преимущество, каким может похвастаться холодная сварка, это отсутствие громоздкого и дорогостоящего оборудования.
Холодную сварку для пластиковых труб чаще всего продают в виде аккуратно упакованного цилиндра. Внутри упаковки находится трехкомпонентный состав:
- аминовая смола, необходима для правильного течения всех этапов затвердения;
- наполнитель. Используют, в зависимости от типа свариваемых поверхностей, минеральный или металлический наполнитель;
- эпоксидная смола. Проверенный временем компонент, придающий прочность отвердевшему составу.
Особых навыков в работе с холодной сваркой не потребуется. Производитель любезно комплектует инструкцией каждую упаковку. Как сваривать пластиковую трубу, как готовить поверхность-все указано в инструкции.
Придерживаться необходимо ряда правил:
- Тщательно очистить поверхность, подготовленную к склейке или реставрации. Холодную сварку часто используют для восстановления целостности корпусов приборов или домашней техники.
- Для запуска процесса застывания компонентов необходимо отрезать от общей массы «шайбу» нужного размера, и тщательно размять ее в руках. Чтобы масса не липла к рукам, нужно предварительно смочить руки водой или использовать перчатки.
- Нанести на поверхности, предназначенные для склейки, слой размягченного состава. Соединить пластиковые трубы без сварки – это единственный метод для проведения работ в помещениях с повышенной пожарной опасностью.
- Тщательно промыть водой глаза и открытые участки кожи после работы с компонентами холодной сварки.
При холодной сварке нужно избегать попадания в глаза химических веществ, входящих в состав клеевой смеси.

Метод холодной сварки подразумевает соединение деталей при помощи специального клея
Соединение пластиковых труб без сварки
Создать прочное соединение пластиковых труб и переходных фитингов, или непосредственно одной трубы с другой вполне возможно и без использования сварки.
Как соединить пластиковую трубу без сварки? Методом склеивания специальным клеящим составом (продается в виде готовой к использованию вязкой жидкости). Использовать метод склеивания допускается, если мастер работает с магистралью низкого давления.
Без сварки быстро и крайне надежно фиксируются полиэтиленовые трубы. Для них используется метод фиксации при помощи обжимных колец и переходных фитингов. Необходим специальный инструмент – обжимные клещи – и качественный (итальянский) фитинг.