Как заправить проволоку в сварочный полуавтомат?
Toyota Mark II «клювастый» › Бортжурнал › Настройка сварочного полуавтомата.

Для кого-то это вообще не проблема. Кто-то нашел «волшебное» соотношение крутилок и уже варит. Но о том, как настраивать полуавтомат «по фен шую» не сильно то и прочитаешь. Люди, обычно описывающие «как настроить», обычно являются опытными сварщиками и им непонятны проблемы новичков. Сам являюсь очень начинающим сварщиком, и думаю, что написанное мною будет полезно тем, кто впервые взял в руки горелку полуавтомата. На то, что предложенное мною, «истина» не претендую.
Для начала — немного «воды». Как должна «звучать» дуга (жжжжжжжжжззззззззззз) — описывать не буду. Поищите в You Tube видео и послушайте, штук 5-10, пока не поймёте какой должен быть звук. Как ни странно — звук дуги у меня был основным ориентиром.
Далее запоминаем, что для сварки в разных пространственных положениях, разных стыков и разных толщин металла будут требоваться разные настройки.
Не существует «волшебной» настройки, при которой будет варить всё.
Для некоторых — это будет откровением, но это суровая реальность. По сути — изменяя настройки полуавтомата — мы регулируем, сколько тепла будет вложено в свариваемые детали и одновременно израсходованного на плавление сварочной проволоки. В тонкие детали (например 0,8 + 0,8 мм) требуется меньше тепла, иначе будет прожог, а сваривая что-то потолще (например 2 + 2 мм) — требуется больше тепла, иначе будет непровар и сваркой просто «насрёт». По аналогии со сваркой электродом «закоренелые» сварные называют это «добавить или убавить ток».
Однако в ПА (полуавтомате) — две основные настройки — напряжение и подача проволоки. Подача проволоки некоторыми производителями может называться «ток», по сути — это одно и то же, так как при увеличении скорости подачи проволоки увеличивается сварочный ток и наоборот. Ручка напряжение — увеличивает или уменьшает напряжение дуги, но сварочный процесс в ПА устроен так, что при увеличении напряжения увеличивается и сварочный ток.
Главное, что надо уяснить — регулировки напряжения и подачи проволоки в полуавтомате — сильно взаимосвязаны. Существует лишь небольшая область взаимных положений регулировок, при которых будет протекать устойчивый, комфортный и «правильный» сварочный процесс. Пояснить это может рисунок из какой-то совдеповской книги:

Мною намеренно были убраны значения по горизонтальной оси. Потому что тут кроется «засада №1«:
Настройки полуавтомата зависят от очень многих условий и может потребоваться подстройка, даже если регулировки никто не трогал.
Перечислю лишь несколько пунктов, которые позволят осмыслить сказанное. Настройки ПА изменятся, т.к.:
1) Бюджетные ПА не имеют идентичных параметров настроек из-за разброса параметров деталей при производстве, да и задачи такой перед производителем не стоит, т.е. даже имея два одинаковых ПА — их настройки могут сильно отличаться;
2) Может быть разное состояние питающей сети 220 В, куда подключен ПА — просадки и тонкая проводка будут давать другие настройки относительно нормальной, «жесткой» питающей сети, или просто сосед по кооперативу «врубил» что-то мощное (важное замечание — трансформаторный ПА при просадках сети может варить хуже или вообще не варить, но не поломается, а инверторный — будет варить, но может от просадок сгореть…);
3) Тип (смесь или углекислота) или состав защитного газа — а также точно или нет при заправке выдержали состав смеси, всё это будет влиять на параметры настройки. Поменяли газ и не варит — настраиваем;
4) Летом варили при +35, а зимой — при -25 — будет необходимо разное тепловложение (затраченная на нагрев мощность) для сварки двух идентичных деталей, что потребует разных натроек;
5) Для разного диаметра и марки проволоки — будут разные настройки;
6) Поменяли катушку на новую, заново отрегулировали тормоз катушки — настройки «уйдут» … а может рукав чуть засорился и опять — настройки;
7) Для разного пронстранственного положения и типа стыка-соединения будут разные настройки;
8) При изменении толщины свариваемого металла необходимо соответствующим изменить настройки.
Может что забыл, но не важно. Важно понять, что настраивать или подстраивать ПА придется часто, а для этого самим процессом настройки, умением «поймать режим» и корректировать его — надо овладеть, и сложного в этом ничего нет.
Когда 100% придется заново искать «область рабочих параметров сварки»:
1) поменяли диаметр или марку, тип проволоки (например самозащитную на омедненную);
2) изменили тип защитного газа, например углекислоту на смесь, или смесь теперь с другим соотношением газов;
3) поменяли полуавтомат, даже на точно такой же (см. выше).
Хватит «воды», теперь о самой настройке. Буду описывать, как найти ту самую «область рекомендуемых режимов». Про настройку подачи газа — написано много и без меня, как заправлять проволоку и настраивать её прижим — тоже. Будем считать, что это сделано правильно. Первым делом ищем «подопытный» кусок железа толщиной 4-5 мм и размерами примерно 30*30 см — этого хватит. Зачищаем железо до блеска от ржи, краски и всего остального:


после этого выставляем напряжение 15-16 вольт, среднюю подачу проволоки (ток) и готовимся делать «валики» на куске железа таким образом, что бы одна рука была с горелкой, а вторая — могла крутить ручки настройки. Начинаем варить — вести «валик», и одновременно подстраиваем туда-сюда или напряжение или подачу проволоки, добиваемся наиболее красивого звука (подобного тому, что слышали в видяшках), чем чище это жжжжжззззз — тем лучще. На проплавление и форму валика — пока не смотрим, важен правильный звук и вид дуги — равномерный, с небольшими брызгами.
Если при данном напряжении не удалось найти «рабочую точку» — пробуем при чуть более высоком, на 1-1,5 вольта. Очень важно найти то соотношение напряжение/подача проволоки, при котором будет «правильная дуга и правильный звук» — это будет отправной точкой для дальнейшей настройки полуавтомата на работу в зоне оптимальных настроек.
Итак — первая рабочая точка, в которой полуавтомат работает правильно — была найдена. Записываем значения регуляторов, при которых это получилось. Теперь, не изменяя значения напряжения уменьшаем подачу проволоки, и наблюдая за звуком/дугой ищем то минимальное значение подачи проволоки, при котором процесс ешё нормальный и устойчивый. Когда находим минимум подачи, при неизменном напряжении, и устойчивой дуге — записываем это значение. Потом точно так же ищем максимум подачи проволоки при неизменном напряжении. После нахождения максимума — это значение тоже записываем.
На данном этапе — мы имеем одну запись таблицы — при данном напряжении варить следует от такого до такого положения ручки подачи проволоки.
Далее — уменьшаем на 0,5 вольта напряжение и опять ищем минимальную и максимальную подачу проволоки, при которых сварочный процесс правильный и устойчивый. Полученные значения — записываем.
Повторяем «измерения» с уменьшением напряжения по 0,5 В, пока ПА сможет варить — вы сами увидите тот минимум, когда Ваш полуавтомат с уменьшением напряжения перестанет стабильно варить. Главное — не забывать записывать найденные минимумы и максимумы подачи для каждого напряжения.
После того, как были найдены и записаны самые «слабые» режимы работы ПА — возвращаем настройки к первой найденной рабочей точке, увеличиваем напряжение на 0,5 вольта и опять находим минимум и максимум подачи проволоки при «правильном звуке и красивой дуге». Записываем результаты.
Продолжаем производить настройку — измерения, увеличивая напряжение по 0,5 вольта. В определенный момент, после очередного увеличения напряжения Вы увидите и услышите, что больше нет того правильного звука, пошел крупнокапельный перенос металла с проволоки в сварочную ванну (а настраивали всё это время — на «режим сварки короткой дугой с короткими замыканиями»), значит надо остановиться — область настроек найдена.
Согласно собственноручно составленной таблице, где каждому напряжению соответствует минимум и максимум подачи проволоки — можете нарисовать себе график с областью, в которой следует «работать».
После «проб и настроек» кусок железа выглядел так:

У меня, для моего ПА Контур-180, проволоки 0,6 мм и защитного газа углекислота — получился следующий график:

Между зеленой и красными линиями — варит красиво и комфортно.
Для тонкой проволоки — 0,6 мм выяснилась такая особенность в настройках — проще было находить минимум и максимум напряжения при неизменной подаче проволоки. Для проволоки 0,8 мм — было проще измерять так, как описал выше.
Теперь — пару слов, зачем мне это было надо — пользуюсь полученным графиком. Если надо больше «тепла» — выбираю рабочую точку правее по графику, если сильно «жарит» — смещаюсь левее. Если надо больше тепла при той же подаче проволоки в сварочную ванну — в пределах графика добавляю напряжение, и наоборот …
Надеюсь написанное мною было хоть кому-то полезно, и два часа на написание данного «трактата» — были потрачены не зря. Замечания в комментариях — приветствуются, я сильно начинающий сварщик и мог написать что-то не так.
Как правильно заправить проволоку в подающий ролик?
Сегодня в этой статье мы рассмотрим виды подающих роликов для сварочных полуавтоматов, их отличительные особенности, и для работы с какой проволокой они предназначены. Еще обратим внимание на ошибки, которые начинающие сварщики допускают при заправке проволоки.
Что такое подающий ролик?
Ролик подающего механизма — это сменный элемент подающего механизма сварочного полуавтомата MIG/MAG, который подбирается в соответствии с видом сварочной проволоки, её диаметром, габаритными размерами роликов и самим аппаратом.
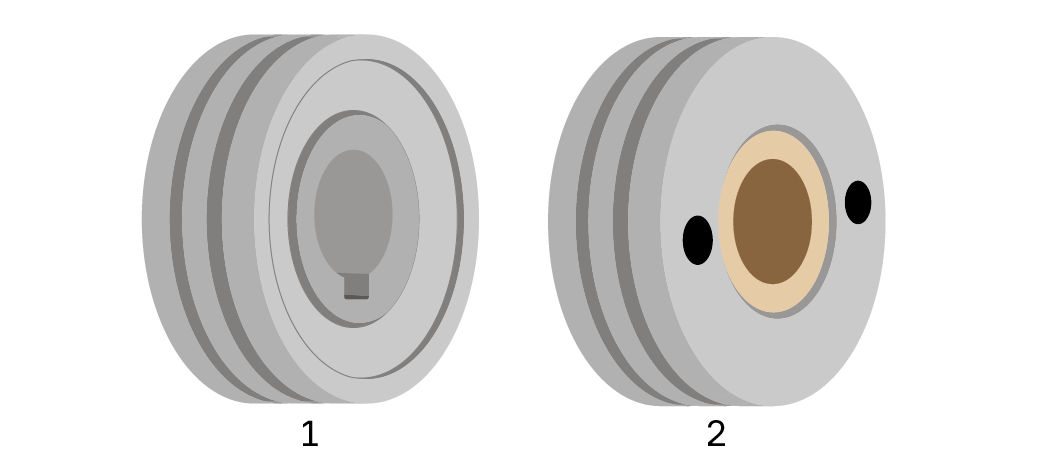
Подающие ролики изготавливаются из легированной стали. Наиболее часто применяются цельные (1) ролики с накаткой и коническими гладкими канавками. Второй вид по форме — составные (2), которые состоят из двух подающих роликов с фасками и накаткой по фаске.
Какие ролики бывают?
Различают 3 вида подающих роликов для сварочных полуавтоматов и это различие заключается в проволоке, которая используется в работе.
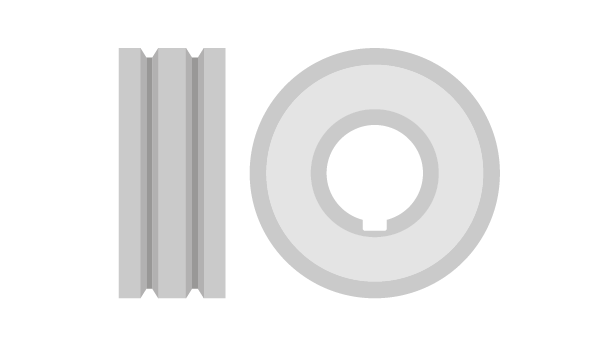
Ролики для стальной проволоки имеют буквенное обозначение «V», что характеризует форму канавки. Подающие ролики для стальной проволоки имеют две направляющие канавки V-образной формы.
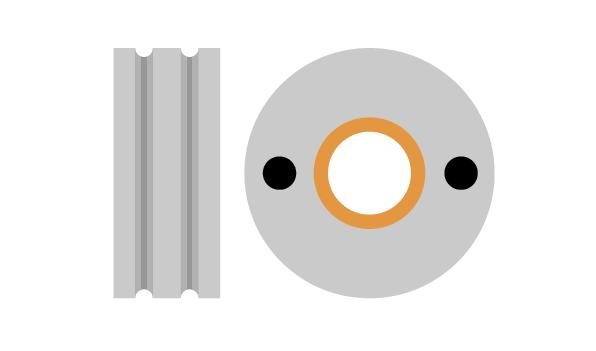
Ролики для алюминиевой проволоки имеют буквенное обозначение «U», что характеризует форму направляющих канавок. Канавки ролика обеспечивают плотный контакт с проволокой, в результате чего она не проскальзывает и не заламывается.
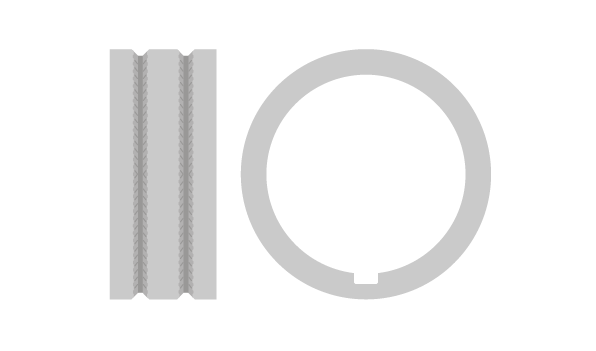
Ролики для порошковой проволоки имеют буквенное обозначение «K».
Порошковая проволока — это трубчатая проволока, заполненная флюсом и металлическим порошком, которая защищает расплавленный металл от воздействия воздуха при сварке.
Как правильно подобрать ролик?
При выборе ролика необходимо учесть следующие моменты:
- Тип проволокопадающего механизма, который установлен в сварочном аппарате. Различают 2-х роликовый и 4-х роликовый механизм подачи проволоки.
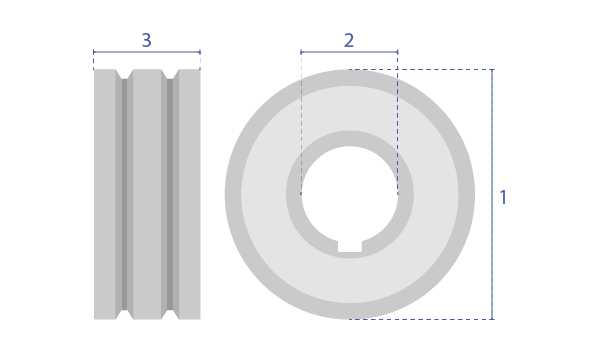
- Габаритные размеры ролика. Чтобы правильно подобрать ролик по габаритам есть 2 способа:
1 способ самый простой — просто знать, какой размер ролика в вашем сварочном аппарате.
2 способ — произвести самостоятельный замер ролика. Необходимо замерить общую ширину ролика (это будет первое число в габаритах), потом нужно замерить посадочную резьбу/отверстие (это будет второе число в габаритах), и, далее, произведите замер ширины торцевой части ролика (это третье число в габаритах). Полученные цифры, например, 30х10х12 — это и есть габаритные размеры ролика.
Вид и диаметр сварочной проволоки
Диаметр канавки ролика выбирается в зависимости от диаметра и вида проволоки для сварки. Диаметр и вид проволоки прописывается на самом товаре – это буквенно-цифровая гравировка. При изменении сечения проволоки вы просто переворачиваете ролик нужной стороной и продолжаете использовать его далее. Обратите внимание, что маркировка диаметра сварочной проволоки указывает на ту канавку, которая находится ближе к маркировке.
На сайте ПТК в разделе про подающие ролики, в настроенных фильтрах вы с легкостью сможете подобрать нужный ролик по габаритам, по типу и диаметру сварочной проволоки.
Как правильно заправить проволоку в ролик?
Правильно заправленная сварочная проволока в подающий ролик — это гарантия успеха при проведении сварочных работ, также это повышает производительность сварочных полуавтоматов и срок их эксплуатации.
Схематично на рисунке мы отобразили корректную заправку проволоки и возможные ошибки, с которыми вы можете столкнуться.
- Нормальное усилие зажатия.
- Чрезмерное усилие зажатия.
- Слишком большой диаметр проволоки.
- Слишком маленький диаметр проволоки.
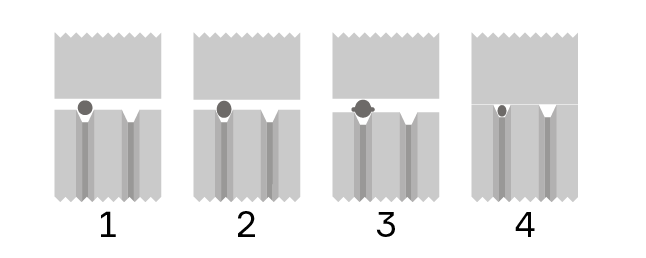
При заправке роликов проволокой учитывайте рекомендации по выбору усилия зажатия, которое настраивается при помощи регулирующего винта на подающем механизме сварочного аппарата.
В ассортименте фирменной продукции ПТК представлен широкий выбор подающих роликов и сопутствующих товаров, подробнее ознакомиться с техническими характеристиками, описанием и фотографиями вы можете в карточках товара. Вся продукция доступна к заказу у менеджеров отдела продаж и у официальных дилеров.
Как варить полуавтоматом и обслуживать его.
Как варить полуавтоматом и обслуживать его. Купив сварочный полуавтомат для собственных нужд или для мастерской, начинающие сварщики сталкиваются с рядом вопросов по эксплуатации и обслуживанию данного оборудования с ответами на некоторые из них мы постараемся вам помочь. Полуавтоматический сварочный инвертор по праву занимает не последнее место в быту и мастерских (особенно кузовного ремонта) за счет получения с помощью его высококачественных соединений. Выбирая сварочный полуавтомат, особое внимание стоит уделить именно его мощности, которая в своем максимальном значении не должна быть менее 200А (HAMER MIGMMA 200, HAMER MIGMMA 250, HAMER MIGMMA 200E, HAMER MIGMMA 250E). Перед началом работы с инверторным полуавтоматом вам потребуется заправить проволоку в аппарат (как правило диаметр проволоки равен 0.8мм но если того требует толщина металла или технология сварочных работ можно использовать и другой диаметр) убедитесь что внутренний диаметр наконечника соответствует размеру сечения проволоки.

Если размер наконечника не будет соответствовать используемой проволоке, сваривать у вас не получится: она будет оплавляться внутри наконечника и застревать.
В таблице указаны размеры наконечников применяемых с проволокой разного диаметра:
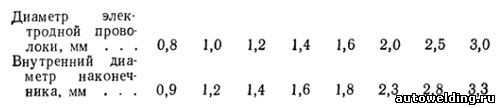
Если размер не будет соответствовать используемой проволоке, сваривать у вас не получится: она будет оплавляться внутри наконечника и застревать.
Сам процесс заправки проволоки на качественных аппаратах таких брендов как HAMER не занимает много времени и делается интуитивно. Ниже на приведенных рисунках описана пошаговая заправка проволоки:

закрепите катушку с проволокой в отсеке сварочного полуавтомата
Предварительно отпустив прижимной ролик, вставьте проволоку в направляющие
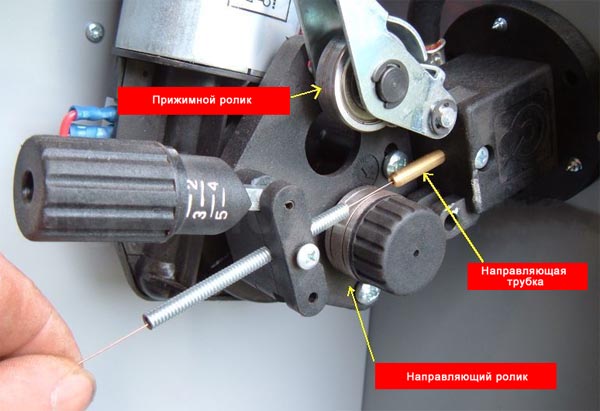
Закрепите проволоку прижимным роликом

Пропустите проволоку через рукав (для удобства снимите наконечник)

Подожмите катушку убрав провисание (для того чтобы избежать ее разматывания).

Для сварки полуавтоматом используется инертный газ, в большинстве случаев CO2 (углекислота) за исключение случаев, когда вы используете усовершенствованную порошковую самозащитную проволоку для которой газ не требуется. Перед покупкой полуавтомата не забудьте заблаговременно приобрести баллон с углекислотой и редуктор для него через который будет осуществляться подключение. На рисунке представлены примеры баллона и редуктора:

При работе с любой дуговой сваркой используйте защитные очки и маски, перчатки (сварочные краги) и одежду из плотной не синтетической ткани. В таких брендах как HAMER в комплект сварочного оборудования входят перчатки и щиток.
После того как вы заправили проволоку и подключили газ необходимо настроить аппарат по скорости подачи проволоки и мощности тока, в этом вам поможет нижеприведенная таблица:

После этих не сложных манипуляций вы можете приступать к работе.
Сваривая тонкий и в особенности листовой металл, помните, что материал детали нагревается, в результате чего конечный продукт может получиться деформированным, чтобы этого избежать сделайте изначально прихватку элементов и лишь после этого стоит вести сплошной шов.


Большинство кузовных элементов автомобиля так же лучше всего сваривать точками (таким образом, вы сможете избежать деформации) исключения составляют детали, на которые может оказываться нагрузка: лонжероны, пороги в местах постановки домкратов и т.д.
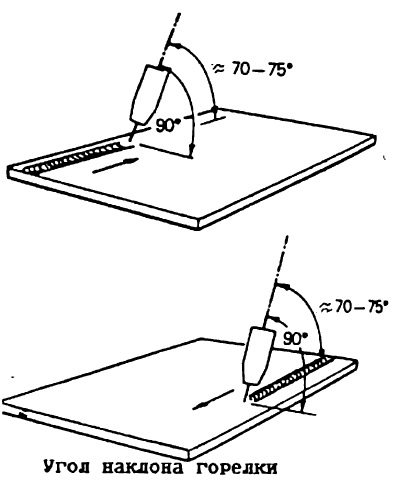
Работая с полуавтоматом, не держите наконечник пистолета слишком далеко от формируемого шва это поможет вам сделать более качественное соединение, расстояние должно быть примерно 1.5 см. Горелку при сварке полуавтоматом для получения максимального результата стоит держать бод углом относительно детали как показано на рисунке:
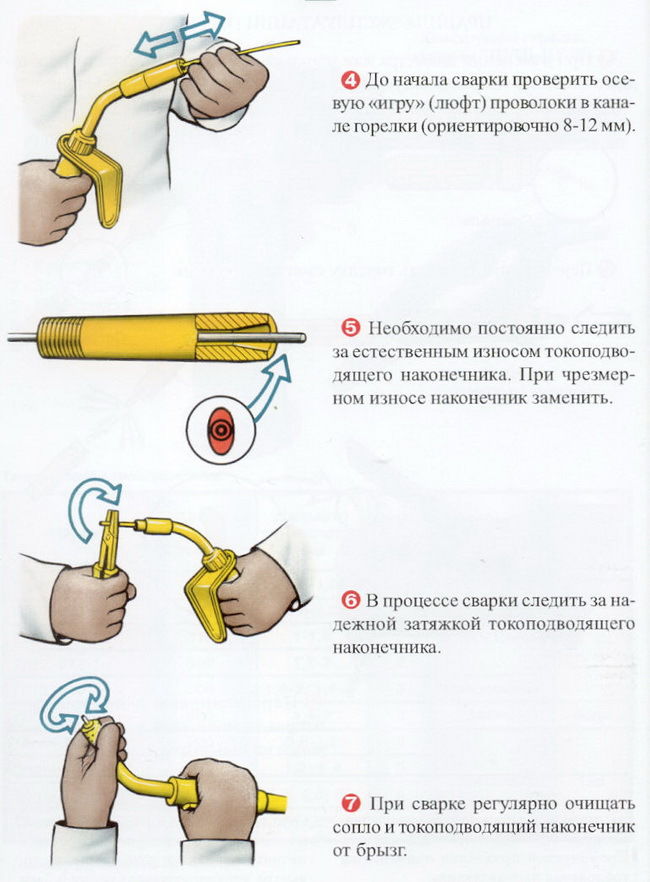
Во время работы с полуавтоматом брызги расплавленного металла неизбежно попадают на внешний наконечник горелки не забывайте периодически очищать его с помощью щетки (идет в комплекте со сварочными аппаратами HAMER) . Следите за износом токопроводящего наконечника и своевременно его заменяйте.
Перед свариванием тех или иных деталей в независимости от толщины металла, из которого они изготовлены для получения максимально качественного соединения тщательно очищайте поверхности. При проведении сварочных работ чтобы избежать возгорания позаботьтесь о наличии огнетушителя или как минимум ведра с водой. Не нарушайте технику безопасности при выполнении сварочных работ и успех вам будет гарантирован.
Как правильно настроить сварочный полуавтомат. Таблица настройки полуавтомата для сварки

Многие домашние мастерские укомплектованы не хуже специализированных профессиональных сервисов. В том числе – и оборудованием для выполнения сварочных работ. Но далеко не все возможности аппаратов используются в полном объеме. Причина заключается в том, что не каждый любитель сможет самостоятельно настроить сварку на работу с алюминием, нержавейкой или другими металлами. Инструкции бывает недостаточно. Недостающим звеном может стать опыт производственников.
- На настройки влияют внешние параметры
- Газозащита
- Подбор газовой смеси
- Настройка напряжения
- Скорость подачи проволоки
- Полярность
- Выпуск и вылет проволоки
- Настройка дуги
- Таблица настройки полуавтомата
- Влияние напряжения на качество соединения
- Проблемы и ошибки
На настройки влияют внешние параметры
Толщина заготовок, пространственное положение сварного соединения, конфигурация стыка, необходимость в усилении катета и другие показатели требуют корректировки в настройках аппарата. Основные настройки полуавтоматической сварки:
- сила тока – подача присадочной проволоки. Зависимость прямо пропорциональна: увеличение скорости подачи проволоки требует более высоких значений в настройках силы тока;
- напряжение дуги. Значения регулировки влияют на величину тока;
- расход защитного газа зависит от основных параметров сварки.
Первичные значения можно задавать по настроечной таблице. Далее выполняется тестовое сваривание определенного количества элементов. По его результатам настройки корректируются.

После приобретения полуавтомата необходимо время для того, чтобы привыкнуть к особенностям его работы. Со временем даже звучание электрической дуги станет для пользователя информативным. А пока что нужно привыкать к изменениям:
- комплектация полуавтоматов с идентичными эксплуатационными показателями могут сильно отличаться. Отличия в настройках – не редкость даже среди моделей одного производителя;
- из-за перепадов напряжения настройки полуавтоматической сварки сбиваются;
- изменение марки и состава проволоки;
- изменение состава газа;
- даже небольшой ремонт, а тем более замена комплектующих ведут к изменениям в работе оборудования.
Газозащита
Газовый поток тоже является справочной величиной и не влияет напрямую на настройки сварочного агрегата. Контроль над расходом газа существенно упрощается при условии, что редуктор имеет две шкалы. Более точно объем потока учитывает ротаметр, который довольно часто устанавливают на промышленных сварочных линиях.
Ротаметрический показатель расхода газа дает данные о подаче инертного газа в зону сварочного процесса в постоянных величинах. Статическое давление будет снижено в том случае, когда сработает горелка и будет создано облако защитного газа. Стартовый диапазон значений для ротаметра составляет от 6 до 10 литров на минуту. В случаях, когда установлен манометр – порядка 1-2 атмосфер.

Норма расхода газа подбирается в зависимости от наличия пор в зоне сварного шва. Газовый поток увеличивается в объеме до того момента, когда поры не исчезнут. Применение газа на ветру или в помещениях со сквозняком не оправдано. Здесь лучше прибегнуть к проволоке с флюсом.
Подбор газовой смеси
На выбор газовой защитной смеси влияют два фактора – свойства свариваемых материалов и требования по качеству исполнения:
- углекислый газ идеально защищает сварочные ванны. Является идеальным вариантом для обеспечения глубокого проплава. Но не подходит для тонкой работы в силу грубого по внешнему виду шва и большой разбрызгиваемости;
- аргон в сочетании с углекислотой в пропорции 3:1 применяется для сваривания тонколистовых заготовок. Формируется тонкий шов высокого качества, генерируется минимальное количество брызг;
- для нержавейки оптимальной газовой смесью является композиция из аргона (98%) и углекислоты (2%);
- при сварке алюминия применяется чистый аргон.

Настройка напряжения
Изменения вольтажа определяются издержками энергии на плавление металла и горение дуги. Рост энергозатрат вызывает увеличение толщины расходного материала и глубины провара заготовок. Настраиваются бытовые полуавтоматы ступенчатым методом.
На крышке кожуха с внутренней стороны есть справочная таблица выбора значений напряжения. Это важная информация от компании-изготовителя, которая позволяет для каждой модели подобрать оптимальные значения мощности с учетом конкретных условий работы.

Скорость подачи проволоки
От скорости подачи расходного материала в зону расплава зависит и значение силы тока. Величина подачи проволоки является одним из основных изменяемых параметров. Выбирается она после того, как уже установлено напряжение, так как интенсивность плавления напрямую влияет на скорость подачи.
Величина изменяется в зависимости от марки и диаметра используемого материала и после каждого изменения в значениях напряжения. На рынке представлено оборудование с автоматической настройкой параметра. Однако, оно относится к числу дорогостоящих полуавтоматов.
Чтобы оптимизировать настройки полуавтоматической сварки, требуется тонкая корректировка значений. В случае слишком быстрой подачи присадочной проволоки будут образовываться наплывы; медленная подача станет причиной разрывов шва, просадки или волнистости. Хороший валик невозможен без точной балансировки трех параметров: напряжения, силы тока и скорости подачи расходника.

Слишком высокая подача проявляется сразу же после начала работы. С зажженной дугой скорость подачи снижается, но проволока не перестает изгибаться, липнуть к поверхности металла и не успевает плавиться. При этом наблюдается активное продуцирование брызг. Недостаточная подача проявляется в том, что электрод перегорает еще до касания с металлом. При этом наконечник, откуда подается расходный материал, будет забиваться. Таким образом, можно сделать вывод: правильный выбор режима скорости подачи и величины тока при ранее выставленных настройках напряжения является первым шагом к профессиональному росту.
Талица прямой зависимости между регулировками и результатом работы:

Полярность
Изменение полярность относится к числу наиболее простых регулировок. Под крышкой большинства полуавтоматов предусмотрена табличка с информацией о том, какой из металлов требует полярность прямую или обратную. Начинающему сварщику необходимо твердо усвоить, что при прямой полярности горелка подключается к минусовой клемме. При такой схеме коммутации проволока плавится быстрее в полтора раза, однако ухудшается стабильность электрической дуги.
При прямом подключении свариваются заготовки с использованием проволоки с флюсом. Большая часть тепловой энергии идет на защиту сварного соединения. Флюс полностью реагирует и в свободном остатке его нет. Основные издержки метода – обилие брызг и приличное количество шлака.

Омедненная цельная проволока должна быть запитана от плюсовой клеммы. Подготовка свариваемых заготовок заключается в зачистке поверхности и разделки. С увеличением диметра проволоки возрастает и проводимость. Поэтому при работе с заготовками большого размера целесообразно увеличить диаметр расходника.
Выпуск и вылет проволоки
На качество сварного шва влияет длина вылета расходного материала из наконечника, а также размер зазора между проволокой и рабочей поверхностью. Несоответствие между диаметром проволоки и величиной ее выхода из наконечника приводят к избытку брызг, прожигу металла, непроварам и короблению.
В некоторых конструкциях полуавтоматов предусмотрена возможность изменения расположения наконечника горелки относительно сопла. Размещены они на одном уровне, но контактная трубка по отношению к соплу может выдвигаться или, наоборот, утапливаться. Амплитуда регулировки составляет 3,2 мм.

Короткий вылет используется для формирования швов на конструкционной низколегированной стали. При увеличении расстояния в этом случае снижает эффективность защитного газового облака. Для того, чтобы увеличить температуру плавления, можно немного удлинить флюсовую проволоку.
Выпуск и вылет напрямую зависят от диаметра присадочной проволоки:

Настройка дуги
Даже сравнительно недорогие модели полуавтоматических сварок наделены верньерами управления индуктивностью. Данные настройки изменяют температуру сварочной дуги, глубину проплава металла, выпуклость соединения. Можно работать с чувствительными к перегреву деталями, тонкие листовые материалы теперь не представляют серьезной проблемы для сварочного аппарата.
Возрастание индуктивности возникает из-за сжатия токового канала. С ростом показателя возрастет и температура плавления, глубина расплава; сварочная ванночка становится более жидкой. Валик готового шва при этом будет более плоским. При небольшом диаметре присадочной проволоки дуга становится устойчивей, возрастает коэффициент наплава, глубина проплава металла; уменьшается количество брызг.

Параметры сварного шва в зависимости от индуктивности:

Таблица настройки полуавтомата
Перед началом работы не будет лишним уточнить основные настройки полуавтомата. Для ориентира ниже приведена таблица. Все значения в ней носят рекомендательный характер и выражают взаимосвязь всех объективных компонентов процесса:

Влияние напряжения на качество соединения
Красивый без пор шов, достаточно выпуклый, без подрезов, наплывов и прочих дефектов можно получить только при условии сбалансированности напряжения с другими регулировками. При низком напряжении сварочный шов получается узким с малой глубиной провара. И наоборот – при высоких показателях напряжения шов получится слишком широким, высоким; кратер ванны будет глубоким.
Проблемы и ошибки

В случае слепого копирования усредненных данных по настройкам оборудования, которые приведены в разных справочниках и таблицах, не исключены проблемы и промахи. Вина здесь полностью лежит на сварщике. Важно учитывать не только рекомендации, но и тонкости выполнения каждой конкретной задачи. Внимание к мелочам и творческий подход являются залогом успешного выполнения работы.
Опытные специалисты сразу улавливают некорректность работы оборудования. Вот некоторые из признаков:
- щелчки и потрескивания свидетельствуют о недостаточно высокой скорости подачи расходного материала;
- если припой начинает плавиться возле самого наконечника на приличном удалении от места стыка, то скорость его подачи является низкой;
- слишком много брызг: нужно увеличить показатели индуктивности и подачи газа;

- шов изобилует оттенками зеленого или коричневого и получается пористым – недостаточно хорошая газовая защита;
- непроваренные, равно как и прожженные участки говорят о необходимости регулировки напряжения. Не исключено, что требуется повернуть регулятор индуктивности;
- сочетание непроваров, неустойчивости дуги и неоднородного шва – ослаб контакт массы или в сварочной среде много разного мусора (возможно из-за плохо подготовленной к работе поверхности заготовок);
- зазубрины и неодинаковая полнота валика нарушена скорость ведения горелки по шву;
- прерывистый шов + избыточное разбрызгивание – длина дуги очень большая.
Сварочная проволока: расход, заправка, подача

Проволока ESAB OK AristoRod 12.50. Фото 220Вольт
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя.
- Особенности проволоки
- Нормы расхода проволоки
- Таблица расхода материалов на метр шва при сварке полуавтоматом
- Расход углекислоты на 1 кг материала
- Расчет: формула
- Механизм подачи материала
- Катушки и катушкодержатели
- Как заправить, установка на автомат и полуавтомат
- Где купить
Особенности проволоки
На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение коэффициента наплавки.

Нержавеющая сварочная проволока Alfa Global ER 347Si. Фото Сварочные Технологии
Этот показатель определяет количество наплавленного металла за единицу времени при силе тока один ампер. На величину коэффициента влияют состав материала проволоки, организация защиты зоны сварки (газы, флюс), а также вид тока (переменный, постоянный) и его полярность. Значение коэффициента наплавки в зависимости от типа проволоки и способа ведения технологического процесса могут колебаться от 5-7 до 18-20 г/А*ч. Выделяют несколько видов проволок: титановая, медная, легированная, полированная, нержавеющая, стальная, алюминиевая, омедненная, порошковая. Определяется коэффициент в основном экспериментальным путем.
Справка. Коэффициент наплавки, а также другие технические характеристики популярных марок: ПАНЧ-11, СВ08Г2С, ER70S-6, ВТ1-ооСв представлены в соответствующих статьях.
Нормы расхода проволоки
Наличие норм расхода проволоки, которые представляются в виде количества расходного материала в единицах массы на один погонный метр шва, позволяет сориентироваться в количестве проволоки для выполнения конкретного вида сварочных работ. При механизированном способе сварки (автоматическая, полуавтоматическая, распространенной технологии аргонодуговой сварки) нормы расхода значительно меньше, чем при ручном.
Таблица расхода материалов на метр шва при сварке полуавтоматом

Варианты разделки кромок
При разработке технологического процесса сварки даются рекомендации по разделке кромок и зазорам в сварном соединении. Они основываются на базе конструкторской документации, где определены размеры заготовок и тип сварного соединения (нахлесточное, стыковое, угловое и так далее).
Далее в государственных, отраслевых стандартах и технических условиях на сварные соединения находятся требуемые размеры сварного шва. Просчитать теоретическую площадь его сечения при наличии современной компьютерной техники не представляет трудностей.
Такие расчеты особенно востребованы в строительной отрасли, где сварочные работы выполняются в большом количестве и требуется хорошо ориентироваться в разнообразном количестве и номенклатуре расходных материалов. В документе ВСН 416-81 «Общие производственные нормы расхода материалов в строительстве» в разделе «Сварочные работы» даются нормы расхода сварочных материалов. Эти нормы в зависимости от видов работ представлены в таблицах по типам соединений.
Пример одной из таблиц для механизированной стыковой сварки в углекислом газе для одностороннего стыкового соединения без скоса кромок:
Таблица. Нормы на 1 метр шва.
| Код строки | Толщина деталей, мм. | Газ углекислый, кг. | Проволока сварочная, кг. |
| 01 | 1,0 | 0,027 | 0,05 |
| 02 | 2,0 | 0,049 | 0,091 |
| 03 | 3,0 | 0,052 | 0,099 |
| 04 | 4,0 | 0,056 | 0,105 |
| 05 | 5,0 | 0,085 | 0,161 |
| 06 | 6,0 | 0,09 | 0,17 |
Здесь следует учитывать, что нормы расхода даются для шва, расположенного в нижнем положении. При других положения, согласно документу ВСН 416-81, применяется коррекция в виде следующих коэффициентов:
- вертикальное положение – 1,12;
- горизонтальное положение – 1,13;
- потолочное – 1,26.
Нормы расхода газа рассчитываются в таблице при его подаче с удельным расходом 6 л/мин. Если подачу увеличивают, то соответственно вводятся корректирующие коэффициенты:
- для 8 л/мин – 1,3;
- для 10 л/мин – 1,6;
- для 12 л/мин -2,0.
Расход углекислоты на 1 кг материала

Сварка нержавейки полуавтоматом в закрытом помещении
Расход углекислого газа не должен быть меньше определенного уровня, после которого начнет понижаться качество сварного шва. Но и большой расход экономически нецелесообразен. Выбор оптимальной величины зависит от толщины свариваемых заготовок, диаметра проволоки и величины сварочного тока.
Учитывается также фактор места, где производится сварка. При сварке на открытом воздухе газ быстрее улетучивается и расход следует увеличивать. Особенно сильно это сказывается при сильном движении воздушных масс (ветер).
Необходимо следить за чистотой газа. На расход газа оказывает влияние качество газовой смеси.
Сильно влияет на расход газа квалификация сварщика.
Расчет: формула
При выполнении разовой работы можно самостоятельно посчитать примерный расход проволоки. Увеличив получившийся результат на обязательные в работе технологические потери, получите гарантированный задел сварочной проволоки для выполнения сварочных работ.
Расчет ведется по формуле N=G*K,
- где N – норма расхода проволоки;
- G – масса наплавленного металла в сварочном шве;
- К – коэффициент, учитывающий повышенный расхода материала для создания имеющейся наплавки.
Для расчета массы наплавленного металла, самым трудным будет точно определить площадь (F) поперечного сечения наплавки. Здесь потребуется воспользоваться формулами из геометрии для расчета площадей различных фигур.
Плотность (γ) наплавки зависит от вида материала сварочной проволоки. По формуле F*γ находится масса (G) наплавки 1 метра шва. Коэффициент К зависит от пространственного положения сварочного шва, применяемого защитного газа и других особенностей деталей. Этот расчет даст возможность избежать непроизводительных расходов времени при проведении сварочных работ.
Механизм подачи материала
За стабильную подачу в зону сварки, в соответствии с заданными параметрами в полуавтомате, отвечает механизм подачи. Он позволяет регулировать скорость подачи проволоки в широком диапазоне значений.

Сварочный полуавтомат Blue Weld MEGAMIG 500S с механизмом подачи проволоки. Фото ВсеИнструменты.ру
В зависимости от конструктивного исполнения полуавтомата механизм может располагаться как в корпусе устройства, так и вне его.
- В случае расположения механизма в корпусе принцип работы основан на выталкивании проволоки в зону сварки. Передача расходного материала к соплу горелки происходит через гибкий металлический канал, вследствие чего имеются ограничения в длине такого направляющего устройства.
- Механизм может располагаться на самой горелке. Тогда он будет выполнять тянущее действие, подтягивая проволоку на себя. Преимущества такого способа заключаются в применении рукавов достаточно большой длины. Однако сварочная головка с увеличенным весом и габаритами создает существенные неудобства в работе сварщика.
- Механизмы подачи с комбинированным исполнением имеют право на существование, но применяются крайне редко.
Принцип работы механизма основан на подаче вращающимися роликами проволоки прижатой между ними. Основные узлы механизма следующие:
- стационарный ролик, который имеет возможность осуществлять только вращающие движения, канавки на ролике выполняются в согласование с диаметром протягиваемой проволоки;
- ролик с подвижной осью, соединенной с прижимным устройством и канавками с зеркальным отображением расположенных на стационарном ролике;
- прижимное устройство, регулирующее давление на проволоку;
- электропривод с червячным редуктором приводит в движение стационарный ролик;
- электронная схема управляющая параметрами (изменение скорости подачи, прерывание на заданный промежуток времени подачи и другие) устройства;
- направляющие втулки с диаметром несколько большим диаметра проволоки, устанавливаемые до и после устройства.
Для создания более равномерного прижима на проволоку применяют механизм с четырьмя роликами, расположенных по принципу 2 х 2.
Катушки и катушкодержатели

Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
На катушки наматывается сварочная проволока, с которых происходит ее съем во время работы. Катушка надежно закрепляется в полуавтоматах с помощью устройств называемых катушкодержателями. Устройства для крепления катушек должно соответствовать аналогичному на катушкодержателе.
При выключении полуавтомата катушка с проволокой стремится продолжить свое движение, что может привести к образованию петель на проволоке. Конструкция катушкодержателя имеет тормозное устройство, например, в виде фрикциона. Регулировка его с помощью гайки не позволяет катушке свободно разматываться и сохраняет правильную намотку проволоки.
Как заправить, установка на автомат и полуавтомат
Как заправить сварочную проволоку на полуавтомат показано в видео. Здесь следует отметить ключевые моменты на которые обращает внимание автор.
- При надевании новой кассеты обязательно придерживать конец проволоки, чтобы не допустить разматывания катушки.
- Проволока должна попасть в канавку ролика.
- Для протягивания использовать холостой ход электропривода (без подачи газа) на режиме самой высокой скорости подачи.
- Не допускать застревание в рукаве или токосъемнике.
Автор видео ничего не упомянул о регулировке прижимного устройства. Использование порошковой проволоки требует к нему особого внимания. Для сварки с меньшим количеством брызг, для порошковой проволоки рекомендуется механизм подачи с четырьмя роликами, для лучшего распределения усилия прижима.
Где купить
Продажей расходных материалов различных типов занимаются компании, собранные в отдельном разделе. Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Кроме возможности приобретения продукции у поставщиков, рекомендуется также ознакомиться с ассортиментом, предлагаемом производителями. Ведущие мировые предприятия, например, ESAB и DEKA, обладают широкой сетью представительств, что позволяет приобрести расходные материалы и быть полностью уверенным в качестве продукции.