Какие металлургические процессы протекают в сварочной ванне?
Основные металлургические процессы, протекающие в сварочной ванне.
Сварочная ванна образуется в результате расплавления и перемешивания металла заготовок и электрода, а также присадочного материала. В своей передней части она контактирует с газовой атмосферой дуги, в хвостовой — со слоем расплавленного шлака, а по бокам — с холодным твердым металлом заготовок.
Химический состав сварочной ванны определяется составом электрода (присадочного материала) и металла заготовок. Конечный состав шва устанавливается после протекания металлургических процессов в сварочной ванне. Особенности металлургических процессов при дуговой сварке заключаются в высокой скорости нагрева и охлаждения, а также кратковременности существования сварочной ванны.
Металлургические процессы, протекающие в сварочной ванне, условно можно разделить на взаимодействие расплавленного металла с газовой фазой, его взаимодействие с пленкой расплавленного шлака и кристаллизацию расплава.
Особенности взаимодействия расплавленного металла с газовой фазой определяются составом газовой атмосферы дуги и околоду- гового пространства, а также химическими свойствами элементов, содержащихся в расплаве. Атмосфера дуги и околодугового пространства содержит смесь газов (кислород, водород, азот, СО, С02) и паров воды, металлов и шлаков.
Количественное соотношение газов зависит от вида сварки и способа защиты сварочной ванны. При высоких температурах дуги газы диссоциируют и переходят в атомарное состояние. При этом возрастает их химическая активность и растворимость в расплаве металлов. Кислород, водород и азот попадают в зону дуги из воздуха, сварочной проволоки, покрытий электродов, флюсов и защитных газов, а также из слоев ржавчины, оксидных пленок, органических загрязнений и конденсата на поверхностях заготовок.
Кислород, взаимодействуя с расплавом, окисляет металлы. Оксид железа растворяется в металле шва и окисляет примеси и легирующие элементы, обладающие большим химическим сродством к кислороду (кремний, марганец, титан, хром и алюминий). Полученные оксиды, нерастворимые в железе, обычно переходят в шлак (но они могут частично остаться в сварном шве в виде неметаллических включений).
Водород хорошо растворяется в расплавленном металле и плохо — в твердой фазе. Поэтому водород может быть причиной пористости сварного шва. Водород взаимодействует с рядом легирующих металлов (титан, ниобий), образуя гидриды.
Азот растворяется в расплавленном металле. При концентрации азота, превышающей его предел растворимости, он вступает в химическую реакцию с легирующими элементами (титан, алюминий), образуя нитриды.
Взаимодействие металла с газовой фазой приводит к выгоранию легкоокисляющихся легирующих элементов и уменьшению их содержания в сварном шве но сравнению с содержанием в основном металле, образованию посторонних (твердых или газообразных) включений в шве, снижению прочностных параметров, а главное, к ухудшению пластических свойств сварного шва.
Уменьшить отрицательное влияние газовой атмосферы на свойства сварного шва можно следующими способами:
- • создание эффективной защиты дуги и сварочной ванны за счет использования покрытий электродов, флюсов, защитных газов и вакуума;
- • тщательная очистка свариваемых поверхностей от оксидных, жировых и других пленок;
- • прокаливание сварочных материалов;
- • осушка защитных газов;
- • введение в состав сварочных материалов элементов-раскис- лителей, способных связывать кислород в нерастворимые оксиды (для железа — марганец, кремний, титан);
- • применение сварочных материалов с повышенным содержанием легирующих элементов, выгорающих при сварке.
Особенности взаимодействия расплавов металла и шлака определяются химическим составом шлака и условиями перераспределения растворимых соединений между контактирующими жидкими фазами.
Одно из назначений электродного покрытия и флюса — раскисление металла сварочной ванны, удаление из нее вредных примесей посредством связывания и перевода их в шлак в виде нерастворимых соединений. Шлак образуется в результате взаимодействия расплавленных материалов электродных покрытий и флюсов со сварочной ванной и газовой атмосферой.
При сварке сталей в качестве раскислителей используют марганец и кремний, которые восстанавливают железо из его оксида. Нерастворимые оксиды марганца и кремния выводятся в шлак. Марганец также взаимодействует с растворенной в железе серой, связывая ее в тугоплавкий сульфид марганца. Шлак может содержать химические элементы, дополнительно легирующие сварной шов.
Кристаллизация расплава с образованием сварного шва начинается от границ оплавленных зерен. Происходит рост столбчатых кристаллов к центру шва. Их оси перпендикулярны поверхности движущейся сварочной ванны. Поэтому кристаллы изгибаются и вытягиваются в направлении сварки.
Междендритная ликвация приводит к расположению примесей по границам кристаллов, где они могут образовывать легкоплавкие эвтектики и неметаллические включения. Это ухудшает механические свойства сварного шва и может вызвать образование горячих трещин.
Металлургические процессы при сварке
Сварка металлов плавлением представляет собой более сложный металлургический процесс по сравнению с металлургическим процессом, происходящим при получении металлических отливок.
Характерными особенностями сварки сталей являются следующие:
1. Высокая температура нагрева металла. При дуговой сварке температура сварочной ванны достигает 2300°С вместо 1700°С в мартеновской печи.
2. Малый объем расплавленного металла в сварочной ванне. При ручной сварке покрытыми электродами он редко достигает 2 см 3 .
3. Кратковременность процесса. Время от начала расплавления до застывания сварочной ванны составляет несколько секунд; охлаждение протекает со скоростью 5 — 15°С/с.
Высокая температура в зоне дуги приводит к быстрому плавлению электродного металла, покрытия, флюса, а также металла свариваемых частей. Молекулы кислорода, азота, водорода, находящиеся в воздухе в зоне дуги, частично распадаются на атомы и ионы. В атомарном состоянии эти элементы обладают высокой активностью, вступают в химические соединения с элементами расплавленной стали и растворяются в ней, образуя после остывания хрупкий металл. Высокая температура при сварке приводит также к испарению, выгоранию и разбрызгиванию металла и других веществ, находящихся в зоне сварки.
Малый объем расплавленного металла в сварочной ванне и относительно холодный твердый металл свариваемых частей вызывают интенсивный отвод тепла в свариваемое изделие, в результате чего химические реакции между расплавленным металлом и шлаком протекают за очень короткое время, не успевая полностью завершиться и не создавая равновесия, как это обычно происходит в большом металлургическом процессе. Быстрое затвердевание и кристаллизация металла шва отражаются на структуре и механических свойствах металла шва и металла свариваемых частей. Химический состав, структура и механические свойства металла шва зависят не только от состава присадочного металла и металла свариваемых частей, но также в значительной степени и от характера и интенсивности химических реакций при сварке. Поэтому при определении свойств и прочности металла шва, а также свойств и прочности всего сварного соединения приходится учитывать указанные особенности сварочного процесса.
Процессов, протекающих в условиях дуговой сварки, много. Рассмотрим те, которые имеют общий характер во всех или большинстве случаев выполнения сварки.
Диссоциация газов и соединений. При диссоциации происходитраспад более сложных компонентов на атомы или составные части. Этому процессу способствуют наличие высоких температур в зоне сварки и каталитическое действие расплавленного металла. При дуговой сварке в первую очередь диссоциации подвергаются молекулы газов как простых – кислород, азот, водород, так и сложных – углекислый газ СО2, пары воды Н2О и др. Диссоциация газов происходит по реакциям: О2↔О+О; N2↔N+N; H2↔H+H; CO2↔CO+O. Кислород и водород при температурах дуги практически полностью диссоциируют на атомы, азот диссоциирует в меньшей степени.
Диссоциация водяного пара в зависимости от температуры проходит по реакциям: H2O↔H2+O; H2O↔OH+H. Следовательно, в зависимости от условий протекания реакций водяной пар может окислять или восстанавливать металл сварочной ванны.
Окисление металла при сварке. Металл сварочной ванны может окисляться за счет кислорода, содержащегося в газовой среде и шлаках зоне сварки. Кроме того, окисление может происходить и за счет оксидов (окалины, ржавчины), находящихся на кромках деталей и поверхности электродной проволоки. При нагреве имеющаяся в ржавчине влага испаряется, молекулы воды диссоциируют, а получающийся кислород окисляет металл. Окалина при плавлении металла превращается в оксид железа также с выделением свободного кислорода. При недостаточной защите сварочной ванны окисление происходит за счет кислорода воздуха.
Кислород с железом образует оксиды: FeO (22,3 % О2), Fe304 (27,6 % О2), Fe2О3 (30,1% О2). При высокой температуре сварочной дуги за счет атомарного кислорода в результате реакции Fe + О.
FeO образуется низший оксид, который при понижении температуры может переходить в другие формы высших оксидов.
Наибольшую опасность для качества шва представляет оксид FeO, способный растворяться в жидком металле. Этот оксид обладает температурой плавления меньшей, чем у основного металла. Поэтому при кристаллизации металла шва он затвердевает в последнюю очередь. В результате он располагается в виде прослоек по границам зерен, что вызывает снижение пластических свойств металла шва. Чем больше кислорода в шве находится в виде FeO, тем сильнее ухудшаются его механические свойства. Высшие оксиды железа не растворяются в жидком металле и, если они не успевают всплывать на поверхность сварочной ванны, остаются в металле шва в виде шлаковых включений.
Раскисление металла при сварке. Применяемые при сварке защитные меры не всегда обеспечивают отсутствие окисления расплавленного металла. Поэтому его требуется раскислить. Раскислением называют процесс восстановления железа из его оксида и перевод кислорода в форму нерастворимых соединений с последующим удалением их шлак. Окисление и раскисление, в сущности, представляют два направления протекания одного и того же химического процесса. В общем случае реакция раскисления имеет вид FeO+Me↔Fe+МеО, где Me – раскислитель.
Раскислителем является элемент, обладающий в условиях сварки большим сродством к кислороду, чем железо. В качестве раскислителей применяют кремний, марганец, титан, алюминий, углерод. Раскислители вводят в сварочную ванну через электродную проволоку, покрытия электродов и флюсы.
Рафинирование (очистка) — это удаление из металла вредных примесей: газов, серы, фосфора и др. Рафинируют металл с помощью окислительно-восстановительных реакций, вакуумным отжигом, замедленным охлаждением сваренных деталей. Хорошие результаты дает введение через электродную обмазку или флюс веществ (например, рутила ТiO2 или плавикового шпата CaF2), растворяющих вредные примеси или образующих с ними нерастворимые в металле легкоплавкие соединения, переходящие из сварочной ванны в шлак или в атмосферу. Наиболее опасными для сталей считаются сера и фосфор, попадающие в сварочную ванну в виде примесей из шлака, из основного и присадочного металла. Уже при содержании в металле 0,01 % серы в процессе кристаллизации металла шва из раствора по границам зерен выпадает легкоплавкий сульфид железа FeS. От растягивающих напряжений при усадке металла в процессе его охлаждения прослойки, заполненные FeS, разрушаются, образуются горячие трещины. Таким образом, сера вызывает красноломкость стали — снижение ее прочности при высокой температуре. Процессы удаления серы из металла называют обессериванием (десульфурацией).
Кристаллизация металла шва
Кристаллизацией называется процесс образования зерен из расплавленного металла при переходе его из жидкого состояния в твердое. Различают первичную и вторичную кристаллизацию.
Первичная кристаллизация протекает при высоких скоростях охлаждения и перехода из жидкого в твердое состояние с образованием столбчатой структуры. Вторичная кристаллизация начинается с распада первичной структуры и заканчивается при низких температурах образованием устойчивых нераспадающихся микроструктур.
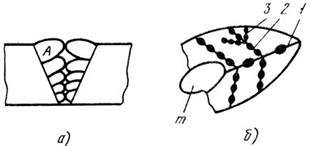 Кристаллизация металла сварочной ванны начинается в зоне сплавления от твердых кромок свариваемых деталей (рис. 2.9). Началом кристаллизации являются неполностью оплавленные зерна на кромках металла. Они наращиваются затвердевающими частицами металла сварочной ванны. Из сварочной ванны появляются зародыши новых растущих зерен. Такие частицы имеют очень низкую концентрацию углерода. По мере снижения температуры ванны и приближения к температуре затвердевания зародыши обогащаются углеродом, концентрация которого доходит до 0,07%.
Кристаллизация металла сварочной ванны начинается в зоне сплавления от твердых кромок свариваемых деталей (рис. 2.9). Началом кристаллизации являются неполностью оплавленные зерна на кромках металла. Они наращиваются затвердевающими частицами металла сварочной ванны. Из сварочной ванны появляются зародыши новых растущих зерен. Такие частицы имеют очень низкую концентрацию углерода. По мере снижения температуры ванны и приближения к температуре затвердевания зародыши обогащаются углеродом, концентрация которого доходит до 0,07%.
Рис. 2.9— Кристаллизация металла шва: а — дендритная (столбчатая) структура однопроходного шва, б — дендрит А (увеличен), m — неполностью оплавленное зерно основного металла; 1 — ось первого порядка кристаллизации, 2 — ось второго порядка, 3 — ось третьего порядка; кружки — зародыши кристаллизации (будущие зерна)
При затвердевании металла происходят два явления: первоначальное образование зародышей зерен и последующий их рост за счет присоединения к ним новых зерен металла из сварочной ванны. Зародыши появляются первоначально на оси первого порядка (рис. 2.9б), перпендикулярной плоскости отвода тепла. От оси первого порядка под углом возникают и растут зародыши на оси второго порядка. Могут образоваться зародыши и на оси третьего порядка и т. д., образуя кристаллиты, формой напоминающие деревья и называемые поэтому дендритами (от французского слова «дендрон» — дерево). Химический состав каждого дендрита может быть неодинаковым, что объясняет химическую неоднородность металла шва. Дендриты, образовавшиеся в конце процесса кристаллизации, загрязнены примесями в большей степени, чем первые затвердевшие дендриты, что наблюдается при низких скоростях охлаждения. Дендриты соприкасаются между собой и этим взаимно тормозят свое развитие. В результате этого их форма и направленность могут сильно искажаться.
Кристаллизация металла сварных швов имеет прерывистый характер. Под действием сил, появляющихся в процессе сварки и кристаллизации, металл сварочной ванны постоянно находится в движении. Эти силы придают металлу шва слоистый характер при любых условиях сварки (рис. 2.10). Чем сильнее теплоотвод и меньше объем жидкого металла, том тоньше кристаллизационный слой. Слоистый характер затвердевшего металла выражается чешуйчатостью шва. Кристаллизационные слои в любом сечении шва могут быть рассмотрены на специально подготовленных макрошлифах.
Зерна металла шва обычно имеют округлую форму. Зерна основного металла по форме отличаются от зерен металла шва тем, что они деформированы и вытянуты в направлении прокатки.
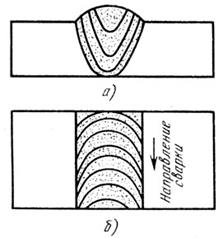
Рис. 2.10 — Схема кристаллизационных слоев в шве:
а — поперечное сечение стыкового соединения;
б — внешний вид (чешуйчатость) шва.
Какие металлургические процессы протекают в сварочной ванне?
Одним из сварочных процессов является взаимодействие металла с газами. Под воздействием теплоты электрической дуги происходит расплавление кромок свариваемого изделия, электродного (или присадочного) металла, покрытия или флюса. При этом образуется сварочная ванна расплавленного металла, покрытая слоем расплавленного шлака. При сварке происходит взаимодействие расплавленного металла со шлаком, а также с выделяющимися газами и воздухом. Это взаимодействие начинается с момента образования капель металла электрода и продолжается до полного охлаждения наплавленного металла шва.
Металлургические процессы, протекающие при сварке, определяются такими показателями:
1) Высокой температурой;
2) Небольшим объемом ванны расплавляемого металла;
3) Большими скоростями нагрева и охлаждения металла;
4) Отводом теплоты в окружающий ванну основной металл;
5) Интенсивным взаимодействием расплавляемого металла с газами и шлаками в зоне дуги.
Высокая температура сварочной дуги вызывает также диссоциацию (распад) молекул кислорода и азота в атомарное состояние. Обладая большой химической активностью, эти газы интенсивнее взаимодействуют с расплавленным металлом шва.
В зоне дуги происходит распад молекул паров воды с диссоциацией молекул водорода, атомарный водород активно насыщает металл шва. Высокая температура способствует выгоранию примесей и тем самым изменяет химический состав свариваемого металла, Не большой объем ванны расплавленного металла (при ручной сварке он составляет 0,5–1,5 см 3 , при автоматической сварке – 24–300 см 3 ) и интенсивный отвод теплоты в металл, окружающий ванну, не дают возможности полностью завершиться всем реакциям взаимодействия между жидким металлом, газами и расплавленным шлаком. Большие скорости нагрева и охлаждения значительно ускоряют процесс кристаллизации, приводят к образованию закалочных структур, трещин и других дефектов. Структурные изменения в металле околошовной зоны происходят под действием теплоты. Они приводят к ослаблению сварного шва. На расплавленный металл существенное воздействие оказывают газовая среда и расплавленный шлак. Кислород поступает в зону сварки из воздуха и электродного покрытия. Кислород, взаимодействуя с расплавленным металлом, в первую очередь окисляет железо, так как его концентрация в стали наибольшая. Находясь в зоне дуги как в молекулярном, так и в атомарном состоянии, кислород образует с железом три оксида: FeO (22,3 %), Fe2О3 и Fe3O3. В процессе окисления железа участвуют также находящиеся в зоне дуги углекислый газ и пары воды.
Из соединений железа с кислородом наибольшее влияние на свойства стали оказывает оксид железа FеО, так как только он растворяется в железе. Растворимость оксида железа в стали зависит главным образом от содержания углерода и температуры металла. Растворимость оксида железа снижается с увеличением содержания углерода в стали. При высокой температуре стали растворимость оксида железа выше, чем при низкой температуре. Поэтому при охлаждении стали происходит выпадение из раствора оксида железа FeO. При высоких скоростях охлаждения часть оксида железа остается в растворе, образуя шлаковые прослойки между зернами металла. Окисление примесей, содержащихся в стали, происходит либо непосредственно в дуге, либо при взаимодействии с оксидом железа, растворенного в сварочной ванне металла.
Значительное сродство углерода, марганца и кремния с кислородом приводит к сильному уменьшению содержания этих примесей в расплавленном металле шва. Таким образом, кислород находится в стали преимущественно в виде оксидных включений железа, марганца и кремния. В кипящей низкоуглеродистой стали СтЗ кислорода 0,001–0,002 %, в спокойной стали – 0,03–0,08 %. В металле шва при сварке незащищенной дугой содержание кислорода достигает 0,3 %, при сварке защищенной дугой – до 0,05 %.
Азот в зону сварки проникает из окружающего воздуха. В зоне дуги азот находится как в молекулярном, так и в атомарном состоянии. Диссоциированный азот более активно растворяется в расплавленном металле сварочной ванны, чем молекулярный. Растворимость азота зависит от температуры металла шва. При охлаждении металла азот, выделяясь из раствора, взаимодействует с металлом шва и образует нитриды железа (Fе2N, Fе4N), марганца (MnN) и кремния (SiN). При больших скоростях охлаждения азот не успевает полностью выделиться и составляет с металлом перенасыщенный твердый раствор. Со временем такой азот является причиной процесса старения металла.
В низкоуглеродистой стали азота содержится до 0,006 %, в металле шва при сварке незащищенной дугой содержание азота достигает 0,02 %, а при сварке защищенной дугой – до 0,03 %. Азот является вредной примесью стали, так как, повышая прочность и твердость, он вместе с этим значительно снижает пластичность и вязкость металла. Устраняют влияние азота на качество сварного шва хорошей защитой зоны дуги от атмосферного воздуха. Кроме того, применяют сварочные материалы, содержащие алюминий, титан и другие элементы, которые образуют нитриды, выходящие в шлак или менее, чем азот, снижающие качество шва.
Водород в зоне сварки образуется во время диссоциации водяных паров при высоких температурах дуги. Пары воды попадают в зону дуги из влаги электродного покрытия или флюса, ржавчины и окружающего воздуха. Молекулярный водород распадается на атомарный, который хорошо растворяется в расплавленном металле.
Растворимость водорода в железе в значительной степени зависит от температуры металла. При температуре 2400 °C насыщение достигает максимального значения (43 см 3 водорода на 100 г металла). При высоких скоростях охлаждения металла водород переходит из атомарного состояния в молекулярное, но полностью выделиться из металла не успевает. Это вызывает пористость и мелкие трещины. Снижение влияния водорода на качество сварного шва достигается сушкой и прокалкой материалов сварки, очисткой от ржавчины и защитой зоны дуги. Для получения сварного шва высокого качества необходимо принять меры по защите расплавленного металла сварочной ванны главным образом от воздействия кислорода, азота и водорода.
Защита сварочной ванны осуществляется созданием вокруг дуги газовой оболочки и шлакового слоя над ванной расплавленного металла. Однако эти меры полностью не предохраняют от насыщения металла кислородом, поэтому необходимо производить как раскисление металла, так и удаление образовавшихся оксидов из сварочной ванны.
Раскисление жидкого металла сварочной ванны производят, вводя него элементы, имеющие большое сродство к кислороду: алюминий, титан, кремний, углерод, марганец. Эти элементы вводят в сварочную ванну либо через электродную проволоку (присадочный металл), либо через электродное покрытие или флюсы.
Алюминий в качестве раскислителя применяется редко, так как он образует тугоплавкие оксиды и придает стали склонность к образованию трещин.
Титан является активным раскислителем и поэтому широко применяется в различных электродных покрытиях. Раскисление протекает по реакции:
2FeO + Ti = 2Fe + TiO2
Кроме того, титан образует нитриды, снижая содержание азота в металле.
Кремний очень хороший раскислитель и применяется в электродных покрытиях и флюсах в виде ферросилиция или кварцевого песка. Раскисление кремнием происходит по реакции:
Отличительные черты металлургических процессов в сварке
Сваркой называется формирование неразъемного соединения деталей, при котором изменяются старые связи между атомами и образуются новые. Для обеспечения техпроцесса нужна энергия.
Соединение материалов может достигаться благодаря механическим усилиям. В результате происходит пластическое деформирование, называющееся сваркой давлением.
Сварочный процесс, который обеспечивается сильным нагреванием материалов, называют плавлением. Изменения металлов при высокотемпературной сварке подобны классическим металлургическим превращениям.
Плавление
Одним из основных металлургических процессов является плавление. Температура плавления – это показатель, при котором вещества переходят из твердого состояния в жидкое. В сварочных процессах температуры достигают 5-7 тысяч градусов.

В твердых материалах атомы расположены близко друг от друга. В металлах маленькая длина междуатомных связей приводит к обобществлению электронов.
Образующиеся группы подвижных электронов называются металлической связью. Она обуславливает все свойства металлов: высокие значения тепло- и электропроводности, пластичность, химическую активность.
Тепловые процессы при сварке приводят к отдалению друг от друга атомов на кромке соединяемых металлов, продвижению их в зону расплава, перемешиванию в ней. В результате металлургических процессов плавления в сварочной ванне образуется новый расплавленный материал, из которого после застывания получается шов.
Характер источника тепловой энергии определяет виды сварки. Чаще всего выполняется электродуговое, электрошлаковое, электроннолучевое, диффузное сваривание. При необходимости используют другие технологии термического воздействия.
Технологические особенности
Понятие о металлургических процессах, реализующихся при сварке, полностью формируется при рассмотрении всех физико-химических явлений, химических реакций в рабочей зоне.
Они подобны преобразованиям, проходящим на сталеплавильных комбинатах. Существует несколько технологических особенностей сварки, отличающих ее от металлургии:
- в небольшом пространстве взаимодействует сразу несколько фаз;
- в разных точках сварочной ванны значительно отличаются показатели температур. Для центральной части зоны характерен большой перегрев;
- расплавленная масса интенсивно движется, перемешивается, обновляется;
- место сплава быстро охлаждается, образуя новую твердую фазу.
В таких специфических условиях идет быстрое взаимодействие частиц расплава с молекулами окружающих газов, флюсов, присадок. Взаимодействие между плавящимся материалом и окружающей средой в зоне дуги разнообразны.
Одновременно протекают реакции окисления, раскисления (восстановления), легирования. В зоне шва могут поглощаться или выделяться газообразные продукты.
Часто реакции идут не до полного завершения. Все превращения сказываются на качестве шва. Чтобы обеспечить прочное соединение материалов, нужно регулировать процесс со знанием его металлургических особенностей.
Расщепление молекул
 Расщепление молекул газов и других сложных веществ во время сварки часто называют диссоциацией. Это не совсем верно, но термин прижился.
Расщепление молекул газов и других сложных веществ во время сварки часто называют диссоциацией. Это не совсем верно, но термин прижился.
При классической диссоциации образуются ионы. При распаде молекул в металлургических процессах сварки образуются только атомы или новые молекулярные вещества и атомы.
Так расщепление простых газов (водорода, кислорода, азота) приводит в каждой реакции к образованию атомов. Причем, первые два из приведенных газов расщепляются почти полностью.
Распад азота идет медленнее. Расщепление молекулы воды при разных температурах дает принципиально отличающиеся продукты. В одном случае образуется атомарный кислород, который инициирует реакции окисления. В других условиях выделяется атомарный водород – сильнейший восстановитель.
В состав покрытий электродов часто содержится фторид кальция, называемый плавиковым шпатом.
При его расщеплении образуется атомарный фтор. Его возможное влияние на сварку двояко. Атомы фтора могут понижать стабильность дуги, но при этом связывать атомарный водород, уменьшая, таким образом, восстановительное направление реакций.
Покрытия электродов часто содержат карбонаты, известные склонностью к термическому разложению с образованием углекислого газа.
При температуре сварочной зоны он разлагается с выделением атомов кислорода. Атомарный кислород внедряется в металлургический процесс, ухудшает качество расплавов.
Окислительные реакции
 Окисление существенно влияет на качество сварного соединения. Реакция может стимулироваться кислородом среды, шлаками рабочей зоны, оксидами поверхностей деталей.
Окисление существенно влияет на качество сварного соединения. Реакция может стимулироваться кислородом среды, шлаками рабочей зоны, оксидами поверхностей деталей.
Из всех оксидов железа наихудшим образом на состояние шва влияет низший оксид. Он имеет небольшую температуру плавления, внедряется в расплав, затвердевает в нем первым при охлаждении.
Высшие оксиды всплывают вверх или остаются в виде шлаков, которые можно легко удалить. Ухудшают механические качества швов оксиды других элементов: кремния, углерода, марганца. Для обеспечения качественного металлургического процесса при сварке влияние окислителей нужно минимизировать.
Раскисление
Добиться полного отсутствия окислительных реакций в металлургических сварочных процессах очень сложно.
Для уменьшения влияния оксидов проводят восстановление металла из них, связывание кислорода с другими химическими элементами. Эта реакция называется раскислением.
Хороший результат наблюдается при образовании нерастворимых оксидов, которые легко переходят в шлак.
В качестве восстановителей в сварочных металлургических процессах чаще всего применяют кремний, титан, углерод, марганец, алюминий.
Восстанавливающие добавки вносят в рабочую зону посредством плавящихся электродов, флюсов, электродных покрытий. В результате взаимодействия с углеродом образуется газ, который в структуре шва сформирует поры. Если нужно получить плотный шов без пор, применяют другие восстановители.
При использовании в качестве раскислителей марганца, кремния свойства шва улучшаются. Эти добавки в металлургическом процессе выполняют одновременно легирующую функцию. Улучшать сварочное соединение можно кобальтом, никелем другими элементами легирования, которые хорошо растворяются в рабочей зоне.
Очистка и применение неплавящихся электродов
Негативно сказываются на прочности сварочного шва газообразные вещества водород и азот. Для уменьшения насыщения среды вредными газами в металлургических технологиях применяют специальные приемы, прежде всего очистка и прокаливание исходных материалов.

Особыми приемами рафинирования из рабочей зоны выводят серу, фосфор. Суть этой стадии металлургического процесса сводится к выведению серы и фосфора из сульфидов и фосфидов в состав шлаковых веществ.
При использовании тугоплавких электродных материалов количество химических компонентов в металлургическом процессе сварки значительно уменьшается.
Сварочную зону составляют только расплавы крайних частей деталей. Инертное газовое облако сводит на нет вероятность окислительных реакций. Шов образуется из атомов исходных материалов без инородных вкраплений.
При необходимости введения дополнительных компонентов в сварочную зону вводят присадочную проволоку. Хорошее сплавление возможно при использовании присадок из металлов, идентичных по составу материалу исходных деталей.
Электрошлаковая и плазменная технология
В электрошлаковой технологии дуга пронизывает сварочную ванну через расплавленный шлак, компоненты которого естественным образом участвуют в химических реакциях.
 В первые мгновения металлургического процесса расплавляется флюс, через который затем проходит дуга и достигает расплавленный шлак. Система в данной технологии имеет много компонентов.
В первые мгновения металлургического процесса расплавляется флюс, через который затем проходит дуга и достигает расплавленный шлак. Система в данной технологии имеет много компонентов.
Для получения хорошего сварочного соединения нужно учитывать химические свойства каждого вещества, возможность их взаимодействия; направлять процесс в требуемое русло регулированием параметров.
Источником энергии, вызывающим расплавление в плазменной технологии, является ионизированный газ. Образование плазмы обеспечивается действием тока с большой плотностью через сдавленный газ.
Обычно используют инертные газообразные вещества, например аргон. Формируют шов электродами из вольфрама. Участие всех других веществ во время плазменной сварки исключается.
Металлургические процессы сваривания в плазме имеют специфику. Механизмы реакций существенно отличаются от изменения атомных связей при обычных взаимодействиях. Плазменная сварка используется для получения швов очень высокого качества.
Все виды сварки по сути происходящих технологических процессов являются разновидностью металлургических превращений. Понимание роли каждого химического компонента рабочей зоны, его влияния на результат, возможности взаимопревращений среды позволяет получить хорошее сварочное соединение.
МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ, ПРОТЕКАЮЩИЕ В СВАРОЧНОЙ ВАННЕ
Жидкий металл сварочной ванны соприкасается с газами и шлаками, образующимися из-за окисления поверхностных слоев металла. Кислород и азот поступают в сварочную ванну из воздуха. Кислород может также поступать и из газовой смеси, подаваемой горелкой. Водород попадает в основном из пламени, а также в результате взаимодействия некоторых металлов с влагой при разложении водяного пара или разложении углеводородов, входящих в состав различных загрязнений, оставшихся на кромках деталей при плохой очистке их перед сваркой.
Взаимодействие газов с металлом сварочной ванны может быть различным. Например, кислород активно соединяется с такими металлами, как алюминий, магний и медь. Азот не взаимодействует с медью и алюминием.
При газовой сварке на расплавленный металл сварочной ванны активно воздействует газовый поток средней зоны пламени, содержащей в основном СО и Н2 и частично пары воды, а также С02, Н, 02 и N2. В средней зоне пламени возможно также наличие в незначительном количестве свободного углерода, не успевшего полностью окислиться в СО на границе ядра пламени. Характер протекающих в сварочной ванне реакций определяется составом средней зоны пламени, зависящем от соотношения газов в горючей смеси. Остальные реакции сварочной ванны — реакции окисления и восстановления.
Наибольшим изменениям подвергается металл, расплавляющийся в процессе сварки. При этом изменяется содержание примесей и легирующих добавок в металле, а также может происходить обогащение его кислородом, а при некоторых условиях — водородом, азотом и углеродом. Так, при сварке стали, представляющей собой сплав железа с углеродом и с присутствующими в виде примесей и добавок Mn, Si, S, Р, схема реакций в жидком металле сварочной ванны имеет вид, представленный на рис. 1.6.

Рис. 1.6. Схема взаимодействия веществ в расплавленном металле сварочной ванны
Скорость образования оксидов в поверхностном слое жидкого металла очень высокая. Оксиды, находящиеся в сварочной ванне, взаимодействуют с расплавленным металлом. Для предотвращения или ослабления процесса окисления в сварочную ванну через флюсы и через присадочный металл вводят раскислители, т. е. вещества, обладающие большим сродством к кислороду по сравнению с металлом сварочной ванны. В качестве раскислителей применяют углерод, оксид углерода и водород, поступающие из пламени горелки. Для цветных металлов пламя горелки не обеспечивает раскисления, поэтому необходимо применять флюс.
Водород влияет на образование пор в сварном шве. Выделяясь в поверхностном слое сварочной ванны, он по-разному растворяется в жидком и твердом металлах. Растворимость водорода в жидком алюминии выше, чем в твердом, поэтому при затвердевании металла шва выделяются пузырьки газа, которым необходим выход в атмосферу. В противном случае, например при быстром затвердевании ванны, газ остается в металле, образуя поры. Также наличие водорода приводит к возникновению в металле остаточных напряжений. При этом снижаются пластические свойства металла, и может произойти хрупкое разрушение.
С расплавленным металлом сварочной ванны взаимодействуют не только газы, но и шлаки. Обычно шлаки находятся на поверхности сварочной ванны, так как их плотность меньше плотности расплавленного металла.
Шлаки обладают определенными химическими и физическими свойствами. Химические свойства определяются характером оксидов, входящих в состав шлаков. В зависимости от преимущественного содержания тех или иных оксидов шлаки могут быть кислыми или основными.
Желательно, чтобы шлаки, образующиеся при газовой сварке, быстро затвердевали, обладали малой вязкостью и плотностью, высокой газопроницаемостью и слабой сцепляемостью с металлом шва в твердом состоянии. В противном случае частицы шлаков, застревая в металле шва, снизят его прочность и коррозионную стойкость. Газы не успеют выделиться из сварочной ванны, что приведет к образованию пористости и затруднит удаление остатков шлаков с поверхности шва, а в конечном счете, ухудшит качество изделия.
При перемещении сварочной горелки ранее расплавленная сварочная ванна начинает охлаждаться. В ней происходит кристаллизация металла. Процесс кристаллизации происходит стадийно: рост столбчатых кристаллов то замедляется, то прекращается, поэтому металл шва имеет столбчатое и слоистое (чешуйчатое) строение.
При газовой сварке происходят сравнительно медленный нагрев, усиленный рост нерасплавленных зерен основного металла и, как следствие, образование крупнозернистой структуры металла шва.