Какой сварочный источник имеет наибольший КПД?
Сварочный аппарат трансформатор или инвертор — что лучше?


Многие начинающие специалисты в области сварки знакомятся с особенностями процесса, какие бывают виды сплавления материалов, какой лучше использовать в работе: сварочный инвертор или сварочный трансформатор и т.д.
Для правильного выбора аппарата необходимо знать специфику их работы, все преимущества и недостатки и на основании этого принять решение. Также стоит обратить внимание на то, в каких целей будет использоваться инструмент.
Общая информация
Все они так или иначе направлены на решение одной задачи – для неразъемного слития металлических частей.
Но все же правильным будет предварительно разобраться в функциональных особенностях каждого аппарата, а уж потом оценивать финансовую сторону и размеры.
В данном материале будут освещаться именно отличительные стороны сварочного инвертора и сварочного трансформатора.
Будем надеяться, что предоставленная нами информация поможет в сложном выборе для новичков, любителей, а также окажется полезной для профессионалов.
Назначение и область применения инверторной сварки
Инверторная сварка применяется для соединения металлических изделий. Она находит применение, как в промышленной сфере, так и в частной. Главной особенностью ее является преобразование обыкновенного переменного тока в высокочастотный. Это же касается и параметров напряжения. При сваривании тонких деталей, а также тех вещей, которые состоят из плохо свариваемого металла или сплава, использование инвертора является более предпочтительным. Так что при выборе, что лучше инвертор или трансформатор при сложных работах, заметно выигрывает первый вариант.

Сварочный аппараты инверторного типа
Преимущества инверторной сварки
- Низкий вес и компактные размеры;
- Возможность применения дополнительных функций во время сварки, улучшающих ее качество;
- Точность характеристик преобразования, соответствующих тонким показателям шкалы настройки;
- Низкое потребление электричества и возможность подключаться к обыкновенной сети;
- Стабилизация горения дуги даже при скачках напряжения в сети.
Недостатки инверторной сварки
- Высокая стоимость;
- Большая чувствительность к перегреву;
- Невозможность длительной беспрерывной работы;
- Чувствительность к ударам.
Принцип работы
Чтобы определить, какая сварка лучше инвертор или трансформатор, следует рассмотреть принцип их работы. При подаче тока на включенный инвертор он попадает на первичный выпрямитель. На этом этапе происходит преобразование его с переменного в постоянный. Далее он поступает на специальный блок инвертора, где изначальные параметры в 220В преобразуются и напряжение снижается. После этого ток снова делается переменным. На этом блоке происходит увеличение частоты тока и напряжения. Затем электричество поступает на трансформатор, где происходит окончательное преобразование параметров до значений, указанных на датчиках инвертора. Окончательным этапом является второй выпрямитель, на котором ток снова становится постоянным и подается на выход.
Назначение и область применения трансформаторной сварки
Данный тип сварки применяется в последнее время преимущественно на производстве, где требуется проводить простые операции. Аппараты находят применение и в частной сфере, но это преимущественно устаревшие модели. При выборе, что лучше сварочный аппарат или инвертор, в сторону первого склоняются те, кому нужно варить много, по несколько часов подряд и сталкиваться с большой толщиной деталей.
![]()
Преимущества трансформаторной сварки
- Простота конструкции, обеспечивающая надежность эксплуатации и легкий ремонт;
- Относительно низкая стоимость самого аппарата и его обслуживания;
- Слабая чувствительность к перегреву и высокой температуре;
- Здесь практически нет таких деталей, которые бы смогли сломаться от ударов, встряски и прочих небольших механических повреждений.
Недостатки трансформаторной сварки
- Высокая чувствительность к скачкам напряжения в сети;
- Отсутствие точного обозначения выходных параметров, так как все определяется условно с достаточно большим шагом регулировки;
- Большие габариты и немалый вес;
- Высокое потребление электричества для работы;
- Для подключения необходима трехфазная электрическая сеть.
Принцип работы
Трансформаторы могут, как увеличивать, так и уменьшать выходные параметры рабочего тока и напряжения. Электричество поступает на первичную обмотку трансформатора, которая располагается на стальном сердечнике. В катушке индуцируется магнитное поле. Благодаря близкому расположению вторичной катушки, магнитное поле первичной начинает генерировать в ней электрический ток. Параметры полученного электричества зависят от дальности расположения катушек, а также от количества витков в них. Если на вторичной витков больше, то напряжение будет увеличиваться.
Сравнение
Сравнение того, что лучше сварочный трансформатор или инвертор показывает, что для большинства сложных процедур сварки инвертор оказывается более востребованным, так как его дополнительные функции и современные режимы упрощают всю технологию. Сварка алюминия, нержавеющей стали и прочих сложных металлов становится более простой. Легкость транспортировки, хранения и использования с помощью автономных источников питания также трудно переоценить.
Трансформатор всему этому может противопоставить только надежность конструкции и относительно низкую стоимость. Но тот факт, что его энергопотребление является более высоким, делает инвертор окупаемым со временем. В различных цехах, где сварка ведется почти непрерывно, трансформаторы ведут себя более надежно, но подходит это только для самых простых видов соединения.
Вывод
Стоя перед выбором, что лучше приобрести инверторный или трансформаторный сварочный аппарат большинство специалистов склоняются к инвертору. Это подтверждается также более широким выпуском современных моделей, среди которых трансформаторы встречаются крайне редко. При покупке многие и не знают, что означает инверторный сварочный аппарат, но выбирают именно их, так как среди компактных моделей для дома, а также многофункциональных устройств. имеются только инверторы.
Какой сварочный аппарат лучше: инвертор или трансформатор
Решить, что лучше для сварки металла в собственном гараже или доме, несложно. Помогут сравнительные характеристики источников питания. Сначала о сходстве: оба необходимы для преобразования электротока, получения рабочих токовых параметров, только инверторные снабжены электронными преобразователями.
Сравнить габариты сварочных аппаратов инверторного и трансформаторного поможет небольшой пример. Для генерации 160 А нужен трансформатор весом 20 кг или инвертор 2,5 кг. Самая большая мощность у инвертора, однако, у трансформаторов большой КПД.
Трансформаторный агрегат освоить сложнее, потребуются специальные знания, навыки для настройки. Инверторные устройства легче поддаются новичкам. Снижается риск неровных швов за счет встроенных функций:
- Hotstart улучшает розжиг дуги в момент включения сварочника;
- Arcforce препятствует залипанию электрода во время падения капли, происходит форсаж электродуги;
- Anti-stick защищает от перегрузки в момент короткого замыкания, дуга не затухает.
Возможности инвертора шире, можно получать постоянный электроток необходимой силы. Переменный высокочастотный или импульсный схож по действию с постоянным.
У трансформаторных сварочников нет такого понятия: прерывистость, на каждом инверторе указывается режим эксплуатации. Если КПД равен 50%, через каждые полчаса агрегат на 15 минут отключают.
Однозначно сказать, какой из сварочников лучше, нельзя. Вернее, такое заключение не имеет смысла. Многое зависит от условий работы, характера свариваемых заготовок, мастерства сварщика, наконец.
Недорогие инверторные аппараты хорошо подойдут для дачи и гаража, в тех случаях, если нет большого опыта работы и пользоваться пару раз в год. Но следует не забывать о хранении: оберегать от повышенных влажности, запыленности и низких температур.
Что такое инвертор?
Инверторный сварочный аппарат можно отнести к современным и прокаченным инструментам, которые являются достаточно популярными на сегодняшний день. К его основным характеристикам относится повышенная частота входящего напряжения, возможность преобразовать переменный ток в постоянный.
Это возможно получить благодаря встроенному трансформатору с дополнительной функцией конденсатора, ключевым транзистором и диодом. За счет модернизированных технологий, аппарат компактный, небольшого размера, что дает возможность носить его на плече и долго эксплуатировать.
Достоинства
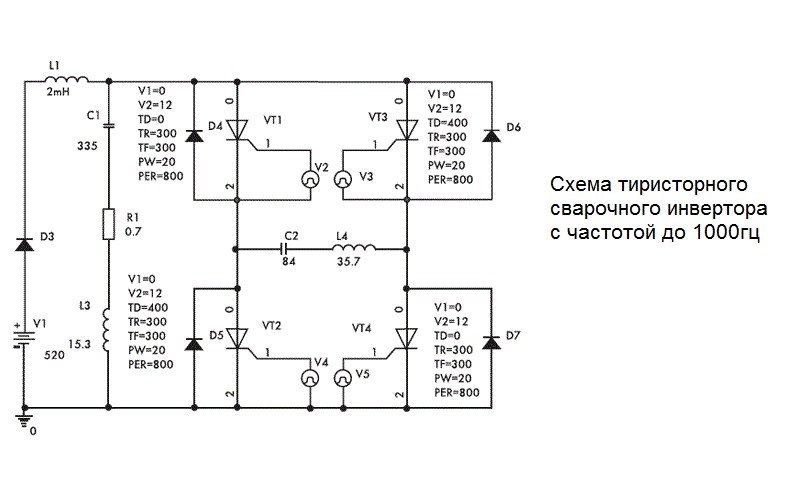
Схема сборки тиристорного инвертора.
Преимущества инверторных сварочных аппаратов указаны ниже:
- из-за прохождения постоянного тока металл разбрызгивается по минимуму, что позволяет сэкономить на расходных материалах;
- шов в результате имеет гладкую поверхность с небольшой чешуйчатостью;
- дуга горит спокойно и устойчиво;
- при помощи оборудования получится варить углеродистую сталь, нержавеющий металл, алюминий;
- можно применять для работы электроды в диаметре 1,5-5 миллиметров;
- конструкции обладают компактностью и носятся в небольшом чемоданчике;
- параметры тока настраиваются в ручном режиме, что дает возможность поставить необходимую величину;
- получится работать с тонкой поверхностью, за счет минимального значения силы тока, достигающего 20 ампер, не добавляя при этом дополнительно сопротивления;
- экономится электроэнергия до 9 кВт и от 220 вольт;
- в некоторых моделях встроенные дополнительные функции, благодаря которым удастся облегчить разжигание электрода и предупредить о прилипании его к материалу.
Недостатки использования
Минусов у этого аппарата небольшое количество. К ним следует отнести высокую цену, по сравнению с трансформатором. Однако его стоимость полностью себя оправдывает. Если инструмент будет нуждаться в починке, то ремонтные работы будут слишком затратными.
Из-за сложной электрической схемы, самостоятельно в домашних условия произвести ремонт поврежденного механизма будет невозможно.
Особенности и технические характеристики видов сварочных аппаратов
Сварочным аппаратом принято называть устройство для соединения металлических деталей путем нагрева до высокой температуры.
Температуру дополняют контактом свариваемых элементов до плотности, при которой начинают действовать силы межатомного сцепления.
Классификация методов сварки

Виды сварочных аппаратов, а также разновидности способов сварки составляют немалый перечень:
- Электрическая.
- Газовая.
- Лазерная.
- Механическая.
- Диффузная.
- Плазменная.
- Электронно-лучевая.
- Сварка взрывом.
Сами эти разделы, делятся на подразделы, под-подразделы. Скажем, электрическая подразделяется на контактную (точечную), ручную, полуавтоматическую. Механическая на: давлением, ковкой, взрывом, трением.
Хотя называться они могут по-разному, принцип процесса остается неизменным. Кроме того, независимо от типа сварочного оборудования, большая часть списка эффективна при использовании в условиях предприятия.
Как работают?
 При разнообразии способов, видов соединений два:
При разнообразии способов, видов соединений два:
- С дополнительной присадкой, образующей сварной шов.
- За счет металла самих деталей.
Соединение без промежуточного шва сегодня используют устройства контактной, лазерной и диффузной сварки. А также основанные на механических воздействиях (трением, давлением, взрывом).
Газовые и плазменные аппараты используют плавящийся в струе раскаленного газа или плазмы присадочный материал образующий соединительный шов.
Типы: характеристики, их достоинства и недостатки
Устройства для сварки трением, давлением, диффузной и лазерной будет точнее назвать станками. Это стационарные машины, задача которых обработка серийных изделий.
При том, что само сварочное оборудование и характеристика принципов во многом совпадают.
Трансформаторы переменного тока
«Классический» тип электродугового сварочного аппарата. Сварка ведется плавящимися электродами, образующими соединительный шов.
Управление процессом ведется в ручном режиме.
Главный недостаток, сильная зависимость качества стыка от квалификации сварщика. Кроме того, высокая температура перекаливает метал, снижая прочность. Плюс — высокая надежность и простота.
Аппараты постоянного тока
 Постоянный ток удобнее переменного для сварки. Для удержания дуги нужна меньшая плотность тока. Меняя полярность варят алюминий, другие цветные металлы.
Постоянный ток удобнее переменного для сварки. Для удержания дуги нужна меньшая плотность тока. Меняя полярность варят алюминий, другие цветные металлы.
Могут отличаться по способу создания постоянного тока. Одни используют выпрямитель, другие представляют собой сварочный генератор с двигателем.
Существуют генераторы, приводимые в движение дизелем, ДВС либо газовым мотором, не требующие эл. сети.
Из недостатков — сложность, громоздкость оборудования, высокая стоимость.
Инверторы
Изобретенные еще в прошлом веке долгое время не получали применения, из-за капризности и высокой стоимости. Сейчас с большей частью недостатков удалось справиться, а инверторные заметно теснят «классические» трансформаторные схемы.
Внешне инвертор выглядит как обычный аппарат. Но в его основе лежит использование мощных полупроводниковых приборов (тиристоров), а главное тока высокой частоты. В результате аппараты дают устойчивую дугу с точно регулируемыми параметрами, а вес некоторых устройств удалось свести к паре килограммов.
Из минусов — ограниченность применения при низких температурах. Кроме того, при повышении мощности устройства резко возрастает его стоимость, а также габариты.
Полуавтоматы

Следующий шаг развития видов сварочных аппаратов для ручной сварки. Практически это тот же инвертор или трансформатор с выпрямителем, однако отдельный электрод заменила катушка с проволокой. Скорость подача последней в зону горения дуги регулируется в зависимости от толщины металла.
Дополнительное улучшение — подача в сварочную зону углекислого газа. Защищая металл от окисления, он к тому же охлаждает свариваемые детали, не давая им перекаливаться.
На сегодня применяют два основных типа полуавтоматов:
У второго типа создание защитного слоя флюса обеспечивает специальная сварочная проволока. Могут существовать и универсальные устройства, способные работать в обоих режимах.
Аргоновый дуговой
К недостаткам можно отнести относительно высокую стоимость, сложность обслуживания, многочисленные настройки.
Эти устройства обеспечивают сварку в среде инертных либо активных газов (так называемая сварка TIG — аббревиатура сочетания Tungsten Inert Gas, или «вольфрам с инертным газом»). Для создания соединительного шва использую сварочный пруток либо проволоку.
Сама дуга создается с помощью неплавящегося тугоплавкого электрода из вольфрама.
[stextbox помощью этих устройств, используя соответствующие присадочные металлы оказалось возможным выполнять сварку цветных металлов, а также специальных легированных сталей.[/stextbox]
При этом работа аппаратами, работающими на этом принципе, требует высокой квалификации, а использование дорогостоящих расходных (газ, прутки) делает сварочный процесс весьма затратным.
Точечный

Наиболее простой и экономичный тип. Соединение создается локальным нагревом при сжатии деталей. При этом не образуется дуги, вести работы можно без защитного щитка.
Различают два типа оборудования:
- Сварочные клещи.
- Споттер.
Существенным минусом является необходимость для клещей доступа с двух сторон. Что касается одностороннего споттера, его настройка и использование требует высокой квалификации. Получаемое соединение не обеспечивает герметичность шва. Контактная сварка не требует дополнительных расходников (без электродов или газа) как другие типы
Газовый
Простота процесса, универсальность аппарата, надежность стыка делают этот тип конкурентно способным несмотря на развитие электросварочных устройств.
Из минусов — громоздкость. Требует небезопасных газовых баллонов, шлангов, регулировочных редукторов.
Плазменная сварка
При ряде преимуществ (низкий ток дуги, высокая температура) имеет ограничения, связанные со сложностью процесса, а также высокой стоимостью профессионального оборудования.
[stextbox успехом используется для сварки тугоплавких нержавеющих сталей, таких металлов как вольфрам или молибден.[/stextbox]
Комплектация и аксессуары
Из перечисленных устройств только точечная сварка практически не требует дополнительных составляющих, не считая СИЗ (перчаток, защитных очков, плотной одежды).
Все виды аппаратов, использующих вольтову дугу, нуждаются в специальных сварочных масках, защищающих лицо и глаза от излучения.
[stextbox очки необходимы даже при газовой сварке. Хотя дуга и отсутствует, свечение раскаленного металла способно повредить сетчатку глаза.[/stextbox]
К дополнительным устройства относятся струбцины, фиксаторы, прочий крепеж, который создает точное взаимное расположении свариваемых деталей.
Производители
 Для домашнего использования стоит выбрать небольшие удобные инверторы. Профессионалы предпочитают полуавтоматические системы, дополняя их оборудованием для газовой и аргонодуговой. Если выбор основан на том, какой сварочный источник имеет наибольший КПД, стоит предпочесть трансформаторы переменного тока, либо газовые аппараты.
Для домашнего использования стоит выбрать небольшие удобные инверторы. Профессионалы предпочитают полуавтоматические системы, дополняя их оборудованием для газовой и аргонодуговой. Если выбор основан на том, какой сварочный источник имеет наибольший КПД, стоит предпочесть трансформаторы переменного тока, либо газовые аппараты.
По качеству ведущие места занимают европейские компании. Однако высокая цена их оборудования в ряде случае делает более привлекательным выбор не столь надежных, но недорогих изделий из Южной Кореи и Китая.
Восстановили былой авторитет и набирают популярность сварочные аппараты отечественного производства. По соотношению цена/качество на сегодня российские аппараты набирают все больше очков.
На этом наша мини презентация завершена. Осталось сказать, что в любом случае выбор устройства полностью зависит от предстоящих ему задач, а также бюджета.
Источники питания для сварки
Основная задача источников питания сварочной дуги – это получение электрического тока, по своим характеристикам подходящего для выполнения сварочных работ, путём преобразования тока промышленной частоты.
Использовать на прямую из сети напряжение у нас не получится, в связи с тем, что ток у нас в сети переменный и маленький по величине, а напряжение большое. За частую необходим постоянный ток с возможностью выбора полярности. Для таких целей и необходим источник питания сварочной дуги.
Основные требования

На сегодняшний день все источники питания должны соответствовать следующим основным требованиям:
- иметь в наличии плавную регулировку режимов сварки во всём диапазоне;
- иметь в наличии приборы для контроля режимов сварки;
- обеспечивать стабильное горение дуги;
- иметь высокие динамические характеристики;
- соответствовать основным требованиям по электробезопасности.
Наличие плавной регулировки и приборов контроля, обеспечивает точную настройку необходимых режимов сварки.
Динамические свойства сварочного аппарата определяются временем восстановления напряжения холостого хода после короткого замыкания в процессе сварки. Чем быстрее восстанавливается напряжение, тем лучше его динамические характеристики. Восстановление не должно превышать 0,05с.
Для повышения стабильности горения дуги дополнительно могут применяться осцилляторы. Они преобразующие низкое напряжение промышленной частоты в импульсы высокого напряжения и высокой частоты. Наложение этих импульсов на дуговой промежуток повышает устойчивость горения дуги.
Классификация источников питания сварочной дуги

Источники питания сварочной дуги имеют множество классификаций, а именно:
- по напряжению питающей сети:
- однофазные (220В);
- трёхфазные (380В).
- по внешней статической характеристики:
- падающие;
- жёсткие;
- штыковые.
- по числу питаемых постов:
- однопостовые;
- многопостовые.
- по роду тока:
- переменный;
- постоянный.
Виды источников питания
К источнику питания с переменным тока относят сварочный трансформатор.
К источникам питания с постоянным током относят преобразователи, выпрямители, сварочные агрегаты и инверторы.
Трансформатор
![]()
На сегодняшний день это самый простой источник питания сварочной дуги который выдаёт на выходе только переменный ток.
Плавное регулирование сварочного тока осуществляется за счёт изменения зазора в катушке дросселя или между обмотками. Ступенчатое – за счёт переключения числа витков первичной и вторичной обмотки.
Трансформаторы очень просты, что даёт возможность изготовить его самостоятельно. В настоящее время трансформаторы не актуально.Это связано с тем, что постоянный ток не даёт стабильного горения дуги, а применение его при сварке нержавеющих сталей невозможно.
Выпрямитель
 Преобразует переменный ток промышленной частоты в постоянный, необходимый для сварки.
Преобразует переменный ток промышленной частоты в постоянный, необходимый для сварки.
Выпрямители бывают однофазные и трехфазные, стационарные или мобильные. Иметь возможность изменять вольт-амперную характеристику на жёсткую или падающую, а также полярность при сварке.
Плавное регулирование сварочного тока осуществляется блоком управления, а ступенчатое за счёт переключения обмоток.
Массовое применение их на производстве говорит о их универсальности и производительности. Высокое КПД и возможность применения при сварки различных металлов делает их одними из популярнейших источников питания.
Преобразователь
 Работа преобразователя заключается в преобразовании переменного ток сети в механическую энергию электрического двигателя. В результате вращения вала генератора механическая энергия преобразовывается в электрическую энергию постоянного тока.
Работа преобразователя заключается в преобразовании переменного ток сети в механическую энергию электрического двигателя. В результате вращения вала генератора механическая энергия преобразовывается в электрическую энергию постоянного тока.
Большим плюсом является нечувствительность к перепадам напряжения, поэтому на выходе получается постоянный ток имеющий стабильными ВАХ.
Из-за большой массы, практически всегда их делают стационарными. Минусом является низкое КПД и большой износ движущихся деталей.
На данный момент преобразователи утратили свою актуальность.
Инвертор
 Принцип действия этих устройств заключается в преобразовании переменного тока сети в постоянный. Далее постоянный ток опять преобразуется в переменный, но только высокой частоты. После этого переменный ток подаётся на высокочастотный сварочный трансформатор который понижает напряжение и преобразует переменный ток в постоянный.
Принцип действия этих устройств заключается в преобразовании переменного тока сети в постоянный. Далее постоянный ток опять преобразуется в переменный, но только высокой частоты. После этого переменный ток подаётся на высокочастотный сварочный трансформатор который понижает напряжение и преобразует переменный ток в постоянный.
Инверторы на сегодняшний день одни из самых популярных источников питания сварочной дуги. Это обусловлено рядом преимуществ:
- постоянный ток с плавным регулированием;
- доступная цена;
- стабильное горение сварочной дуги и её лёгкое зажигание;
- малые габаритные размеры;
- малое энергопотребление
- малый вес.
Всё это делает инверторные источники питания незаменимыми в быту, а также на больших предприятиях.
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
БИЛЕТ 3
ВОПРОС 1. Для сварки каких сталей предназначены электроды типа Э38, Э42, Э46, Э50.
2. Углеродистых конструкционных и низколегированных.
ВОПРОС 2. Что обозначают буквы и цифры в маркировке низколегированных сталей и сплавов?
1. Клейма завода-изготовителя.
2. Обозначения номера плавки и партии металла.
3. Обозначение химических элементов и их содержание в стали.
ВОПРОС 3. Укажите причины образования кратера?
1. Кратер образуется в месте выделения газов в процессе сварки.
2. Из-за резкого отвода дуги от сварочной ванны.
3. Из-за значительной усадки металла в процессе кристаллизации.
ВОПРОС 4. Зависит ли напряжение дуги от ее длины при ручной дуговой сварке?
3. Зависит при малых и больших величинах сварочного тока
ВОПРОС 5. Кто должен производить подключение и отключение сварочного источника питания к силовой сети?
1. Электротехнический персонал данного предприятия.
2. Сварщик, работающий на данной установке.
3. Сварщик, работающий на данной установке под наблюдением мастера.
ВОПРОС 6. Какие должны быть род и полярность тока при выполнении горячего прохода соединений из углеродистых сталей электродами с целлюлозным покрытием?
1. Переменный ток.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 7. Какие поверхности подлежат зачистке при подготовке под сборку деталей трубопровода пара и воды?
1. Должны быть очищены от загрязнений и ржавчины до металлического блеска торцы труб.
2. Должны быть очищены от загрязнений и ржавчины до металлического блеска кромки и наружные поверхности деталей.
3. Должны быть очищены от загрязнений и ржавчины до металлического блеска кромки, а также прилегающие к ним внутренние и наружные поверхности деталей.
ВОПРОС 8. Для сварки какого класса сталей применяют электроды типов Э-09М и Э-09МХ?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки конструкционных сталей повышенной и высокой прочности.
3. Для сварки высоколегированных сталей.
ВОПРОС 9. С какой целью на электродный стержень наносят покрытие?
1. Для стабилизации горения дуги, легирования металла шва и защиты сварочной ванны от попадания газов из воздуха и формирования шва.
2. Для предохранения стержня от попадания влаги.
3. Для снижения вероятности образования как холодных, так и горячих трещин в металле шва.
ВОПРОС 10. Как влияет длина дуги на устойчивость ее горения?
1. С увеличением длины дуги устойчивость горения снижается.
2. С увеличением длины дуги устойчивость горения увеличивается.
3. Не оказывает практического влияния.
ВОПРОС 11. Выберите наиболее полные рекомендации по защите места сварки в условиях монтажа?
1. Необходимо обеспечить защиту места сварки от ветра.
2. Необходимо обеспечить защиту в виде навеса от воздействия атмосферных осадков.
3. Необходимо защищать от ветра, сквозняков и атмосферных осадков.
ВОПРОС 12. Листы какой толщины можно сваривать ручной дуговой сваркой без разделки кромок?
ВОПРОС 13. Как влияет увеличение тока при ручной дуговой сварке на геометрические размеры сварного шва?
1. Уменьшается глубина провара и увеличивается высота усиления шва.
2. Увеличиваются глубина проплавления и высота усиления шва.
3. Уменьшается высота усиления шва и увеличивается глубина проплавления.
ВОПРОС 14. Как включают амперметр в электрическую цепь?
1. Последовательно в электрическую цепь с вольтметром.
2. Последовательно в общую электрическую цепь.
3. Параллельно в общую электрическую цепь.
ВОПРОС 15. Для чего сварщику нужна спецодежда?
1.Для защиты сварщика от тепловых, световых, механических и других воздействий при сварке.
2. Для защиты его от выделяющихся вредных аэрозолей и свечения дуги.
3. Для защиты его от поражения электрическим током.
ВОПРОС 16. Что из перечисленного ниже наиболее сильно влияют на свариваемость металла?
1. Химический состав металла.
2. Механические свойства металла.
3. Электропроводность металла.
ВОПРОС 17. Как влияет величина объема металла, наплавленного за один проход, на величину деформаций?
1. Увеличивает остаточные деформации сварных конструкций.
2. Уменьшает остаточные деформации сварных конструкций.
3. Не влияет на остаточные деформации сварных конструкций.
ВОПРОС 18. В какой момент следует исправлять дефекты сварных соединений подлежащих последующей термообработке?
1. До термообработки
2. По согласованию с головной материаловедческой организацией.
3. После термообработки.
ВОПРОС 19. Граждане какого возраста могут быть допущены к выполнению сварочных работ?
ВОПРОС 20. Какой линией условно изображают видимый сварной шов на чертеже?
1. Сплошной основной.
3. Штрих – пунктирной.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Достоинства и недостатки инверторных сварочных аппаратов
 Сварочным инвертором уже давно никого не удивишь. И нет в этом ничего необычного, ведь любому сварщику куда удобнее оперировать с компактным и мобильным устройством, чем с тяжелым железным трансформатором. Предметом данной статьи, тем не менее, станут именно современные сварочные инверторы.
Сварочным инвертором уже давно никого не удивишь. И нет в этом ничего необычного, ведь любому сварщику куда удобнее оперировать с компактным и мобильным устройством, чем с тяжелым железным трансформатором. Предметом данной статьи, тем не менее, станут именно современные сварочные инверторы.
Мы постараемся оценить многие достоинства и некоторые немногочисленные недостатки сварочных инверторов, рассмотрим различные их опции, и в конце концов соотнесем достоинства и недостатки, чтобы даже тот, кто еще только подумывает о приобретении сварочного инвертора, смог бы уверенно подойти к принятию решения о его покупке.
Что такое сварочный инвертор сегодня? В первую очередь, — это компактный полупроводниковый сварочный аппарат, оборудованный всеми типами защит и оснащенный многими опциями, облегчающими работу сварщика, даже если он новичок в профессии.
Защита от залипания электрода, легкий поджиг дуги, защита от перегрева и т. д. Все эти возможности открываются благодаря импульсной полупроводниковой технологии, реализуемой в современных сварочных инверторах.
В отличие от традиционных сварочных трансформаторов, работающих напрямую от сети, сварочные инверторы в своей работе используют принцип высокочастотного импульсного преобразователя (полумост, мост, косой мост, чоппер).
Сетевое переменное напряжение 220-240 вольт частотой 50 Гц преобразуется сначала в постоянное напряжение 310 и более вольт (просто выпрямлением или активным преобразованием по методу PFC), затем это постоянное напряжение используется для высокочастотного преобразования энергии при помощи импульсного трансформатора или дросселя на феррите, частота здесь может в принципе достигать 200 кГц и более.
Именно благодаря высокочастотному преобразованию, размер и вес аппарата стал значительно меньше, здесь нет трансформаторного железа, а в качестве магнитопроводов индуктивных элементов используется феррит.

Коммутация в процессе высокочастотного преобразования осуществляется полупроводниковыми ключами — полевыми или IGBT-транзисторами, благо компонентная база сегодня сильно расширилась, параметры ключей год за годом улучшаются — сопротивление в открытом состоянии становится меньше, допустимый ток — больше. Для управления полупроводниковыми ключами служит драйвер, управляемый в свою очередь микроконтроллером.
Наиболее высоким КПД обладают резонансные схемы с переключением в нуле тока, позволяющие свести потери на нагрев полупроводниковых ключей к минимуму. За выпрямление высокочастотного переменного тока отвечают мощные быстродействующие диоды или синхронный выпрямитель. Конечно, нагрев компонентов так или иначе присутствует даже в резонансных схемах, поэтому в каждом инверторе есть радиаторы и вентиляторы системы охлаждения плюс система автоматической защиты от перегрева.

Итак давайте наконец рассмотрим более внимательно достоинства и недостатки сварочных инверторов. Сначала рассмотрим достоинства.
Тестирование самых распространенных сварочных инверторов на видео:
Достоинства сварочных инверторов
КПД
КПД сварочного инвертора может достигать 95% и выше, а коэффициент мощности приближается к 0,9 и даже к единице. Индуктивные потери попросту отсутствуют, благодаря высокочастотному импульсному преобразователю на полупроводниках, чего вряд ли удастся достигнуть с обычным сварочным трансформатором.
Высокочастотный импульсный преобразователь, работающий на частоте от 25 до 200 кГц эффективно понижает напряжение и автоматически отключается во время перерывов в работе, то есть электроэнергия впустую не расходуется. Система охлаждения работает независимо от силовой цепи, имеет собственное питание, и в процессе сварки или в перерывах делает свое дело.
Перепады напряжения в сети не мешают работе
Высокочастотный преобразователь внутри инвертора автоматически подстраивается под входное напряжение без ущерба для выходных параметров. Если даже напряжение в сети просядет до 165 вольт (в зависимости от модели граничное напряжение может быть разным), инвертор продолжит работать, давая требуемый сварочный ток, который задается самим сварщиком вручную перед началом работы. В случае, если напряжение упадет неприемлемо низко, сработает защита, и инвертор автоматически отключится, предотвратив перегрузку по входному току.
Точная ручная регулировка сварочного тока
Параметры сварочного тока задаются сварщиком, достаточно повернуть ручку регулятора на лицевой панели аппарата, и ток для любого электрода будет точно задан для предстоящей работы. 40-60 ампер для электрода 2 мм, 160 ампер — для 4 мм, и наконец 220-250 ампер для 6 мм электрода. Если нужно больше, есть инверторы на ток до 500 А, но они и дороже и тяжелее.
Например для собственных бытовых нужд популярны инверторы на ток до 250 ампер, и этого обычно достаточно. Точная ручная регулировка тока позволяет добиться высокого качества сварного шва, и при этом исключается недовар или перевар.
Любые электроды
Для сварки можно использовать электроды и переменного, и постоянного тока для изделий из чугуна или цветного металла. Также возможно выполнять аргонодуговую сварку при помощи неплавящегося электрода, так как инвертор может регулировать электрический ток в широком диапазоне.
Все виды защит
Точное электронное управление позволяет реализовать в сварочном инверторе все виды защит, это типичный набор, но при выборе инвертора нужно обратить внимание на то, какие именно защиты в нем реализованы.
Защита от залипания (функция «anti sticking») — если электрод накрепко залип, инвертор автоматически отключится на некоторое время, чтобы сварщик успел оторвать залипший электрод, затем питание возобновляется.
Защита от кратковременных замыканий (функция «arc force») — инвертор выдает серию мощных импульсов, чтобы расплавить застывшую каплю. Наконец тепловая защита — при перегреве полупроводниковых ключей инвертор отключит выходной ток, чтобы радиаторы как следует охладились.
Быстрый легкий поджиг
Функция «hot start» позволит легко поджечь дугу, достаточно сварщику просто чиркнуть электродом по детали. Функция реализуется путем кратковременной подачи вспомогательного импульса тока перед началом работы для облегчения поджига дуги.
Малый вес, мобильность, комфорт
Инвертор полной мощностью 8 кВт весит сегодня менее 5 кг. Представьте себе, сколько весит трансформатор, габаритной мощностью 8 кВт — более 40 кг. Сварочный инвертор в 10 и более раз легче сварочного трансформатора при той же потребляемой мощности. Такой инвертор удобно повесить на плечо во время работы на лестнице, просто воспользовавшись ремнем, который идет в комплекте.
Его без опаски можно поставить на строительные конструкции вроде лесов, и не бояться, что он упадет или повредит леса. В конце концов, с инвертором можно залезть куда угодно и варить в любом положении, именно поэтому сварочные инверторы так популярны и у дачников, которые сразу оценили всю прелесть легкости и мобильности.
Даже новичок легко справится
Если человек впервые учится варить, то наверняка потреплет немало нервов как себе, так и наставнику, если при обучении используется обычный железный трансформатор. Со сварочным инвертором обучение пойдет быстрее, ведь функции «hot start», «arc force» и «anti sticking» помогут новичку преодолеть типичные трудности электродуговой сварки.
Даже жены некоторых дачников проявляют сегодня интерес к столь прогрессивным сварочным аппаратам, больше похожим на какой-то бытовой прибор, чем на сварочное оборудование прошлых годов.

Недостатки сварочных инверторов
Теперь поговорим о недостатках сварочных инверторов, они все же есть, поскольку их принято считать таковыми.
Цена
Почему-то считается, что цена сварочного инвертора является недостатком. Если вы посмотрите на цены сварочных инверторов, то действительно обнаружите, что это отнюдь не копейки. Но инвертор стоит именно столько, ведь полупроводники, импульсные трансформаторы, конденсаторы, платы контроллеров, вентиляторы, радиаторы, корпус в конце концов — все это не бесплатно.
Да, придется заплатить эту цену, тем более хороший надежный и качественный инвертор, изготовленный из качественных комплектующих не может стоить дешево, ни в коем случае не стоит скупиться выбирая сварочный инвертор.
Требует ухода
В силу того, что в инверторе присутствуют печатные платы и мелкие силовые компоненты, по сравнению с большим тяжелым трансформатором, здесь опасно загрязнение, даже загрязнение пылью, и особенно опасна влага. Инвертор нужно регулярно чистить от пыли изнутри и беречь от попадания влаги. При морозах, особенно ниже -15°C, инвертор лучше не использовать.
Если по какой-либо причине инвертор выйдет из строя, то ремонт не будет дешевым, ибо качественные комплектующие всегда недешевы (особенно силовые компоненты, такие как IGBT-транзисторы и мощные быстродействующие диоды), и зачастую приходится менять дорогостоящие модули. Лучше не доводить до неисправностей, и обходиться лишь профилактическим обслуживанием, например продувкой сжатым воздухом.
Надеемся, что наша статья была для вас полезной, и теперь вы сможете более ответственно и прагматично подойти к решению о покупке сварочного инвертора, взвесив все «за» и «против».