Куда подключать массу на сварочном аппарате?
Изучаем прямую и обратную полярность при сварке
Для проведения сварки разнообразных изделий либо конструкций, сделанных из металла, при помощи постоянного тока, используются два режима – прямая и обратная полярность. В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.

Прямая и обратная полярность при сварке инвертором
Варить инвертором можно двумя режимами, меняя полярность постоянного тока. При сварке инвертором на прямой полярности, к электроду подводится минусовая клемма, а к заготовке — плюсовая. Когда осуществляется сварка инвертором на обратной полярности, то, наоборот, к электроду подключается плюс, а к свариваемой заготовке, минус.
Что даёт прямая и обратная полярность при сварке инвертором? Когда лучше варить на обратной полярности, а когда, только на прямой? Именно об этом и будет посвящена данная статья сайта mmasvarka.ru про ручную дуговую сварку (ММА).
Что даёт прямая и обратная полярность при сварке инвертором
При сварке металла постоянным током температура на конце электрода всецело зависит от того, какой именно к нему будет подключён полюс. При обратной полярности, когда к электроду подведён плюс, температура на конце электрода достигает 4000 градусов. При переключении инвертора на прямую полярность, когда на электрод подается минус, эта температура значительно ниже, почти на 1000 градусов.

Таким образом, меняя прямую и обратную полярность инвертора, можно более тонко контролировать сварочный процесс.

В первую очередь, это касается сварки тонких и толстых металлов, когда нужно либо не прожечь металл, либо наоборот, добиться качественного и надежного соединения.
Что даёт смена полярности на инверторе
Из всего вышесказанного становиться понятно, что даёт сварка на прямой и обратной последовательности:
Вообще, варить на обратной полярности инвертором как раз и рекомендуется при сварке тонких металлов и нержавейки. Другими словами, тех видов металла, которые очень чувствительны к перегреву.

При этом стоит учитывать один важнейший нюанс, который связан с расходом электродов. При сварке инвертором на прямой и обратной полярности, скорость сгорания электрода будет разной. При сварке инвертором на обратной полярности, из-за сильного нагревания, расход электродов будет куда выше, чем на прямой полярности.
Как правильно подключить сварочный инвертор
Многие из начинающих сварщиков не знают, что инвертором можно варить по-разному. Они так до сих пор и используют, стандартное подключение — плюс на электрод, а минус на металл.
Однако если подключить инвертор по-другому, к минусу электрод, а к плюсу металл, то можно добиться лучшего углубления сварочного шва. Простыми словами, при таком подключении инвертора, основная температура будет приходиться на металл, в результате чего заготовка прогреется лучше.
Ну и, наоборот, при «стандартном» подключении инвертора, когда электрод подсоединяется к плюсу, а металл к минусу, удастся не прожечь тонкую заготовку. Как это работает и в чем смысл? Как правильно подключить инвертор, плюсом на электрод или минусом? Читайте в этом обзоре.
Особенности сварки током обратной полярности
При проведении сварочных работ по соединению металлических изделий небольшой толщины всегда возникает большая вероятность появления так называемых прожогов. Поэтому для выполнения таких сложных, трудоемких работ, как правило, держатель сварочного аппарата подключается к плюсу, а само свариваемое изделие к минусу. При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.

Для правильного, надежного сваривания изделий, сделанных из тонкого металла, при проведении сварочных работ, дугу необходимо периодически прерывать. Проще говоря, сварочный электрод нужно выдергивать из района сварки, а затем его быстро опять поджигать.
Если необходимо сделать сварку внахлест, тогда соединяемые металлические детали следует надежно, герметично и плотно прижать друг к другу. В противном случае, при наличии даже небольшого воздушного зазора, на верхней части свариваемой детали появится прожог. Чтобы максимально надежно скрепить между собой заготовки, перед проведением сварки внахлест, рекомендуется пользоваться струбцинами либо большим грузом.
Выбор режима сварки, в первую очередь зависит от тех задач, которые ставятся перед сварщиком. Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.
Подключение сварочного инвертора — плюс и минус
Как было сказано выше, многие начинающие сварщики не уделяют должного внимания полярности при сварке инвертором. А если быть точнее, то некоторые и вовсе про неё ничего не слышали.
В результате этого возникает масса проблем — тонкий металл быстро прожигается, а толстый, наоборот, недостаточно проплавляется. Просто попробуйте поэкспериментировать при подключении инвертора.

Для начала подсоедините держак к плюсу аппарата, и начните варить, а затем подключите инвертор, наоборот, держателем к минусу. Вы обязательно почувствуете разницу.
Все дело в полярности, поскольку сварочный инвертор в отличие от трансформатора переменного тока, выдаёт постоянный ток. И если на трансформаторных аппаратах такой разницы в подключении кабелей нет, то вот при сварке на постоянном токе, она ещё как есть, и, причём существенная.
Особенности сварки током прямой полярности
В случае подключении держателя к минусу, а свариваемой заготовки либо изделия к плюсу, существенно увеличивается коэффициент проплавления, а также возникает существенное разбрызгивание свариваемого металла. Стоит отметить, что недостатком такого режима является то, что при его применении возникает не очень стабильная электрическая дуга. Также при его применении снижается глубина самого провара. Однако при этом, в массу металлической заготовки внедряется небольшое количество углеводов.

Подключение держателя к минусу позволяет более правильно нагреть металлическое изделие. Кроме того, в этом режиме стержень у электрода нагревается гораздо меньше. Благодаря этому сварщик, во время сваривания конструкций, может пользоваться токами более высокого значения.
Режим прямой полярности оказывает непосредственное влияние на состав материалов, которые оказались внутри шва между соединенными металлическими изделиями. Как правило, при применении такого режима, в шве практически нет углерода. Однако в этом случае, в составе металла, в районе шва, наблюдается повышенная концентрация марганца, а также кремния.
Прямая полярность инвертора
В данном случае, держатель электрода подсоединяется к минусовой клемме, а масса к плюсовой. Таким образом, появляется возможность хорошо проварить толстый металл, углубить корень сварочного шва и добиться более качественного соединения.

При это важно знать, что основная часть тепла, будет приходиться на металл при сварке. В результате уменьшиться расход электродов, чем на прямой полярности. Связанно это с тем, что на обратной полярности, температура на кончике электрода больше, чем на прямой полярности, поэтому и сгорание электродов происходит быстрей.
Обратная и прямая полярность при сварке инвертором
В отличие от сварочного аппарата переменного тока, инвертор умеет работать только на «постоянке». Следовательно, у сварочного инвертора есть «минус» и «плюс» для подключения держателя электрода и кабеля с массой. Меняя подключения держателя и массы, можно добиться различных режимов сварки.
Рассмотрим, что даёт прямая и обратная полярность при сварке инвертором:
Прямая полярность — чтобы перевести инвертор в работу на прямой полярности, нужно держатель с электродом подключить к минусовому разъёму, а кабель массы к плюсовому. В данном случае большая температура будет приходиться не на кончик электрода, а на свариваемую заготовку. Режим сварки на прямой полярности даёт возможность качественно варить толстый металл и хорошо проваривать корень сварного шва.
Обратная полярность — при сварке в обратной полярности инвертор подключается следующим образом: к плюсу подсоединяется держатель с электродом, а к минусу — кабель массы. Таким образом, самая большая температура будет приходиться на электрод, а не на свариваемую заготовку. Это позволит варить тонкие металлы без прожога, ведь температура на кончике электрода, почти что на 1000 градусов меньше, чем при сварке в прямой полярности.
Когда нужна обратная, а когда нужна прямая полярность
И здесь, как оказывается всё достаточно просто. Выше я уже упоминал о том, какое значение имеет направление движения тока. Если к электроду подсоединён плюс от инвертора, то мы меньше нагреваем металл. Следовательно, не будет прожогов: в металле не образуются дыры от сварки.

Соответственно использовать обратную полярность инвертора целесообразно в том случае, когда нужно варить тонкий металл, почти что жестянку. Также обратную полярность удобно использовать при сварке тех металлов, которые нельзя сильно перегревать, например, нержавейку.
На обратной полярности происходит большее расплавление присадочного материала, то есть электрода. В таком случае удобно варить тонкий металл прихватками — небольшими точками расплавленного металла.

Ну и практически наоборот получается при использовании прямой полярности в сварке. Когда минус подключён к электрододержателю, а плюс к заготовке, то металл прогревается гораздо сильнее. Вследствие этого он плавится лучше, что дает возможность углублять и проваривать сварное соединение.
Итак, подведём итоги. Больше никакой путаницы, и никаких разногласий. Ток течёт от плюса к минусу, поэтому подключая плюс к электроду или металлу, мы тем самым больше разогреваем металл или же электрод. В случае с подключением к электроду плюса, это обратная полярность. При подключении к электроду минуса, получаем прямую полярность.

Подписывайте на мой канал в Дзен. Оставляйте свои комментарии к статье ниже, делитесь советами и не забывайте благодарить лайком автора.
Изучаем прямую и обратную полярность при сварке
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки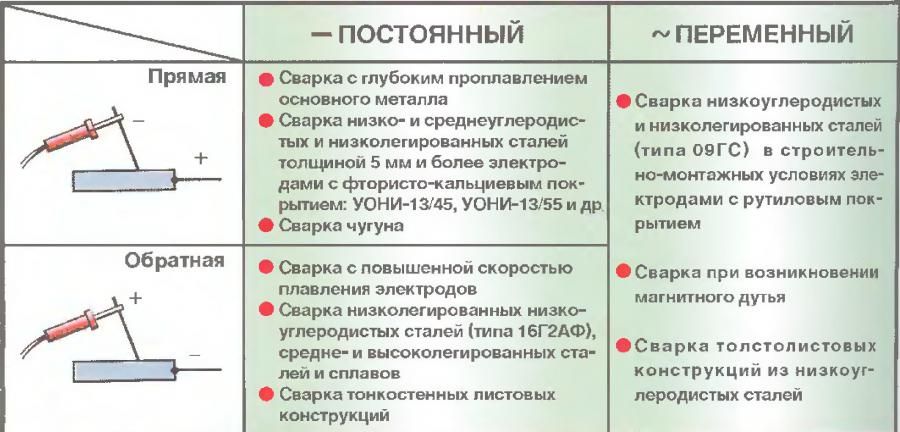
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.

Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Как быстро научиться варить сварочным инвертором
Вы купили сварочный аппарат и желаете освоить сварку инвертором для начинающих.
Трудностей бояться не стоит! Инверторный аппарат прост в обращении, любой человек без опыта и знаний сможет в короткие сроки овладеть процессом сварки.
Оборудование, экипировка, техника безопасности
Техника безопасности . Сварочное производство связано с электрическим напряжением, в простонародье — ток. Ток невидим, но способен поразить человека до летального исхода.
Проверяем сварочные кабеля на исправность и подсоединяем к инверторному оборудованию. Обратный кабель с прищепкой на металл к минусовому разъему. Кабель с электрододержателем к разъему +. Электрод вставляем в электрододержатель.

При подключении аппарата к сети визуально оцениваем токонесущие кабеля на исправность. Убедились в исправности кабелей, включаем вилку в розетку и тумблер на приборе, предварительно установив регулятор тока в наименьшее значение. Если вентилятор охлаждения заработал ровно, без треска и шума, значит все хорошо.
Вес металла. При соединении тяжелых конструкций, соблюдайте меры предосторожности. Многотонные изделия при обрушении могут привести к летальному исходу или инвалидности.
Экипировка . Сварочное производство связано с высокой температурой. Сварщик должен иметь:
- холщовые рукавицы (краги);
- робу (специальный костюм);
- маску со светофильтром;
- респиратор для работы в замкнутых пространствах;
- ботинки на резиновой подошве.
Краги применяются при сварке на высотах, когда руки поднимаются вверх, а рукавицы в остальных случаях.
- сварочный аппарат;
- молоток;
- щетка;
- электроды.
Электроды подбираются под металл (углеродность, добавки) и по диаметру, от толщины металла и технических характеристик инвертора.
Основы сварки инвертором
Для начинающих, опытные сварщики советуют кабель держака приложить к телу, прижать локтем руки и обернуть его вдоль предплечья (от локтя до кисти), взять держак в руку. Так плечевой сустав будет тянуть кабель, а рука с кистью останутся свободными.
Способ поможет с легкостью манипулировать рукой.

Если держак взять просто в руку без обмотки предплечья кабелем, то в процессе сварки рука устанет и кистевые движения приведут кабель в болтающие движения. Что отразится на качестве сварного соединения.
Как варить инверторной сваркой правильно ? Устанавливаем на аппарате сварочный ток согласно диаметру электрода, типу соединения и положению сварки. Инструкция по настройке имеется на аппарате и пачке электродов. Принимаем устойчивую стойку, локоть отводим от тела (прижимать нельзя), одеваем маску и начинаем процесс.
Сварку инвертором для начинающих лучше начинать с металлических заготовок более 20 см.

Известно, что новичок, одевая маску и зажигая дугу перестает дышать, пытаясь на одном дыхании проварить всю длину заготовки. При коротких изделиях, появится привычка варить на одном дыхании. Поэтому, тренируйтесь на длинных заготовках, учась правильно дышать при сварке.
Заготовки (пластины) на рабочем столе можно положить в горизонтальной плоскости — вертикально к себе или горизонтально, без разницы.
Зажатый в держателе электрод вначале сварки ставите под углом 90 градусов (перпендикулярно) и отводите в сторону шва на 30-45 градусов. Зажигаете дугу и начинаете движение.
- Если сварка выполняется углом назад, то наклон 30-45 градусов идет в сторону шва.
- Если соединение происходит углом вперед, то наклон электрода от шва.

Расстояние между свариваемой поверхностью и электродом 2-3 мм, представьте, что вы ведете карандаш по листу бумаги.
Учтите, при сварке электрод сгорая уменьшается — постепенно приближайте плавящийся стержень к поверхности на расстояние 2-3 мм и удерживайте угол наклона 30-45 градусов.
Смотрите полезное видео, как научиться варить электросваркой для начинающих:
Как новичку научиться варить сварочным инвертором?
Сначала учимся зажигать и держать дугу. Чувствуйте грань, когда приближать электрод при сгорании к свариваемой поверхности, чтобы дуга не прерывалась.
Зажигают электрод двумя способами:
- постукиванием;
- чирканьем.

Новый электрод зажигается легко. У работающего стержня появляется шлаковая пленка, препятствующая поджигу. Нужно просто подольше постучать для разбития пленки.
- На инверторных аппаратах для облегчения зажигания дуги встроена функция Hot Start.
- Если новичок быстро приближает электрод к поверхности, включается функция Arc Force (форсаж дуги, антизалипание), увеличивает сварочный ток, предотвращая залипание электрода.
- При залипании плавящегося стержня, функция Anti Stick отключает ток, предотвращая перегрев инвертора.
Видео: что такое форсаж дуги на сварочном инверторе и как его применить.
Новичку лучше сначала учиться на ниточном шве, электрод ведется ровно, без колебательных движений.
После освоения ниточной технологии, переходите к свариванию металла с колебательными движениями. Которые применяются при толстом металле для прогрева, задерживая электрод в определенной точке с помощью движений — елочкой, зигзагами, спиралью или своим методом.

В начале соединения проводим слева-направо несколько движений образуя сварочную ванну и пошли вдоль шва делая колебательные движения. Угол наклона электрода 30-45 градусов. После прохода отбиваем шлак молотком и зачищаем щеткой. Берегите глаза, одевайте очки.
Совет: в конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Видео: как варить угловое соединение, встык и внахлест.
- однопроходные (одним проходом восполняется толщина металла);
- многопроходные.
Однопроходной шов выполняется на металлах до 3 мм. Многопроходные швы накладываются при больших толщинах металла.
Сварщики проверяют качество шва молотком — наносят удар рядом со швом. Если шов гладкий, без неровностей, то после удара шлак слетает полностью, ему не за что зацепится. Важно подбирать правильный температурный режим: перегретый шов (каленый) сломается, недогретый — риск непровара.
Ток подбирают исходя от диаметра электрода, в теории 30 А на 1 мм диаметра электрода.
Прямая и обратная полярность при сварке инвертором
Рассмотрим полярность при сварке инвертором. При соединении на постоянном токе, движение электронов постоянное, что уменьшает разбрызгивание расплавленного металла. Шов получается качественным и аккуратным.
На аппарате имеется выбор полярности. Что такое полярность — это направление движения электронов в зависимости от подключения кабелей к разъемам оборудования.

- Обратная полярность при сварке инвертором — минус на заготовке, плюс на электроде. Ток течет от минуса к плюсу (от заготовки на электрод). Электрод нагревается сильнее. Применяется для сварки тонких металлов, уменьшен риск прожога.
- Прямая полярность — минус на электроде, плюс на заготовке. Ток движется от электрода к заготовке. Металл греется больше электрода. Применяется для сварки толстых металлов от 3 мм и резке инвертором.
На пачке с электродами указывается полярность, эта инструкция поможет правильно подсоединить провода к оборудованию.
Сварка тонкого металла инвертором
Суть соединения тонких пластин сводится к подбору электродов малого диаметра и настройке сварочного тока. Например, для металла толщиной 0,8 мм берут электроды диаметром 1,8 мм. Ток на инверторе выставляют в 35 А.
Технология происходит прерывистыми движениями. Посмотрите видеоролик, где подробно показывается соединение тонких пластин.
Как резать металл сварочным инвертором
Чтобы правильно прожечь отверстие в трубе, на аппарате выставляем ток 140 А для электрода в 2,5 мм. Зажигаем электрод, ставя его на одном месте для прогрева металла и вдавливаем. Передвигаем электрод на новое место, прогреваем и вдавливаем. Постепенно, прорезаем в трубе отверстие.

Пластину при резке лучше ставить вертикально, чтобы расплавленные сопли стекали вниз. Если резать в горизонтальном положении, то снизу реза застынут сосульки. Вот и все хитрости!
Новичков терзает вопрос, какая полярность проводов при резке инвертором лучше?
- При резке электросваркой — прямая полярность предпочтительней. Зона расплавления узкая, но глубокая.
- При обратной полярности — зона расплавления широкая, но неглубокая.
Резать электросваркой не рекомендуется (происходит выплавление металла из зоны реза). Лучше взять болгарку и отрезать нужный кусок.
Зажим массы
Раздел: Без рубрики
 В список основных приспособлений, необходимых для осуществления ручной электродуговой сварки, входят следующие предметы: электрододержатель; сварочный кабель к держателю; обратный кабель; клемма заземления (зажим массы).
В список основных приспособлений, необходимых для осуществления ручной электродуговой сварки, входят следующие предметы: электрододержатель; сварочный кабель к держателю; обратный кабель; клемма заземления (зажим массы).
Достаточно часто данные комплектующие не обладают высоким качеством и требуют немедленной замены. Бывают случаи, когда замена понадобится исполнителю после непродолжительной эксплуатации.
- Общие рекомендации по выбору
- Типы зажимов массы
- 1. Зажим массы сварочный “крокодил”
- Полезное видео
- 2. Магнитная масса для сварки
- 3. Струбцина
- 4. Центратор
- Полезное видео
- 1. Зажим массы сварочный “крокодил”
- Популярные модели
- Масса для сварки своими руками
Общие рекомендации по выбору

Выбор любого технического устройства или приспособления требует тщательного и внимательного подхода. Правильно подобранная клемма массы сможет обезопасить исполнителя от поражения током, станет гарантом получения качественного и надежного соединения. Чтобы подобрать оптимальный зажим массы сварочный, следует обратить внимание на следующие важные аспекты.
- Нужно выбирать известные и проверенные торговые марки, что поможет избежать приобретения контрафактной продукции. Человеку, не обладающему достаточным опытом, очень сложно отличить подделку от оригинального изделия. Поэтому нужно покупать товары только у специализированных продавцов и поставщиков.
- Зажим массы для сварочного аппарата следует подбирать с учетом максимального тока, который выдает агрегат.
- Также зажим должен уверенно выдерживать вес подключаемого кабеля.
- Если в качестве сжимающего механизма выступает пружина, то её свойств должно быть достаточно для надежного контакта с рабочим изделием.
- Одну из главных ролей играет угол раскрытия клеммы, величины которого должно быть достаточно для уверенного крепления к деталям различных размеров.
Типы зажимов массы
Зажимы массы для сварочных аппаратов, в зависимости от характера фиксации, могут быть нескольких типов. Далее мы рассмотрим основные виды зажимов, а также их преимущества и недостатки.
1. Зажим массы сварочный “крокодил”
 Наиболее часто исполнители применяют для заземления зажим типа “крокодил” (“прищепка”), который крепится непосредственно к детали.
Наиболее часто исполнители применяют для заземления зажим типа “крокодил” (“прищепка”), который крепится непосредственно к детали.
Достоинства:
- надежность соединения с поверхностью детали;
- удобство и быстрота использования;
- минимальное сопротивление соединения;
- возможность произвести фиксацию деталей различной геометрической формы, в том числе со сложной конфигурацией;
- большая степень раскрытия.
Также следует выделить основные недостатки:
- невысокий, по сравнению с другими типами, уровень прочности некоторых компонентов – пружина;
- данный тип зажима применяется только в тех случаях, когда существует возможность крепления непосредственно к изделию.
Зажим типа “крокодил” необходимо выбирать, полагаясь на общие рекомендации. Клеммы данного вида выпускаются в трех основных модификациях: зажим массы 300А, 200А и 500А. В зависимости от модели сварочного аппарата и силы тока, которую он выдает, нужно определить оптимальную модификацию. Для проведения работ на профессиональном уровне рекомендуется приобретать зажим на 400-500А.
Полезное видео
Рекомендуем посмотреть советы, как продлить жизнь прищепки, которая шла в комплекте с аппаратом и что учесть при покупке новой.
2. Магнитная масса для сварки
Сварщики достаточно часто используют магнитный зажим массы. Данный тип обладает целым спектром достоинств: 
- возможность закрепить контакт на любую поверхность или конструкцию, в том числе и на трубы;
- простота конструкции обеспечивает долговечность и бесперебойную работу;
- отсутствие пружин и других механизмов также способствует долгой эксплуатации;
- магнит на массу для сварки способен выдерживать перепады напряжения и не перегорать;
- успешно применяется в труднодоступных местах;
- большая площадь контакта гарантирует надежность крепления.
Недостатки:
- ненадежное крепление контакта на малые по площади детали, например, арматура;
- невозможность закрепления зажима на изделия из цветных металлов;
- магнит нужно периодически очищать от загрязнений, в частности от металлической стружки;
- следует избегать перегрева магнита, иначе он может размагнититься; перегрев случается, если клемма крепится на грязную поверхность.
 3. Струбцина
3. Струбцина
Зажимы массы для сварки типа струбцина применяются реже, чем два перечисленных выше вида. Данная разновидность клемм также обладает несколькими достоинствами:
- высокая степень надежности крепления, так как фиксация осуществляется с помощью винта с шестигранной головкой;
- хороший контакт с рабочим изделием обеспечивает плавный переход тока.
В качестве недостатков можно выделить достаточно сложное строение механизма и сравнительно большие габариты клеммы.
4. Центратор
В редких случаях специалисты выделяют зажим типа центратор, предназначенный для центрирования и прихватки предварительно расположенных в нужном положении труб. Также может применяться для соединения сварочных деталей.
Преимущества данного типа:
- обеспечение плотного контакта;
- гарантирует точность сварки;
- подходят для труб различных диаметров.
Недостатки:
- ограниченная сфера применения;
- высокая стоимость, по сравнению с другими типами зажимов.

[ads-pc-3][ads-mob-3]
Полезное видео
Рекомендуем посмотреть ролик, который содержит рекомендации, как продлить жизнь комплектной массы крокодила и какую лучше выбирать для покупки.
И еще один обзорчик от опытного сварщика, в котором есть некоторые хитрости.
Популярные модели
Рассмотрим популярные сварочные зажимы массы. На рынке по продаже расходных материалов для сварки представлено большое разнообразие зажимов массы как отечественного, так и зарубежного производства. Далее мы рассмотрим наиболее востребованные модели.

Зажим массы Ergus 300А Профи, производитель – Quattro Elementi (Италия). Характеристики: тип “крокодил”; доступная цена; высокое качество; небольшой вес;поддерживает ток до 300А, что отлично подойдет для домашнего мастера.

Зажим массы Skrab 27621 300А (на картинке), производство – Италия. Является одним из наиболее оптимальных вариантов для проведения работ в домашних условиях.

Популярными клеммами заземления являются модели российского производителя “Корд”. Московская компания предлагает зажимы с различным типом механизма.
Для выполнения сварочных работ в промышленных или производственных условиях рекомендуется выбирать зажим массы 500А и более.

Зажим массы Elitech 500А, производство – Китай.
Масса для сварки своими руками
Для желающих создать зажим собственными руками и сэкономить финансовые средства предлагаем ознакомиться с инструкцией.
Магнитная масса для сварки является если не наиболее распространенной, то наиболее желанной, поэтому процесс её изготовления будет показан далее.
Процесс отличается простотой, понадобится минимум инструментов, а детали могут быть под рукой.
Исполнителю понадобится: магнит; две шайбы по размеру магнита можно изготовить из листового металла; болт и гайка для зажима сварочного кабеля.
Держатель массы сварочный собирается в несколько этапов:
- у шайбы, которая будет служить контактом, сверлят отверстие, соответствующее диаметру шляпки болта;
- верхушку болта необходимо сточить до толщины шайбы;
- затем эту конструкцию сваривают и зачищают; должна получится деталь в виде гриба с ножкой из резьбы;
- магнит надевают на болт, сверху – вторую шайбу;
- в последнюю очередь на шток с резьбой крепится конец кабеля, всю конструкцию стягивают гайкой.
Такая самодельная масса для сварки будет хорошим вариантом экономии средств и подойдет для домашних мастеров. Хотя найдется и немало критиков. Что выбирать, самоделку, дешевое изделие или дорогой профессиональный инструмент, выбирайте сами.
Зачем менять полярность при сварке: простым языком
Для проведения сварки разнообразных изделий либо конструкций, сделанных из металла, при помощи постоянного тока, используются два режима – прямая и обратная полярность. В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.

Зачем менять полярность при сварке
Во время выполнения сварочных работ с использованием постоянного тока, на конце электрода возникает так называемое термическое пятно. Полюс его подключения непосредственно к сварочному аппарату (плюс или минус) влияет на температурные показатели термического пятна, от которых в свою очередь зависит весь режим проведения работ.

Например, если электрод подключен к значению плюс, тогда на его кончике появляется так называемое анодное пятно, показатель температуры которого составляет 3900 градусов по Цельсию. В случае подключения держателя к минусу, на конце возникает катодное пятно, уровень температуры которого достигает отметки в 3200 градусов по Цельсию.
У некоторых пользователей сразу же возникает вполне закономерный вопрос – зачем вообще менять полярность во время проведения работ? Отвечая на этот вопрос нужно отметить, что при разном подключении держателя (к плюсу или минусу) конец используемого электрода имеет разную температуру разогрева, что оказывает влияние на качество, а также уровень выполнения сварочных работ. В общих чертах, такая замена позволяет:
- при подсоединении держателя к минусу сильнее нагреть металлическую деталь либо заготовку, тем самым делая корень сварного шва глубже;
- при подключении держателя к плюсу более точно соединять между собой металлические детали небольшой толщины.

Стоит отметить, что обратная полярность также используется для соединения высокоуглеродистой и легированной стали. Проще говоря, она применяется в тех случаях, когда возникает необходимость приварить друг к другу металлы, которые обладают повышенным уровнем чувствительности к сильному перегреву.
Температура анодного и катодного пятна разная. Поэтому от выбранного режима напрямую зависит объем расхода используемых электродов. Например, при использовании сварочного аппарата инверторного типа и полярности обратного типа, будет наблюдаться большой расход используемых электродов.
Особенности сварки током прямой полярности
В случае подключении держателя к минусу, а свариваемой заготовки либо изделия к плюсу, существенно увеличивается коэффициент проплавления, а также возникает существенное разбрызгивание свариваемого металла. Стоит отметить, что недостатком такого режима является то, что при его применении возникает не очень стабильная электрическая дуга. Также при его применении снижается глубина самого провара. Однако при этом, в массу металлической заготовки внедряется небольшое количество углеводов.

Подключение держателя к минусу позволяет более правильно нагреть металлическое изделие. Кроме того, в этом режиме стержень у электрода нагревается гораздо меньше. Благодаря этому сварщик, во время сваривания конструкций, может пользоваться токами более высокого значения.
Режим прямой полярности оказывает непосредственное влияние на состав материалов, которые оказались внутри шва между соединенными металлическими изделиями. Как правило, при применении такого режима, в шве практически нет углерода. Однако в этом случае, в составе металла, в районе шва, наблюдается повышенная концентрация марганца, а также кремния.
Особенности сварки током обратной полярности
При проведении сварочных работ по соединению металлических изделий небольшой толщины всегда возникает большая вероятность появления так называемых прожогов. Поэтому для выполнения таких сложных, трудоемких работ, как правило, держатель сварочного аппарата подключается к плюсу, а само свариваемое изделие к минусу. При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.

Для правильного, надежного сваривания изделий, сделанных из тонкого металла, при проведении сварочных работ, дугу необходимо периодически прерывать. Проще говоря, сварочный электрод нужно выдергивать из района сварки, а затем его быстро опять поджигать.
Если необходимо сделать сварку внахлест, тогда соединяемые металлические детали следует надежно, герметично и плотно прижать друг к другу. В противном случае, при наличии даже небольшого воздушного зазора, на верхней части свариваемой детали появится прожог. Чтобы максимально надежно скрепить между собой заготовки, перед проведением сварки внахлест, рекомендуется пользоваться струбцинами либо большим грузом.
Выбор режима сварки, в первую очередь зависит от тех задач, которые ставятся перед сварщиком. Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.