Напряжение холостого хода сварочного инвертора
Практика сварочного обмана. Как не проколоться при выборе аппарата. Часть 1
Приходя в магазин или заглядывая на интернет-порталы, покупатель в первую очередь смотрит на ценник представленного оборудования, естественно ищется вариант, который был бы оптимален по соотношению стоимости и качества.
В то же время, цена не всегда является объективным критерием выбора. Именно в низшей ценовой категории лежит огромный пласт некачественного товара. В этой статье мы поговорим о технологиях, которые применяются для обмана покупателя.
Начнём с самого простого:
Завышение токовых характеристик
Часто цифры, указанные на аппаратах, в инструкциях или на коробках оборудования не имеют к реальности никакого отношения. Бывает, что обещанные и реальные значения сварочного тока расходятся на 20 а то и 50%. К примеру, вместо заявленных 200А – аппарат выдаёт только 125.
Выбирая сварочный аппарат, покупатель смотрит на верхний предел сварочного тока и сравнивает цену с конкурентами, исходя из их технических характеристик. Как вы понимаете, стоимость аппаратов на 120 и 200А – значительно отличается в пользу первого, а заплатить за него вам предлагают, как за гораздо более мощное устройство.
Профессионал никогда не покупает сварочный аппарат с теми токовыми характеристиками, которые ему нужны, т.е. если специалисту в области сварки нужен 180А источник тока, то в магазине он остановит свой выбор на 200 — 250А инверторе. Такой выбор, с одной стороны защищает покупателя от занижения характеристик, с другой — позволяет иметь запас мощности.
Производитель, зная об этой особенности выбора, периодически завышает токовые характеристики. В итоге, запас мощности, который покупатель рассчитывает получить — оказывается нулевым, зато аппарат на якобы «200А» стоит чуть дороже 180А аналога.
Ещё одна уловка маркетологов – присвоение названия аппарату с цифровым кодом, который намекает на сварочный ток, однако отношения к нему не имеет. Возьмём, к примеру, воображаемый аппарат «Дуб 250», (надеюсь такого нет), или даже «Дуб 250А» — название как бы намекает нам, что аппарат должен обладать током в 250 А, в то время, как в инструкции к инвертору обозначены 160А, но кто же читает эти бумажки? Так что, меньше внимания надписям на корпусе – больше времени изучению аппаратов.
Устраивая чехарду с характеристиками продавцы рассчитывают на поверхностные знания покупателя. Рядовой любитель сварки не сможет проверить характеристики инструмента, который планирует приобрести.
К сожалению, наши люди больше доверяет рекламе или «цифровому табло», которое частенько не имеет ничего общего с реальным током. Вот наглядное доказательство: в одном из наших видео посвящённых сравнению сварочных аппаратов мы тестировали инвертор ELAND:

При подключении аппарата к стенду статической нагрузки выяснилось, что показания амперметра на нашем аппарате и цифрового табло ELAND — расходятся на 50А(!). Многие производители устанавливают на своё оборудование не измерительные приборы, а индикаторы, которые показывают значения в зависимости от положения ручки настройки. Т.е. цифры на табло не являются показаниями амперметра — это просто цифры.
Дополнительные функции
Поводом для обмана могут быть дополнительные функции аппарата. Antistick, Hot Start, Arc Force, функция снижения напряжения VRD – они стали джентельменским набором, который заявляется почти на всех современных инверторах. Продавцы опасаются, что отсутствие какой-либо из указанных функций, может оттолкнуть покупателя, и поэтому пишут, что инвертор оснащён всем набором опций вне зависимости от того присутствуют они на аппарате или их нет.
В свою очередь многие покупатели не очень представляют, что такое, например, Горячий старт, или что скрывается за аббревиатурой VRD. Наш небольшой ликбез по ссылкам. Жмите – не стесняйтесь:
Самый распространённый вариант обмана, как вы поняли – отсутствие заявленных функций на инверторе.
Проверить их наличие, кроме Антистика и VRD, можно только в условиях лаборатории. Антизалипание проверяется продолжительным контактом электрода и свариваемой детали. При наличии данной функции, электрод не должен раскаляться докрасна: после небольшого периода нагрева – аппарат, при наличии функции Антистик, должен сбросить значение сварочного тока до минимума, и сохранить электрод пригодным к дальнейшей работе.
Наличие VRD – проверяется вольтметром, подключенным к байонетам аппарата. Значение напряжения холостого хода при включенной VRD не должно превышать безопасные для сварщика параметры: 12-18-24 Вольт, в зависимости от значений, заявленных производителем. Наличие VRD проверяется вольтметром, подключенным к байонетам аппарата.
Есть ещё более простой способ проверки, предложенный одним из владельцев AURORA MINIONE 1600. Однако пользоваться им, если Вы не уверены в наличии данной функции на аппарате, мы не рекомендуем. https://youtu.be/O_8VjgKiiJ8?t=5m58s
Напряжение холостого хода
Раз уж мы заговорили о безопасности, нельзя обойти вниманием такой параметр сварочного оборудования как напряжение холостого хода. Это «палка о двух концах», с одной стороны, чем выше напряжение, тем надёжнее будет зажигание, выше эластичность дуги, а сам процесс сварки – стабильнее. С другой стороны – высокое напряжение холостого хода ограничено требованиями безопасности сварщика. В итоге, минимальным напряжением холостого хода для источников питания сварки покрытым электродом принято считать 40 В, а максимальное значение не должно превышать 100 В (среднее значение). Проверить напряжение, как и в случае с VRD, можно вольтметром подключенным к выходным зажимам сварочного источника.
Наиболее распространённый обман – завышение значения холостого хода. Вместо 80-90 В, аппарат выдаёт всего 40, что не может не отразиться на поджиге и стабильности горения дуги.
Вы можете посмотреть данную статью на видео:
Как напряжение хх влияет на качество шва?
- Авторизуйтесь для ответа в теме
#21 слива
Точно могу сказать, УОНИ хоршо зажигаются,и повторно поджигаются на аппаратах с высоким напряжением хх (80в).
morgmail и причем тут твоя реплика- молитва помогает? А если и помогает то что будет?
Это ВЫ зря,бывает не идет,и все,помогает,и твою мать помогает.
- Наверх
- Вставить ник
#22 Nub
Точно могу сказать, УОНИ хоршо зажигаются,и повторно поджигаются на аппаратах с высоким напряжением хх (80в).
- Наверх
- Вставить ник
#23 слива
Это следствие недорогого аппарата у которого ток в паузах может падать до нуля (режим прерывистого тока силовой части инвертора), тогда вступает в силу напряжение холостого как и у обычного выпрямителя.
Согласен,я по факту (и про вд тоже).
А дорогие аппараты хазяина покупать не хочет.
- Наверх
- Вставить ник
#24 Александр Козлов
Ответственная работа -длительная работа (ПВ аппарата на необходимом для выполнения задачи токе должно быть 100%), иначе в самый неподходящий момент аппарат может уйти в защиту. Чем выше напр.ХХ- тем лучше поджиг . Сомневаюсь про качество шва и глубину проплавления. Не зря на пачке ответственный производитель указывает напр.ХХ минимальное для работы с данными электродами. Так например если на пачке ХХ 75V , то шов сваренный аппаратом с ХХ что 75V что 80V будет одинаковым. Отличаться будет шов сваренный аппаратом с ХХ менее 75V(брызги и т.д). Как то так.
Наш сайт— http://esva.by/ Мы не волшебники, но кое-что могём.
- Наверх
- Вставить ник
#25 serg1974
- Наверх
- Вставить ник
#26 Nub
Не зря на пачке ответственный производитель указывает напр.ХХ минимальное для работы с данными электродами.
Не зря конечно, но ГОСТ по которому они маркируются 70 лохматых годов когда слаще трехфазного выпрямителя был только сварочный генератор. Термина сварочный инвертор тогда даже не было. ИМХО желательно брать аппарат с напряжением холостого повыше, так как будет некоторая страховка от убогой системы управления не способной обеспечить динамику напряжения необходимую для работы электродами с основным покрытием, если точно известно, что алгоритм управление хороший напряжение холостого неважно. Особый случай сварка сосудов внутри или работа во влажной среде, там аппарат должен быт с отсекателем напряжения и тогда напряжение холостого хода вообше не приделах.
Сообщение отредактировал Nub: 02 Февраль 2014 21:30
- Наверх
- Вставить ник
#27 Рудольф Шнапс
После зажигания сварочной дуги ванна забывает о напряжении холостого хода, дальше работает только вольт-амперная характеристика в области сварочного тока и напряжения дуги. И ничего другого быть не может. По этой причине напряжение холостого хода просто не может влиять на качество сварочного шва. У моего аппарата напряжение ХХ всего 50В, зато УОНИ поджигает гораздо лучше Ресанты, у которой этот параметр 80В. И при поджиге рутиловых электродов по умеренной ржавчине проблем не возникает. А чтоб УОНИ зажигались хорошо, надо уметь их поджигать чирком, а не тычком, и зачищать место сварки до чистого металла, как того требует сварочная наука. И никаких домомучений.
Вдохновлён сталью, бетоном и золотым сечением.
- Наверх
- Вставить ник
#28 chegevarik
После зажигания сварочной дуги ванна забывает о напряжении холостого хода, дальше работает только вольт-амперная характеристика в области сварочного тока и напряжения дуги. И ничего другого быть не может. По этой причине напряжение холостого хода просто не может влиять на качество сварочного шва. У моего аппарата напряжение ХХ всего 50В, зато УОНИ поджигает гораздо лучше Ресанты, у которой этот параметр 80В. И при поджиге рутиловых электродов по умеренной ржавчине проблем не возникает. А чтоб УОНИ зажигались хорошо, надо уметь их поджигать чирком, а не тычком, и зачищать место сварки до чистого металла, как того требует сварочная наука. И никаких домомучений.
Но ведь косяки как раз чаще и бывают в начале и в конце шва )))
- Наверх
- Вставить ник
#29 Рудольф Шнапс
chegevarik, а для этого и придуманы технологические пластины, на которых сварщик начинает шов и его заканчивает. Обычно это стартовые поры и непровар в начале шва и кратер в конце шва.
Применение технологических планок решает обе эти проблемы.
Чтоб не было проблем с нечётким зажиганием дуги, нужно зачищать металл и использовать хорошие электроды. От начального непровара напряжение холостого хода не спасает, это удел горячего старта, который на профессиональных аппаратах часто регулируемый.
Сообщение отредактировал Рудольф Шнапс: 02 Февраль 2014 22:03
Вдохновлён сталью, бетоном и золотым сечением.
- Наверх
- Вставить ник
#30 chegevarik
chegevarik, а для этого и придуманы технологические пластины, на которых сварщик начинает шов и его заканчивает.
Не всегда есть возможность их применить )))
- Наверх
- Вставить ник
#31 Рудольф Шнапс
chegevarik, тогда учитесь варить. У меня не получается на толстом металле сделать качественное начало шва. Это удел крутых дядек.
Вдохновлён сталью, бетоном и золотым сечением.
- Наверх
- Вставить ник
#32 chegevarik
chegevarik, а для этого и придуманы технологические пластины, на которых сварщик начинает шов и его заканчивает. Обычно это стартовые поры и непровар в начале шва и кратер в конце шва.
Применение технологических планок решает обе эти проблемы.
Чтоб не было проблем с нечётким зажиганием дуги, нужно зачищать металл и использовать хорошие электроды. От начального непровара напряжение холостого хода не спасает, это удел горячего старта, который на профессиональных аппаратах часто регулируемый.
горячий старт это не форсаж дуги случайно ?
chegevarik, тогда учитесь варить. У меня не получается на толстом металле сделать качественное начало шва. Это удел крутых дядек.
Я думаю все на этом форуме присутствующие к этому и стремятся ))) Иначе зачем тогда он создавался ?
- Наверх
- Вставить ник
#33 Рудольф Шнапс
chegevarik, вы задаёте столь избитые вопросы, что.
Горячий старт- это кратковременное увеличение сварочного тока в момент розжига сварочной дуги. Для более уверенного прогрева металла инверторный аппарат накидывает ток, а потом уменьшает его до рабочего значения, которое сварщик выставляет крутилочкой.
Форсаж дуги проявляется в процессе работы. Напряжение в дуге линейно зависит от её длины (с высокой точностью в пределах реалистичной картины). При уменьшении длины дуги напряжение падает, следовательно, уменьшается тепловлажение в зону сварки. Так вот чтоб не произошло угасание сварочной дуги, аппарат увеличивает силу тока.
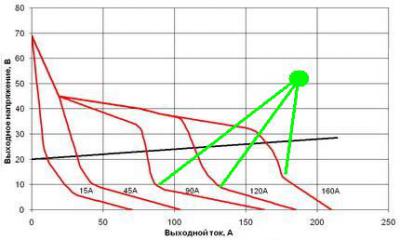
На картинке показана ВАХ Форсажа-161 (взял на сайте ГРПЗ). Стрелочками показаны точки, когда включается форсаж дуги. Из графика видно, что форсаж включается при падении напряжения в дуге до примерно 10В, хотя рабочее напряжение больше 20В.
Прикрепленные изображения
Вдохновлён сталью, бетоном и золотым сечением.
ДОМОСТРОЙСантехника и строительство
- Главная
- Связаться с нами
- Четверг, 12 декабря 2019 1:08
- Автор: Sereg985
- Прокоментировать
- Рубрика: Строительство
- Ссылка на пост
- https://firmmy.ru/
Можно провести испытание сварочного инвертора на что он способен. Берем самый доступный сварочный инвертор TIG. Приведу пример аппарата на фото там IN 256T/ IN 316T.

Если посмотреть таблицу там указано где находится холостой ход в виде индикации. На таких аппаратах холостой ход запрограммирован компьютером. Когда вы выбираете нужный режим автоматически выставляется холостой ток. Его можно проверить обычным вольтметром именно на концах силовых проводов в включенном состоянии. То есть на держаке и крокодиле. Падение напряжения не должно отклонятся, при зажигании дуги и сварки, более чем на пять вольт.
К примеру ели китайский бюджетник там вы вообще не найдете информации о холостом ходе. Плюс еще Амперы завышены по показателям. На самом деле некоторые даже электроды уони 13/55 не потянут. А все почему? Этим электродом нужен холостой ток 70 вольт при 80 амперах. А такие сварочные аппараты устроены таким образом что при увеличении силы тока возрастает и напряжение. Другими словами при самом большом токе выдадут они вам 90 вольт. Напряжением еще до вторичной обмотки управляет блок, который преобразует высокое напряжение в первичной обмотки. Потом под воздействием электромагнитной силы передается на вторичную обмотку. Напряжение снятое с нее переходит дальше. Если на входе первичной обмотки мало напряжение то и на выходе будет низкое.
Рассмотрим примитивный ВД-306М У3. На малых токах 70-190 А напряжение 95 вольт плюс минус 3 вольта. На больших токах 135-325 А холостой ток 65 вольт плюс минус 3 вольта. При этом он стабилен во всех диапазонах силы тока. Как рукоятку не крути и меняй амперы сколько душе угодно холостой холостой ход не убавится.

Я к чему это веду если сварочный инвертор плохо варит на малых токах у вас причина в блоке управления описанная выше. Как некоторые говорят ставьте дополнительный дроссель или на выходе балластник. Силу тока выкручиваем на полную и регулируем уже на балласте. Лишние амперы возьмет на себя а холостой ход останется не измененным.
Сами ради интереса проверьте свой сварочный аппарат. Киньте щупы от вольтметра на силовые кабеля и попробуйте варить. Увидите как падает напряжение. Сам лично варил в домашней сети инвертором интерскол 250А электродами 3мм УОНИ 13/45 с обратной полярностью. Как только не крутил амперы так толком и не смог их разжечь, зато МР-3 горят будь здоров от первого прикосновения.
Читайте в паспорте при покупке оборудования сколько холостого тока выдает аппарат и на каких токах. Если это не профессиональное оборудование холостой ход вы ни как не отрегулируете. Если не метод описанный выше. На самом корпусе агрегата вы навряд ли найдете такую информацию. Производители обычно ее скрывают громкими названиями и силой тока.
Вопрос:
Ответ:
Среди характеристик сварочных инверторов есть несколько важных показателей. Это напряжение питающей электросети (220 или 380 Вольт), диапазон выдаваемого тока (от 10 до 600 Ампер), имеющиеся функции, вес и габариты аппарата, а также напряжение холостого хода.
Эта характеристика показывает нам, с каким напряжением ток выходит на электрод после того, как пройдет все стадии преобразования после электросети. Напомним, что из электросети по питающему кабелю ток поступает на первый преобразователь, оттуда он выходит уже постоянным и идет на фильтр, а затем на второй преобразователь. В итоге мы снова получаем переменный ток с частотой не 50 Гц, а 20-50 кГц. Затем следует понижение входного напряжения с одновременным повышением силы тока. В итоге мы получаем выходное напряжение 55-90 Вольт и силу, которую можно регулировать в заданном для каждой конкретной модели диапазоне.
Вот это выходное напряжение и является напряжением холостого хода. От него зависит два момента:
• Безопасность инструмента для владельца;
• Легкость поджигания сварочной дуги.
Чем выше будет напряжение холостого хода, тем легче будет зажечь сварочную дугу инвертора. Казалось бы, стоит тогда покупать инверторные аппараты с высоким показателем напряжения холостого хода. Но высокое напряжение достаточно опасно для человека в случае соприкосновения, поэтому его далеко не всегда делают высоким. Если же вы все-таки хотите, чтобы зажигать дугу было легко, то стоит выбрать сварочный инвертор с высоким напряжением, но с дополнительно установленной функцией защиты, которая автоматически снижает напряжение до безопасного для человека уровня в том случае, если существует риск для пользователя, а затем возвращает уровень назад.
Если Вы ещё не выбрали сварочный инвертор, то среди бытовых моделей обратите внимание на сварочные аппараты Аврора и инверторы Blueweld, из полупрофессиональных моделей можно порекомендовать сварочные аппараты Foxweld и ММА-оборудование Сварог, «профессионалы» хороши из сварочных аппаратов Kemppi и ММА-инверторов EWM. Это оборудование есть у нас на сайте в каталоге и его можно приобрести с доставкой в любой уголок России.
Приходя в магазин или заглядывая на интернет-порталы, покупатель в первую очередь смотрит на ценник представленного оборудования, естественно ищется вариант, который был бы оптимален по соотношению стоимости и качества.
В то же время, цена не всегда является объективным критерием выбора. Именно в низшей ценовой категории лежит огромный пласт некачественного товара. В этой статье мы поговорим о технологиях, которые применяются для обмана покупателя.
Начнём с самого простого:
Завышение токовых характеристик
Часто цифры, указанные на аппаратах, в инструкциях или на коробках оборудования не имеют к реальности никакого отношения. Бывает, что обещанные и реальные значения сварочного тока расходятся на 20 а то и 50%. К примеру, вместо заявленных 200А – аппарат выдаёт только 125.
Выбирая сварочный аппарат, покупатель смотрит на верхний предел сварочного тока и сравнивает цену с конкурентами, исходя из их технических характеристик. Как вы понимаете, стоимость аппаратов на 120 и 200А – значительно отличается в пользу первого, а заплатить за него вам предлагают, как за гораздо более мощное устройство.
Профессионал никогда не покупает сварочный аппарат с теми токовыми характеристиками, которые ему нужны, т.е. если специалисту в области сварки нужен 180А источник тока, то в магазине он остановит свой выбор на 200 — 250А инверторе. Такой выбор, с одной стороны защищает покупателя от занижения характеристик, с другой — позволяет иметь запас мощности.
Производитель, зная об этой особенности выбора, периодически завышает токовые характеристики. В итоге, запас мощности, который покупатель рассчитывает получить — оказывается нулевым, зато аппарат на якобы «200А» стоит чуть дороже 180А аналога.
Ещё одна уловка маркетологов – присвоение названия аппарату с цифровым кодом, который намекает на сварочный ток, однако отношения к нему не имеет. Возьмём, к примеру, воображаемый аппарат «Дуб 250», (надеюсь такого нет), или даже «Дуб 250А» — название как бы намекает нам, что аппарат должен обладать током в 250 А, в то время, как в инструкции к инвертору обозначены 160А, но кто же читает эти бумажки? Так что, меньше внимания надписям на корпусе – больше времени изучению аппаратов.
Устраивая чехарду с характеристиками продавцы рассчитывают на поверхностные знания покупателя. Рядовой любитель сварки не сможет проверить характеристики инструмента, который планирует приобрести.
К сожалению, наши люди больше доверяет рекламе или «цифровому табло», которое частенько не имеет ничего общего с реальным током. Вот наглядное доказательство: в одном из наших видео посвящённых сравнению сварочных аппаратов мы тестировали инвертор ELAND:

При подключении аппарата к стенду статической нагрузки выяснилось, что показания амперметра на нашем аппарате и цифрового табло ELAND — расходятся на 50А(!). Многие производители устанавливают на своё оборудование не измерительные приборы, а индикаторы, которые показывают значения в зависимости от положения ручки настройки. Т.е. цифры на табло не являются показаниями амперметра — это просто цифры.
Дополнительные функции
Поводом для обмана могут быть дополнительные функции аппарата. Antistick, Hot Start, Arc Force, функция снижения напряжения VRD – они стали джентельменским набором, который заявляется почти на всех современных инверторах. Продавцы опасаются, что отсутствие какой-либо из указанных функций, может оттолкнуть покупателя, и поэтому пишут, что инвертор оснащён всем набором опций вне зависимости от того присутствуют они на аппарате или их нет.
В свою очередь многие покупатели не очень представляют, что такое, например, Горячий старт, или что скрывается за аббревиатурой VRD. Наш небольшой ликбез по ссылкам. Жмите – не стесняйтесь:
Самый распространённый вариант обмана, как вы поняли – отсутствие заявленных функций на инверторе.
Проверить их наличие, кроме Антистика и VRD, можно только в условиях лаборатории. Антизалипание проверяется продолжительным контактом электрода и свариваемой детали. При наличии данной функции, электрод не должен раскаляться докрасна: после небольшого периода нагрева – аппарат, при наличии функции Антистик, должен сбросить значение сварочного тока до минимума, и сохранить электрод пригодным к дальнейшей работе.
Наличие VRD – проверяется вольтметром, подключенным к байонетам аппарата. Значение напряжения холостого хода при включенной VRD не должно превышать безопасные для сварщика параметры: 12-18-24 Вольт, в зависимости от значений, заявленных производителем. Наличие VRD проверяется вольтметром, подключенным к байонетам аппарата.
Есть ещё более простой способ проверки, предложенный одним из владельцев AURORA MINIONE 1600. Однако пользоваться им, если Вы не уверены в наличии данной функции на аппарате, мы не рекомендуем. https://youtu.be/O_8VjgKiiJ8?t=5m58s
Напряжение холостого хода
Раз уж мы заговорили о безопасности, нельзя обойти вниманием такой параметр сварочного оборудования как напряжение холостого хода. Это «палка о двух концах», с одной стороны, чем выше напряжение, тем надёжнее будет зажигание, выше эластичность дуги, а сам процесс сварки – стабильнее. С другой стороны – высокое напряжение холостого хода ограничено требованиями безопасности сварщика. В итоге, минимальным напряжением холостого хода для источников питания сварки покрытым электродом принято считать 40 В, а максимальное значение не должно превышать 100 В (среднее значение). Проверить напряжение, как и в случае с VRD, можно вольтметром подключенным к выходным зажимам сварочного источника.
Наиболее распространённый обман – завышение значения холостого хода. Вместо 80-90 В, аппарат выдаёт всего 40, что не может не отразиться на поджиге и стабильности горения дуги.
Как замерить напряжение холостого хода сварочного инвертора?
Добрый день. Подскажите, как замерить напряжение холостого хода сварочного инвертора? У меня GYSmi 161, по паспорту 75 вольт.. но что-то берут смутные сомнения. За ранее спасибо.
Осциллографом. Или приборами, измеряющими методом True RMS.
А это что такое? А осцилографом чё куда совать?
Да какие там ТруЭРМэЭсы, какие осциллографы? Тыкние обычный тестер китайский да померяйте постоянку. Делов то. Это ж не генератор СВЧ, а всего-навсего источник ПОСТОЯННОГО тока. А присутствующие на его выходе всплески и неравномерность выходного напряжения — следствие недостаточно полного сглаживания (фильтрации).
Правда, некоторые инверторы на холостом могут в целях безопасности понижать напряжение. Но это явно не Ваш случай.
moskow написал :
А осцилографом чё куда совать?
moskow написал :
как замерить напряжение холостого хода сварочного инвертора?
Один щуп прибора на выходную клемму «+», второй, соответственно — на «-«.
Константин М написал :
Тыкние обычный тестер китайский да померяйте постоянку.
А лучше несколько «обычных» (т.е. дешевых) китайских тестеров — все покажут разное напряжение. 
Всем большое спасибо!
Константин М написал :
Тыкние обычный тестер китайский да померяйте
Только ничему не удивляйтесь!
avaks написал :
Только ничему не удивляйтесь!
Действителльно удивился, замерял китайским тестером показывает от 75 до 90, такие показатели у PICO 162, так он на порядок выше.
Ну вот, Moskow, Вы и узнали напряжение холостого хода своего инвертора. 
А Вы думали — там строгая прямая?
А если бы Вы воспользовались осциллографом, то ещё больше бы удивились. 
Ну увидели Вы там какую нибудь кривулину, и что дальше? Как трактовать?
И, что главное, ЗАЧЕМ?
Затем, штоб узнать, что в инверторной сварочной технике напряжение хх не такой важный параметр, как у трансформатора. Может быть его даже и почти нет хх, скажем какие- нибудь 10В дежурной напруги. а динамические свойства, продуманные законы управления, позволяют свободно жечь УОНю, а сварочнег с 80В нифига вапще не жгет этой УОНей.
Константин М ХХ в инвертерах основной показатель возможности использовать разные электроды в работе. При низком ХХ вы замучаетесь работать с УОНИ. На своем САИ я смотрел осцилографом. Чистейшая постоянка.
купил ARC 209B посмотрел осциллографом на выходных ключах,а там меандр и не меняется при регулировке тока правда на холостом ходу-так и должно быть?мб блокировка потоку нагрузки? варить пока не могу тк в гор квартире,
всезнайка написал:
купил ARC 209B посмотрел осциллографом на выходных ключах,а там меандр и не меняется при регулировке тока правда на холостом ходу-так и должно быть?мб блокировка потоку нагрузки? варить пока не могу тк в гор квартире,
всезнайка , Это наверное Сварог с бсн? Вот осцилограф и показывает бсн. Я измерял бытовым мультиметром, а накрузку делал из расствора чайной ложки соли в поллитровой баночке и двух металических пластин.
Виталий С 31 написал:
накрузку делал из расствора чайной ложки соли
Хлор — ядовитый газ, вызывает удушье, Лучше сода
Основные характеристики сварочного инвертора
Максимальный диаметр электрода
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.

Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.

Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.

Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.

На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.

Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами»

Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.

Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.

Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.

В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP

Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации

Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.