Нет напряжения на выходе сварочного инвертора
Ремонт сварочного инвертора своими руками
Сварочный аппарат является неотъемлемым инструментом при проведении монтажных работ, где задействован металлопрофиль. На смену тяжелым трансформаторным пришли инверторные сварочники. Они имеют небольшой вес и более мобильны, поэтому полюбились многим мастерам. Во время эксплуатации могут происходить типичные и нетипичные поломки, поэтому важно знать, можно ли провести ремонт сварочного инвертора своими руками. Что для этого нужно и как проходит процесс устранения неполадок, будет рассмотрено в этой статье.

Чем отличается сварочный инвертор
Инверторный сварочный аппарат получил свое название в силу того, какие в схеме происходят преобразования. Сетевой ток, который поступает в него имеет частоту в 50 Гц, это означает, что импульс изменяется 50 раз в секунду. На выходе из инверторного сварочника частота тока близка к постоянному, т. е. происходит процесс выравнивания. Чтобы добиться этого применяется несколько модулей, которые собраны в одну или несколько схем. На входе находится первичный блок, который производит выравнивание, он состоит из диодного моста. После предварительного выпрямителя ток попадает на блок инвертора. Здесь в дело вступают транзисторные ключи, он обеспечивают преобразование постоянного тока в высокочастотный, максимальное его значение достигает 100 кГц.

Высокочастотный ток поступает из транзисторной сборки на трансформатор. В этом блоке монтируется высокочастотный трансформатор, который понижает напряжение. При этом производится повышение силы тока, что важно для нормального горения электрода. В отдельных моделях инверторный сварочных аппаратов сила тока на выходе может достигать 300 ампер. Заключающим модулем является еще один выпрямительный модуль, после которого ток уходит к электродам. Этот модуль также собран на диодном мосте. При этом используются полупроводники большой мощности. Кроме основных элементов, есть и дополнительные, например, вся электроника нуждается в постоянном охлаждении, поэтому предусмотрен высокооборотистый вентилятор, который обеспечивает воздухообмен.
Причины неисправностей

Львиная доля поломок инверторных сварочных аппаратов приходится на неправильную их эксплуатацию. В некоторых случаях инверторный сварочный аппарат может храниться в ненадлежащем помещении, где есть повышенная влажность. Если она попадает на электронику, то это приведет к замыканию компонентов и выходу их из строя. Также не стоит использовать сварочный инверторный аппарат во время дождя или сразу после него. Каждый инверторный сварочный аппарат рассчитан на номинальную нагрузку и ее превышение может привести к выходу из строя силовых модулей. Такая причина может, например, крыться в обработке металла большой толщины высокими токами. Это приведет к перегреву и прогоранию транзисторных сборок или других элементов.
Большинство инверторных сварочных аппаратов отлично справляются с пониженным напряжением, но в некоторых случаях оно может стать причиной выхода из строя одного из модулей. Стоит помнить, что при пониженном напряжении мощность инверторного агрегата также падает, что понижает его КПД, т. к. часть мощностей расходуется на повышение тока на выходе. В некоторых случаях причиной поломки может стать некачественное закрепление рабочего или подводящего кабеля. Если контакт ненадежный, тогда в этих узлах возникает перегрев, из-за которого также возможно возникновение замыкания. Недостаточное охлаждение в силу выхода из строя вентилятора или прикрытия вентиляционных отверстий также приводит к выходу из строя схемы.
Распространенные неисправности
Существует ряд неисправностей, с которыми сталкиваются при работе с инверторным сварочным аппаратом. Они устраняются довольно просто, поэтому на них стоит остановиться подробнее.
Неустойчивая дуга
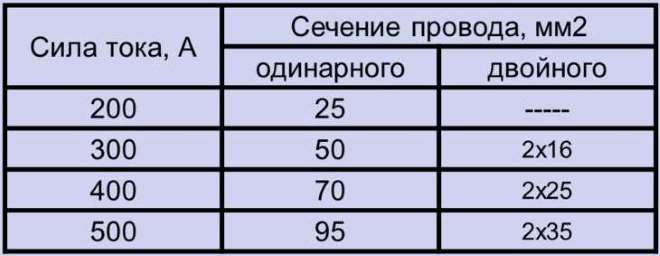
Неустойчивость дуги у инверторного сварочного аппарат может проявляться в разбрызгивании металла или прожигании обрабатываемой поверхности. Причиной тому является неверный подбор силы тока на выходе для толщины конкретного металла и электрода. Некоторые производители электродов указывают на упаковках, какой ток может быть применен для конкретного электрода. Подходящее значение можно выбрать экспериментальным путем, просто покрутив ручку в меньшую сторону. Если есть уверенность в правильности показаний тока на выходном дисплее инверторного сварочного аппарата, тогда можно воспользоваться таблицей, которая приведена ниже.

В некоторых случаях может наблюдаться частое прилипание электрода к заготовке. Такое явление обычно наблюдается у новичков, которые не имеют достаточного опыта работы с инверторным сварочным аппаратом. Но есть и другая причина такого процесса, она заключается в пониженном напряжении на входе. При этом агрегат не способе выдать требуемую силу тока для конкретного электрода, он разогревается и просто прилипает, а дуга даже не начинает горение. Также стоит проверить надежность подключения рабочих кабелей. В некоторых случаях плохой контакт может стать причиной прилипания электрода к поверхности заготовки.
Устранить недостаток можно чисткой байонетных креплений рабочих кабелей. Для этого можно воспользоваться растворителем или мелкой наждачной бумагой. Важно проверить удлинитель, которым сварочный агрегат подключен к сети питания. Если сечение проводника заужено, то оно может быть причиной падения напряжения. Выявить это можно по нагреву кабеля. Обычно для таких целей подбирается удлинитель с сечением кабеля не меньше 2,5 мм 2 . Также стоит помнить, что при длине свыше 30 метров на проводниках наблюдаются потери, поэтому необходимо либо большее сечение, либо меньшая длина. Еще одной причиной прилипания электрода является качество и подготовка заготовок для сваривания. Если на них есть большое количество ржавчины, тогда перед работой ее лучше счистить шлифовальной машинкой. Ниже приведена таблица, которая позволит подобрать сечение провода и номинал автомата для конкретной силы тока сварочника.
Нет тока на выходе
Проблема может проявляться в том, что питание в сети есть, а тока на выходе из инверторного агрегата нет, хотя все сигнальные огни могут светиться. В этом случае стоит обратить внимание на состояние агрегата. Если на панели управления загорелась лампочка рядом с пиктограммой термометра, тогда аппарат просто перегрелся. Поэтому стоит выждать время, пока вентилятор достаточно охладит внутренние компоненты. Важно внимательно осмотреть рабочие кабеля, если на них есть следы перебития или сильного изгиба, то такую проблему сразу стоит локализовать, заменив кабель или вырезав поврежденную часть.
Внезапное выключение

Другой неприятной неисправностью, которая может возникнуть во время ответственного процесса, является произвольное выключение сварочного агрегата. Проблема может заключаться не в самом сварочном аппарате, а в автоматическом выключателе, который установлен в сети питания. При превышении допустимой силы тока при потреблении он срабатывает, прекращая подачу. В некоторых случаях из строя может выйти предохранитель самого сварочного агрегата. Это происходит из-за резких всплесков в сети питания. Жучок можно поставить, если задача срочная, но лучше заменить предохранитель на новый.
Внезапное отключение может произойти и после продолжительной работы. Это может говорить о несоблюдении режима сварка-отдых. Если это так, то срабатывает температурный датчик, который просто прекращает подачу в силу перегрева. Насильно работу продолжить не удастся, поэтому потребуется выждать период остывания.
Другие неисправности

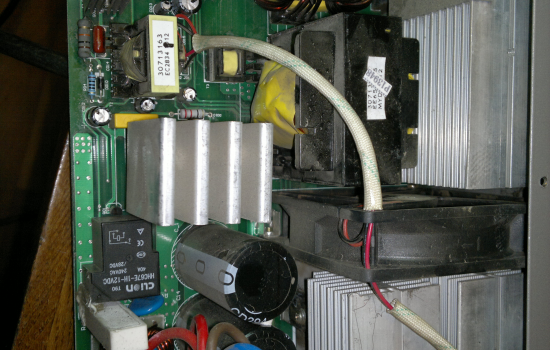
Есть и другие поломки, которые не имеют внешних проявления. Для их выявления есть общий алгоритм, которого следует придерживаться. Первым делом сварочный агрегат осматривается визуально. Выявляются повреждения корпуса, а также следы прогаров, которые могут возникнуть при коротком замыкании. Далее зажимаются все разъемные соединения и проверяются регуляторы и выключатели. Инспектируется предохранитель сварочного агрегата. Он не всегда имеет вид прозрачной колбы с нитью. Если проблема не была устранена, тогда потребуется дальнейший осмотр после разборки. Металлический корпус демонтируется, чтобы был доступ к внутренним компонентам. Их также необходимо осмотреть визуально.
Неисправные элементы, обычно, сразу бросаются в глаза. Это могут быть вспухшие конденсаторы или расплавившиеся элементы. Стоит обратить внимание на потемнения, которые есть на плате. В некоторых случаях элемент внешне может выглядеть нормально, но на самом деле быть неисправным. Далее проверяется наличие напряжений, которые должны быть на схеме. Проверяется наличие напряжение на входе и после каждого блока. Для этого понадобится качественный мультиметр, который способен выдерживать большие токи. Когда выявлен виновный блок, необходимо произвести прозвонку и замеры каждого отдельного элемента, чтобы вычислить виновника. В этом отношении самым доступным и простым может оказаться ремонт сварочного инвертора Ресанта. На сварочники фирмы Ресанта 220 и другие есть много схем в свободном доступе, по которым можно определиться со строением. Несколько видео о ремонте инверторного агрегата можно посмотреть ниже.
Резюме
Самостоятельный ремонт инверторного сварочного аппарат подразумевает наличие основных знаний по схемотехнике, электронике и законами физики. В противном случае будет сложно разобраться с основными компонентами и причинами их выхода из строя. В большинстве случаев выход из строя каких-либо компонентов инверторного сварочника обусловлен неисправностью других компонентов, которые явно не проявляют недостатков.
Нет напряжения на выходе сварочного инвертора
. можно сделать — это отнести в контору, где их починяют, а не доламывать его, тогда ремонт встанет дороже.
на крайняк можно спросить ТУТ или ТУТ, но скорей всего ответ будет схожим.
JLCPCB, всего $2 за прототип печатной платы! Цвет — любой!
Зарегистрируйтесь и получите два купона по 5$ каждый:https://jlcpcb.com/cwc
Ну спасибо за помощь. Удружил. Только вот на других форумах я не сижу. Я поклонник радио котэ.
посчитал цепочку Rt и Ct для uc3846n и по расчету вышло 100 кгц. но не как не 400 кгц. Так что еду за конденсаторами и uc3846. и прихвачу tl084 на всякий случай. но скажу честно. мне ой как не верится что это шим контроллер виноват. но не вериться и все. но тем не менее надо проверить и эту версию
Сборка печатных плат от $30 + БЕСПЛАТНАЯ доставка по всему миру + трафарет
_________________
Вы не знаете в какой концлагерь нас везут? Не. не знаю. я политикой не интересуюсь.
При замене в современном автомобиле электромеханических реле на интеллектуальные силовые ключи PROFET производства Infineon необходимо учитывать особенности их коммутации по сравнению с «сухими контактами» реле, а также особенности управления с их помощью различными типами нагрузок.
Вебинар посвящен проектированию и интеграции встроенных и внешних антенн Quectel для сотовых модемов, устройств навигации и передачи данных 2,4 ГГц. На вебинаре вы познакомитесь с продуктовой линейкой и способами решения проблем проектирования. В программе: выбор типа антенны; ключевые проблемы, влияющие на эффективность работы антенны; требования к сертификации ОТА; практическое измерение параметров антенн.

все как зря но как то так


канал А и канал В соответственно. странно что частоты разнятся
_________________
Вы не знаете в какой концлагерь нас везут? Не. не знаю. я политикой не интересуюсь.
и что же мне делать? мне принесли на ремонт и самому идти в ремонт что бы починили? там денег сдерут. я еще и в минусе останусь
идти в ремонт это немыслимо. и вернуть не рабочую тоже. сам сделаю нафиг
_________________
Вы не знаете в какой концлагерь нас везут? Не. не знаю. я политикой не интересуюсь.
_________________
Хоть оптика и увеличивает изображения но, глядя через оптический прицел, все проблемы мельчают.
ну ну. вот хочу пробник хамелион собрать. да все не как не соберусь. хороший был бы помощник в данном деле. чего вы думаете у меня знаний нет? я понимаю не детально конечно но принципы осознаю. поэтому начинаю проверять основываясь на том что знаю. мультиметр есть конечно. даже три штуки. два цифровых и один стрелочный. цифровые сжигал. но потом чинил их. работают отлично.
а по делу. схемы данного сварочника постараюсь поискать. если нет то постараюсь составить. но будет сложно. постараюсь основной модуль управления перерисовать. но сначала попробую заменить шим. не нравится мне то что выходные транзисторы целы а нет тока.
ну что уважаемые котэ. я искал причину и похоже я ее нашел. 16 вывод UC3846n (External shutdown signal input) Вход внешнего сигнала отключения. Он подключен к ОУ tl084 к одному из четырех каналов. И я проверяю ОУ и выходит что ОУ по положительному сигналу на инвертирующем входе не притягивает к минусу питания. Выходит что на 16 ножке ШИМ контроллера постоянно положительное питание. наверно дело все таки в этом. Как вы думаете? 
_________________
=========
Правила Форума ЗДЕСЬ _____ Правила раздела БАЗАР ЗДЕСЬ _____ Если вы продаете, прочтите ЗДЕСЬ
Редко появляюсь. Если вопрос не личного характера пользуйтесь кнопкой «!» .
_________________
Вы не знаете в какой концлагерь нас везут? Не. не знаю. я политикой не интересуюсь.
Часовой пояс: UTC + 3 часа
Кто сейчас на форуме
Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 37
Как отремонтировать сварочный инвертор своими руками
Инверторные сварочные устройства набрали большую популярность сегодня благодаря своей эффективности, компактности и мобильности. Но, как и с другим оборудованием, чем чаще использовать сварочный инвертор, тем быстрее он выйдет из строя. А если использовать неправильно, то жизненный цикл закончится еще раньше. Однако, это не значит, что устройство требуется сразу менять, если оно не варит, иногда можно попробовать исправить мелкие неполадки самостоятельно. В этом материале подробнее о самостоятельном ремонте сварочных инверторов.

Устройство сварочного инвертора
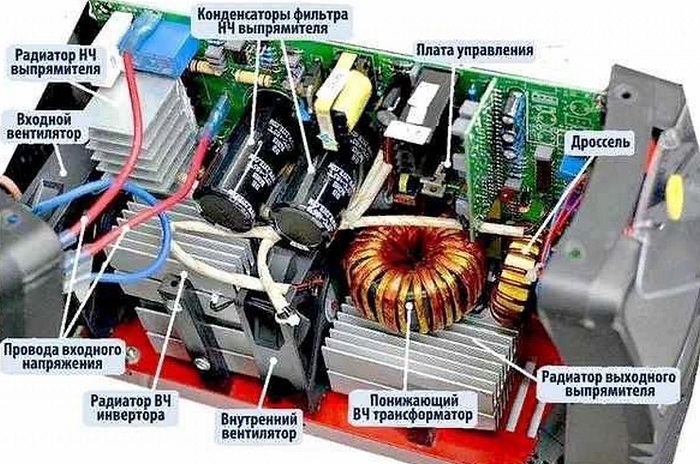
Перед тем, как говорить о ремонте сварочного инвертора, нужно изучить обычный состав этого аппарата, чтобы знать, какие детали наиболее подвержены поломкам. Так, внутри сварочного инвертора обязательно будут:
- Первичный выпрямительный блок. Это диодный мост в начале всей цепи. На него напряжение попадает в первую очередь, поэтому к нему подключен радиатор, чтобы выпрямитель не нагревался. Радиатор охлаждается вентилятором, также предусмотрен термодатчик, не позволяющий блоку нагреваться до 90°C.
- Конденсаторный фильтр. Состоит из пары конденсаторов, которые подключаются к выпрямительному блоку, чтобы снижать влияние пульсаций переменного тока.
- Подавляющий помехи фильтр. Расположен перед выпрямителем сварочного инвертора, чтобы устранять электромагнитные помехи.
- Инвертор. Он преобразует переменный ток в постоянный. Устройства с такими инверторами могут быть двухтактными полумостовыми или просто мостовыми. Отличаются они количеством транзисторов, их может быть 2 или 4. Чем больше транзисторов, тем мощнее сварочный аппарат, но тем он и дороже. Транзисторы ставят на радиаторы для дополнительной защиты от перегрева, а перед ними самими еще размещается RC-фильтр.
- Высокочастотный трансформатор. Ставится после инвертора, чтобы снизить высокочастотное напряжение. Это позволило не просто снизить потери мощности, но и сделать сам сварочный инвертор компактнее.
- Вторичный выходной выпрямитель. Это мост с диодами, реагирующий на высокочастотный ток. У него тоже есть радиаторы, защищающие от перегрева, а также RC-фильтры, не дающие скачкам напряжения влиять на оборудование. На выходе здесь есть две клеммы из меди, чтобы подключить кабель массы и силовой кабель.
- Плата управления. Чтобы управлять всеми операциями сварочного инвертора нужна система с микропроцессором, которая будет контролировать работу всего устройства с помощью разнообразных датчиков. Микропроцессор способен подобрать параметры тока под разные металлы, экономить электроэнергию и дозировать нагрузку.
- Реле плавного пуска. С ним во время запуска инвертора не сгорают диоды.
Сварочные инверторы могут работать как от обычной электросети, так и от трехфазной. Это зависит от модели устройства.
Инверторные сварочные устройства сложнее трансформаторных, поэтому для ремонта пригодятся знания электротехники.
Частые неисправности и способы устранения
Разобравшись с функциями основных компонентов, будет проще понять, какие неисправности сварочных инверторов распространены и как проводить их ремонт. О самых частых поломках подробнее далее.
Не включается
Если сварочный инверторный аппарат вообще не включается, то ремонт скорее всего требуется сетевому кабелю. Чтобы узнать наверняка, нужно снять кожух с устройства и прозвонить все провода кабеля, обычно этого достаточно, чтобы найти разрыв.
Но если кабель будет в порядке, проблема может быть в дежурном источнике питания, здесь поможет только профессиональный ремонт.
Нестабильная сварочная дуга
Если вдруг инвертор варит рывками и стреляет, возможно, у него неправильно настроена сила тока и она не подходит под диаметр электрода. Иногда на упаковке с электродами не указывают подходящие значения силы тока, но их можно рассчитать по простой формуле: каждый миллиметр требует не менее 20 А тока, но не более 40 А.
Здесь проверяют и скорость инверторной сварки. Чем меньше скорость варки, тем меньше устанавливают силу тока. Определить подходящую силу тока можно по таблицам, а механический ремонт не потребуется.
Не регулируется сварочный ток
Сложности с регулировкой сварочного тока обычно вызываются:
- Поломкой регулятора.
- Дефектами контактов проводов регулятора.
Чтобы проверить это, изучают все соединения проводников — визуально и мультиметром.
Также бывает, что не регулируется ток из-за замыкания в дросселе или поломки вторичного трансформатора. Их тоже проверяют мультиметром.
В качестве ремонта здесь чаще всего требуется замена детали.
Электрод прилипает к металлу
Иногда электрод может прилипать к свариваемому материалу, и происходит это из-за падения напряжения в сети. Чтобы избежать такого прикипания, в качестве ремонта потребуется правильно настроить режим сварки.
А падать напряжение может из-за излишней длины сетевого удлинителя или если у удлинителя сечение менее 2,5 мм2. Ремонт здесь заключается в замене удлинителя или подключении инвертора к генератору.
Перегрев
Перегрев — распространенная проблема сварочных инверторов. Из-за него и происходит большинство всех самопроизвольных отключений. В этот момент загорается индикатор, термозащита срабатывает, и оборудование отключается, остывая.
Чтобы этого не происходило ремонт не требуется, нужно просто придерживаться режима продолжительности включения. Если указано, что ПВ — 60%, это значит, что аппаратура должна работать 6 минут (60%), а отдыхать потом — 4 (40%).
Повышенное энергопотребление
Излишнее потребление энергии, даже если сварочный инвертор не используется, может возникать из-за межвиткового замыкания в любом из трансформаторов. В этом случае нужно переделать обмотку на трансформаторе, и сделать такой ремонт может только человек с опытом.
Диагностика и порядок ремонта сварочного инвертора
Тому, у кого есть навыки работы с радиоэлектроникой, точно не будет сложно провести диагностику и ремонт сварочных инверторов своими руками. Но сначала проверяют устройство на повреждения, а после изучить всю изоляцию кабелей, соединения в гнездах. Иногда для ремонта достаточно просто зачистить контакты, подтянуть болты.
После визуальной проверки, нужно снять кожух и открыть внутреннюю часть оборудования, где будут:
- плата с транзисторами;
- плата управления;
- выпрямительные диоды;
- выпрямитель сетевого напряжения;
- система охлаждения;
- ручки, переключатели.
Нередко причины неполадок видны уже здесь: конденсаторы могут быть вздутыми, пайки деталей повреждены, контакты оборваны. Но если все в порядке, начинается проверка всех элементов:
- Силовые диоды прозванивают тестером, у мультиметра есть подходящий режим диодов. Щупы подсоединяют к выходным клеммам, и если в одну сторону прозвон идет, а в обратную — нет, значит ремонт не нужен.
- Силовые транзисторы наиболее уязвимы. Так как они идут блоками, если один блок разрушается, то и все после него перестают работать. Поэтому каждый транзистор проверяется отдельно.
- К ножкам каждого из них подключают щупы, черный слева и красный справа. В таком положении щупов должен проходить сигнал, но если их поменять местами, сигнала быть не должно. Важно, чтобы показатели с каждого транзистора, если они вообще есть, были примерно равны. Чтобы проверить внутренние диоды, черный щуп должен быть на средней ножке, а красный на левой. Для проверки затвора красный щуп просто перемещается на правую ножку, а черный не меняет положение. Далее проверяется кнопка. Если ее контакты прозваниваются в положении «Включить», значит ремонт не нужен.
- Проверка нужна и сетевым мостам, хотя они редко выходят из строя. Перед тем, как работать с ними, лучше снять плату, отпаяв провода. Черный щуп размещают на вывод с «+», красным по очереди касаются каждого свободного вывода моста. Потом эту же процедуру повторяют, переставив красный щуп на «-». Если всегда тестер показывает какие-то числа, значит, диодный мост ремонта не требует.
- Полевой транзистор проверяется так же, как и силовой.
- Силовым узлам потребуется уже не мультиметр, а осциллограф. Его устанавливают в режим проверки напряжения. Устройство нужно подключить к сети через лампочку, и если напряжение на выходе есть, то лампочка загорится. То есть ремонт не требуется.
- Если в предыдущем тесте лампочка не загорелась, возможно, сломался зарядный резистор. Чтобы узнать наверняка, проверяется ПТЦ и НТЦ цепочки.
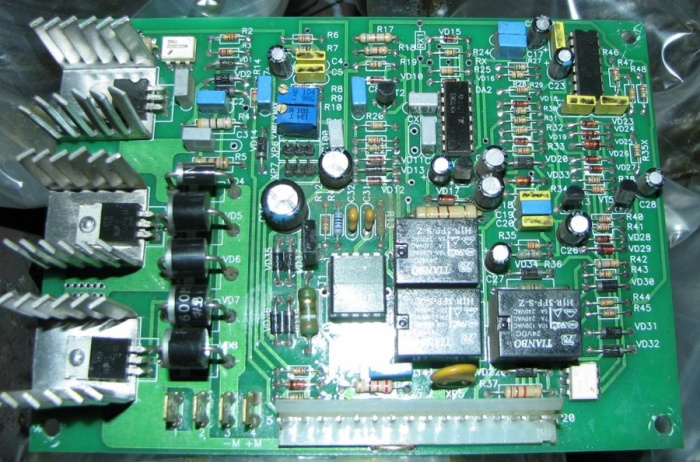
- Оттого, в порядке ли плата управления ключами, зависит работа всего инвертора, поэтому этот элемент можно считать самым сложным для ремонта. Подробнее о нем будет рассказываться в следующей части статьи.
- Обратная связь. На тестере выставляют напряжение в 20 В, черный щуп установить на клемму, а красный подсоединить ко второму выводу. Обычные показатели напряжения — 14–50 мВ, если их больше, около 500, значит, есть обрывы обратной связи.
- Остается проверить только блок питания. Его переводят в режим «включено» и проверить на напряжение 300 В, передающееся с конденсатора на плату инвертора. Цепочки и транзистор тоже проверяются, по очереди. Обычно на поломку транзистора указывает то, что устройство не включается или включается, но ненадолго. Перед проверкой блока питания инвертор обязательно отсоединяется от электросети.
Так, чтобы проверить части сварочного аппарата, нужно использовать осциллограф и мультиметр. А вот для ремонта пригодятся ортофосфорная кислота, технический фен или паяльник. Этого будет достаточно, чтобы починить и дежурку, и диоды, и транзисторы.
Особенности ремонта платы управления
Плата управления — один из самых сложных и важных элементов всего устройства, ведь от платы управления зависит работа всех остальных частей. Сначала будет использоваться осциллограф, а после можно применить и мультиметр.
Включенный сварочный инвертор проверяется в режиме напряжения до 20 В. Регулятор выводят на минимум, черный щуп должен оказаться на клемме, а красный — на шестом выводе. Когда регулятор будет выводиться к максимуму, напряжение тоже должно меняться. Например, если предполагается 160–200 А, то изменение будет в диапазоне 2,4-3,2 В.
Если будут найдены неполадки, то ремонт сделать можно только умея работать с радиоэлектроникой.
Полезные советы
Уметь проводить диагностику ремонт инверторных сварочных аппаратов своими руками — очень полезный навык, но также стоит знать, какие меры стоит предпринимать, чтобы избежать самого появления многих неполадок.
Так, скорый ремонт потребуется, если не учесть:
- Скопление пыли. Разбирать сварочный инвертор и чистить его нужно хотя бы раз в полгода, а лучше чаще. Для чистки выбираются мягкие кисточки или сжатый воздух.
- Воду, которая может попасть внутрь устройства или конденсировать там.
- Падение напряжения до 190 В или его резкие скачки.
- Механические повреждения, так как падения и столкновения могут навредить внутренностям инвертора.
- Важность естественного охлаждения (учитывайте ПВ — продолжительность включения).
- Плотность подключения контактов.
- Целостность кабелей.
- Систему отведения тепла.
- Качество замен для вышедших из строя элементов.
Проверять сварочный инвертор на визуальную целостность лучше перед каждым использованием.
Инверторный сварочный аппарат — отличная техника, обладающая множеством преимуществ. Но чтобы пользоваться этими возможностями, стоит соблюдать правила использования сварочного инвертора. А о том, как проводить правильную диагностику системы и как отремонтировать сварочный инвертор, подробно рассказывает этот материал.
Ремонт сварочного инвертора своими руками

За пару последних десятилетий имели место серьезные изменения в области развития сварочных технологий. Наиболее популярным оборудованием стал инвертор – технологичный и современный аппарат, который по сравнению с классическими сварками обладает массой достоинств. Помимо более совершенных технических решений от трансформаторов и выпрямителей он выгодно отличается и по стоимости.
В центре технического решения стоит микросхема. Именно эти небольшие элементы дали производителям возможность напичкать оборудование обширным функционалом, кардинально уменьшить вес и размеры установки. Но есть и обратная сторона медали. Она заключается в том, что технически более сложные приборы чаще выходят из строя. Итак, основные неисправности и ремонт инверторных сварочных аппаратов своими руками.
- Основные неисправности сварочного инвертора
- Сварочный инвертор искрит, но не варит
- Почему сварочный аппарат включается, но не варит
- Перегрев
- Сварочный инвертор не включается/не работает
- Не регулируется ток
- Электрод липнет к металлу
- Диагностика поломок инверторных сварочных аппаратов
- Заключение
Основные неисправности сварочного инвертора
Сварочный инвертор искрит, но не варит
Такая неисправность довольно часто встречается в бюджетных моделях. Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Поиск неисправности следует начать из проверки сварочных кабелей. Как показывает практика, в большинстве случаев причина кроется именно в них. Даже в том случае, когда явные грехи не нашлись не стоит успокаиваться. Желательно взять новые проводники и снова попробовать разжечь дугу. Если ничего не изменилось, то нужно убедиться в надежности всех разъемов.
Также причина может заключаться в электролитических конденсаторах, которые задействованы в схеме преобразователя. Их несложно заменить самостоятельно. Если же нет навыков, то можно обратиться к более опытным знакомым или специалистам. Когда ситуация не улучшилась, то самое время обратить внимание на провода пакетника. Может быть, что они обгорели и требуют замены.

Если и в этом случае не удалось починить сварочный аппарат, то его следует отнести в сервисный центр. Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Сварочный аппарат включается, но не варит
Иногда возникает ситуация, когда инвертер включен в сеть, но не генерирует сварочную дугу. Все индикаторы и приборы показывают, что работают нормально, но сам прибор в это время не варит. Наиболее вероятная причина состоит в том, что аппарат перегрелся. Об этом речь пойдет ниже.
Еще одной из причин может быть неисправность кабелей. Стоит попробовать подключать новые магистрали и снова попытаться извлечь сварочную дугу.
Перегрев
Когда инвертер перегревается, он начинает варить плохо или же не генерирует дугу вовсе. Такое случается, когда пришлось варить без перерыва более 10 минут. Большинство реализуемых на рынке моделей укомплектованы защитой от перегрева. Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.

Сварочный инвертор не включается/не работает
Проблема возникает не так уж и редко. Оборудование подключены к сети энергоснабжения, но при этом не подает совершенно никаких признаков жизни. Причин этому может быть несколько. Чаще всего виноватой является именно сеть энергоснабжения: напряжения впало ниже минимально допустимого уровня и его недостаточно для инициализации сварочного аппарата. Решить проблему можно путем приобретения стабилизатора напряжения. В дальнейшем сварка подключается через него и работает нормально.
Еще причиной может служить плохое состояние кабеля энергоснабжения, который подает питание от розетки непосредственно на сам аппарат. Следует проверить целостность кабеля и вилки включения. Также не будет лишним снять корпус, который скрывает часть кабеля энергоснабжения, чтобы убедить в целостности этого участка.

Если не помог стабилизатор, а кабель подачи питания в норме, то причиной может быть поломка источника питания инвертера. При такой поломке желательно обращаться в сервисный центр. Большинство пользователей отремонтировать агрегат самостоятельно не смогут, так как для этого нужны специальные знания и навыки.
Не регулируется ток
Переключение ручки регулятора силы тока не дают никакого эффекта. Это свидетельствует, что, вероятнее всего, сломался сам регулятор. Возможно, что требуется только проверить надежность контактов. Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром.
Если регулятор неисправен, то его следует заменить целиком. Если же причина не в нем, то требуется проверка вторичного трансформатора и дросселя. При выявлении неисправности одного из элементов, он подлежит замене.

Электрод липнет к металлу
Современный инвертеры в большинстве своем имеют в арсенале функцию «антизалипание», которая препятствует «склеиванию» расходника и рабочей поверхности. Но далеко не всегда данная функция работает корректно, а то и вовсе не срабатывает из-за неисправности сварочного аппарата.
Основной причиной того, что электрод прилипает к металлу, является неверный выбор настроек, а именно – неправильный режим сварки. Следующая причина может заключаться в низком напряжении сети энергоснабжения. В розничной сети продаются инвертеры, которые будут нормально работать даже при пониженном напряжении. Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения.
Еще одной причиной может стать использование сетевых удлинителей. Бывают ситуации, когда длины кабеля недостаточно для того, чтобы выполнить работы в определенном месте. Выходом из сложившихся обстоятельств является применение специальных сварочных удлинителей. Следует иметь ввиду, что при длине дополнительного кабеля больше сорока метров и сечении проводки не больше 2,5 мм кв. вероятность залипания электрода практически 100%. Это случается из-за снижения сварочного напряжения вследствие использования длинного кабеля м малым диаметром токопроводящих жил.

Залипать электроды могут из-за некачественной подготовки поверхности к работе. Достаточно просто хорошо зачистить металл болгаркой, наждачной бумагой или другим абразивом.
Диагностика поломок инверторных сварочных аппаратов
Дым из корпуса инвертера или едва уловимый запах гари свидетельствует о серьезной неисправности. Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели.
Когда неисправность не настолько критична, то диагностировать ее можно и самостоятельно. На первом этапе нужно снять корпус и визуально проверить все составляющие аппарата. Иногда на рынок попадают модели с некачественной пайкой или плохо заизолированной проводкой. Для ремонта достаточно будет перепаять некоторые из элементов, чтобы восстановить функциональность оборудования.
Понять, какая именно деталь вышла из строя несложно. Она будет отличаться наличием потемневших участков, иметь трещины или явные признаки короткого замыкания. Выбракованный элемент следует заменить. На каждой детали присутствует маркировка, что позволит безошибочно подобрать аналогичную для замены.

После визуального осмотра, который не помог выявить неполадки, можно перейти к более тщательному анализу. Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены. Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком.
Диодные мосты у инвертера выполняют функции выпрямителя. Они находятся на радиаторе. Диодные мосты характеризуются надежностью, но иногда даже они выходят из строя. Чтобы определить исправность данного узла, необходимо выпаять его из общей схемы. Проверка мультиметром даст понимание того, исправен или нет диодный мост.

Если после всех перечисленных манипуляций не удалось найти поломку, то следует обратиться к специалистам. Ремонтировать сварочный аппарат самостоятельно не рекомендуется.
Заключение
В статье перечислены наиболее часто встречающиеся поломки, описан процесс устранения неисправности своими руками. Но только самые простые случаи. Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый.
Решено Важно! Принципы ремонта импульсных сварочных преобразователей.
В данной теме предполагается собрать опыт ремонта импульсных сварочных преобразователей и мощных источников питания.
Вопросы по ремонту в этой теме ЗАПРЕЩЕНЫ. Для этого есть другая тема: https://monitor.net.ru/forum/threads/114562/
Если у кого есть наработки, просьба дополнять
Эта инструкция поможет Вам в ремонте импульсных (инверторных) сварочных аппаратов при отсутствии схемы. Так же она применима при ремонте любых мощных импульсных источников питания, собранных по топологии полумоста, косого полумоста и полного моста (кроме обратнохода). Данная инструкция предназначена для мастеров обладающих начальными знаниями в области импульсных источников питания (ИИП).
НЕ ЗАБЫВАЙТЕ О ТЕХНИКЕ БЕЗОПАСНОСТИ. Часть схемы гальванически связана с сетью и её проверка заземлённым осциллографом невозможна без развязки.
Все описанное ниже носит рекомендательный характер, авторы не несут никакой ответственности за какие либо последствия использования материала.
Основная последовательность определения неисправности: открываем корпус, прозваниваем силовые элементы (мощные транзисторы и диоды) на предмет КЗ тестером. Ищем визуально подгоревшие элементы и цепи. Определяем тип ШИМ-контроллера. Ищем в Интернете даташит на него. Подаем на ШИМ-контроллер питание от внешнего источника питания, величина и ножки – из даташита. Проверяем наличие импульсов на выходах ШИМ-контроллера и затворах силовых ключей. Если все вышеописанное в норме то, не отключая внешнее питание ШИМ-контроллера, подаем на вход напряжение с ЛАТР-а вольт 40 или подаем сетевое напряжение через лампочку. Меряем напряжение на выходе, если отсутсвует, проверяем работу компараторов обратных связей. Если нет запуска без подключенного внешнего источника питания, проверяем исправность дежурного(ых) источника(ов) питания. Если имеет место быстрый перегрев, проверяем форму импульсов осциллографом на затворах мощных транзисторов, импульсы должны иметь крутые фронты.
1. Если ваш источник коротит сеть, то сначала отключите и проверьте тестером мощные транзисторы. Ключей может быть два в полумосте, косом полумосте; либо четыре в полном мосте. Учтите, что каждый ключ часто состоит из двух-четырех транзисторов. При этом коллекторы и эмиттеры (или стоки и истоки) этих транзисторов запараллелены, а затворы, каждый через свой низкоомный резистор 5-15 Ом, соединены с драйвером затвора. При проверке тестером (и для IGBT и для MOSFET) затвор не должен звониться ни с одним выводом, а коллектор-эмиттер (так же и сток-исток) звонятся как диод. Проверьте мощные высоковольтные диоды которые могут стоять параллельно ключам и выходные диоды (могут состоять из нескольких запараллеленных). При выходе из строя мощных транзисторов, как правило требуется замена резисторов в затворах.
2. Далее необходимо проверить схему управления. Для этого, не подключая мощные ключи, подайте питание на схему управления. Обычно она питается от отдельного маломощного источника напряжением 12-20В. Можно подать питание и извне. Проверьте осциллографом наличие управляющих импульсов на проводах идущих к затворам ключей. Амплитуда импульсов должна быть 12-15В Частота повторения 20-40кГц. Реже встречаются ИИП с частотой до 100 кГц. Коэффициент заполнения импульсов скорее всего будет близок к 45% т.к. при отсутствие выходного тока схема регулировки выведет ШИМ на максимум.
3. Если импульсы есть, то неисправна, как правило, только силовая часть. Заменяем неисправные ключи, проверяем затворные резисторы и через ЛАТР подаем на силовой каскад не более 40В, лучше через лампочку 100Вт. Можно не подключать выходные диоды, если нет уверенности в их исправности. На коллекторе (стоке) верхнего ключа должно быть постоянное напряжение 50-60В на его эмиттере и коллекторе нижнего должны быть импульсы амплитудой 50-60В совпадающие с управляющими. На выходных обмотках силового трансформатора должны быть те же импульсы, но с амплитудой в К раз меньше. Для сварочных ИИП, К обычно равен 3.
4. Теперь подключаем выпрямительные диоды и проверяем напряжение после них. Должно быть постоянное напряжение амплитудой равное импульсам во вторичной обмотке силового трансформатора.
5. Если всё нормально, то можно увеличивать сетевое напряжение до нормы (220-380) , ещё раз проверяем импульсы на затворах, коллекторах и вторичках транса. Теперь можно убрать лампочку и подключить нагрузку. В качестве нагрузки можно использовать нихромовую или железную проволоку диаметром несколько миллиметров. При необходимости для охлаждения её можно поместить в ведро с водой.
6. Если при проверке по п2 на затворах нет импульсов, то придётся ремонтировать схему управления. Проследите по плате цепи от затворов до ШИМ-контроллера. Обычно между ними включён(ы) ТГР (трансформатор гальванической развязки на маленьком кольце) и(или) микросхема-драйвер, например из серии IR21XX. Проследите с каких выводов ШИМ-контроллера снимаются управляющие импульсы и куда подается питание. Этой информации достаточно чтобы определить марку ШИМ-контроллера, если её маркировку не видно. Далее надо найти datasheet на этот контроллер, там есть вся необходимая информация по «обвязке» контроллера. Чаще всего используют контроллеры TL494, UC3825, UC384* UC3875 (для полного фазосдвигающего моста).
7. В схеме управления могут использоваться как встроенные операционные усилители контроллера, так и внешние ОУ. Сравнивая документацию с платой можно понять, используются ли встроенные ОУ. В сварочных ИИП на ОУ сигнал обратной связи поступает чаще всего с токового трансформатора (намотанного на маленьком кольце) имеющего один виток в цепи силовых ключей. В более сложных ИИП могут использоваться в качестве датчиков тока шунты, датчики Холла. Может обратная связь иметь и второй канал по напряжению.