Основные требования к источникам питания сварочной дуги
Классификация источников питания сварочной дуги
Для электродуговой сварки нужно электричество определенных параметров: большой силы (ампеража), низкого напряжения (вольтажа). Под воздействием тока между концом электрода и свариваемым металлом формируется мощный электрический разряд, выделяется большое количество теплоты. В качестве источников питания сварочной дуги применяются различные преобразователи. За историю существования ручной электросварки для розжига дуги созданы устройства, генерирующие переменный и постоянный ток. Сначала были трансформаторы, после появления полупроводников были созданы выпрямители. Генераторы преобразуют в электроток энергию сжигания жидкого или сухого топлива. Инверторы – источники нового поколения, у них возможности питания дуги гораздо шире, чем у трансформаторов. При выборе сварочного аппарата желательно учитывать преимущества и недостатки устройств.
Требования к источникам питания сварочной дуги
Любой источник питания при дуговой сварке выбирается, исходя из эксплуатационных свойств:
- Электрод должен разжигаться при соприкосновении с металлической заготовкой, контакты замыкают электрическую цепь.
- Когда присадка плавится, по капле возможно короткое замыкание. Сварочный аппарат в такой ситуации не должен выходить из строя, сварочная дуга должна поддерживаться стабильно.
- До вспышки дуги между деталью и электродом возникает краткосрочное короткое замыкание длиной в доли секунды. От скорости восстановления первоначального напряжения зависит динамическая характеристика источника питания.
- От режима холостого хода сварочное оборудование должно быстро переходить в рабочий ход, то есть напряжение с 60–80 вольт должно упасть до требуемых 18–20 В.
Требования ко всем источникам, применяемым для питания сварочной дуги, одинаковые. Напрашивается вывод, что эффективность работы сварочного оборудования зависит от способности поддерживать стабильное горение дуги, начиная с момента розжига. Последний момент – регуляторы, сварочные аппараты предназначены для большого диапазона рабочего тока, устанавливать нужные параметры тока должно быть удобно.
Классификация
Общепринята градация блоков питания по нескольким признакам, обусловленным электромеханическими свойствами источников электротока. Начинающим сварщикам достаточно знать основные критерии классификации:
Для питания сварочной дуги возможно два способа получения рабочего тока:
- преобразованием энергии из силовой электросети (выделяют однофазные и трехфазные сварочники);
- генерацией электричества рабочих параметров из другого вида энергии.
Группировка по виду вырабатываемого тока:
- переменного;
- комбинированные, которые можно переключать с постоянного на переменный и наоборот;
- постоянного.
Способ преобразования электричества: изменением вольтажа и ампеража, выпрямлением – переменный ток преобразуется в постоянный.
Мобильность источников, питание дуги бывает стационарным (подключение к магистральным электросетям) и автономным (использование переносных генераторов или аккумуляторов).
Способ регулировки рабочих параметров дуги (напряжения, ампеража). В трансформаторах меняется число задействованных витков: положением шунта, подвижностью катушки, секционированием вторичной обмотки.
Градация источников питания по внешним характеристикам тока сварочной дуги – это оценка зависимости среднего напряжения на контактах (держателе электрода и клемме, закрепляемой на металле) от ампеража. Параметры вольт-амперной характеристики оборудования бывают двух видов:
- Падающая ВАХ характеризуется высоким напряжением холостого хода, превышающим рабочее до 2,5 раз.
- Жесткая отличается стабильностью напряжения на клеммах в процессе сварки. Ампераж короткого замыкания превышает номинальный сварочный в 2 или 3 раза.
Вольт-амперная характеристика источника определяется экспериментально. Когда подключают питание, измеряют напряжение на клеммах.

Выбор источника питания для дуговой сварки
Разумеется, помимо силовых характеристик сварочное оборудование выбирают по мобильности, габариту, весу. Говоря о достоинствах и недостатках источников питания, стоит начать с самого первого вида сварочников.
Трансформатор
Оборудование с вторичной обмоткой преобразует напряжение, за счет индуктивных полей с 80 вольт можно опустить напряжение до 20-ти. Это самый простой и громоздкий тип сварочного аппарата. Зато очень надежный, мало зависит от условий внешней среды, не боится влажности, запыленности. Трансформатор можно соорудить самостоятельно, нужный вольтаж получают за счет определенного числа витков вторичной обмотки. Коэффициент полезного действия оборудования довольно высокий, стоимость небольшая. Когда объем работы небольшой, сварщики с опытом работы предпочитают для гаража, дома приобретать трансформаторы.
Выпрямитель
Уже из названия ясно, что речь пойдет об источнике постоянного тока. Для преобразования используются полупроводники, они пропускают электричество только в верхнем диапазоне синусоиды. Благодаря использованию полупроводников, наличию электросхемы, возможности у выпрямителей шире, чем у трансформаторов. При смене полярности можно регулировать температуру на контактах: при прямой полярности сильнее греется электрод, при обратной – металл. КПД у выпрямителей выше, чем у трансформаторов, малые потери на холостом ходу.
Большой минус – сварочные аппараты очень греются, им периодически требуется передышка, чтобы прийти в норму или дополнительная система охлаждения.
Генератор
Электричество вырабатывается вращением вала в постоянном магнитном поле. Работают устройства на бензине, дизтопливе, есть стационарные установки на угле, брикетированном топливе. Главные достоинства:
- электричество со стабильными характеристиками;
- большой ампераж, до 1000 А.
Минусы – изрядные габариты, низкий КПД, плюс выхлопные газы, шум, вибрация.
Инвертор
Инверторный тип источников – самый технологичный. Небольшие размеры, высокая мощность, дополнительные функции: быстрый розжиг, стабильная дуга и другие. Бытовые устройства работают от сети 220 В, мощные установки подключают к трехфазным 380 В. Инверсия улучшает частотные характеристики до 50 кГц. Недостатки тоже есть: оборудование боится высокой влажности, низких температур, запыленности. Корпус профессиональных источников дополнительно оснащают защитой.
1.3.1 Основные требования к источникам питания сварочной дуги
К источникам питания предъявляются следующие требования:
1. Внешняя характеристика источника питания должна соответствовать статической (вольтамперной) характеристике дуги.
2. Напряжение холостого хода должно быть достаточным для легкого зажигания дуги, но не превышающим нормы техники безопасности. Величина напряжения холостого хода зависит от конструкции и назначения сварочного агрегата и составляет (60 ÷ 80) В.
3. Источник должен обладать хорошими динамическими свойствами. С увеличением длины дуги рабочее напряжение должно быстро возрастать, а с уменьшением — быстро падать. Время восстановления рабочего напряжения при коротком замыкании от 0 до 30 В не должно превышать 0,05 с, а по требованиям минимального разбрызгивания металла — 0,01-0,02 с.
4. Ток короткого замыкания не должен быть чрезмерно велик во избежание перегрева электрода, оплавления покрытия и разбрызгивания металла, но не должен быть и слишком мал, чтобы не затруднять повторное зажигание дуги. Поэтому для источников сварочного тока принято следующее соотношение между током короткого замыкания и рабочим током:
 (1.5)
(1.5)
5. Мощность источника сварочного тока должна быть достаточной для выполнения сварочных работ соответствующим способом.
6. Источник должен иметь устройство для плавного регулирования силы тока.
1.3.2 Источники питания сварочной дуги переменным током
Существуют два основных принципа построения сварочных трансформаторов:
1) с нормальном магнитным рассеянием и дополнительным индуктивным сопротивлением (дросселем);
2) с искусственно увеличенным магнитным рассеянием.
Трансформаторы первой группы бывают двух основных типов:
а) в двухкорпусном исполнении с отдельным дросселем (рис.1.7,а), между обмотками трансформатора 5, 6 и дросселя 1 имеется только электрическая связь, а величина сварочного тока изменяется путем изменения воздушного зазора 7 между магнитопроводом дросселя 3 и подвижной его обмоткой 2.
б) в однокорпусном исполнении (рис. 1.7,б) между обмотками трансформатора и дросселя существуют как электрическая, так и магнитная связь; трансформаторы этого типа экономичней и удобней в эксплуатации.
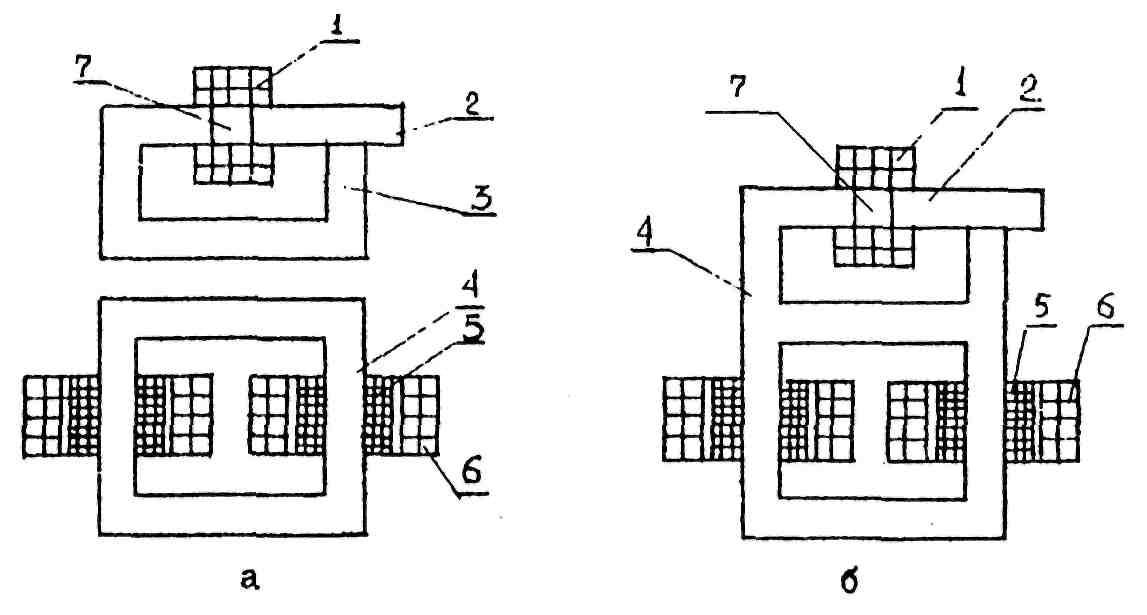
Рис. 1.7.Сваренные трансформаторы первой группы:
1 — обмотка дросселя; 2 — подвижный сердечник дросселя ; 3 — магнитопровод дросселя; 4- магнитопровод трансформатора; 5,6- первичная и вторичная обмотки; 7 – воздушный зазор
Примером двухкорпусных трансформаторов могут служить СТЭ-24У, СТЭ-34У (созданные еще в 30-х годах XX в.), однокорпусных – СТН-500, ТСД-500-1, ТСД-1000-4 и др., а также современные ТД-102, ТД-306, ТДМ-317, ТДМ-401-1.
В трансформаторах второй группы (в однокорпусном исполнении) необходимые внешние характеристики создаются за счет реактивного сопротивления трансформатора. Это достигается за счет принудительного изменения расстояния между первичной 2 (рис. 1.8,а) и вторичной 3 обмотками или за счет изменения величины рассеяния магнитосиловых линий при помощи магнитного подвижного шунта 4 (рис. 1.8,б), вводимого в зазор между удаленными друг от друга обмотками 2 и 3.
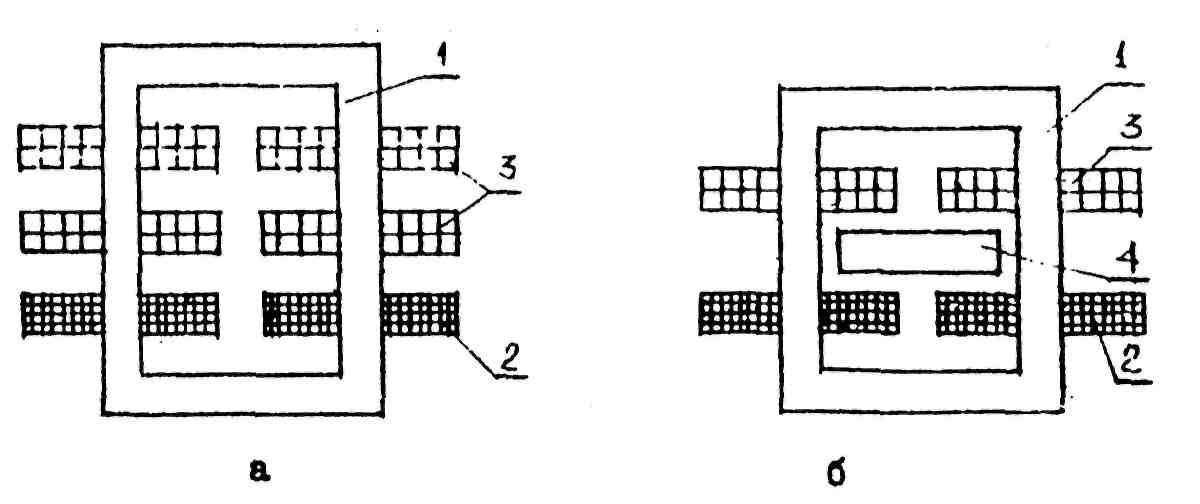
Рис. 1.8. Сварочные трансформаторы второй группы: I — магнитопровод трансформатора; 2,3 — первичная и вторичная обмотки; 4 — подвижный магнитный шунт
В настоящее время наибольшее распространение получили сварочные трансформаторы с подвижными обмотками (рис. 1.8,а) типа ТС, ТСК, ТД и ТДМ (ТС-300, ТС-500, ТСК-300, ТСК-500, ТД-102, ТД-306, ТДМ-317).
Примером трансформаторов с неподвижными первичными или вторичными обмотками и подвижными магнитными шунтами. Служат сварочные трансформаторы типа ОСТА и СТШ (СТШ-300, СТШ-500 и др.).
Требования к источникам питания дуги
Требования к источникам питания дуги
Для осуществления устойчивого дугового разряда между электродом и свариваемым изделием необходимо подвести напряжение от специального источника питания электрическим током. Такой источник должен обеспечивать легкое и надежное возбуждение дуги, устойчивое горение ее в установившемся режиме сварки, регулирование мощности (силы тока). При этом важным условием получения сварного шва высокого качества является устойчивость процесса сварки. Для этого источники питания дуги должны обеспечить возбуждение и стабильное горение дуги.
С короткого замыкания сварочной цепи (контакта между электродом и деталью) начинается возбуждение сварочной дуги. При этом происходит выделение теплоты и быстрое разогревание места контакта. Эта начальная стадия требует повышенного напряжения сварочного тока. В дальнейшем происходит некоторое уменьшение сопротивления дугового промежутка (вследствие эмиссии электронов с катода и появления объемной ионизации газов в дуге), что вызывает снижение напряжения до предела, необходимого для поддержания устойчивого горения дуги.
Очень частые короткие замыкания сварочной цепи происходят в процессе сварки при переходе капель электродного металла в сварочную ванну. Вместе с этим изменяется длина сварочной дуги. При каждом коротком замыкании напряжение падает до нулевого значения. Для последующего восстановления дуги необходимо напряжение порядка 25–30 В. Такое напряжение должно быть обеспечено за время не более 0,05 с, чтобы поддержать горение дуги в период между короткими замыканиями.
При этом следует учесть, что при коротких замыканиях сварочной цепи развиваются большие токи (токи короткого замыкания), которые могут вызвать перегрев в проводке и обмотках источника тока.
Эти условия процесса сварки определили требования, предъявляемые к источникам питания сварочной дуги. Для обеспечения устойчивого процесса сварки источники питания дуги должны удовлетворять следующим требованиям:
• напряжение холостого хода должно быть достаточным для легкого возбуждения дуги и в то же время не должно превышать норм безопасности. Максимально допустимое напряжение холостого хода установлено для источников постоянного тока 90 В; для источников переменного тока – 80 В;
• напряжение устойчивого горения дуги (рабочее напряжение) должно быстро устанавливаться и изменяться в зависимости от длины дуги. С увеличением длины дуги напряжение должно быстро возрастать, а с уменьшением – быстро падать. Время восстановления рабочего напряжения от 0 до 30 В после каждого короткого замыкания (при капельном переносе металла от электрода к свариваемой детали) должно быть менее 0,05 с;
• ток короткого замыкания не должен превышать сварочный ток более чем на 40–50 %. При этом источник тока должен выдерживать продолжительные короткие замыкания сварочной цепи. Это условие необходимо для предохранения обмоток источника тока от перегрева и повреждения;
• мощность источника тока должна быть достаточной для выполнения сварочных работ.
Типы источников питания сварочной дуги, выпускаемые промышленностью: сварочные трансформаторы, сварочные аппараты переменного тока, сварочные выпрямители.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Читайте также
Применение восьмипунктовой дуги
Применение восьмипунктовой дуги Дети могут концентрироваться очень недолгое время, поэтому в сказках «стазис» обычно ограничивается одной — двумя фразами: «Давным — давно жил — был…» Кроме этого, дети являются читателями непривередливыми, но требовательными: они не
Капитальные вложения по всем источникам финансирования (млн. рублей, по сметной стоимости в ценах на 1 января 1969 г.)
Капитальные вложения по всем источникам финансирования (млн. рублей, по сметной стоимости в ценах на 1 января 1969 г.) 1970 г. 1971 г. 1972 г. 1973 г. 1974 г. 1975 г. (ожид.) 1975 г. в % к 1970 г. Всего капитальных вложений 1056,6 1146,7 1229,5 1251,4 1393,4 1408,9 133,3 в том числе по государственным и
Ввод в действие общей площади жилья по всем источникам финансирования (тыс. кв. метров)
Ввод в действие общей площади жилья по всем источникам финансирования (тыс. кв. метров) 1970 г. 1971 г. 1972 г. 1973 г. 1974 г. 1975 г. (ожид.) Всего за 9?ю пятилетку Всего по
Ввод в действие объектов культурно-бытового строительства по всем источникам финансирования
Ввод в действие объектов культурно-бытового строительства по всем источникам финансирования 1970 г. 1971 г. 1972 г. 1973 г. 1974 г. 1975 г. (ожид.) 1975 г. в % к 1970 г. Общеобразовательные школы, мест 17199 19417 14038 15699 17059 13402 77,9 Детские дошкольные учреждения,
Четыре вида источников питания электрической дуги при сварке
Источники питания для сварки представляют собой различные преобразователи тока промышленной частоты либо генераторы, самостоятельно вырабатывающие электроэнергию необходимых параметров.
По причине того, что для электродуговой сварки требуются особые параметры питающего тока и напряжения (приводя усредненный пример — напряжение низкое, а ток очень большой), стандартное напряжение бытовой или промышленной сети требуется, как минимум, понизить.
Как максимум — привести рабочие характеристики питания в соответствие с заданной потребностью. Поэтому к источникам питания сварочной дуги выдвигаются особые требования.

Основные требования
Источник питания для сварочных работ любого вида и класса должен удовлетворять следующим ключевым характеристикам:
- обеспечивать легкость зажигание дуги;
- поддерживать стабильное горение;
- контролировать верхний порог тока короткого замыкания;
- обладать хорошей динамикой;
- соответствовать требованиям по электробезопасности.
Под динамикой в данном случае понимается скорость восстановления напряжения от момента контакта электрода с массой (возникновения короткого замыкания) до вспыхивания дуги, то есть образования электрического пробоя воздуха.
Дуга вспыхивает при напряжении около 20 В. Время от момента короткого замыкания до вспышки дуги у хорошего источника питания должно составлять не более 0,05 секунды. Чем оно меньше, тем динамика выше.
Кроме того, очень важно, чтобы источник поддерживал стабильное горение дуги, то есть автоматически регулировал изменение напряжения от режима холостого хода (60-90 В) до напряжения рабочего хода (18-20 В).
Эти требования предъявляются ко всем без исключения устройствам. Им должен соответствовать даже самодельный сварочный аппарат, собранный для ручной дуговой сварки из блока питания компьютера.
Кстати, из последнего собрать устройство для домашнего применения не так уж сложно. Импульсный блок питания как раз и предназначен для понижения сетевого напряжения. Но варить можно будет только тонкий металл.
Принципы классификация

Источники питания сварочной дуги классифицируются по многим градациям. В их числе:
- по предназначению — для ручной сварки, сварки под флюсом или в среде защитного газа (например, аргонодуговой);
- по числу сварочных постов, которые можно подключить единовременно;
- по способности передвигаться — мобильные и стационарные;
- по способу производства энергии — преобразователи или производители;
- по роду выходного тока;
- по ВАХ (вольт-амперная характеритика).
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он выдает. Во многих случаях ключевым требованиям является подбор нужной вольт-амперной характеристики (ВАХ).
Так, например, для сварки в среде защитных газов требуются устройства с жесткой характеристикой, варящие постоянным током. Для ручной и полуавтоматической сварки под флюсом применяются аппараты переменного и постоянного тока с падающей характеристикой.
Некоторые современные источники питания сварочной дуги универсальны: имеют много режимов работы, в том числе позволяют менять род сварочного тока и изменять его ВАХ.
Четыре вида преобразователей
Основное различие между источниками питания сварочной дуги, определяющее их технические характеристики, массу, габариты и сферу применения — это различия по принципу преобразования электротока.
Существуют следующие виды источников:
- трансформаторы;
- выпрямители;
- преобразователи;
- инверторы.
Особняком стоят генераторы, так называемые агрегаты. Эти машины — не вторичные, а первичные источники энергии, они не преобразуют тем или иным способом питание от городской или промышленной сети, а вырабатывают его сами.
Как правило, агрегаты строятся на базе двигателя внутреннего сгорания — бензинового или дизельного. Первые — дешевле, вторые имеют большую мощность и моторесурс.
Трансформатор
 Это самый простой тип сварочного аппарата. Основой ему служит дроссель — реактивная катушка индуктивности.
Это самый простой тип сварочного аппарата. Основой ему служит дроссель — реактивная катушка индуктивности.
Простой понижающий трансформатор понижает вольтаж сети до величины холостого хода — 60…80 В. В дальнейшем при работе поддерживается напряжение сварки в 20 В.
Трансформатор варит только переменным током. Его достоинство состоит в простоте конструкции (можно изготовить своими руками, рассчитав число витков обеих намоток).
Он имеет высокий КПД, сравнительно небольшой расход энергии, отличается надежностью в сочетании с ремонтопригодностью. Трансформаторный источник питания дуги бесшумно работает, относительно немного стоит.
Но использование для сварки переменного тока имеет и определенные недостатки. У такого источника питания сварочной дуги большие габариты и очень большая масса.
Дуга горит нестабильно, и сильно зависит от скачков питающего напряжения. Возникает необходимости в использовании специальных покрытых электродов. Перечень металлов и сплавов, которые можно варить переменным током (в основном это низкоуглеродистые стали), ограничен.
Выпрямитель
 Как следует из названия, это устройство, выпрямляющее переменный ток, то есть преобразующее его в постоянный. Для этого используются полупроводниковые элементы на основе селена либо кремния.
Как следует из названия, это устройство, выпрямляющее переменный ток, то есть преобразующее его в постоянный. Для этого используются полупроводниковые элементы на основе селена либо кремния.
Выпрямители могут быть однофазные и трехфазные, стационарные или мобильные, иметь любую вольт-амперную характеристику — либо жестко заданную производителем, либо изменяемую пользователем согласно его нуждам.
У выпрямителей есть много достоинств. Это бесшумная работа, высокий КПД (выше, чем у трансформаторов), широкий диапазон использования (можно варить любые металлы и сплавы). У такого источника питания малые потери на холостом ходу, сравнительно небольшие габариты и вес и малое потребление энергии.
Недостатков у них немного, но, к сожалению, они довольно существенные. Выпрямители, как источники питания сварочной дуги, очень сильно нагреваются во время рабочего процесса, поэтому нуждаются в хорошей системе охлаждения, за которой надо тщательно следить.
Кроме того, они очень чувствительны к скачкам напряжения, не любят пыли, которая может вывести из строя систему охлаждения, и достаточно дороги.
Преобразователи
Преобразователь — устройство, механическим способом превращающее переменный ток в постоянный. По сути своей это электродвигатель, который вращает вал генератора постоянного тока. Когда-то это были первые устройства, способные производить сварку постоянным током.

По похожему принципу работают и генераторы, питающиеся от бензинового или дизельного мотора.
Несмотря на кажущуюся нелогичность конструкции, преобразователи также имеют свои плюсы и минусы. Основное их достоинство в том, что эти аппараты нечувствительны к перепадам напряжения — ток на выходе всегда имеет стабильную характеристику.
Кроме того, они могут выдавать очень большой ток — 300, 500, некоторые модели 1000 А. В некоторых видах работ, например, при сварке толстых металлических плит, это принципиально.
Их недостатки заключаются в большой массе (до 500 кг), а также в необходимости регулярного ТО из-за наличия вращающихся с высокой скоростью деталей. КПД преобразователей невысок из-за трат энергии на раскрутку вала двигателя.
Инверторы
Инверторы — особый класс источников питания сварочной дуги. Это сварочные аппараты, которые оптимально подходят для бытовых нужд.

Благодаря малым размерам и удобству в обращении они активно используются там, где нужна мобильность, а также есть ограничения по мощности, которую можно взять от сети.
Большинство инверторных источников питания сварочной дуги можно включать в обычную розетку, не боясь перегруза сети.
Принцип действия этих устройств заключается в инверсии — зеркальном превращении одного состояния энергии в другое. Инверторный аппарат осуществляет сварку переменным током высокой частоты, который он получает из постоянного тока, а его, в свою очередь — из промышленного переменного.
Инверсия позволяет увеличить частоту тока в 1000 раз — до 50 кГц. За счет этого удалось добиться существенного снижения размеров и веса аппарата.
Благодаря некоторым инверторным источникам питания сварочной дуги можно производить сварку и постоянным, и переменным током, в зависимости от режима.
К их достоинствам, кроме габаритов, относится малое энергопотребление, высокий уровень безопасности, плавная регулировка выходного тока и малое разбрызгивание расплава при сварке.
Список недостатков невелик. Аппарат нуждается в тщательном уходе и защите от пыли, не любит морозов, и не очень дешев в ремонте. Инвертор можно назвать оптимальным аппаратом для ручной сварки.
ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
Требования к источникам питания
В конструкциях различных источников питания сварочной дуги учитывают следующие особенности сварочного процесса:
- ? для зажигания дуги необходимо значительно большее напряжение, чем для горения;
- ? дуга горит с перерывами, во время которых электрическая цепь разрывается либо накоротко замыкается при зажигании и плавлении электрода;
- ? соотношение между током короткого замыкания и рабочим током меняется в пределах 1,25-2;
- ? после короткого замыкания время восстановления напряжения от 0 до 25 В не должно превышать нескольких сотых долей секунды.
Из перечисленных особенностей сварочного процесса следует, что не всякий источник электрического тока (постоянного и переменного) можно применять для сварки металлов.
Источники питания сварочной дуги подразделяют п о на значению: для ручной дуговой сварки; для механизированной и автоматической сварки в среде защитных газов; для автоматической и механизированной сварки под флюсом.
В соответствии с требованиями техники безопасности при сварочных работах напряжение холостого хода источника сварочного тока не должно превышать 80 В для однопостовых и 60 В для многопостовых сварочных генераторов.
Для сварочных трансформаторов допустимо вторичное напряжение холостого хода до 70 В при сварочном токе свыше 200 А и не более 100 В при сварочном токе ниже 100 А.
После зажигания сварочной дуги напряжение холостого хода должно быстро уменьшиться до рабочего напряжения 18-30 В. Электрический ток короткого замыкания не должен превышать рабочий ток более чем на 40-50%.
Источник сварочного тока обеспечивает устойчивое горение дуги при изменении ее длины в пределах 3-5 мм. С увеличением длины дуги напряжение возрастает, с уменьшением — быстро снижается. Восстановление напряжения от 0 до 30 В должно происходить в течение 0,05 с.
Источник питания сварочной дуги должен иметь устройство для регулирования силы сварочного тока в пределах 30-130% номинальной силы сварочного тока.
Электрической характеристикой однопостового генератора называют зависимость между напряжением и силой сварочного тока (рис. 13.1). С увеличением силы сварочного тока уменьшается напряжение. Когда напряжение равно нулю, сила сварочного тока принимает наибольшее значение. Это явление имеет место при коротком замыкании в цепи. При нулевом значении силы сварочного тока напряжение будет максимальным. Эта электрическая характеристика соответствует холостому ходу генератора. На кривой точки г и иллюстрируют пределы изменения силы сварочного тока и напряжения при горении дуги.
Приведенная кривая зависимости напряжения на клеммах генератора от сварочного тока носит название внешней волът-амперной характеристики источника питания сварочной дуги. Виды таких характеристик по-

Рис. 13.1. Электрическая характеристика однопостового сварочного генератора казаны на рис. 13.2. Для ручной дуговой сварки покрытыми электродами целесообразна крутопадающая вольт- амперная характеристика; для автоматической и механизированной сварки под флюсом — пологопадающая; для сварки в защитных газах — жесткая и возрастающая.
Сварочная дуга горит устойчиво, если напряжение дуги равно напряжению источника тока. Величина такого напряжения соответствует точкам пересечения А, В и С кривой статической вольт-амперной характеристики дуги и кривой внешней вольт-амперной характеристики источника питания (рис. 13.3).
Электрическая мощность сварочной дуги при ручной дуговой сварке 6-8 кВт.
Рассмотрим некоторые другие термины и определения, используемые для характеристики источников питания.
Динамической характеристикой источника питания называют время, которое необходимо для подъема напря-


Рис. 13.2. Внешние вольт-ам- перные характеристики источников питания сварочной дуги:
1 — возрастающая; 2 — жесткая; 3 — пологопадающая; 4 — крутопадающая; Uxx — напряжение холостого хода; /кз — ток короткого замыкания
Рис. 13.3. Статические характеристики дуг длиной /j, 12 и /3 и соответствующая им сила сварочного тока 1, /3, /3
жения от нуля до напряжения повторного зажигания дуги (до 30 В). Это время не должно превышать 0,05 с. При его превышении не обеспечивается нормальный перенос электродного металла в сварочную ванну, увеличивается разбрызгивание металла и шлака при сварке и ухудшается качество сварки.
Короткое замыкание — состояние сварочной цепи, когда ее сопротивление уменьшается практически до нуля. При коротком замыкании источник питания работает на максимальном токе.
Напряжение холостого хода — напряжение на зажимах источника питания при разомкнутой сварочной цепи.
Рабочее напряжение источника питания — электрическое напряжение на зажимах источника питания при нормальной его работе.
Номинальные параметры — электрические и механические показатели, на которые рассчитывается та или иная машина или аппарат.
Номинальные величины — численные значения номинальных параметров, указанные на щитке машины или аппарата.
Номинальный режим — режим работы для данной электрической машины или аппарата.
К номинальным величинам, характеризующим работу источников питания дуги, в первую очередь относятся: номинальная сила сварочного тока и напряжение на зажимах, диапазон регулирования тока, напряжение холостого хода, КПД и коэффициент мощности.
Номинальная сила сварочного тока — это такое его значение, для которого предназначен данный источник питания. Расчетная величина номинальной силы сварочного тока определяется допустимым нагревом при сварке основных частей источника питания.
Зная номинальную силу сварочного тока /н и продолжительность работы источника питания ПРН, указанную в его паспорте, можно определить силу сварочного тока, которая исключает перегрузку источника тока при работе (перегрев).
Оборудование для ручной и механизированной сварки изготавливают на номинальную силу сварочного тока до
500 А. Значения номинальной силы сварочного тока регламентированы стандартами.
Повторно-кратковременный режим (для электрической машины или аппарата) — номинальный режим, при котором кратковременные рабочие периоды чередуются с паузами, причем температура частей машины или аппарата в период включения не достигает установившегося значения, а в период паузы не успевает охладиться. Такой режим характеризуется относительной длительностью рабочего периода, под которой понимают отношение времени рабочего периода к продолжительности цикла (рабочий период плюс пауза). Эта величина (в %) указывается на щитке машины. Для одних видов сварки, например ручной дуговой, характерен повторно-кратковременный режим, при котором время сварки чередуется с временем холостого хода источника тока. Длительность рабочего периода называется в этом случае относительной продолжительностью работы (ПР).
Для сварочных трансформаторов и выпрямителей, используемых при механизированной сварке, характерен повторно-кратковременный режим, при котором время сварки чередуется с временем отключения источника тока от сети. В этом случае относительная длительность рабочего периода называется относительной продолжительностью включения (ПВ).
Работа источника питания чередуется с паузами. Он находится под нагрузкой только во время сварки. При замене электродов, очистке сварных швов и т.п. источник питания отключен. Режим его работы характеризуется ПР или ПВ.
ПР практически равна ПВ:

где fCB — время сварки; txx — время холостого хода; tn — пауза.
При ручной сварке длительность рабочего цикла принимают равной 5 мин (tCB = 3 мин, tn = 2 мин).
Чем меньше ПВ, тем большим может быть максимально допустимый сварочный ток. Зная номинальный сварочный ток /н (расчетный ток определяется допустимым нагревом основных частей источника, номинальные значения ПРН и ПВН указаны в паспорте источника питания), максимально допустимый сварочный ток находят по формуле

где ПРД — допустимое значение ПР.
За номинальный режим работы источников питания однопостовых сварочных трансформаторов, генераторов, выпрямителей принята ПР, равная 65 или 60%, а для многопостовых источников питания — 100%.