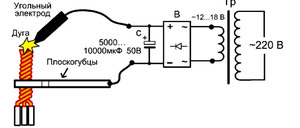
Принцип работы сварочного аппарата переменного тока
Инверторы: принцип работы устройств и преимущества

Содержание:
- 1. Устройство и принцип работы инверторов
- 2. IGBT или MOSFET?
- 3. Три полезные функции
- 4. Достоинства инверторов
- 5. Вам также может быть интересна статья:
Впервые источник питания для сварочного аппарата на основе инверторной технологии появился в 70-х годах прошлого века, и за прошедшее время он был значительно усовершенствован: появился электронный блок, значительно снизилась цена и существенно увеличилась надежность.
На сегодняшний день инверторный сварочный аппарат является самым совершенным среди сварочных «собратьев». В чем же заключается особенность этого источника питания? Рассмотрим подробнее далее.
Устройство и принцип работы инверторов
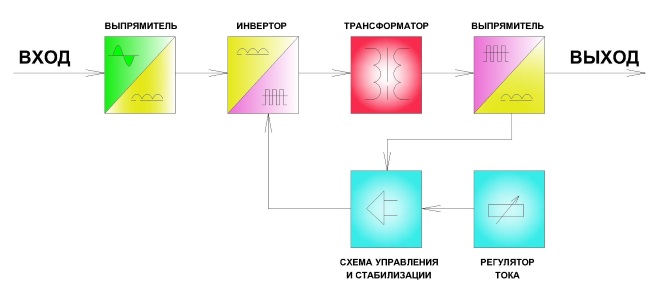
Вся суть инверторной технологии заключается в выпрямлении сетевого переменного тока в постоянный сварочный ток с промежуточным изменением его частоты. Как же происходит весь процесс преобразования? Рассмотрим поэтапно, в какой узел попадает ток и куда следует далее:
- Выпрямитель — его роль играет обычный диод. Именно в этот блок сначала поступает переменный ток с промышленной частотой 50 Гц.
- Фильтр — состоит из дросселя и конденсатора. Выпрямленный ток попадает в фильтр и сглаживается. В результате образуется постоянный ток, который инвертором преобразуется в переменный с частотой 20-50 кГц. На сегодняшний день существуют технологии, с помощью которых можно получить ток частотой 100 кГц.
- Силовой трансформатор снижает высокочастотное переменное напряжение до 25-40В и повышает значение тока до необходимого для сварки. Получается, что требуемой силы сварочный ток достигает благодаря преобразованию высокочастотных токов. Такое многоступенчатое преобразование тока и позволяет использовать трансформатор малых размеров. Приведем пример для сравнения: чтобы получить ток 160 А, в обычном сварочном аппарате нужно установить медный трансформатор, который весит почти 18 кг. В инвертор же нужно поставить трансформатор весом всего 250 грамм. Разница просто колоссальная!
- Высокочастотный выпрямитель выравнивает переменный ток, который далее проходит высокочастотный фильтр, и в итоге мы получаем постоянный сварочный ток.
Все эти процессы преобразования энергии тока контролирует микропроцессорный блок управления, который и является самой дорогой частью инверторного сварочного аппарата.
IGBT или MOSFET?
Сегодня инверторные сварочные аппараты производятся по двум разным полупроводниковым технологиями:
- IGBT
- MOSFET

Основное различие между ними — в транзисторах, отличающихся током коммутации. Транзисторы MOSFET, по сравнению с IGBT, имеют большие вес и габариты и стоят дешевле, однако их необходимо, соответственно, и большее количество.
Для наглядного сравнения рассмотрим устройство инвертора с силой тока в 200 А. В том случае, если он будет изготовлен по технологии MOSFET, то он будет содержать около 24 транзисторов MOSFET, а элементов IGBT потребуется в несколько раз меньше — около 10.
Другим немаловажным преимуществом технологии IGBT является возможность работы на более высоких частотах (60-85 кГц), что уменьшает вес инвертора.
Значение температуры, при которой включается термозащита, у IGBT также намного выше (она составляет около 90 °С против 60 °С у MOSFET), а это напрямую влияет на продолжительность непрерывной работы аппарата.
Рассмотрим два инвертора, выполненные по этим разным технологиям, со стороны ремонтопригодности. Оба имеют преимущества: IGBT-инвертор имеет меньшее количество элементов и транзисторов, которые в случае выхода из строя нужно будет менять, а транзисторы в MOSFET-инверторе имеют большие габариты и более простое расположение, что также облегчает их замену.
Три полезные функции

При сварке одна из самых непростых задач — это необходимость держать электрод на расстоянии нескольких миллиметров от поверхности. Если Вы все же коснетесь им металла, то электрод сразу прилипнет к детали и во вторичной обмотке произойдет короткое замыкание. Если его с силой не оторвать, то обычный трансформатор перегреется и сразу включится тепловая защита (а если ее нет, то сгорит обмотка).
Такие процессы часто происходят в обычных сварочных аппаратах, однако инвертор упрощает работу: благодаря функции antistick при малейшем касании поверхности детали моментально снижается сила тока, что исключает прилипание электрода к металлу. И любой пользователь без проблем оторвет его от детали.
С зажиганием дуги тоже не возникнет никаких проблем — в момент инициации автоматически повышается значение сварочного тока (функция HOT START).
В случае, если Вы слишком близко поднесли электрод к заготовке, то с помощью функции arc force повышается значение силы тока. В результате деталь и электрод подплавляются, что позволяет восстановить расстояние между ними, исключая прилипание.
Достоинства инверторов
- Низкий вес, малые габариты — применение в инверторных сварочных аппаратах малогабаритных высокочастотных трансформаторов позволило существенно снизить габариты и вес инверторных моделей.
- Защита от перепадов напряжения — такие аппараты практически не зависят от перепадов сетевого напряжения. Они снабжаются системами защиты от перегрузок, резкого падения напряжения.
- Легкость использования — большинство инверторов обеспечиваются дополнительными функциями antistick, hot arc и arc force. Это делает возможным их эксплуатацию даже новичками, без специальной подготовки.
- Сварка короткой и длиной дугой – обеспечивает качественный шов на всех видах металлов.
Среди недостатков инверторных сварочных агрегатов можно выделить:
- Высокую цену по сравнению с другими сварочными аппаратами. Однако, она с каждым годом снижается, ведь производством инверторов занимаются все мировые компании по выпуску сварочного оборудования.
- Уязвимость микропроцессорной платы управления, которая очень чувствительна к высокому содержанию пыли в воздухе. Но решение этой проблемы найдено довольно простое — нужно периодически продувать аппарат сжатым воздухом от компрессора.
Применение инверторной технологии при производстве сварочных аппаратов стало настоящим прорывом, позволив значительно расширить функциональные возможности «сварочников». На нашем сайте вы найдете широкий ассортимент инверторных сварочных аппаратов, а также расходных материалов и комплектующих деталей. Для получения более подробной информации о конкретных моделях устройств или по оформлению покупки, пожалуйста, звоните по бесплатному номеру телефона 8-800-333-83-28.
Преимущества и недостатки аппаратов переменного тока для сварки
В двадцатом веке сварочный аппарат переменного тока был самым распространенным устройством сварки металлов в строительстве и промышленности. Это объясняется простотой конструкцией аппарата.
Если говорить кратко, он представляет собой силовой понижающий трансформатор, вторичная обмотка которого имеет несколько выводов. В зависимости от того какой метал нужно варить, какой толщины, каким электродом, сварщик выбирает тот или иной вывод вторичной обмотки.

Виды устройств
Сварочные аппараты, работающие за счет действия переменного тока, подразделяются на следующие виды:
- оборудование для ручной электродуговой сварки с помощью отдельных электродов покрытых флюсом;
- оборудование для ручной аргоновой электросварки с помощью неплавящихся электродов из вольфрама;
- полуавтоматическое оборудование, осуществляющее сварку в среде защитного и инертного газа с помощью электродной проволоки;
- оборудование контактной сварки.
В международной классификации электродуговая сварка получила обозначение ММА-АС или ММА-DC, в случае ручной электросварки одиночными электродами, а аргоновая сварка с неплавящимися электродами – TIG.

Конструкция на трансформаторах
Обычный аппарат для сварки по размерам и форме выглядел как стиральная бытовая машинка на колесах, только еще тяжелее. Замкнутый магнитопровод располагался вертикально. Внизу находилась первичная обмотка трансформатора.
 Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой.
Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой.
При вращении ручки гайка с вторичной обмоткой перемещалась по винту, изменяя магнитный поток, проходящий через катушки. Таким образом, осуществлялась регулировка сварочного электротока.
Для перемещения аппарата на крышке имелась ручка, для присоединения проводов сварочной цепочки на боковой стенке располагался зажим. Все стенки имели щелевые отверстия для охлаждения трансформатора.
Говоря о таких аппаратах в прошедшем времени, имеется в виду, что сейчас в большинстве своем используют сварочные инверторы переменного и постоянного тока. Сварочным оборудованием на основе силового трансформатора практически не пользуются.
Чтобы сварочный шов получался качественным, требуется круто падающая вольтамперная характеристика трансформатора. Это достигается двумя способами. Первый вариант: в трансформаторе с нормальным магнитным рассеянием и отдельной реактивной катушкой (дросселем) регулировку сварочного процесса осуществляют за счет изменения зазора в сердечнике дросселя.
Второй вариант: регулировка осуществляется за счет изменения зазора между первичной и вторичной катушками. При этом изменение электротока в широком диапазоне не приводит к изменению напряжения дуги, что положительно сказывается на качестве шва.

Оборудование для контактной сварки
У аппаратов контактной сварки в момент сварочного процесса у маломощных устройств сварочный ток достигает 5000-10000 А, в мощных устройствах доходит до 500 кА. Поэтому к трансформаторам предъявляются высокие требования.
Они являются понижающими трансформаторами с рядом конструктивных особенностей:
- чтобы получить максимальный электроток вторичная обмотка выполняется из одного витка;
- первичная обмотка выполняется на дисковом сердечнике в виде отдельных секций. Разбивка катушек на секции необходима для регулировки электротока, а диск для равномерного охлаждения;
- вторичная обмотка выполнена в виде параллельно соединенных медных дисков. Для защиты от влаги они залиты эпоксидной смолой;
- предусматривается воздушное или водяное охлаждение.
Аппараты контактной сварки в большинстве своем однофазные с сердечниками броневого типа. Так как качество сварки сильно зависит от длительности сварочного импульса, то коммутационное оборудование достаточно сложное – плата за точность.
Аппараты испытывают большие механические нагрузки, до 400 пусков минуту, поэтому к ним предъявляются дополнительные требования по прочности конструкции.
Маломощные аппараты контактной сварки имеют сварочной ток до 5000 А, весят около 20 кг и сваривают металл толщиной до 2,5 мм. Широко применяются в домашних условиях и мелких мастерских.
Конструкция инвертора
Инверторы иногда называют сварочными аппаратами постоянного тока, поскольку при их работе на первом этапе происходит преобразование переменного напряжения в постоянное.
Инверторы активно вытесняют аппараты на трансформаторах благодаря небольшому весу, компактным размерам и высокой производительности.
 Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Напряжение 220 В 50 Гц подается на выпрямительный мост, где происходит его выпрямление, фильтр снижает пульсации и поступает на электронные ключи выполненные на биполярных транзисторах с изолированным затвором или полевых транзисторах.
На выходе ключей, благодаря блоку управления на основе генератора частоты, получается сигнал частотой 30-70 кГц. Проходя через разделительный конденсатор, электроток избавляется от постоянной составляющей и поступает на первичную обмотку понижающего трансформатора.
На выходе вторичной обмотки получается высокочастотный переменный ток, который используется для сварки. По сути, сварочные инверторы переменного тока выполняются, как импульсные источники питания без выпрямительного блока на выходе.
Из-за быстрого перехода через ноль сварочные инверторные аппараты переменного тока имеют устойчивую, равномерную дугу, что положительно сказывается на качестве шва.
Использование инвертора позволяет получить малогабаритный аппарат большой мощности. Недостатком инвертора можно считать высокую чувствительность к скачкам напряжения.
Достоинства и недостатки
Ручная дуговая сварка переменным током работает на основе силового трансформатора, имеющего простую, надежную и недорогую конструкцию. Она может работать практически в любых условиях и длительное время без перерывов.
К недостаткам нужно отнести невысокую производительность сварочных работ, необходимость постоянного удаления шлака. Сварочный шов получается хуже, чем дает сварка постоянным током.
Аргоновая сварка с использованием аппарата переменного тока с неплавящимися электродами дает сварной шов высочайшего качества, позволяет варить металл большого сечения, отсутствуют брызги.
К недостаткам нужно отнести необходимость использования дополнительного оборудования в виде газовых баллонов и низкую производительность работ.
Электроды и особенности работ
 Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Наиболее широко применяются электроды марок АНО, ОЗС, МР. Они используются для сварки углеродистых и низколегированных сталей. Обеспечивают легкое разжигание электрической дуги и равномерность ее поддержания, легкое удаление шлака. Могут применяться для сварочных аппаратов переменного и постоянного тока.
Главная особенность сварки переменным током заключается в изменении полярности протекающего через электрическую дугу тока. Из-за того, что на частоте 50 Гц время перехода через ноль довольно большое, дуга почти гаснет, получается неравномерной.
Это приводит часто к пористости шва, снижению его качества. При использовании высокочастотного переменного электротока этот недостаток практически преодолевается.
Использование постоянного позволяет получать сварочные швы более высокого качества за счет равномерного выделения теплоты в сварочной ванне. На постоянном токе электрическая дуга зажигается при меньшем напряжении, и ее легче поддерживать сварщику.
Устройство сварочного инвертора
Принцип работы сварочного инвертора

В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения  .
.
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
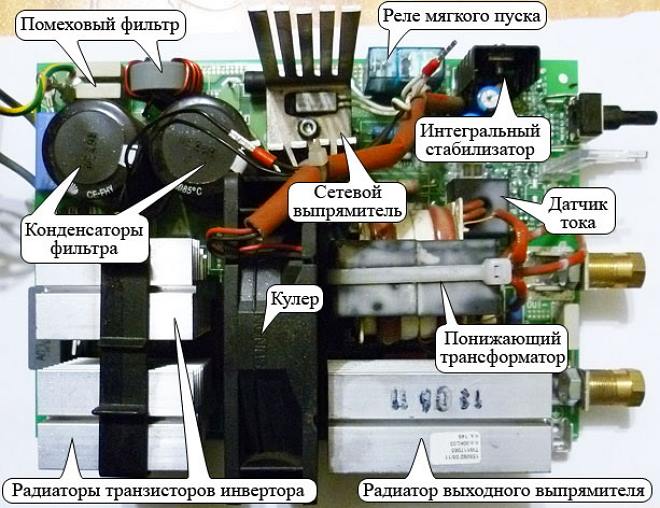
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.

Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С 0 . Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) — 35А, обратное напряжение (VR) — 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.

Инвертор.
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.

Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr of your page —>
Устройство и принцип действия сварочного трансформатора
![]() Сварочные трансформаторы — это конструкции для ручной, автоматической, дуговой сварки деталей. Их условно можно разделить на бытовые и профессиональные аппараты в зависимости от технических характеристик. Получаемое электричество перерабатывается до нужного значения для устройства. Принцип действия сварочного трансформатора в этом и заключается. Аппарат состоит из нескольких узлов, которые вместе образуют электрическую дугу.
Сварочные трансформаторы — это конструкции для ручной, автоматической, дуговой сварки деталей. Их условно можно разделить на бытовые и профессиональные аппараты в зависимости от технических характеристик. Получаемое электричество перерабатывается до нужного значения для устройства. Принцип действия сварочного трансформатора в этом и заключается. Аппарат состоит из нескольких узлов, которые вместе образуют электрическую дугу.
Конструкция устройства
Схема устройства не является сложной. Многие пользователи способны самостоятельно заняться сборкой такой конструкции. Самая простая схема сварки будет работать на одной фазе. Но этого более чем достаточно.
Она состоит из трёх составляющих:
- магнитный привод или сердечник;
- первый слой обмотки;
- второй слой обмотки.
Таким элементом, как магнитный привод или сердечник, является деталь из ферромагнитного сплава с замкнутым контуром. Первый слой обмотки соединяется с сетью, а второй направляется на массу и держатель электрода, которым непосредственно осуществляется сварка. При этом контур теряет сопротивление, а электромагнитная связь повышается.
Но это конструкция самой простой модели. Более профессиональные модели имеют и дополнительные элементы, такие как дроссель и другие.
Полная конструкция обыкновенного сварочного трансформатора состоит из следующих элементов:
- сердечник;
- держатель коробки;
- зажим для сцепки проводов;
- металлический ящик;
- жалюзи для охлаждения;
- рукоятка;
- болт;
- крышка конструкции;
- вертикальный винт;
- винтовая гайка;
- первичная и вторичная обмотка трансформатора.
Принцип работы аппарата
Работает сварочный трансформатор по такому алгоритму: постепенно понижается напряжение до 55−80 В, и в то же время повышается сила тока до 50−450 ампер. В работе подобная конструкция в основном функционирует благодаря принципу переменного тока. Но есть и альтернативные модели, которые выдают постоянный ток. Также встречаются названия — выпрямительные сварочные аппараты.
 Работает оборудование похожим образом. После соединения с сетью по первичному контуру проходит переменный ток, который и создаёт магнитное поле. И в первой, и второй обмотке проходит электрическая сила. Её можно определить в зависимости от количества витков обмотки.
Работает оборудование похожим образом. После соединения с сетью по первичному контуру проходит переменный ток, который и создаёт магнитное поле. И в первой, и второй обмотке проходит электрическая сила. Её можно определить в зависимости от количества витков обмотки.
К примеру, первая обмотка имеет 200 витков, а вторая 10. Коэффициент в этом случае выходит 200:10 = 20. Когда такое оборудование подключаем к обычной сети, то на выходе мы получим примерно одиннадцать ватт.
Для смены нагрузки сварки зачастую меняют зазор магнитного привода. Если зазор увеличить, то сила тока уменьшится. Если уменьшить зазор, то, соответственно, увеличится. Подобрать нужное напряжение можно, узнав количество витков.
Из чего состоит сварка
Такое устройство, как сварка, позволяет понизить напряжение и в этот же момент увеличить силу тока. Это и даёт возможность нагревать металл до нужной для его плавления температуры. Параметры силы и напряжения определяются в момент проектирования и создания трансформаторной сварки. Под определённые функции аппарат оборудуется специальными деталями, которые и определяют назначение работы конструкции.
Кроме первой и второй обмоток и магнитного привода, трансформатор имеет такие детали, как винт с вертикальной резьбой и рукоятка, позволяющая ему вращаться, винтовая гайка и зажимы. Также сварка оборудована корпусом с вентиляцией и подвесной системой, которая защищает сварку от внешних повреждений.
В трансформаторах, работающих по принципу переменного тока, есть и другие детали, позволяющие облегчить работу мастера.
Дополнительные узлы аппарата
Трансформатор для сварки как однофазный, так и трёхфазный и выпрямляющий, может иметь и определённое количество дополнительных узлов. С их помощью аппарат будет работать более качественно.
В качестве дополнительных узлов могут выступать:
- дополнительные обмотки;
- стабилизаторы;
- конденсаторы;
- регуляторы фаз.
Некоторые конструкции оборудованы подвижным шунтом. Расстояние между обмотками меняется за счёт образования новой детали, а не за счёт движения второго слоя обмотки. Дополнительной деталью является шунт, который будет менять зазор между обмотками. Ещё одна обмотка даст возможность регулировки напряжения.
И заводские профессиональные модели, и бытовые, как правило, требуют дополнительного сопротивления. Профессиональные мастера могут произвести соответствующую регулировку. Специальные возможности возникают и без разведения обмоток. Опытный мастер может сделать, таким образом, тонкие или толстые швы.
Подобное сопротивление может быть сделано в виде цельного корпуса. В нём расположены различные контакты, с помощью которых можно регулировать сопротивление.
Различные виды конструкции
Принцип действия бытового или профессионального образца определяет то, какими техническими характеристиками владеет определённый прибор. В связи с этим образовалось множество принципов и факторов классификации подобной аппаратуры. Например, на многопостные и однопостные. Последние предназначены исключительно для бытового использования. Они рассчитаны на инвертор в 3−9 кВт. Домашние сети не рассчитаны на мощность более 10 кВт.
В отличие от предыдущих, многопостные конструкции имеют сложное строение. Они считаются профессиональными и применяются с мощностью более 10 кВт. С одним таким аппаратом может одновременно работать до десяти человек.
Также можно разделить трансформаторы по фазному принципу на однофазный и трёхфазный аппарат. Существуют модели, которые могут переключаться на различное напряжение в сети.
Для применения в домашних условиях могут подойти однофазные агрегаты, а для профессионального уровня трёхфазные. По этому фактору можно определить и напряжение на выходе. Толстые детали можно сварить исключительно трёхфазным аппаратом, так как однофазные не смогу этого сделать.
Классифицировать можно также и по типу аппарата. В основном выделяют три лидирующие группы сварок:
- Аппараты с минимальным рассеиванием магнитного поля. Характерно для такого аппарата наличие дросселя.
- Конструкции с большим рассеиванием магнитного поля. Они имеют довольно сложную схему. Основные её детали — это несколько обмоток, конденсаторов и стабилизаторов. Не исключено присутствие и других дополнительных элементов.
- Тиристорные конструкции. Оборудованы фазорегулятором. Характерные особенности и преимущества — это маленький вес, большая сила тока.
Такую классификацию можно применять только к устройствам с переменным током. Сварочные трансформаторы постоянного тока к этому не относятся. Для подобных конструкций характерными особенностями являются большие габариты, сложная схема и наличие выпрямителя. Самодельный сварочный аппарат постоянного тока своими руками может сделать только профессионал.
Они являются более надёжными и удобными в работе. Такой сварочный аппарат считается профессиональным при условиях использования его на постоянном токе. Этим прибором можно работать с различными видами цветных металлов. Их стоимость довольно высока, и в связи с этим применяются для сварки только профессиональными мастерами. Домашние требования может исполнить и сварочный трансформатор переменного тока.
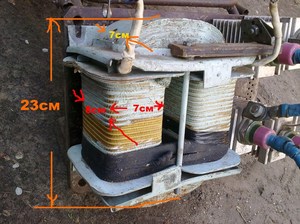
Все модели переменного тока можно сделать самостоятельно, как и трансформатор для полуавтомата своими руками. В качестве исходного материала можно использовать трансформаторы советского производства с двойной намоткой.
Холостой ход
Сварочные конструкции могут работать как под напряжением, так и в режиме холостого хода. Когда создаётся сварочный шов, между электродом и непосредственно объектом сварки замыкается второй слой обмотки. С помощью электрического тока металл плавится и соединяет две детали в одну конструкцию. Когда детали связаны между собой, аппарат прекращает работу и включает состояние ожидания (холостой ход).
Сборка конструкции своими руками
Все элементы будущей конструкции должны быть на отведённых местах и состоять из металла и текстолита.
 По правилам сборки и большинству схем выпрямитель находится вблизи с трансформатором, а дроссель на одном уровне с выпрямителем. Регулятор напряжения должен находиться на панели аппаратного управления. Как основа для конструкции подойдёт и сталь, но рекомендуется использовать алюминий.
По правилам сборки и большинству схем выпрямитель находится вблизи с трансформатором, а дроссель на одном уровне с выпрямителем. Регулятор напряжения должен находиться на панели аппаратного управления. Как основа для конструкции подойдёт и сталь, но рекомендуется использовать алюминий.
Можно использовать и приобретённый корпус для аппарата, например, основы для системного блока компьютера или т. п. Но главное — это прочность и надёжность конструкции.
Важно и то, что тиристоры должны размещаться на отдельной плате и далеко от трансформатора. Далеко от него также должен быть расположен выпрямитель.
Причиной такому расположению является сильное нагревание дросселя и непосредственно трансформатора.
Originally posted 2018-04-06 09:08:41.
Принцип работы и устройство сварочного инвертора
Чтобы правильно выбрать оборудование для выполнения сварочных работ, необходимо знать устройство конструкции и принцип работы сварочного инвертора. Если хорошо разбираться в таких вопросах, можно не только эффективно использовать, но и самостоятельно ремонтировать инверторные устройства.

Инверторные сварочные аппараты производства Италии
На современном рынке предлагается множество моделей инверторов, что позволяет мастерам подобрать оборудование в соответствии со своими потребностями и финансовыми возможностями. При желании сэкономить можно изготовить инверторный сварочный аппарат своими руками.
Как работает инверторный сварочный аппарат
Принцип действия инверторного аппарата во многом схож с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется похожим образом.
Процесс преобразования электрической энергии в сварочном аппарате инверторного типа можно описать так.
- Переменный ток с напряжением 220 Вольт, протекающий в обычной электрической сети, преобразуется в постоянный.
- Полученный постоянный ток при помощи специального блока электрической схемы инвертора опять преобразуется в переменный, но обладающий очень высокой частотой.
- Понижается напряжение высокочастотного переменного тока, что значительно увеличивает его силу.
- Сформированный электрический ток, обладающий высокой частотой, значительной силой и низким напряжением, преобразуется в постоянный, на котором и выполняется сварка.
Принцип работы сварочного инвертора
Основным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми серьезными недостатками такого оборудования, которое активно используется и сегодня, являются низкий КПД (так как в них большое количество потребляемой электрической энергии тратится на нагрев железа), большие габариты и вес.
Изобретение инверторов, в которых сила сварочного тока регулируется совершенно по иному принципу, позволило значительно уменьшить размеры сварочных аппаратов, а также снизить их вес. Эффективно регулировать сварочный ток в таких аппаратах становится возможным благодаря его высокой частоте. Чем выше частота тока, который формирует инвертор, тем меньшими могут быть габариты оборудования.
Одна из основных задач, которую решает любой инвертор, – это увеличение частоты стандартного электрического тока. Возможно это благодаря использованию транзисторов, которые переключаются с частотой 60–80 Гц. Однако, как известно, на транзисторы можно подавать только постоянный ток, в то время как в обычной электрической сети он переменный и имеет частоту 50 Гц. Чтобы преобразовать переменный ток в постоянный, в инверторных аппаратах устанавливают выпрямитель, собранный на основе диодного моста.
После транзисторного блока, в котором формируется переменный ток с высокой частотой, в сварочных инверторах расположен трансформатор, который понижает напряжение и, соответственно, увеличивает силу тока. Для регулировки напряжения и тока, имеющих высокую частоту, требуются менее габаритные трансформаторы (при этом по своей мощности они не уступают более крупным аналогам).

Сварочный инвертор без защитного кожуха
Элементы электрической схемы инверторных устройств
Устройство сварочного инвертора составляют следующие базовые элементы:
- выпрямитель переменного тока, поступающего из обычной электрической сети;
- инверторный блок, собранный на основе высокочастотных транзисторов (такой блок и является генератором высокочастотных импульсов);
- трансформатор, который понижает высокочастотное напряжение и увеличивает высокочастотный ток;
- выпрямитель переменного высокочастотного тока;
- рабочий шунт;
- электронный блок, отвечающий за управление инвертором.
Какими бы характеристиками ни обладала определенная модель инверторного аппарата, принцип его действия, основанный на использовании высокочастотного импульсного преобразователя, остается неизменным.
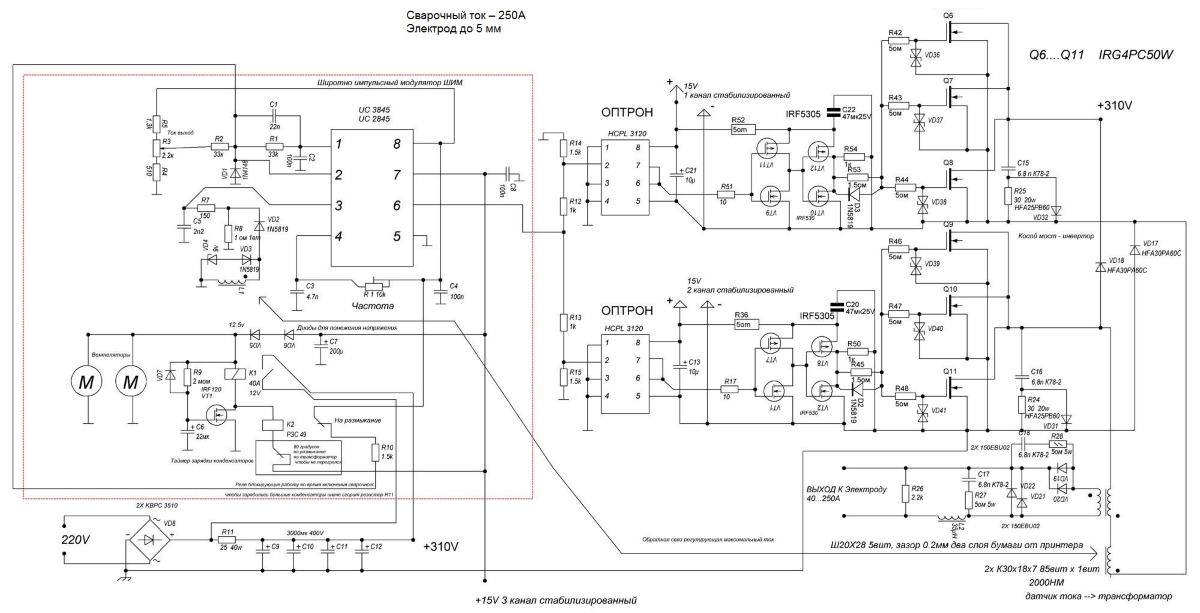
Пример принципиальной схемы инвертора (нажмите для увеличения)
Выпрямительный и инверторный блоки оборудования в процессе своей работы сильно нагреваются, поэтому их устанавливают на радиаторы, активно отводящие тепло. Кроме того, для защиты выпрямительного блока от перегрева используется специальный термодатчик, отключающий его электропитание при достижении им температуры 90 градусов.
Инверторный блок, являющийся, по сути, генератором высокочастотных импульсов большой мощности, собирается на основе транзисторов, соединяемых по типу «косого моста». Высокочастотные электрические импульсы, формирующиеся в таком генераторе, поступают на трансформатор, необходимый для того, чтобы понизить значение их напряжения.
Наиболее распространенными трансформаторами, используемыми для оснащения сварочных инверторов, являются устройства со следующими характеристиками: первичная обмотка – 100 витков провода марки ПЭВ (толщина 0,3 мм); 1-я вторичная обмотка – 15 витков из медной проволоки диаметром 1 мм; 2-я и 3-я вторичные обмотки – 20 витков медного провода диаметром 0,35 мм. Все обмотки тщательно изолируются друг от друга, а места их выхода защищаются и запаиваются.
Внутреннее устройство сварочного инвертора
На выходной выпрямитель сварочного инвертора поступает ток, обладающий высокой частотой. С преобразованием такого тока в постоянный простые диоды не справятся. Именно поэтому основу выпрямителя составляют мощные диоды, обладающие большой скоростью открывания и закрывания. Чтобы предотвратить перегревание диодного блока, его размещают на специальном радиаторе.
Обязательным элементом любого сварочного инвертора является резистор высокой мощности, обеспечивающий устройству мягкий пуск. Необходимость использования такого резистора объясняется тем, что при включении питания на оборудование подается мощный электрический импульс, который может стать причиной выхода из строя диодов выпрямительного блока. Чтобы этого не произошло, ток подается через резистор на электролитические конденсаторы, которые начинают заряжаться. При достижении конденсаторами полного заряда и перехода устройства в штатный режим работы замыкаются контакты электромагнитного реле и ток начинает поступать на диоды выпрямителя, уже минуя резистор.

Выходные дроссели на плате сварочного инвертора
Инверторы благодаря своим техническим характеристикам позволяют выполнять регулировку сварочного тока в широком диапазоне – от 30 до 200 А.
Работой всех элементов такого сварочного аппарата, отличающегося компактными габаритами, небольшим весом и высокой мощностью, управляет специальный ШИМ-контроллер. Электрические сигналы поступают на контроллер от операционного усилителя, питающегося выходным током самого инвертора. На основе характеристик этих сигналов котроллер формирует корректирующие выходные сигналы, которые могут подаваться на диоды выпрямителя и транзисторы инверторного блока – генератора высокочастотных электрических импульсов.
Кроме основных, современные сварочные инверторы обладают еще целым перечнем полезных дополнительных опций. К таким характеристикам, которые значительно облегчают работу с устройством и дают возможность получать качественные, надежные и красивые сварные соединения, следует отнести форсирование сварочной дуги (быстрый розжиг), антизалипание электрода, плавную регулировку сварочного тока, наличие системы защиты от возникающих перегрузок.

Монтажная плата с основными элементами инвертора
Целесообразность использования инверторов и их основные недостатки
Широкое применение сварочных инверторов объясняется целым рядом весомых преимуществ, которыми они обладают.
- Устройства данного типа отличаются высокой мощностью и производительностью.
- Сварной шов, формируемый с использованием инверторов, характеризуется высоким качеством и надежностью.
- Наряду с высокой мощностью, устройства данного типа отличаются компактными размерами и небольшим весом, что дает возможность легко переносить их в то место, где будут выполняться сварочные работы.
- Сварочные инверторы обладают большим КПД (порядка 90%), потребляемая электрическая энергия используется в них эффективнее, чем в трансформаторах.
- Благодаря высокому КПД такие аппараты отличаются экономичным расходованием потребляемой электроэнергии.
- В процессе выполнения сварочных работ с помощью инвертора расплавленный металл разбрызгивается незначительно, что отражается на более рациональном потреблении расходных материалов.
- Инверторы обеспечивают возможность плавной регулировки сварочного тока.
- Благодаря наличию в таких устройствах дополнительных опций уровень квалификации сварщика почти не влияет на качество выполнения работ.
- Широкая универсальность инверторов упраздняет вопрос о том, какой аппарат выбрать для выполнения сварки по различным технологиям.
Инверторные устройства выбирают в том случае, когда нужен аппарат, характеристики которого обеспечивают высокую стабильность горения сварочной дуги в любой ситуации. При использовании инверторов не возникает вопрос и о том, какой электрод выбрать для выполнения сварочных работ, так как с помощью этого оборудования можно варить металл электродами любого типа.
Конечно, недостатки у инверторов тоже есть, но их не так много. Сюда следует отнести достаточно высокую стоимость таких устройств, по сравнению с обычными сварочными трансформаторами. Дороги такие устройства и в ремонте, который чаще всего связан с необходимостью замены мощных транзисторов (их стоимость может составлять до 60% цены всего аппарата).
Очень чувствительны инверторы к негативным внешним факторам – пыли, грязи, осадкам и морозу. Если для работ в полевых условиях вам нужен именно инвертор, придется сооружать для него закрытую и отапливаемую площадку.