Сварочная проволока св08г2с ГОСТ 2246 70 характеристики
ГОСТ 2246-70 на стальную сварочную проволоку: технические условия
Прочный и ровный сварочный шов получается при использовании качественных расходных материалов, максимально подходящих по химсоставу. Для проведения работ со сталями, изготавливается по ГОСТ 2246-70 проволока стальная сварочная, технические условия работы позволяют использовать ее на полуавтоматах, выполняя сварку и наплавку.
Марки и классификация

Проволока классифицируется по применению: общего и специального. Первая применяется для сварки широко диапазона сталей, цветных сплавов. Специальная, например титановый сплав, используется редко, только для отдельных видов нержавейки. Ею варят титан и его сплавы.
По покрытию проволоку делят:
- непокрытая;
- омедненная;
- покрытая флюсом.
Каждый сплав требует специального, подходящего именно для него, расходного материала. Основные марки:
- стальная;
- алюминиевая;
- порошковая.

Каждый тип проволоки сварочной имеет ГОСТ, по которому изготавливается и в соответственно значений стандарта проверяется по специальной технологии. В группы входит металл, разный по химсоставу. Его определяют по содержанию легирующих элементов и углерода
В крупных цехах и в домашних мастерских наибольшей популярностью пользуются изготавливаемые по ГОСТ 2246-70 разновидности проволоки стальной сварочной, используемой для сварки. Из нее делают электроды. Выбрать нужный материал можно, ориентируясь на состав, указанный в маркировке: сначала Св – сварочная, затем обозначение легирующих компонентов и их состав в процентах.
Например, омедненная проволока Св08Г2С по ГОСТ 2246-70 содержит:
- углерода 0,08%;
- марганца 2%;
- кремния до 1%.
Остальные компоненты не превышают суммарно 3% и каждого из них менее 1%.
А в конце маркировки указывает на химический состав повышенного качества. В нем пониженное содержание серы и фосфора. О – значит омедненная.

Низкоуглеродистая проволока широко используется для сварки металлоконструкций и арматуры на строительных площадках. Для создания столбов и опор линий электропередач, трубопроводов и корпусов кораблей использую омедненную проволоку Св08Г2СА.
Для цветных сплавов, высоколегированной нержавейки и стали, содержащей тугоплавкие вещества, создается по ГОСТ 7871-75 сварочная алюминиевая проволока. Выпускается диаметрами тянутая и прессованная. Предназначена она для работы на полуавтоматах.
Сортамент
Проволока сварочная по ГОСТ 2246-70 делится:
- для сварки;
- изготовления электродов.
По химсоставу классифицируется:
- низкоуглеродистая сталь, от Св-08 до Св-10ГА;
- углеродистая, типа Св-08ГС, Св-10ХМФТ, Св-10Х5М;
- высоколегированная, включая Св12ХНМФ, Св-08Х19Н9Ф3С2.
Сортамент по диаметру от 0,3 мм до 12 мм. Отклонение от размеров, химии и механических свойств регламентируются ГОСТом.
Технические требования
Имеет сварочная проволока Св08Г2С ГОСТ2246-70 характеристики технические:
- предел прочности 550 Мпа;
- ударная вязкость 70 Дж/см 2 ;
- предел текучести 450 Мпа.
Предъявляются требования к сплошности металла. Не допускаются поры и химические включения.

Омедненную сплошную проволоку отличают от других расходных материалов положительные технические качества:
- устойчивая горение:
- сварка длинной дугой;
- высокая прочность и герметичность шва;
- легкое зажигание дуги первичное и повторное;
- малое разбрызгивание;
- длительный срок службы наконечников.
Плавление омедненной проволоки происходит равномерно, что значительно уменьшает разбрызгивание. Шов образуется ровный, без гребешков. Расход материала за счет этого почти на 40% меньше по сравнению со светлыми видами проволоки.
Методы испытаний
Проволока сварочная определенного диаметра на приемку поступает с одной плавки и партии. Сначала она проходит визуальный контроль. На поверхности не должно быть царапин, пятен. Диаметр замеряется микрометром в нескольких точках. Для этого отбирается 5%, но не менее 3.
С отобранных мотков вырезаются по 2 куска с начала и конца мотка для проведения испытаний на физические свойства стали: на разрыв, упругую деформацию и другие. Проволоку определенной длины закрепляют в специальном оборудовании, и лаборанты фиксируют в протоколе каждое значение.
Определение содержания ферритной фазы
Содержащийся в стали феррит ослабляет его механические свойства: твердость, прочность, пластичность. Определить его содержание можно по специально отлитому образцу. При производстве сварной проволоки содержание ɑ-фазы измеряется дважды.
- При разливе металла берется ковшовая проба – специальной ложкой сталевар зачерпывает жидкую сталь из ковша и выливает в кокиль.
- От уже готовой проволоки отрезают куски, укладывают в медные тигли, и расплавляют вольфрамовым электродом. Жидкую сталь переливают в кокиль.
Остывшие с определенной скоростью образцы разрезают. Поверхность шлифуют и полируют с охлаждением, не давая им нагреться. После травления с помощью электронного микроскопа изучают структуру и сравнивают с образцом.
Определения массовой доли следов мыльной смазки
Количество мыльной смазки определяется по разнице веса проволоки до и после очистки. Отбираются образцы весом до 200 гр. Взвешиваются с точностью до 0,0002гр. После этого поверхность обрабатывается бензолом, толуолом или эфиром. Взвешивание каждого образца повторяется.
[stextbox ОТК Металлургического комбината ЧЛПК Овчаров В. П.: «Контроль химсостава осуществляется предварительно по ковшовым пробам. Затем от каждой партии отбирается 5%, но не менее 2 бухт. Отрезаются образцы и сдаются в химическую лабораторию. Часть веществ определяются быстро с помощью спектрального анализа. Остальные методом растворения, выжигания и химического взаимодействия. Только после этого выписывается сертификат на соответствие по химическому составу с указанием каждого элемента с точностью до 0,001%».[/stextbox]
Маркировка, упаковка, транспортирование и хранение
 Учитывая размер изделия и требования к чистоте поверхности, маркировка товара производится на ярлыках, прикрепленных на мотки. В случаях пластиковых катушек, наклеивается на ее торце.
Учитывая размер изделия и требования к чистоте поверхности, маркировка товара производится на ярлыках, прикрепленных на мотки. В случаях пластиковых катушек, наклеивается на ее торце.
Порядок данных в маркировке строго регламентирован.
- Цифрой обозначается диаметр.
- Св – сварочная.
- Состав. Цифрами и буквами указывается содержание углерода и основных легирующих веществ. Буква А в конце обозначает улучшенное качество.
- Тип покрытия или его отсутствие.
- Вид переплава.
- ГОСТ, по которому изготавливается продукция.
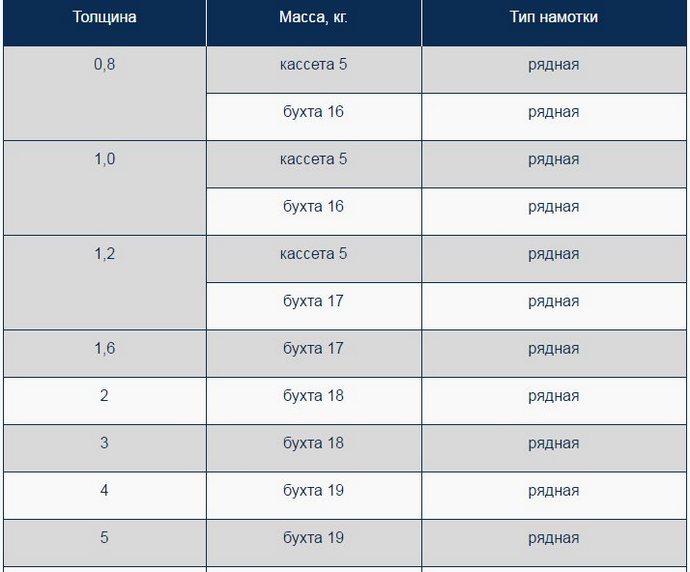
Проволока выпускается в кассетах весом 1 – 15 кг, на пластмассовых катушках весом до 20 кг. Намотка рядная, равномерная. Мотки и бухты могут весить 80 кг. Каждая катушка или бухта содержат проволоку только одной плавки и партии. Они обматываются в 2 слоя непромокаемой – промасленной, бумагой и укладываются в картонные или деревянные ящики. На каждую партию выписывается Сертификат качества. В нем содержится:
- товарный знак изготовителя;
- номер партии;
- ГОСТ;
- химический состав.
На каждом сертификате стоит его регистрационный номер, на который ссылаются при выписывании копий. Кроме этого подписи начальника цеха и ОТК.
Транспортировка допускается любым типом транспортных средств крытого типа.
Хранение производится на складах, в сухих закрытых помещениях. Высота штабелей на должна превышать 1,5 м. Ширина проходов более 1 м.
Изменения и поправки к ГОСТу
 Последние 2 цифры ГОСТа обозначают год его издания. Каждые 5 лет он пересматривается. Изменять его нет причин. Но со временем в процессе эксплуатации продукции возникают уточнения. Каждый раз вносятся изменения и поправки, которые регламентируют отношения производителя с потребителем и учитывают пожелания производственников.
Последние 2 цифры ГОСТа обозначают год его издания. Каждые 5 лет он пересматривается. Изменять его нет причин. Но со временем в процессе эксплуатации продукции возникают уточнения. Каждый раз вносятся изменения и поправки, которые регламентируют отношения производителя с потребителем и учитывают пожелания производственников.
Металлурги улучшают качество стали, создают новые материалы. Следовательно, надо легировать сварочную проволоку теми же веществами, чтобы она соответствовала свариваемому металлу по составу. По ГОСТ 2246-70 регулярно добавляются новые марки сварочной проволоки. Каждая редакция содержит их больше, особенно высоколегированных.
С появлением покрытия медью, в ГОСТ внесли изменения, разделив проволоку на неомедненную и омедненную с указанием в сертификате толщины слоя.
Остальные изменения касаются в основном пожеланий потребителей и улучшения качества.
С появлением новых видов переплавки сталей, при которых удаляются все примеси и увеличивается плотность проволоки, в ГОСТ и производство материала внесено изменение. Теперь для производства проволоки используют новые методы переплава и вносят их в маркировку по просьбе заказчика:
- Ш – электрошлаковый;
- ВД – вакуумнодуговой;
- ВИ – вакуумноиндукционный.
Остальные поправки относятся к увеличению содержания определенных веществ и способы согласования отступлений с заказчиком.
Характеристики сварочной проволоки СВ08Г2С
Проволока СВ08Г2С производится в соответствии с ГОСТом 2246-70 и ТУ 1227-220-10557608-2015. Основное назначение — наплавка при аргонодуговой сварке.

При проведении сварки используется расходный материал в виде сварочной проволоки, необходимой для создания прочного сварного соединения. Качество полученного шва во многом зависит от ее характеристик. Благодаря входящим легирующим элементам одним из наиболее востребованных подобных изделий является сварочная проволока св08г2с, которая применяется во многих видах сварки.
Характеристики и назначение проволоки
Проволока СВ08Г2С производится в соответствии с ГОСТом 2246-70 и ТУ 1227-220-10557608-2015. Основное назначение этой продукции заключается в использовании в качестве наплавки при выполнении аргонодуговой сварки, а также для изготовления плавящихся электродов для присадки при сварке.

Ее аббревиатура расшифровывается так:
СВ — обозначает назначение для сварки;
08 — количество углерода в процентах (С=0,08%);
Г — наличие в составе марганца;
2 — количество марганца в процентах.
С — наличие в составе кремния, не более 1%.
Виды продукции и химические элементы в составе
Омедненная продукция производится с сечением от 0,8 до 2,0 мм и может иметь размер: 0,8; 1,0; 1,2; 1,4; и 1,6 мм.
Непокрытые изделия имеют сечение в диапазоне от 0,6 до 6,0 мм.
В состав продукции в соответствии с нормативной документацией должны входить:
С= 0,05 — 0,11%; Mn= 1,8 — 2,1 %; Si= 0,70 — 0,95%; S Требования к условиям поставки

Продукция большого диаметра реализуется в герметичных упаковках без намотки на катушки, весом по 80 или 250 кг.
Допускается термическая обработка поставленной проволоки для улучшения ее свойств, если по стандартной технологии изготовления это не было предусмотрено.
Поверхность продукции с медным покрытием иногда при поставке может иметь остатки технологической обработки в виде мыльной смазки. Это, в соответствии с требованием ГОСТ, допустимо в небольших количествах, но при этом в составе смазки не должна присутствовать сера и графит.
Механические характеристики
- Изделия после изготовления обязательно проходят проверку на разрыв.
Допускаются следующие показатели сопротивления разрыву (Sв кгс/мм 2 ):
- для Ø до 1,5 мм значение Sв должно быть в интервале от 90 до 135;
- для Ø 1,6 мм — в интервале 90-130(для наплавки) и 70-100 (для электродов);
- для Ø 2,0 мм — в интервале 80-120 (для наплавки), 70-100 (для электродов);
- для Ø больше 2,0 мм в интервале 70-105 (для наплавки), 65-95 (для электродов).
- Показатель относительного удлинения не менее 30%.
- Значение предела текучести в МПа — в интервале от 415 до 440.
- Показатель ударной вязкости, (Дж/см 2 ): при 40 о С равен 56, при 20 о С — 69.
Область применения
Проволока св08г2с используется для сварки углеродистых и низкоуглеродистых марок сталей, которые имеют широкое назначение. Они применяются в машиностроительной отрасли, кораблестроении, а также в строительстве, при ремонте различных изделий из углеродистых сталей.
Особенно востребованной является проволока с медным покрытием. Такое покрытие значительно увеличивает проводимость тока за счет уменьшения контактного сопротивления. Это дает возможность поддерживать равномерную дугу сварки и повышать качество сварного шва за счет отсутствия окисления.

ПОСМОТРЕТЬ Проволока сварочная на AliExpress 708 рублей →
Благодаря производству разных по диаметру изделий, можно подобрать нужное сечение проволоки для сварки как тонких деталей, так и конструкций больших размеров. Например, сечение 2 мм часто применяется при ремонте небольших металлических предметов и является самым востребованным в быту. Продукция, сечением до 6 мм, применяется преимущественно в машиностроительной области для сварки конструкций.
Проволока сварочная омедненная св08г2с применяется:
- В качестве соединяющего материала при проведении аргонодуговой сварки с использованием полуавтоматических сварочных аппаратов, а также при ручной сварке в среде аргона или его смеси с углекислым газом. Проволоку вводят в область сварного соединения, где она под действием пламени горелки расплавляется, а после отвердевания образует единое целое с металлом соединяемых деталей. Для проведения аргонодуговой сварки применяются неплавящиеся вольфрамовые электроды.
- В качестве присадки для образования флюса при выполнении ванной сварки. При расплавлении проволоки и сварных торцов металла, поднявшиеся вверх шлаки после остывания расплава образуют защитную пленку и предохраняют область шва от окисления. Кроме того, с помощью сварочной проволоки можно добиться за счет дополнительного легирования улучшения сварного шва.
Показатель коэффициента наплавки св08г2с
Показатель наплавления проволоки влияет на скорость проведения сварки, потери плавящегося электрода при испарении (показатель испарения), разбрызгивание расплава, а также на окисление сплава.
Величина коэффициента расплавления соединяемого металла также зависит от этого показателя. А это влияет на качество сварного шва и его прочности.
Отличительные особенности
Проволока св08г2с отличается от других расходных продуктов сварки своими преимуществами:
- она обеспечивает устойчивость сварочной дуги и исключает возможность «залипания» электрода;
- может применяться в большом диапазоне сварочных режимов;
- хорошо подходит для работы с любым классом сварочных аппаратов;
- обеспечивает незначительное разбрызгивание расплава в газовой среде;
- позволяет экономно расходовать медные наконечники и производить повторное разжигание дуги;
- обеспечивает ровный качественный шов с хорошей кромочной провариваемостью соединяемых деталей, без присутствия пор и посторонних включений, а также с равномерным химическим составом.
Заключение
При изготовлении проволоки св08г2с применяются высокие требования стандарта. Поэтому она отличается своими хорошими эксплуатационными качествами и может использоваться в широком диапазоне различных видов сварки. Однако, при выборе конкретной марки изделия нужно учитывать совместимость проволоки с характеристиками свариваемых металлов: плавиться они должны при одинаковой температуре и иметь одинаковые характеристики прочности, а состав входящих в металл проволоки элементов должен повышать легирование соединяемых металлических частей.
Сварочная проволока СВ-08Г2С — особенности и разновидности

Проволока с высоким уровнем легирования Св-08Г2С (в неспециальной литературе допускается маркировка СВ08Г2С) активно применяется для разных видов сварки, изготовления сварочных электродов и для проведения наплавочных работ.
Особенность применения
Для сварки сталей углеродистых, низколегированных, относящихся к группе 1 с классом прочности до К54. Использование данной проволоки снижает риск «залипания» электрода и уменьшает интенсивность разбрызгивания металла. Обеспечивается возможность работы с различными видами сварочного оборудования.
| Сечение (мм) | ||||
| 0,8 | 1 | 1,2 | 1,6 | |
| Вылет электродов (мм) | 8 – 12 | 8 – 14 | 10 – 15 | 15 – 20 |
| Рекомендуемый ток (А) | 60 – 150 | 80 – 180 | 90 – 220 | 120 – 350 |
| Напряжение (В) от 18 до | 22 | 24 | 28 | 32 |
Классификация, сортамент и требования к сварочной стали
Технические условия для стальной холоднотянутой проволоки регламентирует ГОСТ 2246–70. Это Межгосударственный стандарт для низкоуглеродистых, легированных, высоколегированных сплавов.
Применение проволоки СВ08Г2С
В промышленности данная сварочная проволока применяется очень часто. При этом это могут быть самые разнообразные типы промышленности. Ее часто приобретают для сварочных полуавтоматов и автоматов. Проволока подходит для сварочных соединений, и для наплавки.
Чаще всего она берется:
- при зашивании дыр между частями заготовки;
- для образования валика на шве.
Нередко эту легированную проволоку используют как присадочный материал.
Благодаря оптимальному количеству кремния и марганца в составе, сварочная проволока СВ08Г2С применяется и для наплавки. Она позволяет:
- получить соединение высшего уровня;
- снизить стоимость изготовления сварного материала;
- добиться прочного шва.
Характеристики шва
- Сопротивление разрыву временное – от 500 (МПа).
- Текучесть предельная – 400 (МПа).
- Удлинение (относительное) – от 18%.
- Вязкость (ударная) – от 50 Дж/см2 (при t0 = 20 0С).
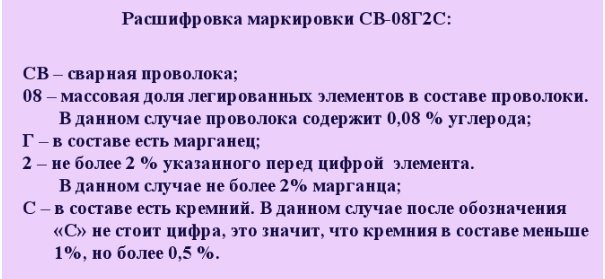
Расшифровка марки
СВ08Г2С расшифровывается следующим образом:
- СВ — сварочная;
- 08 — содержание углерода, в % — 0,08;
- Г — наличие в составе марганца;
- 2 — количество марганца, в % — 2;
- С — наличие в составе кремния, так как после буквы «С» не проставлена цифра, то это означает, что содержание кремния не превышает одного процента.
Справка. Производителями выпускается две модификации проволоки: омедненная и без покрытия. В маркировке первой разновидности присутствует буква «О».
Омедненная сварочная проволока также пользуется высоким спросом, так как при ее использовании отмечается незначительный износ медных наконечников и рост проводимости, что обеспечивает стабильность дуги, увеличивает прочность и долговечность шва. Важно не путать стальную проволоку с покрытием из меди и полностью медные расходные материалы.
Расшифровка маркирования
- Св – для сварки.
- 0,8 – процентное содержание углерода (причем в сотых долях).
- Г – легирующий хим/элемент (марганец).
- Следующая цифра «2» – его содержание (в %).
Маркировка
Прочитать марку стали поможет тот же ГОСТ. Узнаем, что означает Св-08Г2С. Расшифровка знака «Св-» перед маркой. Указывает — предназначена для сварочной проволоки. Обозначение массовой доли элементов в маркировке сварочной проволоки соответствует общепринятым. Однако, эти изделия могут дополнительно маркироваться в зависимости от следующего:
- Назначения — для изготовления электродов (Э).
- Вида поверхности — с омедненной поверхностью (О).
- Способу переплава — вакуумно-дуговой (ВД), электрошлаковый (Ш), вакуумноиндукционный (ВИ).
Знаки располагаются в конце марки, через тире. Например: Св-05Х19Н9Ф3С2— ВИ — Э — О. Высококачественные сплавы помечают в конце, как обычно (А). Например: Св-08АА, где на качество указывает последняя буква, а буква перед ней указывает азот.
Все специальные требования заказчик указывает как принято при заключении договора на поставку. При ужесточении или изменении требований по химсоставу или испытаниям, составляется Техническое соглашение или Протокол, подписанный двумя сторонами (изготовителем и потребителем). При длительном сотрудничестве предприятий могут быть изданы Технические условия (ТУ), где подробно изложены все условия.
Особенности марки Св-08Г2С
 По названию Св-08Г2С расшифровка такая: сварочная (наплавочная) сталь, является низкоуглеродистой (две цифры вначале это 0,08% углерода), легированной марганцем (содержит 2% марганца) и кремнием (его содержание около 1%). Сравним с похожей маркой — Св-08ГС. Расшифровка, для неё отличается по марганцу (Г). После его символа цифра отсутствует, что соответствует единице. Предельное содержание основных определяемых веществ изложено в Таблице к ГОСТ 2246–70. Там же можно посмотреть и наличие вредных примесей (серы, фосфора и других). По ковшовой пробе узнают реальный химический состав, его подтверждают в конечном размере изделия.
По названию Св-08Г2С расшифровка такая: сварочная (наплавочная) сталь, является низкоуглеродистой (две цифры вначале это 0,08% углерода), легированной марганцем (содержит 2% марганца) и кремнием (его содержание около 1%). Сравним с похожей маркой — Св-08ГС. Расшифровка, для неё отличается по марганцу (Г). После его символа цифра отсутствует, что соответствует единице. Предельное содержание основных определяемых веществ изложено в Таблице к ГОСТ 2246–70. Там же можно посмотреть и наличие вредных примесей (серы, фосфора и других). По ковшовой пробе узнают реальный химический состав, его подтверждают в конечном размере изделия.
Для сварочной проволоки Св-08Г2С технические характеристики при диаметре проволоки 1,4 мм и менее по марганцу отличны от других сталей. Согласно Изменению № 2 к ГОСТ доля марганца (массовая) для этой стали допускается в пределах 1,65—2,1% (при согласии заказчика).
Естественно, если поверхность подвергается покрытию медью, маркировка уже Св-08Г2С — О. Такую проволоку наматывают на болванки квадратной или прямоугольной формы. Размеры, полученных мотков, оговорены в ГОСТ. По договорённости сторон в таких мотках допустимо поставлять метизы и без покрытия медью. Поставка на катушках, кассетах и тяжеловесных мотках также должна согласоваться обеими сторонами.
Проволока этой категории обязательно проходит испытания на сопротивление разрыву, согласно нормам. При отклонении от нормативных параметров, дополнительно термически обрабатывается.
Поверхность проверяется в соответствии с требованиями, установленными в следующем объёме:
 Чистота. Отсутствие загрязнений, как-то окалина, ржавчина, следы масла. Допустимы следы мыльного раствора без серы и графита.
Чистота. Отсутствие загрязнений, как-то окалина, ржавчина, следы масла. Допустимы следы мыльного раствора без серы и графита.- Гладкость. Такие дефекты проката, как трещины, раковины, закаты, расслоения, забоины не допускаются. Возможны небольшие царапины, риски и следы от волочения и шлифовки, отдельная рябизна. Состояние поверхности указывается в заказе. Возможна поставка изделий с улучшенной поверхностью (по требованию заказчика).
3 Зачем знать коэффициент наплавки проволоки?
При выполнении наплавочных работ большое значение имеет коэффициент наплавки сварочного материала. Под ним понимают величину, которая описывает вес наплавленного за определенное время металла при конкретно заданной силе тока. Коэффициент наплавки описываемой сварочной проволоки обычно имеет показатель не меньше 8,5 г/А*ч. Точное его значение зависит от:
- химического состава, которым описывается проволока;
- типа покрытия изделия (медный слой или чистая поверхность);
- полярности и рода тока, используемого для выполнения наплавочных работ.

Сварочная проволока Св-08Г2С для выполнения наплавочных работ
От того, какой коэффициент наплавки имеет СВ08Г2С, зависит производительность наплавочной операции, показатель потерь сварочного стержня на испарение, разбрызгивание, окисление. Коэффициент расплавления основного металла также находится в зависимости от рассматриваемого показателя наплавки, как и многие другие менее важные характеристики сварочной операции.
Специфика поставки
Проволока СВ08Г2С поступает на рынок, как правило, в катушках по 15 или 5 кг. Однако лучшим вариантом считается приобретение материала в упаковке (без намотки на бобину) – 80, 250 кг. В этом случае обеспечивается минимальный износ подающей системы, так как проволока выходит «напрямую». Да и стоимость ее на единицу веса получается ниже.
Проволока бывает как неомедненная, так и с медным покрытием (в обозначении литера «О»). Последний вариант подвергается «жесткой» калибровке, что снижает износ наконечника.

Чем можно заменить
На практике нередко бывает так, что из-за нехватки необходимого материала, во избежание простоя и срыва графика работ, приходится искать «запасной» вариант, используя ту или иную аналогичную по своим характеристикам продукцию, применение которой не отразится в худшую сторону на качестве операций. Проволоку СВ08Г2С можно заменить такими образцами, как «ER» 70-S или 49, ОК 12-51, Novofil G3Si1 или W10.
Стоимость
Она зависит от многих составляющих (сечение, с омеднением или нет, производитель, объем закупки). Примерная цена – от 64 руб/кг. К примеру, омедненная проволока 1,2 мм весом 15 кг будет стоить около 1 450 рублей.
Отличительные особенности
Проволока св08г2с отличается от других расходных продуктов сварки своими преимуществами:
- она обеспечивает устойчивость сварочной дуги и исключает возможность «залипания» электрода;
- может применяться в большом диапазоне сварочных режимов;
- хорошо подходит для работы с любым классом сварочных аппаратов;
- обеспечивает незначительное разбрызгивание расплава в газовой среде;
- позволяет экономно расходовать медные наконечники и производить повторное разжигание дуги;
- обеспечивает ровный качественный шов с хорошей кромочной провариваемостью соединяемых деталей, без присутствия пор и посторонних включений, а также с равномерным химическим составом.
Сертификация, ГОСТ
Химический состав и свойства проволоки должны соответствовать ГОСТу 2246-70. Материалы для сварки проходят обязательную сертификацию и аттестацию Ассоциацией Сварки НАКС. Некоторые производители предоставляют сертификаты на официальных сайтах, тем самым демонстрируя соответствие стандарт и высоко качество присадочного материала.
Рекомендации
При покупке сварочной проволоки следует помнить о некоторых правилах, которые снизит вероятность приобретения контрафактной или некачественной продукции:
- следует приобретать материалы у производителей и поставщиков, имеющих сертификаты, в которых указано каким стандартам соответствует проволока и вообще подлинна ли она;
- рекомендуется покупать расходники в крупных магазинах; у проверенных продавцов, которые имеют возможность обеспечить хранение в соответствующих условиях.
Производители
Выпуском сварочной проволоки СВ08Г2С занимается несколько производителей: российских и зарубежных:
- ESAB;
- Oliver выпускает полированную сварочную проволоку, маркировка СВ-08Г2С-П;
- LINCOLN ELECTRIC выпускает омедненный вариант;
- Golden Bridge.
Где купить
Поставщики и производители проволоки Св-08Г2С, а также других расходных материалов собраны в отдельном разделе нашего сайта.
Разделы: Сварочная проволока
легированные сварочные проволоки, проволока для аргонодуговой сварки, проволока сварочная омедненная, проволока сварочная полированная, проволока стальная сварочная
Технические характеристики сварочной проволоки Св-08Г2С
Проволока сварочная Св-08Г2С ГОСТ 2246-70 производится для разнообразных сварочных работ с узлами и деталями повышенной ответственности. Ею можно выполнять также и наплавочные работы.
Рассматриваемый сортамент может выпускаться также с поверхностным омеднением, на что указывает дополнительная буква О в обозначении материала. В ряде источников такую проволоку именуют СВ08Г2С, но это не дополнительное её легирование вольфрамом или кремнием, а лишь небольшая техническая вольность.
Состав, сортамент и свойства

Химический состав данного материала представлен следующими элементами:
- Углеродом, в пределах 0,06…0,10%.
- Кремнием, в пределах 0,70…0,95%.
- Марганцем, в пределах 0,85…1,05% (для проволоки сечением до 1,4 мм процентное содержание марганца может увеличиваться, с согласия потребителя, до 1,65%)
- Хромом и никелем, в пределах 0,20…0,25%.
Опускаемые отклонения по химсоставу в большинстве случаев не превышают 0,02 %. Кроме того, в качестве примесей при выплавке, присутствуют в незначительном количестве также фосфор и сера. На качество конечной продукции они не влияют.
Важно, что для сварочной проволоки имеются также дополнительные ограничения на количество связанного азота, который может в больших количествах влиять на стабильность проведения сварочных операций. В частности, для данной марки действующий стандарт допускает не более 0,01% азота.
ГОСТ 2246 определяет мотки, как основное состояние поставки данной сварочной проволоки. При этом масса мотка для материала диаметром 2 мм не должна быть меньше 20 кг (при внутреннем диаметре до 600 мм), а для проволоки больших диаметров масса составляет не менее 30 кг.
Проволока может поставляться также в виде размотки на кассеты или бобины.
Технические характеристики сварочной проволоки Св-08Г2С определяются следующими параметрами, зависящими от дальнейшего применения материала (сварка или наплавка):
- Пределом прочности, МПа 882…1030 (меньшие значения относятся к сортаменту с меньшим диаметром сечения). Если проволока будет использоваться преимущественно для производства сварочных электродов, прочностные характеристики снижаются на 9…11%;
- Проволока может подвергаться термической обработке. Наиболее употребительным её видом считается закалка в масло с температур 880…920°C с последующим охлаждением на воздухе. В результате материал становится более пластичным. В частности, предел прочности снижается до 430…450 МПа, и это позволяет производить из таких заготовок электроды более сложной конфигурации;
- Какие либо поверхностные дефекты на проволоке недопустимы, за исключением поверхностных рисок (образующихся при волочении) вмятин и царапин. Они не должны занимать более 5% площади поверхности проволоки.
Процесс получения
Традиционным способом производства рассматриваемого сортамента считается холодная прокатка на специализированных станках. Прокатка проводится по групповой технологии, когда получают материал в определённой размерной группе, а затем на волочильных барабанах непрерывного действия выполняют так называемое «мокрое» волочение в размер.

Особенность данного процесса заключается в том, что после заправки торцевой части стального мотка в зазор между фильерами (конец проволоки предварительно заостряют на специальном станке), в зону волочения подаётся под давлением смазочно-охлаждающая жидкость.
Она выполняет следующие функции:
- Охлаждает зону обработки, поскольку фильеры, несмотря на то, что изготовлены из высокостойкой инструментальной стали, заметно нагреваются, из-за чего могут потерять в своей износостойкости.
- Обеспечивает высокое качество поверхности проволоки, вследствие чего исключается нежелательное искажение сечения сортамента, и снижается шероховатость.
- Позволяет вести процесс деформирования с повышенными скоростями протягивания полуфабриката, не беспокоясь о возможных разрывах (такая опасность вполне вероятна, учитывая то, что в процессе волочения сталь подвергается преимущественно растягивающим напряжениям).
- Повышает качество конечной продукции из-за минимально возможных зазоров между волочильной фильерой и материалом. Точность проволоки после «мокрого» волочения составляет не менее ±0,01…0,02 мм по всей длине мотка.
После волочения, при необходимости, продукция обезжиривается, а оставшаяся технологическая смазка удаляется с поверхности. По желанию потребителя возможно выполнение химического травления в растворе концентрированной соляной кислоты. Иные способы (например, обработка в серной кислоте) нежелательны из-за заметного охрупчивания материала.
Цена сварочной проволоки Св-08Г2С возрастает при наличии в технологии её производства всех вышеперечисленных операций.
Особые свойства
Для целей наплавки поверхность материала часто покрывают медью. Омеднённая сварочная проволока Св-08Г2С характеризуется следующими отличиями:
- Выплавку стали производят преимущественно в электровакуумных печах, при более жёстком температурном контроле процесса.
- Прокатку выполняют с более высокой скоростью, благодаря чему точность поперечного сечения проката увеличивается на 40…50%.
- Ужесточаются допуски на овальность профиля.
- Термическая обработка такой проволоки, как правило, не производится.
Процесс контактного, наиболее распространённого способа омеднения сварочной проволоки выполняется так. Поверхность исходного материала химически очищают от поверхностных загрязнений и обезжиривают.
Затем полуфабрикат опускают в раствор медного купороса и, при пропускании через него электрического тока, формируют на внешнем диаметре прочную медьсодержащую плёнку, размеры которой составляют 0,1…0,2 мм. После окончания процесса, проволоку высушивают и подвергают калибровке, в ходе которой происходит некоторое упрочнение материала.

Эффективность меднения устанавливается по коэффициенту наплавки, которым оценивается прирост массы материала от электрохимического действия тока в единицу времени. Обычно он не должен быть менее 8,5…9,0 г/А∙ч. Повышенные значения коэффициента наплавки увеличивают производительность операции, снижают потери массы в сварочном стержне, уменьшают окисление наплавляемой поверхности под воздействием высоких температур.
Омеднённую проволоку данного химического состава и свойств можно также применять:
- При формировании сварочного валика на кромках;
- Для заполнения оставшихся после сваривания зазоров;
- С целью повышения коррозионной стойкости сварного соединения.
Рассмотренная проволока широко используется как надёжный материал для обеспечения высококачественных сварных соединений. Это обусловлено оптимальным процентным соотношением основных легирующих элементов – марганца и кремния, а также благоприятной кристаллографической структурой готового сварного шва.
Зарубежными аналогами данного материала является сварочная проволока марок ER70S-6 и ER49-1.
Расшифровка и стоимость
Цена за кг сварочной проволоки Св-08Г2С определяется объёмами поставки, диаметром сечения, наличием (либо отсутствием) поверхностного покрытия. Стоимость данного материала по стране составляет в среднем 80…100 руб/кг.
Проволока сварочная СВ08Г2С
Технология полуавтоматической сварки в атмосфере инертных газов требует применения соответствующих сварочных материалов. Одним из самых популярных -проволока СВ08Г2С. Она может быть покрыта слоем меди и разработана для соединения низкоуглеродистых сплавов атмосфере аргона. СВ08Г2С используется в судостроении, производстве станков и промышленных технологических установок, при разнообразных ремонтных работах. Проволока подходит для сварочных соединений, и для наплавки.

Характеристики и назначение проволоки
Проволока СВ08Г2С предназначена для использования в атмосфере аргона как сварочная присадка и для наплавочных работ. Она содержит 0,08% С, 2 % и до 1% Si.
По специальному заказу, для получения уникальных технических характеристик, сварочная проволока СВ08Г2С может быть дополнительно легирована и другими веществами.
Виды продукции и химические элементы в составе
СВ08Г2С выпускается в двух версиях: неомедненная и омедненная. В последнем случае к обозначению добавляют литеру «О».
Омедненная версия выпускается диаметром от 0,8 до 1,6 миллиметра, а неомедненная — от 0,6 до 6 миллиметров.
В состав СВ08Г2С а входят следующие химические элементы:
- Углерод — от 0,05 до 0,11%.
- Марганец — от 1,8 до 2,1%.
- Кремний — от 0,7 до 0,95%.
- Сера — менее 0,025%.
- Фосфор — менее 0,03 %.
- Медь — до 0.25% в неомедненной и 0,3% в омедненной.

В состав сварочной проволоки СВ08Г2С включают также до 0, 25% Ni и до 0, 2% Cr.
механические характеристики
Производители в обязательном порядке проводят прочностные испытания. Каждая партия сварочной проволоки 08г2с должна удовлетворять следующим нормам:
| Диаметр, мм | Сопротивление разрыву, кгс/мм 2 | |
| Наплавочная | Сварочная | |
| Менее 1,5 | 89-136 | — |
| 1,6 | 89-136 | 69-101 |
| 2,0 | 79-121 | 69-101 |
| Свыше 2 | 69-106 | 64-96 |
Коэффициент относительного удлинения – как минимум 30%. Предел текучести продукта должен попадать в диапазон 415-440 Мпа. Значение ударной вязкости материала, измеренное при 40 °С- 56, а при 20 ° С- 69дж/см 2 .
ГОСТами нормируются и некоторые другие характеристики СВ08Г2С.
Отличительные особенности
При выборе сварочных материалов как перед технологами на производстве, так и перед домашним мастером встает серьезный вопрос. Ему надо найти проволоку или электроды, и обеспечивающие высокое качество шовных соединений, и неприхотливые к режимам сварки, и, не в последнюю очередь, не слишком дорогостоящие. Проволока СВ08Г2С при сравнении выходит вперед по многим параметрам.
СВ08Г2С имеет следующие особенности по сравнению с другими сварочными материалами:
- способствует стабильности электрической дуги, снижает риск прилипания электрода к поверхности заготовки;
- поддерживает широкий спектр режимов сварочных работ;
- совместима с большинством типов сварочных аппаратов;
- позволяет минимизировать расплескивание расплавленного металла;
- облегчает повторный розжиг сварочной дуги;
- способствует экономии других расходных материалов, таких, как медные наконечники.

Автоматическая сварка проволокой
Совокупность этих особенностей позволяет сваривать прочные и долговечные швы, с качественным проваром кромок, равномерные по своему составу и обладающие минимумом пористости и других дефектов.
Область применения
СВ08Г2С широко применяется на машиностроительных производствах, в судостроении, при разнообразных ремонтных работах — везде, где требуется сваривать детали из углеродистых стальных сплавов широкого назначения. Приобретает она популярность и среди владельцев небольших автомастерских и просто среди домашних мастеров.
Отдельной популярностью заслуженно пользуется омедненная проволока. Медный слой способствует росту проводимости по причине снижения сопротивления в точке контакта. Это свойство значительно повышает стабильность электродуги и увеличивает прочность и, главное, долговечность шовного материала. Это происходит благодаря подавлению окислительных процессов в шве и околошовном пространстве.
Широкий диапазон выпускаемых сечений позволяет подобрать наиболее подходящий сварочный материал и для мелких или тонколистовых деталей, и для массивных заготовок и крупногабаритных конструкций. Двухмиллиметровая модель зачастую используется для ремонта мелких изделий, став популярной в домашних мастерских. Шестимиллиметровая модель применяется в индустриальной обстановке, поскольку требует мощных источников тока.

Полуавтоматическая сварка проволокой
- В ручном режиме в атмосфере чистого Ar, а также совместно с CO2 – в качестве присадки. Вводится в рабочую область вручную, плавится и входит в шовный материал после кристаллизации. Сварка при этом ведется вольфрамовым неплавким электродом.
- В полуавтоматической сварке в атмосфере Ar .
- Как легирующая присадка в сварочную ванну. Флюс образует облако защитных газов, а шлаки — твердую поверхность, предохраняющую материал сварочной ванны от окисления во время кристаллизации.
СВ08Г2С обладает наилучшей сочетаемостью с промышленными автоматическими и полуавтоматическими аппаратами. Она помогает сваривать вручную практически любые углеродистые стали с высоким качеством. Шов отличается отличной геометрией и стабильностью химического состава. Эксперты особо отмечают уникальность свойств проволоки для таких операций, как формирование шовного валика и равномерного заполнения сварочного зазора между кромками заготовок.
Показатель коэффициента наплавки СВ08Г2С
Наплавочные работы применяются для исправления геометрической формы и размеров заготовок в случае допущения брака, а также в плановом порядке — для придания определенным участкам поверхности изделия улучшенных физико-механических свойств. Коэффициент наплавки является одним из наиболее важных параметров сварочных материалов.
Он характеризует массу расплава, наплавленного за некоторый промежуток времени при определенной силе рабочего тока.

Сварной шов при сварке проволокой
Конкретная величина коэффициента определяется:
- химическим составом вещества;
- наличием покрытия (омедненная/неомедненная);
- полярностью сварочного тока (прямая/обратная);
- род тока (переменный/постоянный).
Показатель наплавки измеряется в граммах на ампер×час и для СВ08Г2С не может опускаться ниже 8,5.
Показатель наплавки влияет на техническую и экономическую эффективность наплавочных работ, на размер потерь металла на разбрызгивание и испарение.
От показателя наплавки зависит и коэффициент расплавления основного металла, напрямую влияющий на прочностные характеристики и долговечность соединения.
Расшифровка маркировки проволоки и ее главные достоинства
Аббревиатура Св-08Г2С только на первый взгляд представляет собой непонятный набор цифр и букв. Она легко поддается расшифровке: две буквы в начале «Св» означают, что это сварочный материал. «08» указывает на содержание С в сотых долях процента, Буква «Г» установлена ГОСТом для обозначения Mn. Марганец добавлен с целью упорядочения кристаллической структуры шва. Следующая за ней цифра «2» указывает содержание этого элемента в процентах. Буква «С» означает Si, отсутствие цифр значит, что Si содержится менее одного процента. Этот элемент добавляется для улучшения физико-механических свойств.
Выдерживание пропорции Si к Mn как 0,83 к 1,95 позволяет добиться стабильности химического состава на фоне повышенной прочности и долговечности сварного шва.
В состав проволоки входят и другие упомянутые выше химические элементы, такие, как никель, хром, медь, сера и фосфор. Согласно требованиям ГОСТ, поскольку их содержание менее одного процента, они в обозначении не отражаются.