Сварочные электроды АНО 21 характеристики
Электроды АНО-21: характеристики, достоинства и недостатки
 Электроды марки АНО-21 достаточно популярны в нашей стране. Их обычно применяют для создания небольших по размерам металлических конструкций на основе низкоуглеродистой стали. Для масштабных заготовок не следует применять АНО-21, характеристики которых не подходят для таких конструкций. Оптимального результата с использованием указанного расходного материала добиваются для заготовок толщиной до 4 мм.
Электроды марки АНО-21 достаточно популярны в нашей стране. Их обычно применяют для создания небольших по размерам металлических конструкций на основе низкоуглеродистой стали. Для масштабных заготовок не следует применять АНО-21, характеристики которых не подходят для таких конструкций. Оптимального результата с использованием указанного расходного материала добиваются для заготовок толщиной до 4 мм.
- Технические характеристики
- Достоинства и недостатки
- Другие особенности
Технические характеристики
АНО-21 предназначены для сварки металлоконструкций небольшой толщины, труб небольших и средних размеров, работающих под невысоким давлением. Кроме того, такие электроды подходят для получения сварных швов небольших размеров. Технические характеристики электрода этой марки следующие:
 Толщина металла от 1 до 4 мм;
Толщина металла от 1 до 4 мм;- Работа по окисленной поверхности;
- Рутиловое покрытие;
- Работает во всех пространственных направлениях;
- Постоянный или переменный ток на напряжение холостого хода 50 вольт;
- Диаметр находится в диапазоне от 2 до 4 мм.
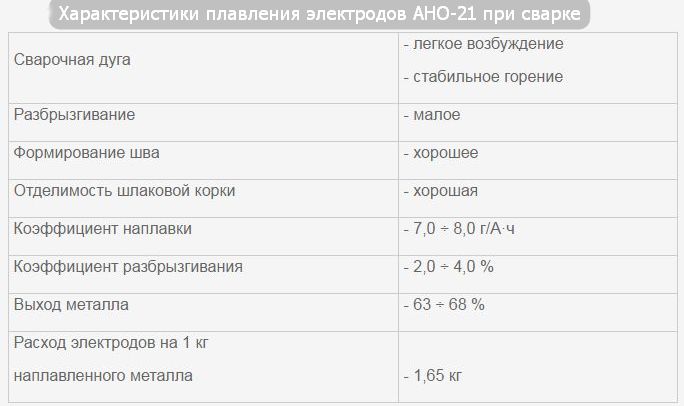
Среди сварочно-технологических свойств электродов АНО-21 следует выделить такие, как легкое возбуждение, стабильный характер дуги, малое разбрызгивание материала и качественно получающийся шов. Остальные технические характеристики можно рассмотреть в таблицах на сайте изготовителей и продавцов данных устройств.
Достоинства и недостатки
Как и любой расходный материал, электроды для сварки АНО-21 имеют достоинства и недостатки. Начнем с преимуществ:
 Доступны на рынке и очень популярны;
Доступны на рынке и очень популярны;- Невысокая стоимость;
- Независимо от условий работы обеспечивается легкий розжиг дуги;
- Формируется легкий слой шлака, впоследствии без проблем отделяющийся от наплава при проведении процедуры контроля;
- Создается герметичный шов.
Эти достоинства выделяют данные электроды из линейки расходных материалов. Но не следует забывать и о недостатках, среди которых:
- Узкая сфера применения;
- Покрытие недостаточно надежное. Из-за этого требуется применять дополнительные флюсы и подготовку заготовок;
- Швы могут получиться недостаточно прочными, из-за чего они не выдерживают серьезного давления и нагрузок;
- Работа с заготовками значительной толщины невыгодна, поскольку получается плохой по качеству шов.
Мы разобрались с достоинствами и недостатками данного расходного материала. Но большинства минусов можно избежать, если применять электроды в конкретной сфере и не пробовать для конструкций значительной толщины. А дополнительные детали сравнительно недорогие, и их можно поставить для обеспечения прочности электродов.
Другие особенности
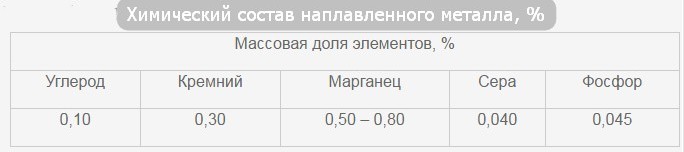
 У электродов данной марки имеется обширный химический состав, сюда включаются сера, кремний, марганец и фосфор в десятых и сотых долях процента.
У электродов данной марки имеется обширный химический состав, сюда включаются сера, кремний, марганец и фосфор в десятых и сотых долях процента.
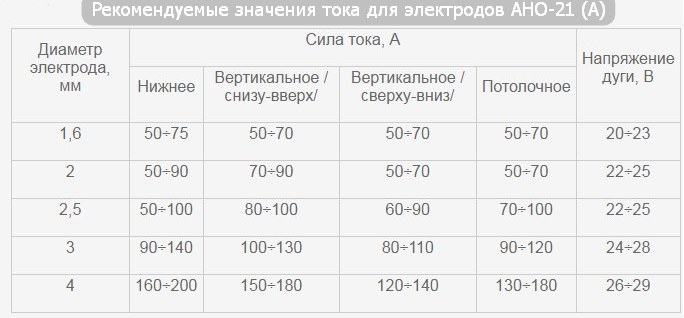
Для расплавки изделий толщиной 3 мм нужно увеличить сварной ток. Так как необходимо избежать тепловой деформации и регулярного залипания тока из-за его низких показателей, нужно соблюдать определенные режимы сварки. В зависимости от диаметра стержня предусмотрены следующие показатели тока:
- При 2 мм диапазон тока 50−90 ампер;
- 3 мм предусматривают ток от 60 до 110 ампер;
- При стержнях диаметром в 3,5 мм ток находится в пределах от 90 до 140 ампер.
Что касается маркировки изделия, то она оказывается достаточно простой. Расшифровка данной маркировки следующая: А — академия, Н — наук, О — обмазка, а 21 — номер изготавливаемой модели расходного материала. Производят электроды такие фирмы, как «Патон», «Плазматек», «Гранит», «Истек», «Френзе» и «MaxWeld».
Аналогами таких изделий являются АНО-4, ОЗС-6 и ОЗС-12, а также МР-3 и стандарт Р. Ц. Если электроды оказались увлажненными сверх меры, то их необходимо прокалить в течение 40 минут при температуре 120 градусов. Об остальных особенностях работы с данным расходным материалом можно узнать на официальном сайте изготовителя и соответствующих ресурсах, специализирующихся на сварочных работах и процессах, с ними связанных.
 Электроды АНО-21 являются очень популярными. Их применяют для сварки небольших по толщине металлических конструкций и изделий. Для сварки металлоконструкций большей толщины делать этого не следует, поскольку в результате получаются некачественные швы. Получившаяся конструкция не выдержит высокого давления и механических нагрузок.
Электроды АНО-21 являются очень популярными. Их применяют для сварки небольших по толщине металлических конструкций и изделий. Для сварки металлоконструкций большей толщины делать этого не следует, поскольку в результате получаются некачественные швы. Получившаяся конструкция не выдержит высокого давления и механических нагрузок.
Оптимально их применять в тех случаях, когда требуется сварка небольших и средних трубопроводов и простых изделий, где толщина не превышает 4 мм. Выбирайте электроды правильно, и у вас не возникнет проблем со сваркой. Удачной работы на промышленных предприятиях и в домашнем хозяйстве!
АНО-21 — электроды, доступные всем
Электроды марки АНО–21 обеспечивают шву прекрасные сварочно–технологические свойства при соединении тонкостенных изделий. Узнайте их характеристики и условия работы.

Электроды плавящегося типа с толстым покрытием АНО-21 применяют для соединения между собой способом сварки заготовок и деталей металлических конструкций и труб разного диаметра толщиной не более 4 мм, выполненных из стали с низким содержанием углерода и легирующих элементов. Кроме того, они могут использоваться для выполнения корневого шва в толстостенных изделиях и конструкциях. Обеспечивают легкий розжиг дуги, стабильность ее горения в процессе ведения сварки и получение плотного мелкочешуйчатого шва при соединении деталей в любом пространственном положении. При сварке металлов небольшой толщины это является оптимальным вариантом, как и низкая степень разбрызгивания, что исключает процесс деформирования конструкции. Электроды марки АНО-21, относящиеся к типу Э46, используют в строительстве, промышленности, ЖКХ, ремонтных мастерских и домашних условиях.
Конструкция и основные характеристики
Конструктивно электрод представляет собой металлический стержень определенного диаметра и длины, выполненный из сварочной проволоки марки Св-08 или Св-08А, на которую нанесено покрытие рутилового или рутилово-целлюлозного типа с высокими санитарно-гигиеническими и технологическими свойствами.

Изготавливаются разными отечественными производителями в соответствии с требованиями ГОСТ 9466-75, ГОСТ 9467-75 и по техническим условиям предприятия-производителя, зарегистрированным в Госстандарте. Кроме того, они соответствуют требованиям, предъявляемым к такой продукции, изложенным в европейских и международных стандартах ISO 2560:2009, DIN 1913-1984 и AWS A5.1. Поставляются в картонных упаковках весом 1,0, 2,5, 3,0 и 5,0 кг. Храниться такие упаковки должны в помещениях, где температура не опускается ниже 15 °C.
Технические характеристики АНО-21 указаны в таблице:
| Наименование | Единица измерения | Показатель |
|---|---|---|
| Производительность (для Ø 3 мм) | г/мин | 14 |
| Коэффициент наплавки | г/Ач | 7,0÷8,0 |
| Расход электродов на 1 кг наплавленного металла | кг | 1,65 |
| Наименование элемента | Процентное содержание, не более |
|---|---|
| Углерод | 0,1 |
| Марганец | 0,5÷0,8 |
| Кремний | 0,3 |
| Сера | 0,040 |
| Фосфор | 0,045 |
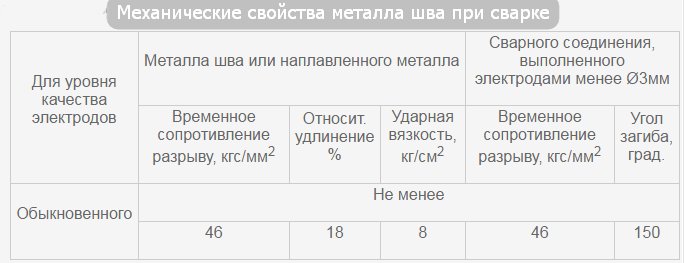
Механические свойства шва после сварки АНО-21 указаны в таблице:
| Наименование показателя | Ед. изм. | Кол-во, не менее |
|---|---|---|
| Временное сопротивление разрыву | Н/мм² | 450 |
| Относительное удлинение | % | 18 |
| Ударная вязкость | Дж/см² | 78 |
Расшифровка условного обозначения
| Э46-АНО-21-Ø-УД |
|---|
| Е 43 2(3) — Р 11 |
| Э46-ЛЭЗАНО-21-Ø-УД |
|---|
| Е 43 1(3) — РЦ 13 |
- Э46 – тип по ГОСТ 10051-75 (Э – электрод, 46 – предел прочности шва, указываемый в кгс/мм²);
- АНО-21 – марка (иногда перед ней ставят буквы, которые говорят о производителе электродов). АНО расшифровывается как академия (А) наук (Н) общего назначения (О), цифра 21 – номер;
- Ø – диаметр, указываемый в мм (1,6; 2,0; 2,5; 3,0; 4,0; 5,0);
- У – назначение расходного материала (для сварки углеродистых и низколегированных сталей);
- Д – тип покрытия (толстое);
- Е 43 2(3) или Е 43 1(3) – группа индексов, указывающая на степень стойкости шва к коррозии и вид испытания, максимально выдерживаемую швом температуру по жаропрочности и жаростойкости;
- Р или РЦ – вид покрытия (Р – рутиловое, РЦ – комбинированное, рутилово-целлюлозное);
- 11 или 13 – универсальные для сварки во всех возможных положениях (11) и во всех положениях, включая горизонтальное (13).
Особенности ведения сварочного процесса
Размеры расходного материала и режимы сварки указаны в таблице:
| Толщина свариваемого металла, мм | Рекомендуемый Ø электрода, мм | Длина электрода, мм | Сила сварочного тока (А) при сварке в положении | ||
|---|---|---|---|---|---|
| 0,5 | 1,6 | 250 | нижнем | вертикальном | потолочном |
| 50 ÷ 75 | 50 ÷ 70 | ||||
| 1,0 | 1,6÷2,0 | 50÷90 | 50 ÷ 90 | ||
| 2,0 | 2,5÷3,0 | 300 | 50÷140 | 80÷130 | 70÷120 |
| 3,0 | 3,0÷4,0 | 300; 350 | 90÷200 | 100÷180 | 90÷180 |
| 4,0 | 5,0 | 400 | 160÷240 | 140÷220 | 130÷220 |
Как вести сварку, показано на видео: https://youtu.be/2GBRSSipD98.
Содержание влаги в электроде перед использованием не должно превышать 0,9%, поэтому при длительном и ненадлежащем хранении их рекомендуется подвергать прокалке при температуре 120 °C на протяжении не менее 40 мин.
Аналоги
Среди отечественных производителей можно отметить электроды следующих марок, которые по сварочно-технологическим свойствам ничем не отличаются от АНО-21. Это изделия марок МР-3, Стандарт Ц, ОЗС-6, ОЗС-12 и с такой же аббревиатурой, но только под номером 4 (АНО-4). Легкий розжиг дуги, легкую отделимость шлака, высокую производительность сварочного процесса и качество шва они обеспечивают так же, как и рассматриваемые выше изделия. Среди импортных аналогов такие же свойства у электродов марки ОК.43.32 компании ESAB из Швеции.
Если у вас есть опыт работы с электродами марки АНО-21, обязательно поделитесь им в комментариях к данной статье.
Технические характеристики электродов АНО-21
Автор: Игорь
Дата: 07.08.2016
- Статья
- Фото
- Видео
В производственной сфере, при создании небольших металлоконструкций из стали, часто используются электроды АНО-21. Это распространенная на нашем рынке марка, которая предназначается для сварки стальных изделий с низким содержанием углерода. В ином случае, сложно гарантировать качественный результат, так как есть вероятность появления трещин, пор и внутренних раковин. Во многом это обусловлено тем, что в самом присадочном материале содержится относительно больше количество данного элемента, что только усугубляет ситуацию. С их помощью преимущественно проводится сварка тонкого металла, так как они не способны обеспечить большую глубину проварки, поэтому, не стоит их применять, когда толщина свариваемого металла составляет выше 4 мм, даже если есть возможность разделывать кромки.

Сварочные электроды АНО-21
Данный расходный материал не прихотлив к выбору режима, так что им можно работать при любой полярности переменного тока. Здесь не возникает проблем с зажиганием дуги, особенно, если подготовить электроды перед использованием. Во время сваривания шов легко образуется из мелких чешуек, что для металла небольшой толщины является одним из лучших вариантов. Ведь в данном случае не происходит температурной деформации, которая бы повредила заготовку. За счет особенностей состава, а также обыкновенного покрытия, которое присутствует во многих электродах электродуговой сварки, здесь нет дополнительной защиты, которая требуется для сложно свариваемых металлов. Именно по этой причине не стоит использовать эту марку не только для сварки алюминия, но и для сталей с высоким содержанием углерода, так как тут уже нужны были бы специальные электроды для сварки чугуна, где проводится компенсация высокого содержания углерода в составе.
К преимуществам марки можно отнести:
- Широкую распространенность и легкую доступность на рынке;
- Относительно низкую стоимость;
- Легкое зажигание дуги при различных условиях работы;
- Образование ровного слоя шлака, а также легкое его отделение от наплавленного металла во время проверки;
- Возможность создания плотной мелкочешуйчатой структуры шва.

Электроды для сварки АНО-21 фирмы “Вистек”
Но здесь не обошлось и без недостатков:
- Сварочные электроды АНО-21 обладают достаточно узким диапазоном взаимодействия;
- Покрытие материалов имеет ненадежную защиту и всегда требуется использовать дополнительный флюс и подготавливать металл;
- Низкая прочность шва, которая не позволяет выдерживать высокое давление и физические удары;
- С их помощью сложно сваривать металл большой толщины;
- При любых сложностях во время процесса соединения качество шва страдает.
Область применения 
Данная марка активно применяется в частной сфере и в промышленности для простых сварочных процедур. Основным направлением является создание металлоконструкций небольшой толщины. Материал не предназначен для работы с изделиями, которые несут на себе большую ответственность и будут подвергаться высоким нагрузкам. В промышленности электроды применяют для создания тонких труб для газопровода и водопровода, которые будут работать с низким давлением. В домашней среде их используют для многих процедур соединения сталей, так как больших требований к таким швам не выдвигается.

Электроды для сварки марки АНО 21 диаметром 3 мм
Технические характеристики
Рассматривая технические характеристики электрода АНО-21, в первую очередь стоит отметить химический состав. Он сохраняется во всех разновидностях марки, вне зависимости от длины и толщины расходного материала.
| Углерод | Кремний | Марганец | Сера | Фосфор |
| 0,1 | 0,3 | 0,5–0,8 | 0,04 | 0,045 |
Механические свойства также являются постоянными для всех разновидностей марки.
| Темпера тура испытаний, градусы Цельсия | Сопротивление разрыву временное, Н/мм в квадрате | Удлинение относительное, % | Вязкость ударная, Дж/см в квадрате | Угол загиба соединения, градусы Цельсия | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 450 | 18 | 78 | 150 | – 20 |
| Производительность наплавки, г/мин | Относительный выход металла на шве, % | Расход электродов на 1 кг шва, кг |
||
| 14 | 95 | 1,65 | ||
Размеры и ассортимент
Здесь наблюдается стандартная тенденция, чем толще диаметр электрода, тем больше его длина. Несмотря на то, наиболее распространенным типом является диаметр толщиной в 3 мм, среди ассортимента встречаются и другие, от 1,6 до 5 мм.
| Диаметр, мм | 1.6 | 2 | 2,5 | 3 | 4 | 5 |
| Длинна, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 | 0,4 |
Особенности наплавки
С увеличением диаметра присадочного материала должен увеличиваться и сварочный ток, который необходим для его расплавки. Чтобы не перепалить заготовку во время соединения, а также не сделать ток слишком слабым, настолько что электрод будет постоянно залипать, необходимо следовать уже проверенным режимам.
Отзывы и технические характеристики электродов АНО-21
Электроды АНО-21 отзывы собирают положительные от познающих сварочное дело новичков и профессионалов.

С ними легко работать во всех пространственных положениях и на любом источнике питания (инвертор, трансформаторный полуавтомат).
Технические характеристики электродов АНО-21

Предназначение: сварка простых и сложных конструкций из углеродистых и низколегированных сталей, труб средних и малых диаметров не для высокого давления. Получение качественного шва при стыковых, угловых и нахлесточных соединениях.
Рекомендуемая толщина металла 1-5 мм. Возможна сварка корневого шва толстого металла. Электроды АНО-21 используются по окисленной поверхности.
- Покрытие: рутиловое.
- Положение: во всех пространственных положениях.
- Ток: переменный с напряжением холостого хода 50±5В, постоянный — любой полярности.
- Диаметр: 2, 2.5, 3, и 4 мм.
Сварочно-технологические свойства электродов АНО-21: легкое возбуждение, стабильная дуга, хорошая отделимость шлака, малое разбрызгивание, качественный шов.
Другие технические характеристики представлены в таблицах:
Допустимое содержание влаги в электродах до 0,9%. При повышенном увлажнении просушить (прокалить) стержни 30-40 минут при температуре 120°С.
Видео:
Аналоги
- АНО-4;
- МР-3;
- ОЗС-6;
- ОЗС-12;
- Стандарт РЦ.
Сварочные электроды АНО-21 — отзывы
[lt_alert style=»orange»]Раньше в бытовых условиях применял стержни Ано 21. Что могу сказать хорошего: цена по России в среднем 150 руб/кг, стильная упаковка. Шлаковая корка хорошо отлетает, шов выглядит привлекательно. Электроды быстро зажигаются сначала сварки и после прерывания. Минусы: попадаются бракованные экземпляры, в холодное время года нуждаются в прокалке.
Пробовал продукцию разных производителей, Каменск-Шахтинские мне понравились больше всего. Но, это на любителя! На заметку: в продаже попадаются поддельные электроды — красную упаковку новочеркасских и 3 мм тигарбо не советую приобретать.
Сергей, Самара[/lt_alert]
[lt_alert style=»blue»]Как-то не доводилось раньше использовать АНО-21, по совету соседа приобрел пачку 2 мм Череповецких. Ну думал, сейчас помучаюсь, а нет, стержни варят хорошо, загораются легко вначале и повторным поджигом. Кончик электрода обуглерожен, а на пачке написано, что сделаны на швейцарском оборудовании. Мне понравились, буду ещё покупать.
Николай, Уссурийск[/lt_alert]
[lt_alert style=»red»]У меня в гараже стоит самодельный аппарат с низким напряжением холостого хода. Пробовал разные электроды, АНО-21 оказались «всеядные» для моего сварочного оборудования. Отзыв положительный.
Василий Петрович, Чита[/lt_alert]
[lt_alert style=»black»]Мой отзыв на электроды АНО-21 негативный. Купил пачку ф 3,0 мм под маркой Tigarbo, пока варил — нецензурные слова так и сыпались из уст моих. По шву шлак ложится пузырями, при наплавке валиками, промежуток засирается шлаком. Плюс один: зажигаются хорошо. Не советую приобретать для домашних нужд.
P.S. На электроды АНО-21 отзывы в основном положительные. Негативными впечатлениями делятся сварщики — купившие подделку или не поигравшиеся с полярностью, длиной дуги и силой тока сварочного аппарата.
Цена на данный товар приемлемая, АНО-21 можно купить от 70 до 152 руб/кг. Стоимость разнится от региона, производителя и диаметра электродов.
Обзорная характеристика электродов марки АНО-21

Электроды сварочные применяются для подвода тока к свариваемому металлу.
Электроды покрытые — стержни длиной от 250 до 450 мм, состоящие из сварочной проволоки с нанесенным на неё слоем покрытия (стабилизирующего, защитного, магнитного).
Нет общепринятой классификации электродов, зато существуют марки электродов, различающиеся по типу, техническим условиям и т.д. Информацию о характеристиках определенной марки указано в паспорте электрода.
Марка АНО-21-одна из часто покупаемых. Чаще всего ее используют домашние сварщики, новички, опытные мастера. Необходимые знания об этой марке вы можете почерпнуть из этой статьи.
- Общие сведения
- Использование
- Выводы
Общие сведения
Для начала рассмотрим технические характеристики марки АНО-21. Производится по ГОСТу 9467-, тип Э46. Покрытие — рутиловое, которое стабилизирует горение дуги и уменьшает пульверизацию металла.
Так, при работе с АНО-21 мы имеем устойчивую дугу и малозначительную разбрызгиваемость. Рутиловое покрытие не дает начаться процессам окисления, путем защиты сварного шва от взаимодействия с кислородом.
Получение быстрого и ровного шва с минимальной вероятностью образования в нем пор возможно даже у непрофессионала. В час необходимо около 1,5 килограмм электродов, что говорит о высокой производительности процесса.
Аналогами этого вида могут послужить АНО 4, МР-3, ОЗС-6 или ОЗС-12. Обычно останавливаются на типах АНО 21 3мм и 4 мм. Умеренные цены на стержни производителей ЛЭЗ, ЧЗСМ, которые справятся со сваркой в домашних условиях и для пробующих себя в этом деле.
Использование

Сварочные электроды АНО-21 подходят для видов стали : начиная с «Ст3кп» заканчивая «Ст20к». Применяются как в работе с конструкционной, так и углеродистой сталью. Толщина металла с которой могут работать не более 5 миллиметров.
Тип соединения (угловой, стыковочный, нахлесточный) не имеет значения для стержней АНО-21. Работать с ними возможно в любом пространственном положении, даже в вертикальном при образовании шва сверху-вниз.
Эти стержни справятся как с выполнением простых домашних или тренировочных манипуляций, так и с производственными нуждами. В итоге работы получаемые швы будут отвечать всем качественным требованиям, несмотря на пространственное положение во время сварочного процесса.
Устойчивая дуга и легкий поджог обеспечивают качество швов. Еще одним плюсом является простота удаления отходов после сварки.
Весомое преимущество для новичков- простой поджиг, благодаря которому время возни с электродами в процессе зажигания дуги сокращается. Просто постучите концом электрода по металлической поверхности.
Сварочные стержни этой марки можно использовать при работе с металлами, покрытыми плотными оксидными пленками (алюминий). Это несомненно облегчает работу.
При несоблюдении условий хранения необходимо прокалить стержни в течение часа, при оптимальной температуре — 120 градусов. Хранение электродов должно производиться в теплом сухом помещении в зачехленном виде.
Противопоказано попадание прямых солнечных лучей и влажности. Не рекомендуется хранение стержней на земле, даже если они в картонной упаковке.
Выводы
Марка электродов для сварки АНО-21 будет подспорьем как для начинающих сварщиков, так и для профессионалов. Одним не придется переживать за поджиг дуги, вторым за стабильность основного процесса. Итого работы будут высококачественные сварные соединения.
Не последним плюсом будет и ценовой критерий. При выборе нужно внимательно осматривать стержни на предмет деформации и отсыревания.
Отдавать предпочтение маркам низкой ценовой категории — сомнительное решение. Лучше обратить внимание на марки известных производителей.
Приобретая сварочные стержни в полуподвальных магазинах, можно столкнуться с несоблюдением благоприятных условий хранения. Есть ли у вас опыт работы с электродами марки АНО-21? Поделитесь им в комментариях ниже. Желаем успехов в работе!