Сварочный аппарат в среде углекислого газа
Сварка в среде углекислого газа
Содержание:
- Главные особенности технологии
- Работа полуавтоматом в углекислой среде
- Оборудование для сварки в углекислотной среде
- Интересное видео
Углекислотная сварка является популярным профессиональным методом сваривания металлов, при котором весь процесс производится в среде защитных газов. Она может быть полностью автоматизирована или может выполняться в полуавтоматическом режиме.
В основе данной технологии используется главное свойство углекислоты — она под термическим воздействием разлагается две отдельные составляющие части, одна из которых (угарный газ или СО) обеспечивает надежную изоляцию активной зоны от окружающей среды.

Главные особенности технологии
Сварка углекислотой с использованием полуавтомата является тем же процессом, что и сварка под флюсом. Стоит учитывать, что не все виды металлов могут свариваться без защитного слоя. Но процесс сварки с использованием углекислоты является одним из дешевых вариантов, а конечный результат при этом получается с высоким качеством.
Главное назначение углекислого газа состоит в том, что он обеспечивает высокую защиту зоны сварки от воздействия окружающего воздуха, в составе которого наблюдается влажность и кислород. Однако под влиянием высоких температур углекислота распадается на два компонента — угарный газ и кислород.
Тем временем кислород начинает активно взаимодействовать с металлом и вызывает его сильное окисление. Это может негативно отразиться на качестве сварного шва. Именно по этой причине при сварке углекислотным полуавтоматом обязательно должна проводиться нейтрализация окисляющего элемента.
Данная мера может быть выполнена при помощи только одного способа — в область сварки можно подать металл, в составе которого имеются раскислители. В качестве них могут применяться кремний или марганец. В связи с тем, что они обладают повышенной активностью, они первые вступают в реакцию с кислородом.
Многие профессионалы при проведении полуавтоматической сварки в СО2 часто применяют стальную проволоку, в состав которой входит кремний и марганец. Оптимальное соотношение марганца к кремнию должно составляет 1,5-2. Это значит, что в составе марганца должен быть в несколько раз больше.

В процессе взаимодействия кислорода с марганцем и кремнием наблюдается появление оксидов данных металлов. При этом они не растворяются в жидком расплавленном металле, который образуется в сварочной ванне. Они хорошо взаимодействуют друг с другом и переходят в состояние шлака, который хорошо выводится из области сваривания.
Работа полуавтоматом в углекислой среде
Использование сварочного полуавтомата с углекислотой должно осуществляться в соответствии с определенными требованиями и правилами. Его выбор производиться в зависимости от показателей толщины обрабатываемых металлических заготовок в индивидуальном порядке для каждого образца оборудования.
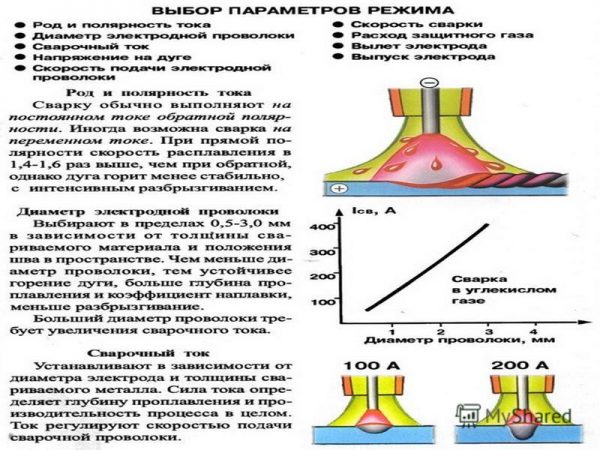
С главными показателями режимов, которые могут применяться при углекислотной сварке, можно ознакомиться в таблице на рисунке ниже.
Исходя из параметров, которые указаны в таблице, можно сделать следующие важные выводы:
- Показатель глубины провара во время проведения электродуговой сварки в среде углекислого газа сильно возрастает во время увеличения силы рабочего сварочного тока;
- Показатель мощности дуги в области сварки напрямую может зависеть от ее длины;
- Выбор наиболее подходящего темпа подачи проволоки определяется стабильностью дуги при наличии фиксированного напряжения питания;
- Правильный выбор размера рабочей части электрода оказывает влияние на качество дуги. Если этот показатель будет увеличиваться, то свойства дуги и сварного шва будут сильно ухудшаться.
Если будет наблюдаться сильно короткий стержень, то процесс наблюдения под защитной маской будет достаточно затруднен. Все это может привести к частому выгоранию контактного наконечника.
Оборудование для сварки в углекислотной среде
При проведении сварки в углекислотной среде обязательно потребуется углекислотный сварочный аппарат, наиболее подходящим будет полуавтомат.

Кроме этого обязательно будут нужные другие важные элементы:
- Источник постоянного тока. В качестве него подойдет сварочный трансформатор или инвертор;
- Углекислотный баллон для сварки с объемом емкости 40 литров. В него должен поместиться углекислый газ с весом 25 килограмм. Данного количество может спокойно хватить для проведения беспрерывного сварочного процесса в течение 15 часов;
- Подающий механизм. Современные производители предлагают огромный выбор данных устройств. Особой популярностью пользуется модель А-547-У. Механизм подачи имеет в небольшом чемоданчике, который можно с легкостью переносить. В чемоданчик также помещается катушка с проволокой, в нем установлен газовый клапан, который используется в качестве защитного элемента;
- Осушитель. Это промежуточный элемент от горелки до баллона;
- Горелка, которая идет вместе со шлангами и кобелями.
Сварка в среде углекислого газа и с использованием углекислотного сварочного полуавтомата является популярным методом сваривания разных металлов. Главное ее преимущество состоит в дешевизне и в получении качественного сваривания. Но все же перед тем как приступать к данному процессу стоит внимательно изучить его важные особенности.
Интересное видео
Все о полуавтоматической сварке в среде углекислого газа
Полуавтоматическая сварка в среде углекислого газа дает возможность соединить металлические детали. Сварочный шов при использовании такой сварки отличается высокой прочностью. Поэтому сваривание металлов с использованием углекислого газа широко востребовано как у новичков, так и у профессионалов.
Что такое сварка полуавтоматом в среде СО2?
Принцип действия полуавтоматического спаивания с использованием углекислого газа достаточно прост. Одновременно с электродом в сварочную ванну подается СО2. Газ заполняет ванну, тем самым защищая металл от негативного влияния воздуха.

Режимы и особенности сварки в углекислоте
Основной особенностью сварки в среде СО2 является вытеснение воздуха при сваривании частей. Это позволяет добиться высокого качества шва. Необходимо учитывать, что железо и углерод, находящиеся в составе заготовок, вступая в химическую реакцию с СО2, окисляются. Для предотвращения окисления следует использовать специализированную проволоку, имеющую в своем составе большое количество кремния и марганца.
Еще одной особенностью полуавтоматической сварки в газовой среде является возможность применения как прямой, так и обратной полярности. Использование обратной полярности прямого тока отлично подходит для начинающих сварщиков. Такой метод дает возможность легко удерживать дугу. Прямая полярность применяется при необходимости наплавления металла.
Сварка полуавтоматом возможна в различных режимах. Настройку аппарата необходимо производить исходя из толщины металла свариваемых деталей и диаметра проволоки. При повышении сварочного тока увеличивается глубина провара. Так, чем больше толщина металлических частей, тем большую силу тока необходимо установить в настройках.
Характеристики сварки в углекислом газе
Газ, применяемый для сваривания полуавтоматом, имеет более высокую плотность, чем воздух. Благодаря этому он вытесняет воздушную массу из сварочной ванны. Он бесцветен и не имеет запаха. К аппарату СО2 подается из баллона, в котором он находится в жидком состоянии под давлением. Подключение баллона осуществляется через специализированный редуктор. Он поддерживает требуемое давление в системе.
Спаивание в среде СО2 можно выполнять на двух видах оборудования:
- Выпрямитель. Полуавтоматический аппарат, применяется для дугового сваривания различных заготовок, в том числе и из нержавеющей стали.
- Инвертор. Является преобразователем переменного тока в постоянный. Преобразованный ток используется для создания дуги.
Электродом при выполнении полуавтоматической сварки в среде углекислого газа является специализированная проволока. В зависимости от толщины деталей, диаметр и состав проволоки может отличаться.
Подготовительные работы
Для того чтобы получить качественный шов, необходимо подготовить заготовки и настроить оборудование. Спаиваемые части следует предварительно очистить от ржавчины, окислений, лакокрасочных покрытий и т. д.

Окислы и посторонние примеси могут привести к разбрызгиванию электрода и нарушению качества сварного шва. Для очистки используется наждачная бумага, абразивный камень или пескоструйная обработка. При сваривании тонких листов следует предварительно отбортовать кромки заготовок.
Помимо подготовки деталей перед началом сварки полуавтоматом в среде СО2, необходимо настроить оборудование. Все составляющие подключаются в строгом соответствии с определенной схемой. Для нормальной работы устройства нужно исключить утечку вещества из системы.
После включения полуавтомата в электрическую сеть осуществляется его настройка. В зависимости от толщины металла устанавливается сила тока. При выборе скорости подачи электрода нужно опираться на скорость горения сварочной дуги.
Перед началом работы нужно изучить правила техники безопасности во время выполнения сварочных работ полуавтоматическим сварочным аппаратом в среде углекислого газа. Во время работы используются специализированные средства индивидуальной защиты.
ВНИМАНИЕ: Пренебрежение правилами безопасности может привести к различного рода травмам, ожогам или поражению электричеством!
Технология и методы выполнения работ
После подготовки деталей и правильной настройки оборудования можно приступать к выполнению сварочных работ. При спаивании в среде углекислого газа начальный шов лучше осуществлять при небольшой силе тока. Таким образом удастся избежать деформации спаиваемых заготовок и вероятности возникновения трещин. Подача электрода, независимо от полярности, осуществляется двумя способами:
- Углом вперед. С использованием такого метода глубина провара будет небольшой, а шов — широким;
- Углом назад. Применяя такой метод, сварщику удается добиться большой глубины провара при малой ширине шва.
По окончании работ сварочная ванна заполняется металлом из проволоки. После того как шов положен, подача проволоки прекращается. Электричество, подаваемое на электрод, следует отключить. Углекислоту, в отличие от напряжения, нужно подавать до полного затвердевания шва. Это дает возможность защитить металл, находящийся под воздействием высокой температуры, от негативного влияния воздушных масс.
После полного затвердевания шва металл кристаллизуется и происходит образование шлака. Для контроля над качеством спаивания необходимо удалить шлак. После остывания он становится хрупким и легко очищается.
Расход СО2
Расход газа при спаивании в среде газа СО2 прямо зависит от толщины металлических заготовок, диаметра проволоки и силы тока. На расход влияют и другие факторы. Если работы выполняются на открытом воздухе, то расход газа будет гораздо больше, чем при сваривании в закрытом помещении. Это связано с тем, что ветер сдувает часть газа, подаваемого в сварочную ванну.

Увеличение производительности при работе в среде СО2
Выполняя сварочные работы полуавтоматическим аппаратом в среде углекислого газа, можно повысить производительность несколькими способами:
Увеличить силу тока
При нижнем положении сварки можно увеличить сварочный ток, тем самым повысив КПД. При вертикальном или потолочном положении шва силу тока можно увеличивать только при ускоренной кристаллизации металла.
Увеличение вылета электрода
При применении тонкой проволоки можно повысить производительность, увеличив ее вылет. Такой метод дает возможность повысить скорость плавления электрода. Это увеличивает количество металла, попадающего в сварочную ванну за определенный промежуток времени.
При увеличенном вылете электрода может возникнуть самопроизвольная подача проволоки. Во избежание этого нужно использовать специализированные наконечники. Они изготавливаются из фарфора или керамики.
Преимущества и недостатки
Сварка в углекислом газе СО2 имеет ряд преимуществ. К ним относятся:
- Возможность спаивать тонкие листы металла;
- Хорошая дуга при выполнении работ. Это особенно удобно для начинающих сварщиков;
- Возможна сварка деталей с различными характеристиками;
- Металл, находящийся под действием высокой температуры, защищен от влияния воздуха. Это делает шов прочным и не допускает окислений;
- Высокое качество места соединения заготовок;
- Безопасность в использовании;
- Доступность. Приобрести оборудование может любой желающий.
К недостаткам полуавтоматической сварки в среде углекислого газа можно отнести то, что применяемое оборудование более сложное, чем в случае с другими газами.
Из вышеперечисленного следует, что сварка в среде СО2 является доступным способом соединения металлических деталей. Такой способ спаивания отличается высоким качеством и простотой в применении.
Видео: Как настроить давление защитного газа и его расход
Особенности технологии углекислотной сварки
Углекислотная сварка – сравнительно новый, но достаточно популярный, вид обработки металла в среде углекислого газа (СО2). Используется при любых видах монтажных или ремонтных работ. Имеет свои преимущества и отличительные свойства, которые нужно учитывать для получения нужного результата.
Что такое углекислотная сварка
Технология проведения углекислотной сварки имеет свои особенности, отличающие ее от других видов обработки изделий из металла. Ее производят с помощью полуавтомата, работающего от источника постоянного или импульсного тока, с использованием плавящейся проволоки. При нагревании проволока смешивается с металлом, образуя единый шов.

В зону нагрева при помощи горелки подается углекислый газ, который защищает швы от окисления, делает их более качественными. Углекислый газ (его также называют углекислотой или двуокисью углерода) — бесцветный газ без запаха, который чаще остальных применяется при полуавтоматической обработке металлов по причине высокой эффективности и доступности.
Характеризуется следующими свойствами:
- обеспечивает защиту сварочной ванны от неблагоприятного кислородного воздействия;
- предотвращает окисление металла;
- легок в использовании;
- доступен: благодаря распространенности его можно найти в любом специализированном магазине.
Использование углекислоты вместе с аргоном дает возможность получения соединений превосходного качества.
Сжиженную углекислоту поставляют в герметичных, защищенных от коррозии баллонах (под давлением 70А), объемом 40 л или меньше. Они компактны, их удобнее использовать при сварке дома. Срок хранения одного баллона — не больше 2 лет.
Углекислотная сварка имеет узкую линию нагрева, поэтому не требует изоляции сварочной зоны. Высокая температура направлена только на обрабатываемую точку, соседние с ней участки не нагреваются, не деформируются. Сварочные швы при углекислотной сварке отличаются прочностью и аккуратностью.

Где применяется углекислотная сварка
Сварочные аппараты имеют свои отличительные особенности, обуславливающие специфическую среду применения данного вида обработки. Таким полуавтоматом пользуются при обработке металлов, различных конструкций или изделий из металлов.
Агрегат применяют профессиональные слесари или автолюбители в таких отраслях производства, как:
- машиностроение;
- приборостроение;
- ремонт, обслуживание авто;
- создание литых изделий.
Углекислотная сварка зарекомендовала себя в судостроительной индустрии, при сварке котлов, строительстве трубопроводов.
Высокоэффективна эта технология там, где требуется нанесение повышенного количества швов на квадратный метр при изготовлении различных конструкций. Это могут быть, например, двери, ворота, калитки, решетки, перила, прочие бытовые конструкции. Также данный вид обработки используется при соединении стальных листов углеродистой стали самой разной толщины.

Преимущества и недостатки углекислотной сварки
Несмотря на свою новизну, углекислотная технология отлично зарекомендовала себя, используется чаще, чем остальные виды обработки. Струя углекислого газа, направленная на зону дуги, становится своеобразной защитной средой, предохраняет металлическую поверхность от азотирования, окисления, соприкосновения с воздухом.
Если говорить о преимуществах перед газовой сваркой, то:
- поступление сварочной проволоки автоматизировано;
- область температурного воздействия меньше в 4 раза;
- практически нет выделения вредных газов.
Углекислотная технология незаменима при обработке тонкой стали (до 1 мм), так как не деформирует металл, формирует прочный шов, что выгодно отличает его от остальных видов сварки. Скорость обработки тонких стальных листов выше в 5 раз.
При проведении работ металл практически не нагревается, что препятствует износу деталей, а само соединение получается качественным, красивым.
Преимущества по сравнению с дуговой (ручной) сваркой:
- предотвращает вредное воздействие кислорода на металлическую поверхность;
- производительность выше в 4 раза;
- обрабатываемая поверхность может иметь любое пространственное положение;
- техника легко осваивается даже новичками.
Углекислотная сварка способна заменить ацетиленовую. Качество обоих видов обработки одинаковое, но себестоимость углекислотной будет намного ниже за счет дешевизны газа и используемых материалов.
При использовании углекислоты дуга легко зажигается, горит устойчиво, нет необходимости часто менять электроды, очищать их от шлаковых корок. Это позволяет сварщику не бегать во время сварки на большие расстояния, что многократно повышает продуктивность.
К недостаткам можно отнести следующие факторы:
- не все металлы можно обрабатывать с помощью углекислотной технологии;
- качество шва слабее, чем при использовании аргоновых смесей;
- в продаже не всегда имеются углекислотные смеси нужного качества;
- оборудование после использования углекислоты трудно очистить.
При нарушении технологии, выставлении неверных параметров, комплектующие быстро изнашиваются, что требует серьезного ремонта, частой замены узлов.

Оборудование и материалы для углекислотной сварки
При углекислотной обработке используются сварочные полуавтоматы инверторного типа с несколькими режимами работ. Мощность таких полуавтоматов определяется сферой их применения: для профессионального использования применяются агрегаты большой или средней мощности, для бытового использования подойдут более слабые модели. Полуавтоматы работают без электродов, вместо них в область сварки поступает специальная проволока.
Сам аппарат поставляется изготовителем в комплекте из следующих элементов:
- блока питания, состоящего из трансформатора и подающего проволоку электрода;
- рукава (шланга);
- горелки, оснащенной внутри проволокой;
- токопроводящего наконечника (сопла);
- узла, откуда подается газ.
Чтобы увеличить производительность и избежать перегрева горелки, дополнительно применяются охлаждающие системы.
Качество сварки, ее эффективность зависят от того, какой именно аппарат используется. При покупке сварочного аппарата необходимо обратить внимание на некоторые показатели и характеристики.
Мощность должна быть достаточной. Автоматы с высокой мощностью дают возможность варить более толстые материалы. Желательно выбирать модели со съемным держателем. К комплекту должна прилагаться подробная инструкция, чтобы разобраться в эксплуатации инверторного аппарата было намного проще.

Технология выполнения углекислотной сварки
Технология варки проста даже для непрофессионалов. Электродная проволока поступает с постоянной скоростью, настроенной на аппарате. Для подачи углекислого газа используется сопло.
На первых этапах важнее всего должным образом настроить сварочный аппарат. Любителям важно внимательно прочитать инструкцию к устройству, профессионал может настроить самостоятельно. Главное, чтобы процесс подачи выходного тока полностью соответствовал паспортным данным аппарата после настройки.
Сила тока определяется толщиной листа и для каждого случая нужен индивидуальный подход. Например, для листа 8 мм рекомендуется обычно 240-260 ампер.
Важно обратить внимание на следующие нюансы:
- Вначале настраивается скорость поступления электрода: она может регулироваться механическим способом (шестерни меняются вручную) или с помощью переменного электрического сопротивления.
- Наконечник держателя всегда должен оставаться внутри рабочей зоны.
- Как только включен аппарат, потребуется зажечь дугу, для этого нужно «чиркнуть» по поверхности металла электродом.
- Во процессе работы необходимо подобрать подходящую скорость ведения наконечника, избегая резких, колебательных движений.
- Важно постоянно держать под контролем положение наконечника.
Для достаточно хорошего усвоения работы с аппаратом рекомендуется произвести тестовую обработку опытного материала. Это позволит «подружиться» с полуавтоматом, подобрать подходящую скорость поступления электрода.
Для контроля количества углекислого газа используется редуктор, с его помощью уровень подачи понижается до 0,5 атм. Обработку поверхности начинают, когда дуга становится устойчивой, а выдача флюса соответствует норме.
Используются два метода соединения металлических поверхностей:
- при малой толщине дуга направляется углом вперед;
- при большой толщине дугу ведут углом назад.
После завершения работы поступление защитного газа не прекращается. Сначала необходимо остановить привод присадочной проволоки, отключить питание, только после этого перекрыть углекислоту. Это способствует качественной кристаллизации сварочного шва. Затем нужно сбить наметившуюся пленку шлака.
Освоить или повысить навыки использования полуавтомата рекомендуется с помощью обучающих видео в открытом доступе.
Углекислотная сварка с легкостью превосходит другие виды обработки, является отличной альтернативой аргону. С ней легко работать, она доступна всем. Поэтому данная технология получила такое распространение: сейчас ее можно встретить даже в гаражах домашних сварщиков-непрофессионалов.
Цена на сварочные аппараты и углекислый газ очень приятная: качественные бюджетные модели стоят от 20 до 50 тысяч рублей. Поэтому рекомендуем глубже изучить процесс углекислотной сварки, чтобы уметь применить знания на практике.
Углекислотные сварочные полуавтоматы
В инверторном аппарате Сварог REAL MIG 200 N24002 Black для полуавтоматической МИГ/МАГ сварки реализована функция «Смена полярности», доступны режим «Дожиг проволоки» и сварка FCAW.
MIG/MAG-инвертор серии Aurora PRO OVERMAN 200 – современное устройство для высококачественной сварки в среде защитных газов с применением присадочного материала диаметром от 0,6 до 1 мм. Регулировка величины тока, напряжения и индуктивности позволяет максимально точно настроить работу аппарата под конкретную задачу и марку металла.
REAL SMART MIG 200 BLACK — универсальный, многофункциональный аппарат, предназначенный для полуавтоматической сварки сплошными и порошковыми проволоками (MIG/MAG), для ручной дуговой сварки покрытыми электродами (MMA), а также аргонодуговой сварки неплавящимся электродом (TIG).
REAL SMART MIG 200 (N2A5) — универсальный, многофункциональный аппарат, предназначенный для полуавтоматической сварки сплошными и порошковыми проволоками (MIG/MAG), для ручной дуговой сварки покрытыми электродами (MMA), а также аргонодуговой сварки неплавящимся электродом (TIG)
Синергетический алгоритм управления реализован в компактном инверторном аппарате PRO MIG 200 SYNERGY (N229), который позволяет выполнять механизированную сварку MIG/MAG при прямой и обратной полярности FCAW. Кроме этого, с помощью универсального аппарата возможна качественная сварка TIG и MMA.
Аппараты легендарной серии OVERMAN, с расширенным функционалом, соответствующим современным требованиям рынка. Новые инверторы сохранили лучшие особенности серии: MOSFET технология, надёжность конструкции, высокие динамические свойства дуги, низкий уровень брызг металла.
Аппараты легендарной серии OVERMAN, с расширенным функционалом, соответствующим современным требованиям рынка. Новые инверторы сохранили лучшие особенности серии: MOSFET технология, надёжность конструкции, высокие динамические свойства дуги, низкий уровень брызг металла.
Аппарат SPEEDWAY 160 SYNERGIC — универсальный аппарат для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для полуавтоматической сварки порошковой самозащитной проволокой NO GAS, для полноценной ручной дуговой сварки штучным электродом MMA, а так же для аргонно-дуговой сварки на постоянном токе TIG DC.
Это совершенно новый класс оборудования, высокотехнологичный, построенный по современной схемотехнике с применением SMT монтажа элементов плат. Благодаря микропроцессорному управлению оператор может тонко настроить сварочный процесс и даже отключать ненужные в определенный момент функции.
MIG 2000 (N280) — инверторный сварочный аппарат, предназначенный для полуавтоматической сварки в среде защитного газа (MIG / MAG), с возможностью ручной дуговой сварки покрытыми электродами (ММА), а также полуавтоматической сварки порошковой проволокой (FCAW).
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Varteg 200 Duo — современный инверторный полуавтомат, выполненный по современной IGBT технологии, оптимален для проведения ремонтных работ в мастерских или для использования в бытовых условиях: на даче или в гараже.
Аппарат предназначен для механизированной сварки плавящимся электродом или стальной проволокой. Благодаря инверторным блокам обеспечивает высокую стабильность дуги, отличную работу в условиях перепадов напряжения. Можно применять устройство для сварки углеродистой стали, нержавейки, алюминия и меди, а также разнообразных сплавов.
Портативный инверторный полуавтомат InverMig 185 позволяет производить сварку постоянным током, используя инверторную технологию преобразования и управления сварочным током. На данный момент эта технология является передовой и позволяет существенно уменьшить габариты и вес по сравнению с традиционными трансформаторными полуавтоматами.
Мобильный, универсальный и надежный полуавтомат REAL MIG 160 (N24001), от копании Сварог, предназначен для полуавтоматической сварки в среде защитных газов (MIG/MAG), сварки порошковой проволокой (FCAW) и ручной дуговой сварки покрытым электродом (MMA).
Обновленный инверторный полуавтомат WEGA 200 miniMIG START PRO SERIES – это новый уменьшенный корпус, новые характеристики сварочной дуги и более легкое управление. Новая модель предназначена для полуавтоматической сварки в среде защитного газа MIG-MAG, для ручной дуговой сварки штучными электродами MMA.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, сварки металлов медной проволокой CuSi, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе
Многофункциональный полуавтомат AURORA PRO SPEEDWAY 175 предназначен для выполнения высококачественной сварки в режиме MIG/MAG с максимальным током 175А. Кроме этого, аппарат позволяет работать с TIG и ручной сваркой MMA покрытым электродом.
Динамика 2000 – инверторный полуавтомат АВРОРА, с возможностью MIG-MAG сварки в среде инертного и активного защитных газов, сварки порошковой проволокой NO GAS, а также ММА режимом
Компания Aurora выпустила модель сварочного аппарата PRO OVERMAN 160, предназначенного для высококачественной сварки изделий из алюминия, чугуна, конструкционных сталей, нержавеющих сталей и сплавов. Доступная цена, отличная функциональность и практичность позволяют применять инвертор для ремонтных цехов, в мастерских, в автосервисах, на небольших производственных участках, на стройке и в гараже.
Аппарат SPEEDWAY 180 SYNERGIC — универсальный аппарат для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для полуавтоматической сварки порошковой самозащитной проволокой NO GAS, для полноценной ручной дуговой сварки штучным электродом MMA, а так же для аргонно-дуговой сварки на постоянном токе TIG DC.
Профессиональная модель инвертора PRO MIG 200 (N220) позволяет выполнять качественную и производительную сварку MIG/MAG плавящейся проволокой сечением до 1 мм. Встроенная катушка с роликовым механизмом располагается внутри корпуса. Универсальный аппарат поддерживает работу в режиме FCAW при обратной полярности и в режиме ручной дуговой сварки ММА.
Динамика 200 — профессиональных инверторный полуавтомат АВРОРА. Универсальный источник сочетает в себе сразу три типа сварки: MIG-MAG сварка в инернтном/активном защитном газе, полуавтоматическая сварка NO GAS с использованием порошковой самозащитной проволоки, ММА-сварка покрытым электродом и аргонодуговая сварка LIFT TIG DC.
Aurora PRO SPEEDWAY 200 — современный многофункциональный сварочный аппарат для полуавтоматической и ручной сварки широкого спектра металлов. В аппарате реализован выносной механизм подачи проволоки, позволяющий установить катушку весом до 15 кг.
Аппарат SPEEDWAY 200 SYNERGIC — продолжение линейки профессиональных инверторных полуавтоматов AuroraPRO. Главная особенность полуавтоматов серии SYNERGIC заключается в специальном режиме ROOT, который позволяет добиться снижения числа и энергии сварочных брызг в сравнении с обычными полуавтоматами.
Многофункциональны синергетический сварочный полуавтомат (MIGTIGMMA) имеет наглядный цветной LCD дисплей, которым легко можно выставить необходимые вам режимы сварки. В случае если вы затрудняетесь с выбором параметров то аппарат вам поможет их настроить сам!
Малогабаритный универсальный сварочный полуавтомат TRITON ALUMIG 200 SPULSE SYNERGIC позволяет выполнять сварку в режиме MIG/MAG, TIG и MMA. Инвертор поддерживает импульсный режим сварки в режиме MIG/MAG, что позволяет сваривать алюминий (чистый и сплавы), сталь, нержавеющую сталь, медь, чугун, никель с более высоким качеством соединения, по сравнению с классической полуавтоматической сваркой. Возможность регулировать индуктивность дуги, управлять предварительной и финишной продувкой газа, режим Burn-back и 2Т/4Т позволяют добиться полного контроля над сварочным соединением и высокого качества шва. А запрограммированный Job List сокращает время настройки инвертора и определяет его как профессиональный источник для работ высокой сложности.
Аппарат Aurora Polo 160 предназначен для полуавтоматической MIG сварки и сварки порошковой самозащитной проволокой NoGas
В инверторном аппарате AURORA PRO SKYWAY 300 используются IGBT-транзисторы, которые обеспечивают устройству высокие технические параметры и энергоэффективность.
Многофункциональный инверторный сварочный аппарат Solaris MULTIMIG-227, позволяющий варить в трех режимах
Современный сварочный аппарат MIG 200 Y (J03) для механизированной MIG/MAG сварки построен на передовой инверторной схеме с применением мощных IGBT модулей. Встроенный роликовый механизм и выносная ось для катушки позволяют использовать евро кассеты весом до 15 кг.
START ALUWELD 200 MIG PULSE это инверторный сварочный аппарат нового поколения с импульсным режимом и синергетическим управлением
Сварочный полуавтомат ANDELI MIG-250 mini – малогабаритная модель весом всего 5 кг работает от электрической сети питания 220В, в диапазоне сварочного тока от 50 до 120А
Модернизированная модель сварочного инвертора MIG 250 Y(J04-M) + ММА применяется для промышленной MIG/MAG сварки с автоматической подачей присадочного материала. Аппарат позволяет использовать все типы сварочных проволок, в том числе и порошковую для FCAW сварки.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей проволокой сплошного сечения, порошковой проволокой в среде защитного газа или порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Устройство может успешно применяться для механизированной сварки в среде защитных активных или инертных газов. Имеется функция автокомпенсации напряжения в пределах 15 процентов. Мощные инверторные модули обеспечивают высокий коэффициент полезного действия в любых условиях эксплуатации.
Мобильный и универсальный инвертор PRO MIG 160 SYNERGY (N227) — многофункциональный сварочный аппарат, с помощью которого можно выполнять механизированную MIG/MAG сварку, FCAW-сварку порошковой проволокой, TIG аргонодуговую и даже ММА ручную дуговую сварку.
Мобильный универсальный полуавтомат AURORA PRO SPEEDWAY 300 сочетает в себе передовые технологии, отличную производительность, обеспечивая высокие сварочные параметры.
Устройство оснащается всеми современными функциями для полуавтоматической сварки, обеспечивает комфортную эксплуатацию, простую настройку всех возможных параметров. Рабочее напряжение и сварочный ток выводится на цифровой дисплей для контроля в режиме реального времени.
SKYWAY 250 – однофазный инвертор для полуавтоматической сварки стальной проволокой в среде инертного/активного защитного газа MIG-MAG, а также для ручной дуговой сварки штучным электродом MMA.
Аппараты легендарной серии OVERMAN, с расширенным функционалом, соответствующим современным требованиям рынка. Новые инверторы сохранили лучшие особенности серии: MOSFET технология, надёжность конструкции, высокие динамические свойства дуги, низкий уровень брызг металла.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Универсальный сварочный аппарат с микропроцессорным управлением. Оснащен многофункциональным LCD-дисплеем, позволяющим контролировать сварочные параметры.
REAL MIG 250F (N253) – это обновленная модель полуавтомата Standart MIG 250 (J33). Новинка построена на современной платформе и стала более функциональной, добавилась возможность сварки ММА.
Wega 200 TechnoMig — универсальная установка для полуавтоматической, ручной и аргонодуговой сварки (LiftTig). Аппарат имеет полностью синергетическое управление с возможностью ручной настройки всех параметров.
Многофункциональный инверторный сварочный аппарат, позволяющий варить в трех режимах
Надежный аппарат с самым востребованным диапазоном сварочного тока.
В обновленном GROVERS MIG 200 стала доступна не только MIG сварка, но и MMA сварка. Это существенно увеличивает возможности сварочного аппарата. При этом, качество GROVERS MIG 200 как и прежде остаётся на самом высоком уровне!
Удобный переносной сварочный аппарат, который подходит как для полуавтоматической, так и для ручной дуговой сварки. Имеется возможность отрегулировать под свои потребности скорость подачи проволоки, рабочее напряжение и сварочный ток. Предусмотрена ручка для комфортного перемещения устройства.
Используя данную модель сварочного полуавтомата можно сваривать не только обычную и нержавеющую сталь. Также устройство отлично справляется со сваркой алюминия, других цветных металлов. Все настроенные параметры выводятся на дисплей, позволяющий контролировать работу аппарата.
Сварка в углекислом газе
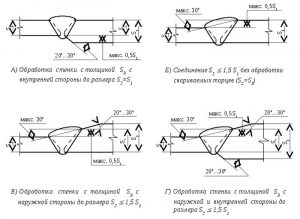
Сварка металла в защитной среде углекислого газа считается профессионалами одной из самых эффективных. Особенно когда дело касается соединения тонких по толщине заготовок или деталей. Именно поэтому сварка в углекислом газе используется для ремонта кузовов автомобилей, минимальная толщина которых составляет 0,5 мм. К основным достоинствам данного вида сваривания металлов можно отнести:
- достаточно высокую производительность;
- незначительный нагрев свариваемых заготовок, что приводит к минимальному их короблению;
- варить швы можно в любом положении, и это не составляет большого труда, и не влияет на качество конечного результата;
- благоприятные условия проведения сварочного процесса;
- минимальные затраты, так как сам углекислый газ стоит очень дешево.

Проводить дуговую сварку в среде углекислого газа можно ручным способом, при помощи полуавтоматов и автоматов. В небольших цехах по ремонту автомобилей используется именно сварка в среде углекислого газа полуавтоматами. Это удобно, это позволяет регулировать подачу присадочной проволоки в зону сваривания, скорость которой варьируется в пределах 148-600 м/ч.
Режим и техника сварки
На что необходимо обратить внимание, проводя полуавтоматическую сварку в среде углекислого газа.
- Сварка металлов проводится на постоянном токе при обратной полярности. Это когда минус подключается к заготовке, а плюс к электроду. В данном случае с полуавтоматами к присадочной проволоке.
- Силу тока регулируют в зависимости от толщины свариваемых металлов, от скорости подачи присадочной проволоки в зону сваривания и от напряжения электрической дуги.
- Напряжение дуги является очень важной составляющей сварочного процесса. От его значения зависят размеры сварного шва. К примеру, если напряжение большое, то ширина шва в процессе сварки также становится большой.
- Вылет проволоки тоже играет немаловажную роль. Если вылет небольшой, то сварщик плохо видит и сам процесс соединения, и зону сварки. При большом вылете проволоки сварочная дуга дестабилизируется.
Поэтому качество сварки зависит от вылета проволоки из горелки, а также от скорости перемещения последней. Если скорость будет большая, то сварка произойдет прерывистыми участками. Если малая, то расплавленный металл заполнит не только зазор между заготовками, но и вытечет за его пределы, что приведет к последующей доработке стыка. К тому же при небольшой скорости появляется вероятность получения прожогов.
Что касается техники при сварке полуавтоматом, то она достаточно проста и не требует каких-то особых манипуляций с горелкой. В первую очередь перед началом сварочных работ необходимо убедиться, что углекислый газ подается из баллона на горелку. Для этого нужно всего лишь открыть вентиль на редукторе баллона и подставить ладонь под горелку. Небольшой ветерок говорит о том, что система подачи работает нормально.
Кстати, давление углекислоты в баллоне должно составлять 60-70 кгс/см², что контролируется манометром на редукторе, а вот давление самого газа в горелке показывает второй манометр на редукторе баллона. Его значение должно быть 2,0 кгс/см². Этот показатель не является абсолютным, потому что сам сварочный процесс может проходить при разных условиях. К примеру, сквозняки в цеху, на открытой площадке. При таких условиях давление на горелке необходимо поднять, что увеличит расход углекислоты.
Все готово, можно приступать к сварке. Для этого проволоку необходимо выпустить из горелки немного больше, чтобы легко ею можно было бы дотронуться до свариваемого металла для возбуждения дуги. Конец проволоки устанавливается на поверхность металлической заготовки, после чего сварщик нажимает на кнопку пуск на рукоятке горелки. Происходит поджиг дуги, после чего проволока убирается до необходимого размера. Открывается вентиль на редукторе баллона с углекислым газом, производится подача углекислоты в зону сварки.
В процессе углекислотной сварки горелку можно перемещать в любом направлении. Здесь важно, чтобы для сварщика данное направление было удобным. То есть, он смог бы отслеживать и контролировать сварочную операцию. При этом горелка должна располагаться под углом 60-70° по отношению к свариваемой поверхности заготовок.
Специалисты же отмечают различия направления сварки и угла наклона проволоки. К примеру, если варить слева направо, то горелку лучше держать углом назад. Если справа налево, то углом вперед. В первом случае глубина сваривания резко увеличивается, а вот ширина сварного шва заметно уменьшается. Во втором случае, наоборот, глубина проварки уменьшается, а ширина шва увеличивается. Последний вариант лучше всего подходит к сварке тонкостенных металлических деталей.
Внимание! Завершать сварочный процесс необходимо полным заполнением кратера расплавленным металлом. Подачу проволоки после этого нужно прекращать, а вот с отключением газа лучше повременить. Здесь важно, чтобы расплавленный металл в сварочной ванне остывал постепенно. Поэтому стоит немного поддержать температурный режим до того, пока металл не застынет.
Особенности процесса сваривания
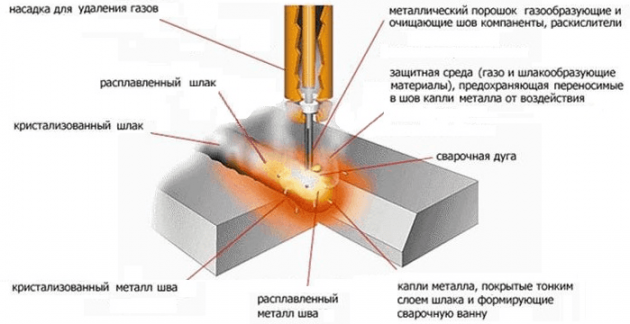
Сварка в углекислом газе полуавтоматом – это практически тот же процесс, что и сварка под флюсом. Все дело в том, что не все металлы могут свариваться без защитного слоя. Но сваривание углекислотой – это в первую очередь дешево, потому другие виды сварки полуавтоматами также имеют высокое качество конечного результата.
В чем суть применения углекислого газа. Он защищает зону сварки от окружающего воздуха, в котором присутствует влажность и кислород. Но под действием высоких температур углекислота распадается на тот же кислород и угарный газ. Так вот этот кислород начинает взаимодействовать с металлом, окисляя его. Что, конечно, не очень хорошо. Вот почему так важно нейтрализовать окисляющий химический элемент.
Это можно сделать одним единственным способом – подавать в зону сварки металл, в состав которого входят раскислители. А это кремний или марганец. Так как эти два металла более активны, чем железо, то они первыми и вступают в реакцию с кислородом. Поэтому для сварки в углекислоте используется стальная проволока, в состав которой входят два эти элемента. Это очень важный момент. При этом считается, что оптимальное соотношение марганца к кремнию в составе присадочной проволоки должно быть 1,5-2,0. То есть, марганца должно быть почти в два раза больше.
Самое главное, что при взаимодействии кислорода с марганцем и кремнием образуются оксиды этих металлов. Они не растворяются в жидком расплавленном металле, образованном в сварочной ванне. Но хорошо взаимодействуют друг с другом, превращаясь в шлак, который легко выводится из зоны сваривания. Вот несколько особенностей сварки в углекислом газе.
Комплектность оборудования
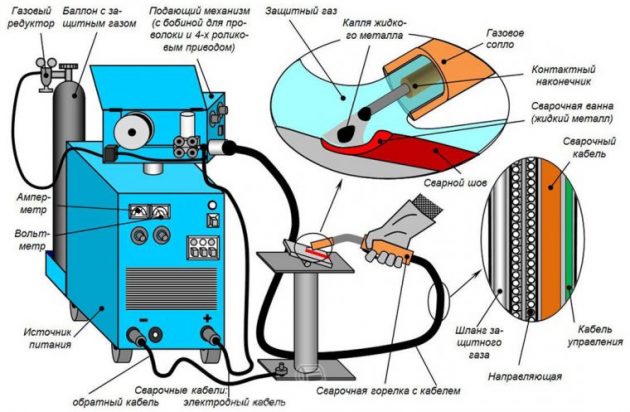
Сварочный пост комплектуется нижеследующим оборудованием и принадлежностями.
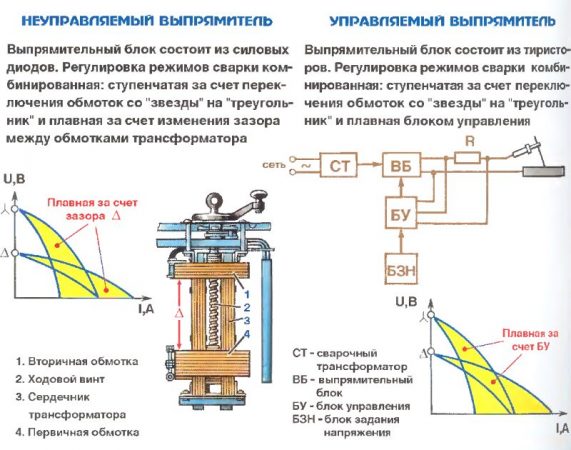
- Источник постоянного тока. Это может быть сварочный трансформатор или инвертор. Второй источник поддерживает стабильную дугу.
- Газовый баллон вместимостью 40 литров, куда может поместиться углекислый газ весом 25 кг. Его спокойно хватит на непрерывную работу в течение 15 часов.
- Подающий механизм. Сегодня производители предлагают огромнейший ассортимент этого устройства, так что выбрать есть из чего. К примеру, очень популярная модель А-547-У. Механизм подачи располагается в небольшом металлическом чемоданчике, который легко переносится. Некоторые модели снабжаются ремнем для переноски на плече. В чемоданчик помещается и катушка с проволокой. Сюда же установлен газовый клапан, как вторичный защитный элемент. Первый, понятно, редуктор на баллоне.
- Промежуточным элементом от баллона до горелки – осушитель (подогреватель электрический) газа.
- Горелка с комплектом шлангов и кабелей.
Итак, сварка металлических заготовок в среде защитного углекислого газа – эффективный способ сваривания. Он зависит от выбранного режима работы и техники проведения процесса. А в качестве конечного результата получается хорошо сформированный шов с отличным проваром по всей глубине зазора, плюс великолепные технические свойства наплавленного металла.