Сварочный автомат для сварки труб
Разновидности аппаратов для сварки труб

Самый распространенный метод сварки труб
Аппарат для сварки труб
Сварка металлических труб
В частном и промышленном строительстве широко используется электродуговая сварка труб. Электродуговая сварка труб из металла – надежный и достаточно простой способ соединения труб. Рассмотрим особенности такой сварки.
Зачастую для сварки труб применяется сварка методом MIG-MAG либо TIG – зависит от используемого материала и требований к качеству.
Качественная сварка труб весьма важна во многих областях. Сваренные трубы должны быть герметичны, соединения должны быть устойчивы и надежны.
Принцип работы аппарата для сварки труб
Аппарат для сварки труб из металла — по сути обычный электродуговой сварочный аппарат, и ничем не отличается от остальных. Электродуговая сварка труб из металла основана на свойстве электрической дуги разогревать металлы. Металл электрода и металл свариваемых труб расплавляются и перемешиваются друг с другом, в результате чего формируется сварочный шов. После застывания шва он очищается от шлака, окалины и других загрязнений, проверяется его качество. На этом электродуговая сварка труб заканчивается.
Для сварки труб подходят любые виды сварочных аппаратов для электродуговой сварки. Сварка труб из металла может вестись как постоянным, так и переменным током. Подходят как обычные, так и инверторные сварочные аппараты – следует лишь правильно рассчитывать требуемый сварочный ток в соответствии с размерами трубы и диаметром применяемых электродов.
Сварка труб ведется как в ручном режиме, так и с применением полуавтоматических сварочных аппаратов с автоматической подачей сварочной проволоки. Зачастую сварка труб ведется в атмосфере защитного газа, для чего сварочный аппарат комплектуется оборудованием для подачи защитного газа или смеси различных газов.

Подготовка деталей к сварке
Процесс сварки
Перед началом работы стыковочные кромки очищаются от ржавчины, краски, окислов металлов и краски. Во многих случаях с кромок труб снимается фаска. Затем начинается сам процесс сварки. Для сварки небольших труб используются электроды диаметром 3-4 миллиметра.
Сначала трубы центруются и прихватываются в нескольких точках по всей окружности. Затем, удостоверившись в правильности центровки, обваривают шов. Первый проход ведут электродами небольшого диаметра – например, три миллиметра. Фаску заполняют сварочным материалом на высоту примерно 2/3.
Сваренную поверхность очищают, удаляют шлак, проверяют качество. Затем накладывают второй сварной шов, применяя электрод большего диаметра. Прилежащие части труб также захватываются, чтобы гарантированно достичь герметичности. Готовый шов должен быть слегка выпуклым, ровным, без смещений, трещин и непроваренных участков.
Сварка с помощьюдать соответствие диаметра проволоки и размеров трубы. Для получения более качественного шва рекомендуется проводить сварку с защитой сварочной зоны.
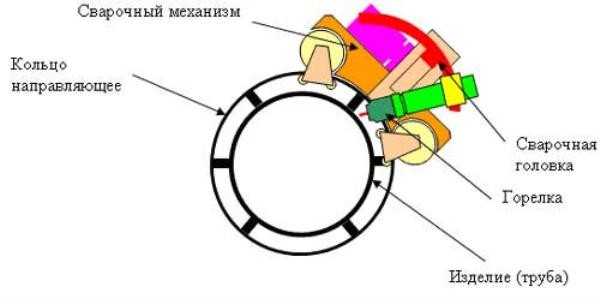
Орбитальная сварка труб
Помимо ручной электродуговой сварки труб из металла, перспективной и автоматизированной технологией сварки труб является так называемая орбитальная сварка.

Орбитальная сварочная установка
Аппарат для орбитальной сварки труб из металла работает следующим образом. Вольфрамовый электрод вращается вокруг неподвижной трубы в атмосфере защитного газа. Металл трубы может быть практически любым – сталь, чугун, медь, титан, алюминий и т.д. Благодаря тому, что дуговая сварка проходит в атмосфере защитного газа, металл не контактирует с кислородом, что дает возможность получать высококачественный шов без примесей и окислов.
Многие аппараты для орбитальной сварки укомплектованы специальными процессорными блоками, автоматически формирующими режимы управления сварочной дугой, подачей защитного газа и движением электрода, что дает возможность достичь максимальной надежности, оптимальной формы и строения сварного шва независимо от его расположения. Подобные аппараты могут использоваться там, где требуются высококачественные сварные швы.
Дуговая сварка труб требует соблюдения тех же мер предосторожности, что и любая электродуговая сварка. Следует использовать защитную маску для лица, либо очки со светофильтром и щиток. Не следует вдыхать продукты горения дуги, поскольку они токсичны. Оборудование для электродуговой сварки должно регулярно проверяться. Следует заземлять как сварочное оборудование, так и свариваемые детали.
Сварка труб из металла подразумевает использование вспомогательных приспособлений, немногим отличающихся от приспособлений для прочих видовдуговой сварки. В частности, нужны:
- Рукавицы или перчатки – для предотвращения травм и ожогов рук.
- Защитные очки и щиток либо сварочная маска – для защиты органов зрения от воздействия излучения электрической дуги, а также для защиты лица от брызг металла. По необходимости – средства защиты органов дыхания.
- Молоток и зубило – для очистки сварочного шва. При необходимости могут использоваться и другие инструменты – например, углошлифовальная машина.
- Инструмент для снятия фаски с кромки свариваемой трубы – подойдет любой инструмент, который может справиться с подобной задачей. В частности, могут применяться шлифовальные машинки, торцеватели, фаскосниматели, а при больших диаметрах труб и толщинах стенок – фрезерные станки или аппараты для воздушно-плазменной или газокислотной резки.
Сварка пластиковых труб
Сварка пластиковых труб в корне отличается от сварки труб из металла. Трубы из металла свариваются с помощью дуговых сварочных аппаратов или других методов сварки металла, тогда как для сварки пластиковых труб существуют специальные аппараты.
Аппарат для сварки пластиковых труб устроен следующим образом. Нагревательный элемент в форме пластины нагревает насадки, подсоединяемые к пластине нагревателя. Трубы одеваются концами на насадки, в результате чего происходит их размягчение. После этого они соединяются стык в стык и свариваются друг с другом. Использование паяльников для пластиковых труб позволяет быстро и эффективно получать качественные, устойчивые и герметичные соединения пластиковых труб. Подобный аппарат подойдет как для частного хозяйства, так и для сварки промышленных трубопроводов. Аппарат способен сваривать трубы диаметром до ста миллиметров и более.
Варим трубы автоматическим способом
Современные сварочные технологии шагнули далеко вперед. Одним из направлений является автоматическая сварка труб. С применением автоматической сварки появилась возможность исключить значительный ряд недостатков, которые допускает дуговая ручная сварка (неоднородность шва, низкая надежность выполненных работ). Качественная дуговая ручная сварка возможна только при ее выполнении квалифицированными рабочими, что тоже является минусом. Также необходима качественная подготовка труб к сварке.

Схема процесса ручной дуговой сварки.
Ручная дуговая сварка имеет еще несколько недостатков:
- как уже указывалось выше, страдает качество швов при выполнении сварочных работ непрофессионалом;
- оказывает негативное воздействие как на окружающую среду, так и на рабочего, производящего процесс;
- ручная дуговая сварка имеет малый КПД и низкие показатели производительности (по сравнению с автоматической).
Если судить по степени автоматизации, то автоматическая сварка – наиболее современный технологический процесс в наше время. Отметим, что практически все виды возможно автоматизировать. Степень механизации сварочных процессов бывает двух видов:
- автоматическая;
- полуавтоматическая.
Автоматическая подразумевает механизированную подачу электрода и перемещение дуги, а полуавтоматическая – только подачу проволоки. Рассмотрим более подробно процесс автоматизированной сварки.
Оборудование для автоматической сварки и технология производства
Автоматическая сварка возможна только при использовании специального оборудования. Это непосредственно источник тока и специальный аппарат для подачи электрода с наличием автоматической головки для сварки (дуговой). Традиционно для автоматического варианта необходимо наличие плавкого электрода либо электродной проволоки, смотанной в бухты (мотки), массой от 5 до 60 кг.
Во время сварки происходит постепенная подача такой проволоки в зону дуги по мере ее расходования в процессе плавления.

Традиционно для автоматического варианта сварки необходимо наличие плавкого электрода либо электродной проволоки, смотанной в бухты (мотки), массой от 5 до 60 кг.
Из-за короткого расстояния, через которое проходит проволока, сварочный аппарат производит процесс постоянно подающимся коротким электродом. Это значительно уменьшает нагревание проволоки (преимущество перед другими видами). При изменении скорости плавления изменяется и скорость подачи проволоки. Так поддерживается постоянная длина дуги при сгорании проволоки. Чтобы защитить сварочную ванну от воздействия воздуха, облегчить раскисление металла и его легирование, осуществляют предварительную засыпку шва достаточно объемным слоем флюса, в который погружается дуга. Использование флюса предохраняет от разбрызгивания металла, повышает показатели сварочного тока и производительность (если сравнивать со сваркой открытой дугой), значительно повышается качество шва.
Виды сварочных автоматов
Современные производители выпускают дуговые сварочные автоматы двух видов, которые различаются по способу регулирования:
- автоматы, в которых регулируются электрические величины;
- автоматы, в которых подача сварочной проволоки осуществляется с постоянной скоростью.
Первый вид сварочных автоматов предусматривает регулировку подачи проволоки (скорости) и в зависимости от этого параметра меняется электрический показатель (чаще всего напряжение дуги). Напряжение дуги зависит только от ее длины и меняется соответственно ее изменению. Такие автоматы выпускаются довольно давно и положительно зарекомендовали себя в производстве сварочных работ.

Примение автоматического сварочного аппарата исключает необходимость применения более сложных схем регулировки.
Наиболее современным и более технологичным считается сварочный аппарат второго вида (наличие постоянной скорости подачи проволоки). Интенсивность саморегулирования сварочной дуги исключает необходимость применения более сложных схем регулировки. Можно просто подавать проволоку в дугу в непрерывном режиме и со скоростью, равной скорости плавления. Происходит увеличение длины дуги, значит, налицо уменьшение скорости подачи проволоки. От чего же зависит саморегулирование? От плотности тока в проволоке. Если плотность небольшая, процесс саморегулирования проходит очень медленно и это вызывает уменьшение длины дуги и, как следствие, короткое замыкание. Если же происходит увеличение, возможен обрыв дуги. Быстрое возрастание плотности тока вызывает увеличение скорости плавления и процесса регулирования.
Классификация сварочных автоматов по способу перемещения
Качественный шов вы получите в том случае, если будете очень точно перемещать автомат при сварке изделия. Выпускаемые сегодня автоматы подразделяются на:
- подвесные сварочные автоматы;
- самоходные сварочные автоматы;
- сварочные тракторы.
Подвесные сварочные автоматы лишены возможности перемещаться, при сварке перемещаются изделия. При сварке самоходными сварочными аппаратами осуществляется их установка на специальную тележку, и сварочные работы производят, перемещаясь по изделию либо находясь в неподвижном положении над подвижным объектом. Самоходный сварочный автомат, а также сварочный трактор осуществляют движение по рельсовому пути. Сварочные аппараты являются более легкими и мобильными по сравнению с самоходными автоматами, их предназначение – сварка больших деталей, разнообразных корпусов и так далее.
Подготовка труб для сварочных работ
Разделку кромок производят с целью качественного провара заготовки вдоль сечения (это одно из условий прочности сварного соединения с металлом). Различают V-, К-, Х-образные формы кромок. Шов кромок может быть либо односторонним, либо двусторонним. Подготовка трубы к сварке включает в себя следующие действия:

Разделку кромок производят с целью качественного провара заготовки вдоль сечения.
- очистка сварочных поверхностей от грязи и грунта;
- проверка формы кромок, при необходимости их правка (концы труб после правки кромок должны совпадать при осуществлении сборки);
- эллипс торца, вмятины и выбоины не должны быть больше, чем предусмотрено ГОСТом;
- очистка до блеска металла кромок снаружи и внутри на расстояние не меньше чем 10 миллиметров (при дуговой сварке);
- производство стыковки труб при помощи домкратов либо центраторов, которые обеспечат качественное совмещение кромок труб;
- фиксация стыков труб (при дуговой сварке) прихватками (количество определяется по специальной формуле, но не может быть меньше трех, длина должна составлять 6-8 см, толщина не меньше 4 мм);
- если швы стыков труб прямые, односторонние и продольные, допускается смещение кромок относительно друг друга;
- спиральные и двусторонние продольные швы допускается варить без смещения кромок.
Процесс подготовки к сварочным работам труб из нелегированных и низколегированных сталей включает такой этап, как разделка кромок. Такая разделка сварных кромок проводится чаще всего автогенными резаками. После того как разделка завершена, может понадобиться доработка кромок механическим способом (особенно кольцевых швов).
Особенности сварки трубопроводов высокого давления

Схема термообработки сварных стыков труб
Для сварки трубопроводов высокого давления применимы любые промышленные виды сварки. Выполнять такие работы могут только те сварщики, у которых имеется удостоверение об успешном прохождении испытаний, предусмотренных правилами Гостехнадзора, так как при работе с данными изделиями необходима высокая квалификация и ответственность.
При сварке труб с давлением требуется выполнение особых условий и строгий контроль качества. Затруднение вызывает большая толщина стенок трубы по отношению к небольшому диаметру. Обязательно обеспечение высокого качества сварного шва вне зависимости от температурного режима, будь то нормальная, повышенная либо отрицательная температура транспортируемой среды. Шов должен быть устойчив к любой коррозии и выдерживать любые показатели давления. Сварку стальных трубопроводов, находящихся под высоким давлением, производят электродуговым либо газовым способом (в зависимости от диаметра и толщины). Газовая сварка применяется только для труб из углеродистой стали с проходом от 6 до 25 мм. Автоматическая и полуавтоматическая сварка с использованием флюса (при ручной подварке корня шва) применяется для труб с проходом 100 мм и более.
Сварка при помощи высокого давления
Сварка давлением подразумевает под собой процесс соединения верхних слоев свариваемых деталей. Также для сварки давлением характерна диффузия частиц, которая ведет к стиранию границ раздела и прорастанию сквозь них кристаллов. Сварку давлением применяют в основном в машиностроении и приборостроении. Способ с давлением зависит от вида свариваемого изделия и требований, предъявляемых к нему. Существуют 3 разновидности сварки давлением:
- точечная (применяется для тонколистовой стали);
- стыковая (давлением или оплавлением, применяется при производстве инструмента);
- роликовая (обеспечивает непрерывный либо прерывистый сварочный шов).
Сварка давлением рассматривается как разновидность контактной сварки. Поверхности находятся под высоким давлением, что позволяет получить соединение деталей без подогрева. Качество соединения под давлением напрямую зависит от работ по подготовке поверхности, от вида металла и от прилагаемых усилий.
Технология сварки давлением подразумевает применение нагрева и давления. Нагрев происходит с помощью электротока в месте контакта соединяемых элементов, давление создается при помощи электродов или других специальных приспособлений.
Что такое орбитальная сварка
Для монтажа трубопроводов в полевых условиях используется орбитальная сварка. Это автоматизированный процесс соединения бесповоротных стыков. Труба проваривается головкой, закрепленной на вращающемся устройстве. Специальный зажим плотно фиксирует аппарат в рабочей зоне. Для работы необходимы навыки оператора. Сварщик выбирает необходимый режим в зависимости от размера, толщины стенки, химического состава сплава. В процессе работы следит за параметрами.

Особенности орбитальной сварки
Дуга в автоматическом режиме проворачивается по всей окружности, труба равномерно проваривается со всех сторон. Стыковая сварка труб орбитальными аппаратами незаменима в труднодоступных местах, где сложно проварить неподвижную заготовку.
Сварочный автоматизированный процесс представляет собой ручную или аргонодуговую электросварку с использованием тугоплавкого вольфрамового электрода и наплавочной проволоки. При зажигании дуги кромки оплавляются, создается ванна расплава. Присадка образует на месте стыка аккуратный валик. Головка проходит по всей окружности (орбите). Заготовки при работе не вращаются, остаются неподвижными.
Область применения
Автоматы для орбитального соединения трубных стыков используют:
- для линейного монтажа трубопроводов;
- крепления фланцев;
- соединения отрезков трубного проката с отводами, тройниками, другой трубной арматурой;
- сварки трубной доски теплообменников.
Орбитальная сварка труб минимизирует процент брака, увеличивается скорость монтажа трубопроводов, сборки котлов и теплообменников. Упрощается ремонт ТЭС, ТЭЦ, обслуживание нефтепроводов, газовых магистралей, инженерных коммуникаций.
Преимущества и недостатки
Стыковая сварка орбитальными автоматами обеспечивает герметичность трубопроводов за счет качественных швов. Металл проваривается по всей окружности равномерно. Преимущества орбитальной сварки труб:
- снижается риск дефектов шовного валика;
- регулирование дуги снижает область разбрызгивания ванны расплава;
- соединение частей трубопровода, трубных досок можно производить в любом пространсвенном положении;
- широкий диапазон свариваемых сплавов: углеродистых и легированных сталей, цветного металла;
- возможность работать с присадкой и без нее;
- отсутствие окалины на шве;
- процесс протекает без образования дыма.
- высокая стоимость аппаратов;
- сложность ремонта и обслуживания оборудования;
- низкая скорость тонких трубопроводов (головка медленно движется по небольшой орбите).
Оборудование для орбитальной сварки труб
У аппарата для сварки трубопроводов имеется:
- источник электропитания – инвертор, выдающий от 30 до 400 А, подключаемый к однофазной сети напряжением 220 В или трехфазной 380 В, с ним просто контролировать силу рабочего тока;
- вольфрамовый электрод;
- соединительная головка, образующая шов;
- клещевая система крепления, фиксирующая головку на трубе;
- система подачи газа с регулируемым соплом для проволоки;
- блок управления, регулируется:
- частота вращения головки;
- скорость подачи прутка;
- расход инертного газа (объем впрыскивания);
- угол наклона электрода.
Некоторые модели оснащены печатающим устройством, информацию о режиме работы можно вывести на бумагу.
Оборудование для орбитальной сварки применяется при монтаже труб с наружным диаметром от 17 до 170 мм. Выпускают аппараты для аргонодуговой и ручной дуговой сварки в защитной атмосфере трех основных типоразмеров (величина свариваемых труб указана в мм): 17–50; 33–90; 60–170. По согласованию с заказчиком некоторые производители делают фиксирующие клещи другого размера. Верхний предел увеличивают до 275 мм. Разработаны модели для тонкого трубного проката, минимальный наружный размер – 1,6 мм.
Виды орбитальных головок, удерживающих горелку на фиксированном расстоянии от свариваемого металла:
- Закрытого типа рассчитана на соединение труб небольшого диаметра. Стык располагается в камере, заполненной защитным газом. Такие головки считаются самыми надежными, они образуют герметичный шов, не содержащий окислов.
- Открыто типа, аргон или другой инертный газ или специальная смесь поступает в рабочую зону под давлением. Такие головки используют на толстостенных трубах, где стык заваривается за несколько циклов. Горелка для удобства наклоняется под нужным углом до 45°.
Для трубных досок, головки созданы для ремонта теплообменников, регулировка процесса происходит в автоматическом режиме, оператору достаточно установить клещевое крепление.
Предусмотрена система предварительного прогрева электрода и свариваемого металла до необходимой температуры, имеется система охлаждения, по замкнутому контуру циркулирует вода.
Технология сварки
Для выравнивания концов применяют отрезные станки, обеспечивающие вертикальную ровную кромку. Толстостенные трубы подготавливают к работе в заводских условиях: производят разделку кромок, срезают под углом 30°. Тонкостенный прокат заплавляют без присадки.
До орбитальной сварки труб проводятся подготовительные работы. Производится очистка концов от заусенцев, загрязнений. Подготовленные отрезки центруют, укладывают на установленном расстоянии друг от друга. Для орбитальной сварки труб малого диаметра достаточно приобрести съемную головку. Она крепится на универсальных зажимных системах. Поверхность стыка делят на сектора, для каждого задаются индивидуальные режимы с учетом давления собственного веса заготовки в нижней части. Расплавленный металл не должен провисать сверху. Параметры рабочего тока, скорость подачи присадочного прутка устанавливает оператор в зависимости от марки стали, формы заготовки. Орбитальный аппарат крепится в области стыка.
Сваривание металла производится автоматически. После заделки всех секторов оборудование отключается самостоятельно.
Орбитальные аппараты узкоспециальные. Их приобретают для монтажа трубопроводов большой протяженностью, для ремонта теплообменников и котлов. Это наиболее перспективный метод монтажа трубного проката. В быту подобное оборудование применять нецелесообразно из-за длительного периода окупаемости.
Выбираем сварочный аппарат для полиэтиленовых труб
Время чтения 8 минут
Полиэтиленовые трубы, пришедшие на смену стальным и чугунным, обладают более привлекательными эксплуатационными характеристиками — прочностью, устойчивостью к воздействию внешних агрессивных сред, долговечностью. Однако монтаж трубопроводов на базе ПЭ, ПНД и ПВД труб требует применения специализированного оборудования и приспособлений, в частности, сварочных аппаратов. Только при грамотном использовании оборудования имеет смысл говорить о качестве сварки, поэтому к выбору необходимо относиться максимально внимательно и ответственно.
Аппараты для сварки полиэтиленовых труб стали незаменимым инструментом при монтаже и ремонте систем канализации, водоотведения, трубопроводов различного уровня сложности и назначения. Задача данного оборудования сводится к нагреву торцов свариваемых отрезков до нужной температуры или подачи жидкого пластика к месту соединения.
Способы и особенности сварки ПЭ, ПНД и ПВД труб
В зависимости от внутреннего давления и технологических особенностей трубопровода применяется один из четырех видов сварки:
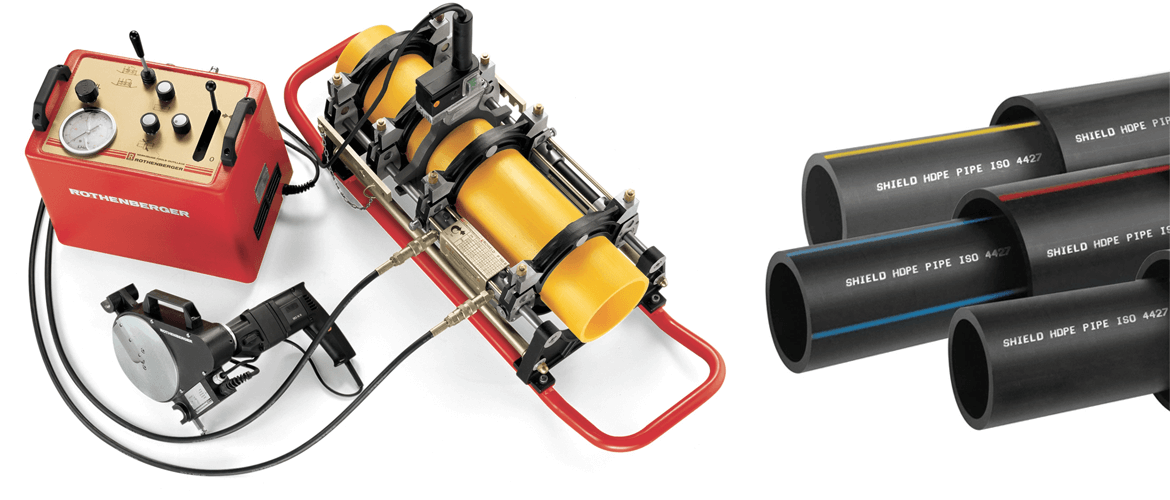
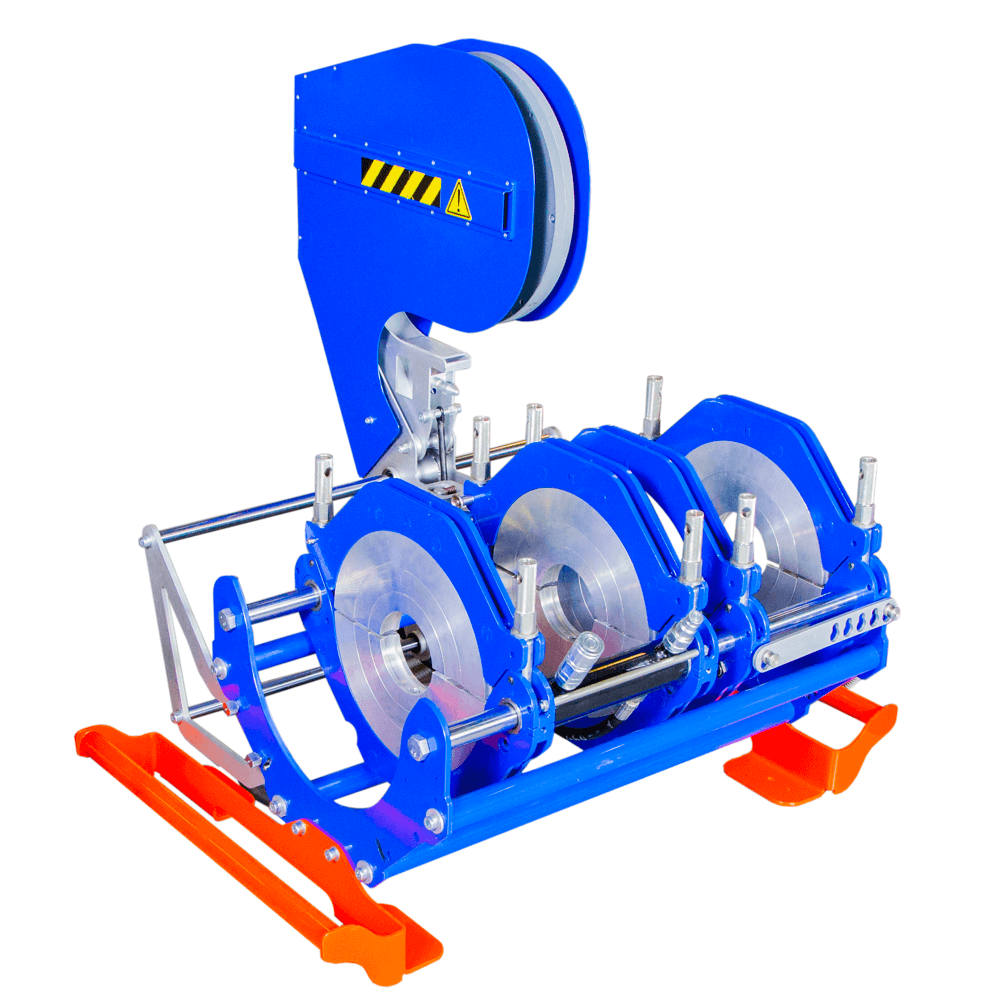
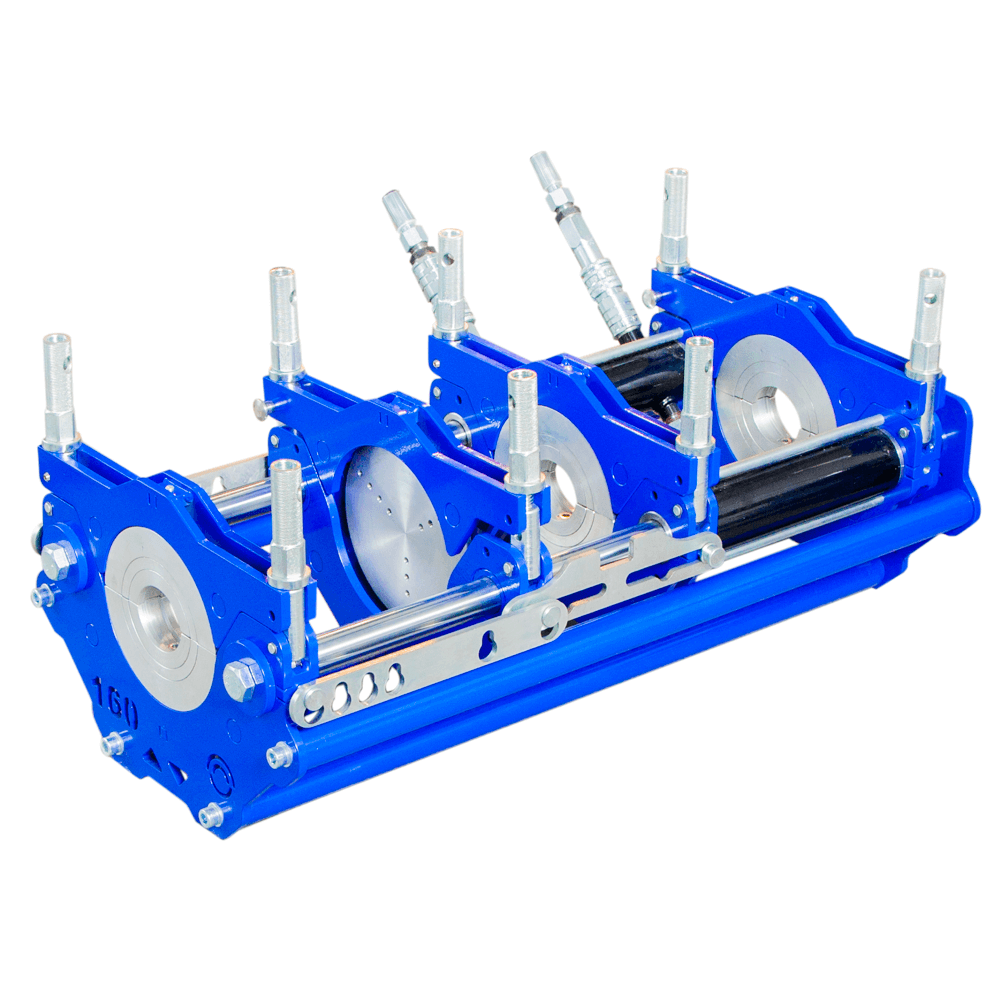
Стыковой — самый распространенный способ, поскольку обладает рядом преимуществ: высокая производительность, низкая себестоимость, в том числе и за счет низкой цены на сварочные аппараты, достаточные прочностные характеристики. Суть метода заключается в нагревании и оплавлении специальным сварочным зеркалом (нагревателем) торцов труб и плотном соединении между собой. Стыковые аппараты применяют для сварки труб диаметром от 32 до 1600 мм. Среди недостатков, пожалуй, стоит выделить: необходимость точного торцевания, невозможность сваривания тонких (меньше 4,5 мм) стенок изделий, важность дополнительной очистки поверхности стыков.
Муфтовый (враструб) — для соединения используется дополнительная муфта, которая гарантирует надежность и герметичность сварочного шва. Такой метод менее производителен и обходится дороже, но отличается высокой прочностью. Кроме того, этот вид сварки обеспечивает возможность соединения труб разных диаметров. Важно знать, что муфтовая сварка редко применяется вне помещений.
Экструзионный — принцип аналогичен классической электрической сварке в том плане, что через специальный экструдер в место соединения поступает жидкий полиэтилен, который и обеспечивает соединение. Сварочный шов не отличается прочностью, технология крайне медленная, но актуальная для больших диаметров. С другой стороны экструзионный способ не требует от оператора обязательного учета толщины стенок, температуры плавления деталей, необходимого давления и времени остывания. Часто применяется при монтаже трубопроводов с низкой нагрузкой.
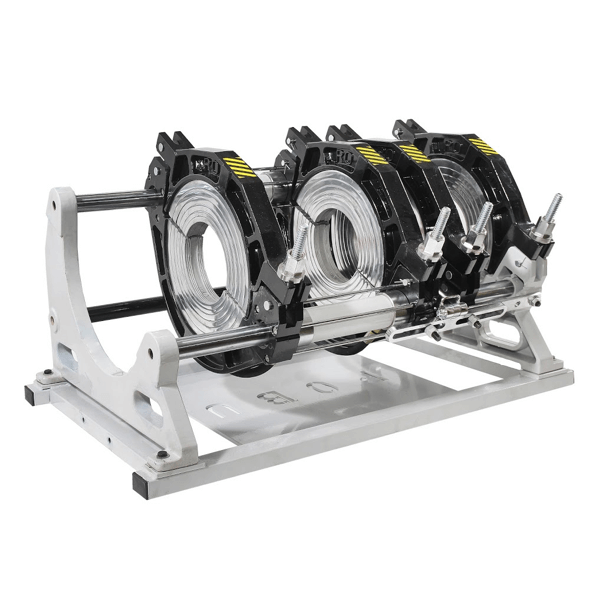
Электромуфтовый (терморезисторный) — наиболее надежный способ сварки, его суть в том, что используются муфты с встроенными нагревательными элементами. Такой метод требует четкого соблюдения технологического процесса, поэтому электромуфтовые сварочные аппараты оснащаются собственными компьютерными процессорами и программным обеспечением, которое поэтапно контролирует сваривание. Подобный подход гарантирует равномерность нагрева труб и максимально плотному прилеганию. Соединение получается прочным и устойчивым к внешним и внутренним механическим воздействиям.

Виды аппаратов для сварки полиэтиленовых труб
Сварочные аппараты для полиэтиленовых труб классифицируются по 4 вышеперечисленным методам выполнения соединения. Каждый из них требует применения конкретного аппарата. Однако существует еще одна градация по степени автоматизации.
Ручные сварочные аппараты — безусловно, самые дешевые и низкопроизводительные. Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Полуавтоматы — понятно, что подобного рода устройства обходятся гораздо дороже ручных аналогов. Однако производительность таких аппаратов несравненно выше, как и мощность. Человеческий фактор в их работе сведен к минимуму. Работа оператора заключается в предварительных настройках режимов работы и последующей корректировке. Применяются во всех видах сварочных процессов. В более широком формате представлены в терморезисторной сварке.
Автоматические аппараты — управляются микропроцессорной техникой (оператору необходимо ввести только базовые параметры, такие как размеры и характеристики свариваемых труб). Качество шва в этом случае максимальное, как и производительность, но цена — высокая.
Выбор сварочного аппарата для полиэтиленовых труб
В каждых конкретных условиях эксплуатации необходимо выбирать свой способ сварки, как следствие, и соответствующий аппарат. В этом ракурсе стоит обращать внимание на следующие аспекты:
Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат. С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки.
Домашним мастерам вообще «заморачиваться» не приходится — достаточно приобрести простой паяльник.
Не самым опытным мастерам, которые имеют свободные средства, можно купить и полуавтомат. Результат будет качественным, а работа простой.
Если предполагается приобретать электромуфтовый аппарат, то будьте готовы тратиться на расходные материалы. При некачественных электромуфтах даже самое технологичное оборудование не поможет.
В заключение стоит напомнить, что к выбору важно подходить максимально серьезно и ответственно. Не стоит экономить на оборудовании, от надежности и характеристик, которого зависит качество выполненных работ.
Рейтинг сварочных аппаратов от Техсвар.ру
5. Nowatech Zern и Zeen
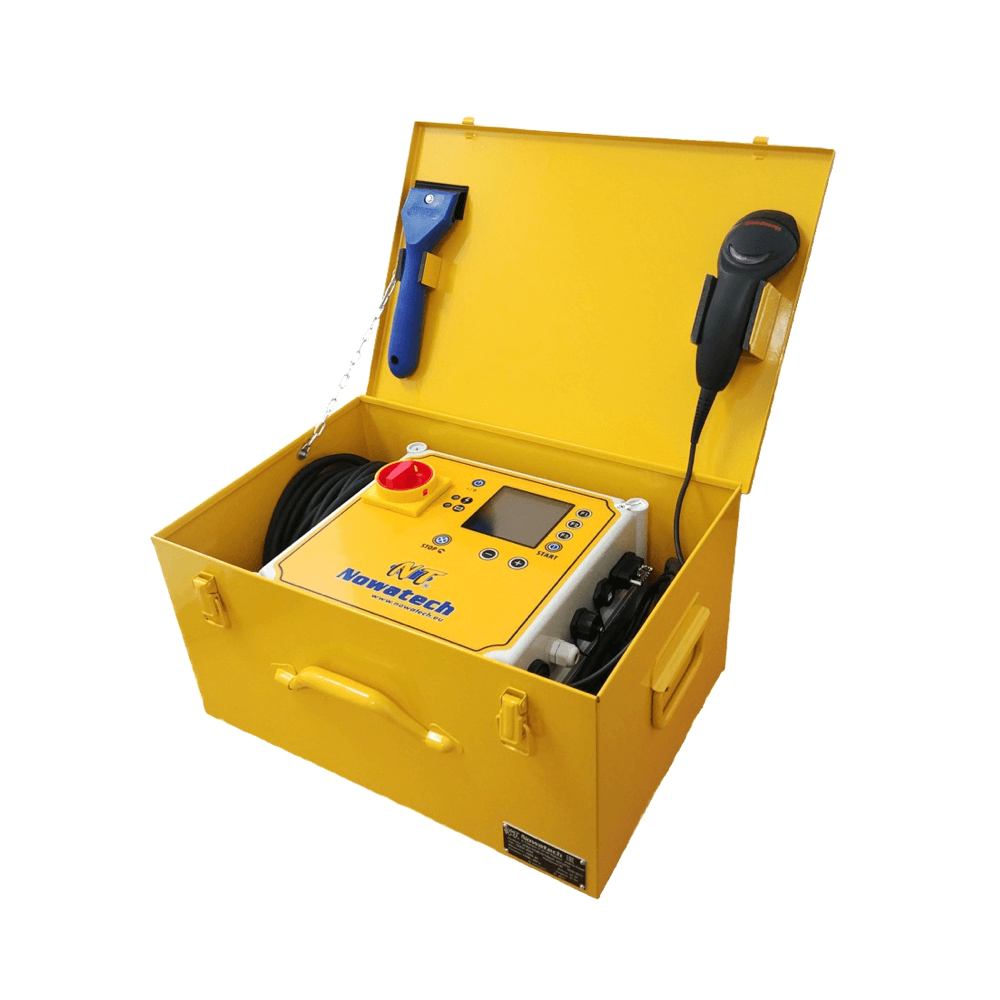
Электромуфтовые сварочные аппараты Nowatech отличаются функциональностью и качеством изготовления, имеют электронную систему управления и защиту от механических повреждений, пыли, песка и дождя.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| ZERN-160 | 160 | 1,15 | — |
| ZERN-800 Plus | 160 | 1,45 | — |
| ZEEN-800 Plus | 160 | 1,45 | + |
| ZERN-2000 Plus | 400 | 3 | — |
| ZEEN-2000 Plus | 400 | 3 | + |
| ZERN-4000 | 1200 | 4 | — |
| ZEEN-4000 | 1200 | 4 | + |
- Максимальный диаметр трубы — 1200 мм.
- Протоколирование и передача данных на USB-накопитель.
- Большой дисплей индикации параметров сварки.
- Возможна аттестация НАКС.
- Высокая стоимость моделей серии ZEEN.
- Необходимость использования дорогостоящих муфт.
4. Volzhanin CNC
Сварочные аппараты Volzhanin CNC с гидравлическим приводом — высокофункциональные и автоматизированные аппараты позволяющие производить сварку по ГОСТ.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| CNC-160 | 160 | 3 | + |
| CNC-225 | 225 | 4 | + |
| CNC-315 | 315 | 5 | + |
- Автоматизированный сварочный процесс.
- Системы контроля температуры, давления, времени и др.
- Устройство для автоматического извлечения нагревателя.
- Аттестация НАКС.
- Гарантия 18 месяцев.
- Высокая стоимость.
- Диаметр свариваемой трубы — 315 мм.
3. Volzhanin ССПТ
Сварочные аппараты Volzhanin ССПТ с гидравлическим приводом для контактно-стыковой сварки труб диаметром до 1200 мм. Каждая модель имеет несколько модификаций: с механическим или электрическим торцевателем, а также с гидроблоком или ручным насосом.
| Модель | Мин. диаметр трубы, мм | Макс. диаметр трубы, мм | Мощность, кВт |
| ССПТ-160 | 40 | 160 | 1,3-3 |
| ССПТ-225 | 63 | 225 | 1,9-4 |
| ССПТ-315 | 75 | 315 | 2,9-5 |
| ССПТ-400 | 160 | 400 | 5,7-7,9 |
| ССПТ-500 | 225 | 500 | 8,3-10,5 |
| ССПТ-630 | 315 | 630 | 11,1-13,3 |
| ССПТ-800 | 450 | 800 | 18,8 |
| ССПТ-1000 | 630 | 1000 | 23,4 |
| ССПТ-1200 | 710 | 1200 | 27,4 |
- 4 модификации аппаратов.
- Гидравлический привод.
- Возможна аттестация НАКС.
- Гарантия 18 месяцев.
- Цена выше средней.
Сварочные аппараты Robu — сверхпрочное, надёжное и высокопроизводительное оборудование разработанное совместно с немецкими инженерами.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| W160S | Механический | 160 | 1,6 |
| W160 | Механический | 160 | 1,6 |
| W160G | Гидравлический | 160 | 2,4 |
| W250S | Механический | 250 | 2,5 |
| W250 | Гидравлический | 250 | 3,8 |
| W315 | Гидравлический | 315 | 4,8 |
| W500 | Гидравлический | 500 | 9,5 |
| W630 | Гидравлический | 630 | 12,2 |
| W800 | Гидравлический | 800 | 17 |
| W1000 | Гидравлический | 1000 | 21 |
| W1200 | Гидравлический | 1200 | 35,5 |
| W1600 | Гидравлический | 1600 | 53 |
- Высокое качество изготовления.
- Выносливая гидравлика.
- Диаметр сварки до 1600 мм.
- Гарантия 3 года.
1. Monster HL, EL и GL
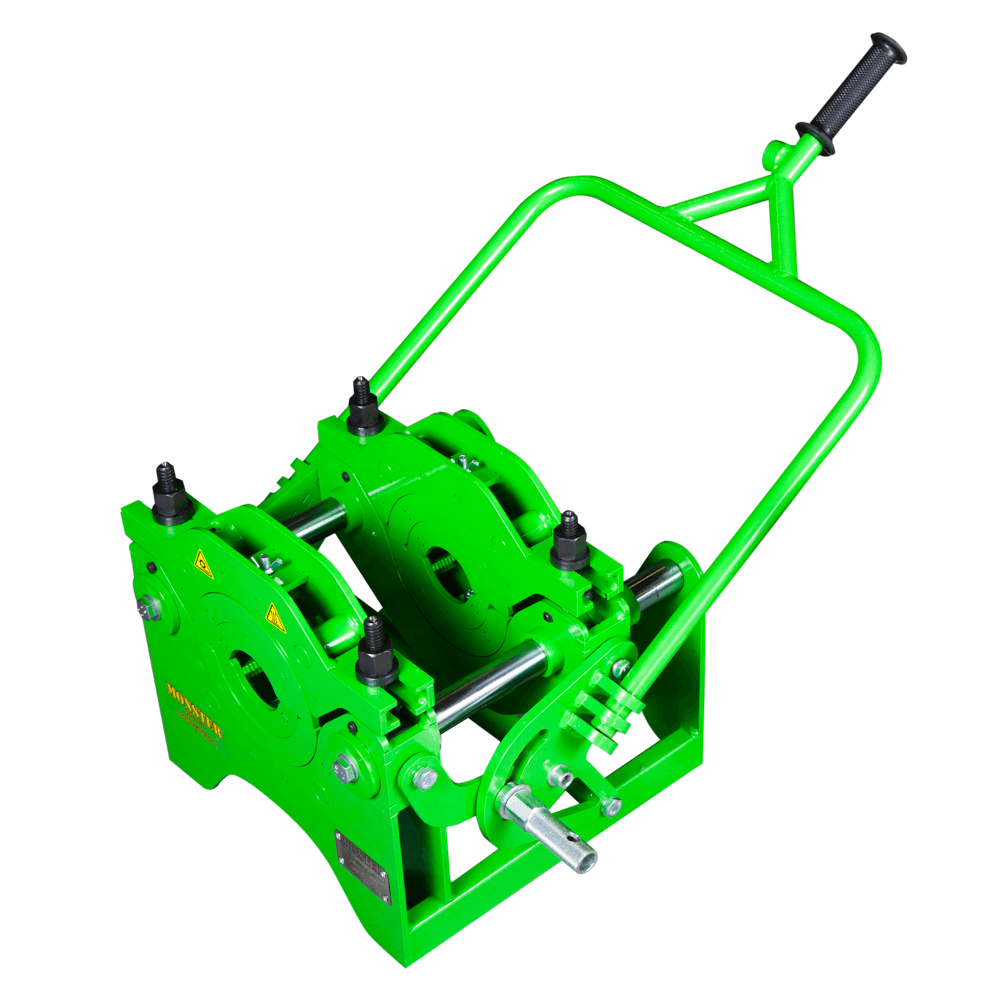
Сварочные аппараты Monster отличаются компактными размерами, малым весом, низкой ценой и возможностью сварки труб самых распространенных диаметров.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| 160 HL | Механический | 160 | 1,3 |
| 160 EL | Механический | 160 | 2,2 |
| 160 GL | Гидравлический | 160 | 2,8 |
| 225 HL | Механический | 225 | 1,9 |
| 225 EL | Механический | 225 | 3,2 |
| 225 GL | Гидравлический | 225 | 3,4 |
| 315 HL | Механический | 315 | 2,9 |
| 315 EL | Механический | 315 | 4,2 |
| 315 GL | Гидравлический | 315 | 4,8 |
- Низкая стоимость.
- Облегченная конструкция.
- Минимальное потребление электроэнергии.
- Максимальный диаметр трубы — 315 мм.
Описание технологии сварки труб
Сварка труб – это очень частая технологическая операция при любых строительно-монтажных работах. Термические соединения крепче резьбовых и более герметичны.
Технология сварки труб
Все проблемы, связанные с технологией термического соединения, с выбором материалов и оборудования, с обеспечением безопасности сварочных работ регламентируются основным документом ГОСТ 16037 80. Изготовление стальных трубопроводов ведется несколькими способами. Бытовое соединение элементов без перехода, когда монтаж выполняется своими руками, проводится обычно инверторным аппаратом — это значительно упрощает тепловой процесс и обеспечивает безопасность.

Этот аппарат подключаются к домашней сети 220 В. Затем в нем повышается (инвертируется) частота тока, а который потом выпрямляется. Процесс скрепления ведется постоянным током. Для новичков это гораздо проще и безопасней. Качество соединения при этом не страдает. Цена такого устройства находится в пределах от 5 до 10 тысяч рублей. Работы по соединению начинаются с общих подготовительных. С самого начала нужно выбрать инструменты. Подбирается металл и покрытие инструментов — то, чем защищают шов.
В быту используются электроды, которые плавятся. Различные материалы применяются в обмазке для образования защищающего слоя. Сварные врезки бывают различных видов: встык, внахлест, тавровое (перпендикулярное), угловое. Трубы одного диаметра и с одинаковой толщиной стенки обычно скрепляются встык. Элементы разных диаметров соединяют между собой внахлест. При этом труба меньшего внешнего диаметра вставляется в большего диаметра.
Если трубы имеют одинаковый внешний диаметр, но разную толщину стенки, то тонкостенную слегка развальцовывают, и в нее вставляют толстостенную. Шов кладут поверх внешности обеих труб. Сборка сложных конфигураций ведется по чертежу. Для удобства работы отдельные детали после укладки зажимаются в специальном приспособлении струбцинами.

Тавровое соединение предполагает, что элементы соединяются под прямым углом (90 градусов). Угловым называется вариант, когда показатель равен, например, 45 градусам. Круглые трубы не большого диаметра варят единым швом, без отрыва инструмента от поверхности изделия. Если процедура началась в одной точке окружности, то она должна завершиться в этой же точке. Инструмент не должен отрываться от соединяемых деталей.
Соединение труб, диаметр которых больше 110 мм (большой диаметр), выполняется несколькими приемами и способом в несколько слоев. Последующие слои накладываются в противоположном к предыдущему направлении. Каждый слой необходимо отскребать от шлака. При необходимости, элементы, которые свариваются, приходится поворачивать. Угол поворота в диапазоне 60 – 110 градусов. Это удобная зона для сварщика. После каждого поворота варится только часть всего шва. Весь шов будет многослойным.
Если стыки неповоротные, то действие начинается с самой нижней точки. После сварки свежий шов укрывается термопоясом, чтобы обеспечить его изоляцию от воздействия внешних условий (неконтролируемого охлаждения с повышенной скоростью).
Качество сварного шва в неповоротном положении проверяется сначала визуально, потом с помощью специальной аппаратуры – дефектоскопов, а иногда и методом разрушающего контроля. Обязательно надо проследить, чтобы не было просвета между свариваемыми торцами трубы, чтобы весь шов был заполнен металлом.

Виды сварки труб
Сварка труб может, в зависимости от условий и масштаба работ, производиться различными способами:
- газовая сварка сетей водопровода, теплоснабжения и газовых труб в квартирах жилых домов из полудюймовых стальных труб;
- электродуговая ручная;
- электрическая автоматическая или полуавтоматическая, специальным оборудованием – сварочный автомат или полуавтомат;
- сварка стальных труб и нержавеющих (нержавейки) в среде аргона неплавящимся электродом, по-другому TIG-сварка;
- орбитальная, на специальных автоматах с вольфрамовыми электродами в атмосфере аргона под управлением обучающихся программ компьютера;
- индукционная, при которой металл нагревается электромагнитным полем;
- обсадная, для повышения герметичности соединения.
Отдельное место в сварочных технологиях занимает соединение труб из цветных металлов (алюминиевых, медных и т.д.), металлопластиковых, квадратных и эмалированных труб. Эти работы имеют свои особенности. Для них подбираются специальные электроды или аппараты газовой сварки, а также режимы.
Медные трубы рекомендуется сваривать электродуговым типом в атмосфере азота. Электроды должны быть из вольфрамовой проволоки, в состав обмазки входят раскислители или среда углекислого газа. Тонкостенные трубы для бензопроводов лучше сваривать полуавтоматами. Соединение поли пропиленовых труб производится специальным паяльником.

Они получили заслуженную популярность в последнее десятилетие за упрощенную технику работы с ними, за долговечность и низкую стоимость. Обычно используется приспособление, которое в народе называют «утюг».
Сварочное оборудование для пластмассовых труб стоит в диапазоне примерно от 1000 рублей до 5000 рублей. Но при этом существуют и значительно дорогие аппараты, например, за 60000 рублей. Конечно, промышленные и магистральные трубопроводы варятся по совершенно другой технологии и на другом оборудовании. Ко всем сварочным работам допускаются лишь аттестованные сварщики.
Характеристики
Подробные характеристики процесса представлены в таблице:
| Вид | Способ | Приспособления |
|---|---|---|
| Стальные, встык | Электро, газовая | Струбцина |
| Стальные, внахлест | Электро, газовая | — |
| Стальные, под углом | Электро, газовая | — |
| Стальные, разнотолщинной | Газовая | Подкладное кольцо |
| Орбитальная | Электросварка | На автоматах |
| Нержавейка | Электросварка | На автоматах |
| ПВХ | Нагрев | Утюг |
| Медные | Электросварка | Вольфрамовый электрод |
Подготовка труб перед сваркой
Перед началом трубы требуется специально подготовить. Нужно проверить все геометрические размеры свариваемых труб; геометрическую форму торцов (круг, а не овал); отсутствие трещин, деформаций, надрывов; перпендикулярность плоскости среза к оси трубы; абсолютная чистота среза без следов масла и грязи (очистка ведется сначала металлической щеткой, затем растворителем).
Очистить нужно соприкасающиеся поверхности и примыкающую к будущему шву площадь металла. Для центровки используют подкладное кольцо, специальные приспособления и струбцины.
Оборудование и материалы для сварки труб
Материалы для сварки – это электроды и обмазки. Электроды бывают плавящиеся и неплавящиеся. Обмазки защищают свариваемый шов от окисления и шлаков. Сварочное оборудование очень разнообразно по номенклатуре, назначению и стоимости. Оно различное для электросварки и газовой сварки. Для электросварки — это сварочные аппараты, сварочные инверторы, держатели электродов и проволоки, кабели для подключения и для заземления, всевозможные соединители кабелей и клеммы.
Для газовой сварки необходимы баллоны с кислородом и ацетиленом, газовые горелки, газовые редукторы, приборы для контроля давления, обратные клапаны, ниппели, шланги, различные патрубки. Обратный клапан и предохранительный затвор защищают газовый баллон от проникновения пламени. Ниппель представляет собой переходник с резьбой для соединения шлангов.
При автоматической или автоматизированной сварке более точно выдерживаются нормы расхода электродов. Для защиты самого сварщика необходимы защитные маски, специальные очки, фуражка с козырьком, рукавицы и спецодежда. Все сварочное оборудование должно регулярно проходить планово-предупредительные ремонты (ППР).
Пошаговая инструкция процесса сварки
Технология сварки очень сложная, и поэтому требует тщательной подготовки, педантичного выполнения всех правил. Эти нормы вырабатывались годами трудом и опытом тысяч сварщиков. Они изложены в технологической инструкции.
Инструкция по выполнению работ при сварке:
- Подготовка рабочего места.
- Подготовка труб для сварки.
- Подготовка сварочной аппаратуры.
- Проверить сварочный аппарат, кабели и другое оборудование на исправность.
- Провести разделку кромок.
- Подготовить рабочие поверхности к сварке.
- Подключить кабели к силовым разъемам в зависимости от выбора полярности сварки (+ на держатель электродов, — на массу: при обратной полярности).
- Подключить сварочный аппарат к источнику питания.
- Включить аппарат через кнопку (рычаг) включения.
- Инверторный агрегат нужно размещать не ближе 2 м от стен;
- Аппарат обязательно заземлить.
- Убрать от места сварки все воспламеняющиеся предметы.
- Сварку вести на металлическом столе (замена данного покрытия на любое другое запрещена).
- Подключить инвертор либо к домашней сети 220 В, либо к сети 380 В. Если нет возможности подключиться к электросети, то придется подключаться к передвижному генератору, предварительно проверив сечение используемых проводов.
- Проверить все электрические соединения.
- Розжиг электрической дуги.
После выполнения подготовительных работ можно начинать сварку.
Сварка – это сложный технологический процесс, требования которого подразумевают наличие специального оборудования, материалов и квалифицированного персонала. В быту на простейшем оборудовании возможно выполнение несложных сварочных работ. Более того, в сети есть множество обучающих видео, которые можно посмотреть и сразу же приниматься за сварочные работы. Но в любом случае необходимо строжайшее соблюдение правил электро- и газобезопасности.