Сварочный пост для полуавтоматической сварки
Полуавтоматическая сварка
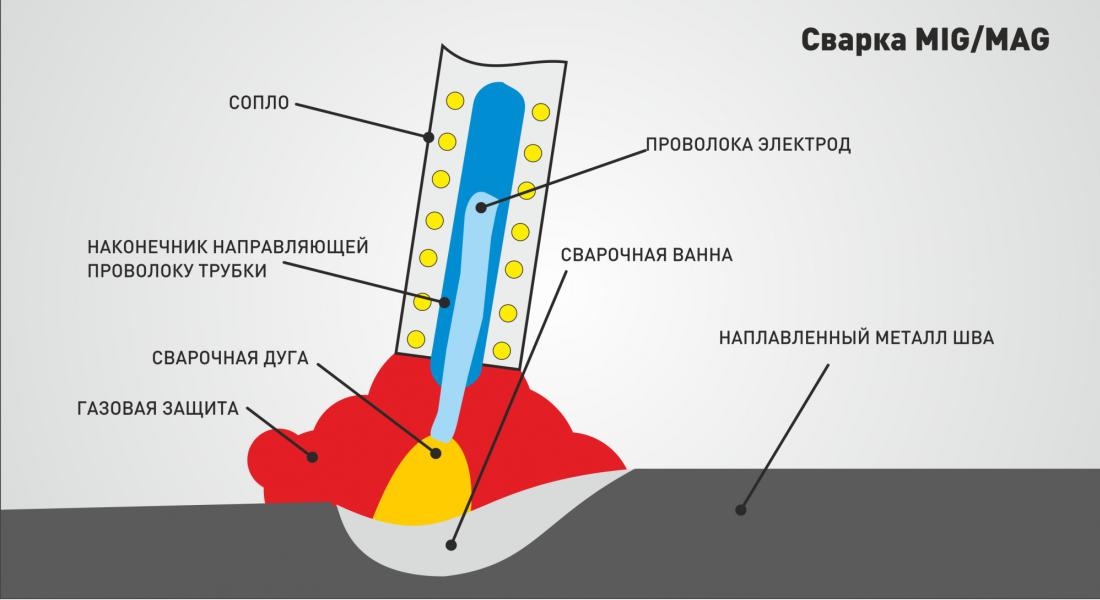
Полуавтоматическая сварка — механизированная дуговая сварка металлическим плавящимся электродом (проволокой) в среде защитных газов. Способ также известен как MIG/MAG сварка. В зависимости от типа используемого защитного газа различают сварку в инертных газах (MIG) и активных (MAG). В качестве активных газов преимущественно используют сварку в среде углекислого газа. В отличии от ручной дуговой сварки покрытыми электродами при механизированной сварке подача электрода в зону сварки выполняется с помощью механизмов, а сварщик перемещает горелку вдоль оси шва и выполняет колебательные движения электродом по необходимости.

Рис. 1. 1 – горелка, 2 – сопло, 3 – токоподводящий наконечник, 4 – электродная проволока, 5 – дуга, 6 – шов, 7 – ванна, 8 – основной металл, 9 – капля металла, 10 – газовая защита.
Сущность метода и общие принципы полуавтоматической сварки
Механизированная сварка, как и другие виды дуговой сварки, осуществляет за счет большей тепловой энергии сварочной дуги сконцентрированной в месте ее горения. Температура дуги больше температуры плавления металлов, поэтому под ее воздействием кромки сварного изделия плавятся, образуя сварочную ванну из жидкого металла. Дуги при этом горит между основным металлом и сварочной проволокой, которая выполняет функции подвода дуги к зоне сварки и является присадочным металлом для заполнения зазора между кромками.
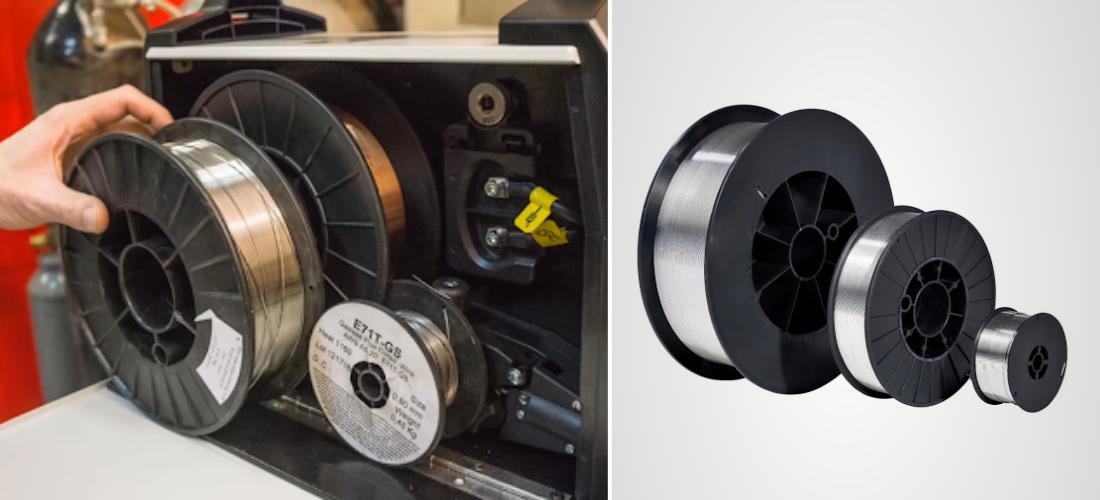
Сварочная проволока с кассеты непрерывно подается в зону сварки при помощи подающего механизма, который проталкивает ее по каналу в рукаве к соплу сварочной горелки.
Сварочная дуга, расплавленный металл, конец сварочной проволоки, околошовная зона находятся под защитой газа, выходящего с горелки. Для получения более качественного шва, иногда выполняют подачу защитного газа дополнительно с обратной стороны шва.
В отличии от ручной сварки, отсутствие покрытых электродов позволяет механизировать процесс или полностью автоматизировать.
Оборудование для полуавтоматической сварки

В комплект оборудования для механизированной сварки входят источник питания сварочной дуги, подающий механизм, газовое оборудование, горелка. Для повышения производительности и избежания перегрева горелки при серийном производстве могут использоваться системы охлаждения.

Источники питания сварочной дуги
Для сварки в среде защитных газов изготавливают источники питания с жесткими внешними вольт-амперными характеристиками. Сварка производится на источниках постоянного тока — сварочные выпрямители, преобразователи, инверторы или специальные установки, содержащие в себе источник питания и подающий механизм, а также блок управления. Источники питания переменного тока практически не используются.
Многопостовые источники питания
Для организации работы в цехах на производстве со стационарными сварочными постами целесообразно использовать многопостовые источники питания. Для этих целей можно использовать преобразователи и выпрямители. Существует две схемы организации многопостовой сварки.

Первая схема используется когда сварка производиться одинаковыми режимами на каждом посте с частыми замыканиями сварочной цепи (возбуждение дуги). При такой схеме в цепь каждого сварочного поста включают дроссель, который способствует снижению влияния постов друг на друга при одновременной работе.
Вторая схема может быть использована для регулирования режимов сварки индивидуально на каждом посте с минимальным влиянием постов друг на друга. В таком случае напряжение холостого хода многопостового источника питания устанавливают на максимум, а снижение силы тока (регулирование) выполняется с помощью балластного реостата на каждом посте.
Механизмы подачи проволоки
Механизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.

В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.

Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования.
Механизмы подачи проволоки
Механизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.
В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.
Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования.

Сварочные полуавтоматы
Сварочные полуавтоматы — специальные установки для механизированной сварки в среде защитных газов содержащие в себе источник питания, подающий механизм, горелку и блок управления процессом. Дополнительно полуавтомат может иметь дистанционный пульт управления, включать схемы позволяющие выполнять сварку в импульсно-дуговом режиме и т.д.
Сегодня чаще используется схема сварки от сварочного полуавтомата, чем источник питания + подающий механизм.
Сварочная горелка
Выполняет несколько функций, среди которых: направление проволоки в зону сварки, подвод тока к сварочной проволоке, подача защитного газа, управление процессом при помощи кнопки управления. Все это возможно благодаря использованию специального шланга внутри которого находится сразу несколько элементов — сварочные кабеля, управляющие провода, спиралеобразный канал для направления проволоки, трубка для подачи газа, а иногда и для подачи воды.

Газовое оборудование для полуавтоматической сварки
В состав газового оборудования для сварки полуавтоматом входят: баллон, редуктор, ротаметр, подогреватель, осушитель, смеситель газов, рукава (шланги).
Оборудование сварочного поста
Стул сварщика обеспечивает поддержание физиологически рациональной рабочей позы сварщика в процессе рабочей смены, создает условия для изменения позы с целью снижения статического напряжения мышц шейно — плечевой области и спины, а также для исключения нарушения циркуляции крови в нижних конечностях.
Конструкция стула сварщика обеспечивает оптимальное положение рабочего, которое обеспечивается регулировкой высоты рабочей поверхности сидения стула и пространства для положения ног.
Подставка для руки «Ампер ПР-1» создана для работы в положении сидя и стоя, необходима для уменьшения статической нагрузки на руки сварщика.
Конструкция подставки была специально разработана с учетом возможности обеспечивать регулировку под индивидуальные особенности тела рабочего для создания удобной рабочей позы.
Подставка под кабель «Ампер ПК-1» предназначена для поддержки кабеля на определенной высоте, для разгрузки сварочного кабеля от воздействия собственного веса, а также для уменьшения статической нагрузки на руки сварщиков.
Стул предназначен для оборудования стационарных сварочных постов. Все части стула (сидение, спинка и опора для ног) специально разработаны и изготовлены с учетом антропометрических показателей рабочего – сварщика.
Сварочный пост «Ампер СП-4» может широко использоваться на любом сварочном производстве. Пост для сварки «Ампер СП-4», предлагаемый компанией «НТ-Сварка» состоит из 4 отдельных частей.
Табурет сварщика «Ампер ТП-1» предназначен для оборудования стационарных и нестационарных сварочных участков.
Мобильный сварочный пост «Ампер СП-1» может найти широкое применение для ограждения нестационарных зон сварки. Состоит из 4 компонентов и успешно используется на любых производственных площадях.
Сварочный пост «Ампер СП-3» для ограждения зон сварки как в сварочных цехах, так и на других производственных площадях. Передвижной сварочный пост «Ампер СП-3». Комплект изделия состоит из 4 предлагаемых компонентов.
Конструкция табурета была специально разработана с учетом антропометрических показателей сварщиков, как мужчин, так и женщин. Сидение имеет специальную конфигурацию, которое обеспечивает снижение нагрузки в поясничном отделе позвоночника. Металлоконструкция табурета предусматривает пространство для положения ног.
Мобильный сварочный пост «Ампер СП-2» состоит из 4 отдельных частей: экрана, стула, подставки под кабель и под ноги. Мобильный сварочный пост «Ампер СП-2» предназначен для ограждения мест выполнения сварочных работ на любых производственных участках.
Универсальное ударопрочное поворотное кресло оператора «Ампер СК-2» для работы на линиях, конвейерах, станках, производственных и прочих предприятиях.
Табурет сварщика «Ампер ТП-1» предназначен для оборудования стационарных и нестационарных сварочных участков.
Ложемент «Ампер Л-1» предназначен для укладки сварочного кабеля в правильное положение в процессе работы.
Табурет сварщика-монтажника модели «Ампер ТМ-1» разработан и изготовлен в соответствии с нормативной документацией и требованиями по технике безопасности для выполнения работ в положении сидя.
Табурет сварщика Ампер Т-1 обеспечивает выполнение работ в положении сидя. Находясь в процессе работы на табурете, сварщик может принять любую позу, например: выполнить наклон вперед или наклон назад. Также сварщик может использовать табурет как опору при выполнении различных сложных технологических задач, например на монтаже металлоконструкций.
Подставка под кабель «Ампер ПК-2» с ложементом — специальное приспособление для удержания сварочных кабелей в определенном положении.
Табурет сварщика-монтажника модели «Ампер ТМ-2» разработан и изготовлен в соответствии с нормативной документацией и требованиями по технике безопасности для выполнения работ в положении сидя.
Кресло «Ампер СК-1» поворотное сварочное со специальным противоударным полимерным сидением.
Чехол для стула сварщика представляет собой специальный защитный покров для сидения или спинки стула. Чехол изготовлен из термостойкой арамидной ткани.
Как выбрать сварочный полуавтомат
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Простыми в освоении аппаратами для бытовых нужд,
- Технологичными приборами с синергетическим режимом настройки для строительных задач,
- Трехфазными машинами, участвующими в производственных процессах.

Для начала выясним:
- В чем превосходство сварки в полуавтоматическом режиме.
- Ключевые показатели сварочного полуавтомата.
- Что значит сочетание «синергетическое управление».
- Необходимый набор комплектующих для работы с MIG-MAG сваркой.
Преимущество полуавтоматической сварки
- Главное — высокая производительность. Протяженный безостановочный сварной шов становится возможен благодаря постоянно подающейся проволоке. Не требуется останавливать процесс, чтобы заменить электрод.
- При MIG-MAG сварке доступны соединения разных видов металлов и различных толщин заготовок: например соединение листовых сталей происходит быстро и качественно, стык требует минимум обработки в последствии, и буквально, готов к окраске.
- Следующее преимущество — простота процесса. Базовые навыки легко и быстро освоит начинающий специалист.
- При полуавтоматической сварке можно работать в любом пространственном положении и удобно контролировать формирование сварочного шва.

Ограничения в работе с методом сварки MIG-MAG
Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Для специалиста сварочного дела преимущества MIG-MAG сварки оказываются важнее.
Характеристики аппарата MIG-MAG (полуавтомата)
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Сила тока
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Напряжение холостого хода
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для мелких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах нужны аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт должны иметь сварочные машины для производств.
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Процент нагрузки
Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Синергетические настройки
Полуавтоматические сварочные аппараты по способу управления делятся:
- Синергетические — когда аппарат сам регулирует напряжение для эффективной работы и мастеру нужно лишь задать пару параметров. Удобная опция для начинающих сварщиков либо мастеров для которых сварочные работы не постоянное занятие.
- С ручными настройками. Для продвинутых сварщиков, способных самостоятельно четко выставить настройки под любую задачу.
Сварочная проволока
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Дополнительные опции
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Универсальные машины имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, алюминиевых сплавов, высоколегированных сталей. Востребованы в первую очередь в кузовных работах.
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.

Вес аппарата
У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Механизм подающий проволоку
Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Дополнительное сварочное оборудование
Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
- Газовым баллоном, шлангами и редукторами
- Средствами защиты рук и глаз: Сварочной маской и крагами сварщика.
- Вспомогательным оборудованием: всевозможными сварочными струбцинами и сварочными магнитами.
Посты для ручной и полуавтоматической дуговой сварки
В состав поста (места производственной площади, специально оборудованного для сварочных работ) входят не только источник питания или установки для механизированной сварки, но и сварочный стол, регуляторы тока (балластные реостаты), пусковая и защитная аппаратура, сварочные кабели, электрододержатель и горелка.
В зависимости от габаритов свариваемых деталей и характера производства рабочее место может находиться в специальной кабине (стационарный пост) или непосредственно возле (на/внутри) изделия (передвижной). Кабина сварщика имеет размеры 2×2 или 2×2,5 м. Ее каркас изготовлен из металла, а стены и пол из огнестойких материалов. Дверной проем закрывается брезентовой шторой с огнестойкой пропиткой. Для сборки и сварки деталей используют металлические столы типа ССНЗ, ССНЗ-001 высотой 0,5…0,9 м с решеткой и вытяжной вентиляцией. К столу крепится «карман» для электродов и огарков. Вместо стола в кабине могут устанавливаться кантователи, манипуляторы и другая оснастка, облегчающая манипуляции изделием, в том числе и грузоподъемные устройства. Для удобства сварщика его сидение оснащено регулируемым винтовым устройством. Рядом с местом сварщика расположены стеллажи или контейнеры для заготовок и готовых изделий, тумбочки для инструмента, запасных и сменных деталей, документации и личных вещей.
Инструментами сварщика являются стальная щетка для зачистки кромок изделия перед сваркой и сварного шва от брызг и шлака после сварки, молоток-кирка для удаления шлаковой корки, брызг и для проковки шва, личное клеймо, стальная линейка, весок, угольник, шлифовальная машинка КПМ-37 с набором абразивных кругов и металлических щеток.
Для сушки электродов служат специальные пеналы, подключаемые к источнику питания. Необходимая температура в пенале достигается касанием на 10…60 с электрододержателем выводной клеммы пенала (спирали подогрева внутри него). Ее значение 100…110 о С сохраняется в течение 1…1,5 ч. В случае централизованного питания от многопостовых источников в кабины из машинного зала проводят медные шины вдоль колонн. По конструктивному исполнению электрододержатели делятся на пассатижные, рычажные, зажимные, винтовые (табл. 19).
Горелки (табл. 20) являются частью специальных установок или постов для сварки вольфрамовыми электродами в среде инертных газов.
Сварочный ток регулируется на рабочем месте сварщиком специальными регуляторами и балластными реостатами типа РБ (табл. 21), включаемыми последовательно с дугой. При питании поста постоянным током от многопостового источника (при сварке на обратной полярности) используют устройства регулирования УР-301У3 с перечисленными ниже параметрами:
Таблица 19. Технические характеристики электрододержателей различных типов
номинальный сварочный ток, А (при ПН = 60%) — 315
пределы регулирования сварочного тока, А 50 — 315
напряжение холостого хода, В 54 — 75
вторичное напряжение, В 33
мощность, кВ·А — 10,4
габариты, мм — 545x520x665
При выполнении сварочных работ сварщиком в неудобных позах, внутри металлических изделий или в других чреватых опасностями условиях, если источник питания имеет напряжение холостого хода 70 В, он должен быть снабжен специальным блоком снижения этого напряжения до 12 В во время обрыва дуги (табл. 22).
Таблица 20. Технические характеристики горелок для ручной сварки вольфрамовым электродом
* Фирма Fronius, Австрия. Диаметр присадочной проволоки 0,8…1,2 мм. Горелка Robacta предназначена для роботизованной сварки.
Таблица 21. Технические характеристики балластных реостатов
| Марка | Iсв.ном, А | Габариты, мм | Масса, кг |
| РБ-201У2 | 200 | 580x355x648 | 30 |
| РБГ-301 | 300 | 600x410x390 | 32 |
| РБ-301У2 | 315 | 580x410x648 | 35 |
| РБ-501У2 | 500 | 580x465x648 | 45 |
Таблица 22. Технические характеристики блоков снижения холостого хода сварочных трансформаторов
Для подвода сварочного тока к электрододержателю и изделию от источника питания применяют гибкие кабели марок РГД, РГДО, РГДВ. Длина гибкого кабеля, к которому присоединяется электрододержатель, составляет 2…3 м; при необходимости его удлинения можно использовать кабели марок КРПГН, КРПТН, КРПСН (табл. 23).
Таблица 23. Технические характеристики кабелей для сварочных работ
В условиях строительных и монтажных площадок длина сварочного кабеля может достигать 40…50 м. Кабель, соединяющий изделие с источником питания, может быть более дешевым, например, типа ПРН при условии, что его сечение должно быть не меньше, чем сечение основного кабеля.
Для соединения участков кабеля следует использовать различные муфты МС-2, МСБ-2, М-315, М-500. Запрещается соединять кабели на скрутках. Неразъемные соединения осуществляют с помощью муфт типа ССП-2.
К источнику питания сварочный кабель подключается через соединяющую муфту МС-3, одна из полумуфт которой аналогична полумуфте МС-2 или МСБ-2, а другая вместо конца с проводом имеет выходную деталь с отверстием, одеваемым на контактный болт источника питания. Обратный кабель к изделию, который заземляется, присоединяется клещами заземления КЗ-2 и КЗП-12.
При сварке вольфрамовым электродом в инертных газах зажигание дуги осуществляется бесконтактным способом, для чего применяют осцилляторы или возбудители дуги (табл. 24), которые могут быть включены параллельно и последовательно.
Защитные газы поставляются централизованно по трубопроводам в случае большого объема использования от одного или нескольких баллонов на каждое рабочее место. Характеристики газовых баллонов приведены в табл. 25.
Таблица 24. Технические характеристики возбудителей дуги
| Марка | Род тока питания | Uпит, В | Iном.св, А |
| ОСППЗ-300М | Переменный | 200 | 315 |
| УПД-1 | » | 200 | 80; 200; 315 |
| ВИС-501 | Постоянный | 60…90 | 50 |
| ВИР-101 | » | 80 | 180…300 |
| ОСПЗ-2М | Переменный | 220 | 315 |
Таблица 25. Технические характеристики баллонов для транспортировки и хранения газов
Примечание. Углекислый газ находится в баллоне в сжиженном состоянии, остальные — в сжатом состоянии.
Снижение давления сжатого газа до требуемого рабочего и поддержание его на постоянном уровне независимо от давления в баллоне или сети осуществляется с помощью редукторов (табл. 26). Редукторы-расходомеры серий АР, А, Г, В служат для фиксации давления в баллоне, давления после первой ступени и рабочего давления по манометру — расходомеру, который измеряет расход газа в литрах в минуту (табл. 26, 27).
Для подготовки и применения защитных газов и их смесей на рабочем месте сварщика расположена полуавтоматическая специальная аппаратура: подогреватели и осушители газов, расходомеры-ротаметры, электрогазовые клапаны. Осушитель газа заполняется адсорбентом — обезвоженным медным купоросом или силикагелем марки ШСМ, которые прокаливаются в течение 2 ч при температуре 200 о С. Адсорбент рассчитан на осушение 30…35 м 3 углекислого газа за одну зарядку.
Для приготовления газовых смесей непосредственно на рабочем месте используют специальные смесители, а для более точного контроля расхода газов применяют ротаметры различных типов (табл. 28).
Газоэлектрические клапаны служат для экономного расхода газа и обеспечивают его предварительную подачу или с некоторым запаздыванием, по сравнению со сварочной проволокой и током с помощью соответствующих реле.
Таблица 26. Технические характеристики газовых редукторов
Таблица 27. Зависимость расхода газа от показаний шкалы манометра низкого давления редуктора ДКП-1-65
| Деления шкалы, МПа | 0,03 | 0,06 | 0,08 | 0,11 | 0,14 | 0,18 | 0,22 | 0,25 |
| Расход СО2, л/мин | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Таблица 28. Характеристика ротаметров поплавкового типа серии РС (ГОСТ 13045-81)
Сварочный пост и его оборудование
Содержание:
- Виды сварочных постов.
- Оборудование для сварочного поста при разных видах сварки.
Рабочее место сварщика принято называть сварочным постом, который имеет все необходимое оборудование для проведения сварки металлических изделий. Традиционно, пост для сварочных работ имеет источник питания, кабеля для сварки, горелку или держатель электродов (в зависимости от способов сварки), все необходимые инструменты и приспособления, и обязательно комплект средств защиты для самого сварщика.

Для разных видов сварки комплект сварочного оборудования может отличаться. Также существует и несколько видов сварочных постов. Каким должен быть сварочный пост и его оборудование мы посмотрим дальше.
Виды сварочных постов.
Выделяют два вида постов – стационарный и передвижной. Стационарный сварочный пост и его оборудование представляют собой кабину, которая открыта сверху, в которой находится все необходимое для сварки. Отметим, что в таких постах может производиться сваривание небольших по размерам изделий из металлов. Для сваривания больших изделий (труб, при монтаже конструкций и пр.) такой пост не подойдет.
Кабина для стационарного поста имеет стальной каркас, высота которого варьируется от 1800 до 2000 миллиметров. Стены такой кабины несколько подняты над полом (на 20-25 сантиметров), что обеспечивает более качественную вентиляцию внутри сварочной кабины. Для изготовления стен обычно могут использоваться разные материалы, например сталь или плиты асбестоцементные, а также другие материалы (обязательно негорючие). Дополнительно стены покрывают специальной огнеупорной краской, которая способна поглощать ультрафиолетовое излучение дуги. К таким краскам относятся:
- цинковые;
- желтый крон;
- титановые белила.
Полы на сварочном посту делаются из бетона, кирпича или цемента. А вход в кабину закрывается специальной ширмой из брезента.
К сварочным постам такого типа предъявляется ряд требований:
- Хорошее освещение: желательно комбинировать дневное и искусственное.
- Площадь такой кабины не должна быть меньше трех квадратных метров, а высота стен должна превышать два метра.
- Стол для проведения работ сидя должен быть высотой 50-60 сантиметров, а для работы стоя – примерно 90 сантиметров.
- Крышка у стола должна быть площадью в один квадратный метр. Ее делают из стали (толщина 1,5-2 сантиметра) или чугуна (2,5 сантиметра).
- К столу обязательно прикрепляется токопроводящий кабель от источника питания.
- В кабине обязательно должны быть карманы (или специальные ящики из негорючих материалов), предназначенные для электродов, инструментов, документации, отходов.
- Обязательно производить заземление всего оборудования.
- Пол, под ногами сварщика, должен быть устлан резиновым ковриком.
Кроме того, для удобства сварщика в кабине может быть установлено кресло из металла с диэлектрическим сиденьем (при сидячих работах, это обязательное условие).
Второй вид – передвижной сварочный пост. Он может понадобиться для проведения сварки изделий больших размеров. Обычно такие посты оборудуются на производственных участках. Они также, как и стационарные посты, имеют всю необходимую защиту и оборудование.
Оборудование для сварочного поста при разных видах сварки.
Не секрет, что существует несколько видов сварки – электродуговая, ручная, сварка в среде защитных газов и без, и прочие. Соответственно, и необходимое оборудование сварочного поста при разных видах сварки будет отличаться.
Если сварочные работы проводятся посредством электрической горелки, то комплект рабочего места сварщика должен содержать следующее оборудование:
- горелка;
- компрессор;
- источник электрического тока;
- реостат.
Для такого вида сварки сжатый воздух и прочие газы можно использовать из баллона.
Стол, защитные средства, заземление и прочее должно присутствовать при любых видах сварки.
Пост для механизированной сварки или резки должен быть оборудован, кроме всего прочего, машиной (переносной или стационарной), которая перемещает с определенной установленной скоростью изделие или инструмент.
Для ручной сварки трехфазной дугой в комплект оборудования должны входить также электромагнитные контакторы.
Для проведения сварки в среде защитных газов также должно предусматриваться специальное газовое оборудование. На посту сварщика должен быль баллон с нужным газом, ротаметр для определения расхода газа, редуктор и газовые рукава. Могут использоваться и специальные регуляторы, которые объединяют в своей конструкции ротаметр и редуктор.
Если сварка осуществляется переменными током, обязательно должен быть сварочный трансформатор с высоким напряжение холостого хода. Также потребует осциллятор для стабилизации горения дуги.
Главное требование к любому сварочному посту – это обеспечение безопасности проведения всех работ. Именно поэтому для организации рабочего места сварщика должны использоваться негорючие материалы, должно быть осуществлено заземление и предусмотрена хорошая вентиляция воздуха.