Замена рукава на сварочном полуавтомате
Как выбрать горелку для полуавтомата сварочного?
Советы, как выбрать сварочный рукав и горелку для полуавтоматической сварки. Популярные модели и основные различия горелок.

Сварочный рукав полуавтомата предназначен для передачи защитного газа, проволоки и электрического тока, замыкающего дугу. По мере эксплуатации резиновая оболочка трескается и газ начинает просачиваться наружу. Возможны порезы об острые края или оплавление расплавленным металлом. Кабель-канал для подачи проволоки забивается мусором, из-за чего проволока подается рывками, с задержками. В таком случае необходима замена сварочного рукава для полуавтомата. Здесь мы рассмотрим разновидности комплектующих, советы по выбору и эксплуатации.
- Устройство сварочного рукава полуавтомата
- Советы по выбору сварочного рукава ПА
- Советы по эксплуатации и хранению
- Сводная таблица соотношения режима сварки к материалу
В продаже сложно найти отдельные рукава для полуавтомата. Чаще всего они продаются в комплекте с горелкой и разъемом подключения, представляя собой одно целое. Сам рукав состоит из:

| № | Описание |
|---|---|
| 1 | Сопло газовое |
| 2 | Токосъемник медный |
| 3 | Диффузор медный |
| 4 | Спираль |
| 5 | Гусак (Головная часть горелки) |
| 6 | Пластиковая насадка |
| 7 | Наклейка |
| 8 | Кнопка |
| 9 | Винт |
| 10 | Ручка горелки |
| 11 | Пластиковая насадка |
| 12 | Пружинная насадка |
| 13 | Коаксиальный кабель |
| 14 | Пружинная насадка |
| 15 | Задняя ручка |
| 16 | Винт |
| 17 | Пластиковая наса |
| 18 | Евро разъем |
| 19 | Гайка |
| 20 | Ключ |
| 21 | Канал металлический |
В некоторых моделях применяется дополнительное жидкостное охлаждение. На одном конце рукава находится разъем, подключающий подачу силового тока, газа, проволоки от барабана. От разъема отходит фишка для отдельного запитывания низковольтных кнопок управления.
Горелка фиксируется с другой стороны. В ней имеется мундштук для передачи напряжения на проволоку, сопло, направляющее защитный газ, термоизолирующая рукоятка, кнопка управления. Все это является расходным материалом полуавтомата, изнашиваясь по мере эксплуатации.
Если механически повредился только один элемент (канал, силовой провод, шланг), его можно заменить отдельно. При естественном износе всех элементов целесообразно сразу заменить всю горелку с рукавом или шлейфом. Изделия продаются с кратким описанием характеристик, ГОСТов и параметров, которые мы сейчас рассмотрим. Коды товаров и артикулы поставщиков (дополнительная маркировка) не важны для выбора, а пригодятся при ремонте, чтобы подобрать комплектующие.

Максимальная сила тока — один из наиболее важных параметров при выборе сварочного рукава с горелкой для полуавтомата. Характеристика варьируется от 150 до 550 А. Чем выше показатель, тем толще получится проварить металл, при условии, что полуавтомат способен выдать такой ток.
Если предельная сила тока горелки 200 А, а сварку вести на 300 А, сварочный рукав быстро перегреется, может оплавиться защитная оболочка, изделие станет непригодным. Когда предстоит часто сваривать толстый металл, выбирайте товар с показателем 350-450 А, как например горелка для полуавтомата (Mig MAXI 450 Euro TW) Для сварки кузовного металла полуавтоматом достаточно рукава с горелкой до 180 А. Хороший вариант — БАРСВЕЛД MIG-15 (180 А, 4 м)
Встречается размер от 3 до 5 м. Влияет на маневренность сварщика, чтобы передвигаться вокруг объемной конструкции без перетаскивания полуавтомата. Если часто варите фермы, крупные емкости, каркасы — понадобится сварочный рукав 5 м. Когда работы ведутся преимущественно за сварочным столом, достаточно короткой горелки 3 м.
В бюджетных версиях рукав заходит внутрь горелки путем жесткого закрепления. Чтобы избежать перелома, производитель предусматривает небольшую пружину, предупреждающую загиб. В более крутых вариантах, как у горелка для MIG сварки, есть шарнирное соединение. Рукав крутится, но не выкручивает горелку. Это удобнее для накладки аккуратных швов.
Канал, по которому движется сварочная проволока, выполнен в виде жесткой плотной спирали. Он может быть рассчитан на диаметр от 0.6 до 2.0 мм. Когда часто приходится работать с металлами разной толщины, большой диаметр канала будет плюсом. Вы сможете чередовать установку катушек с тонкой и толстой проволокой, минимально теряя время. Но если требуется сваривать полуавтоматом только тонкий металл (1.0-2.0 мм), ищите рукав с каналом 0.8-1.0 мм. В нем проволока будет меньше болтаться и подача заметно ровнее.
Параметр прописывается по ГОСТ 15150-69, указывая в каком микроклимате допустима эксплуатация. Большинство товаров выпускается с индексом «У», подразумевающим умеренный климат. Если работы ведутся на улице в зиму, выбирайте рукава для полуавтоматов с индексом «УХЛ». При сварке на нефтяных морских платформах используют горелки с маркировкой «М», устойчивые к холоду, влаге и солям в воздухе.
Бывает Евро или обычный штыревой. Не влияет на качество сварки, а лишь определяет способ подключения к полуавтомату. Разъемы не взаимозаменяемы, поэтому посмотрите в инструкции по эксплуатации, какой тип у вашего сварочного аппарата.

Совсем простенькие горелки имеют прямую рукоятку и ровную прямоугольную кнопку. Они подойдут для непродолжительной сварки от случая к случаю. Когда предстоит варить полуавтоматом каждый день по 4-8 часов, удобнее горелки с эргономичными вырезами под пальцы и изогнутой кнопкой. Чтобы удерживать горелку, требуется меньше усилий и от нее меньше устает рука.
При работе с полуавтоматом важна гибкость сварочного рукава. Этот параметр нигде не прописывается, поэтому пробовать нужно вручную при покупке в магазине. Возьмите горелку в руку и поднимите с согнутым локтем до уровня головы. Если рукав не образует вертикальный свес от изгиба, а торчит дальше по косой — это жесткий вариант. Он подойдет только для настольной сварки, а подлазить под крупные изделия или внутрь емкостей с ним будет неудобно.
Охлаждение бывает воздушным и водяным. В первом случае тепло отводится естественным путем — уходит от разогретого сопла и мундштука в воздух. Вариант подойдет для сварки тонких металлов, а также непродолжительной сварки толстых сталей 10-20 мм.
Для жидкостного охлаждения в сварочном рукаве полуавтомата предусматривают две дополнительные герметичные трубки. Они доходят до самой горелки, а на обратной стороне подключаются к расширительному баку. По системе циркулирует этиленгликоль, смешанный с дистиллированной водой. В схеме есть насос, радиатор охлаждения и вентилятор. Все очень похоже по принципу работы на систему охлаждения двигателя в автомобиле.
Когда горелка и рукав нагреваются от сварки, запускается циркуляция, лишнее тепло забирает жидкость и уносит в радиатор. Это позволяет работать долго на повышенных токах 400-500 А без перегрева и простоя. Покупка сварочного рукава с водяным охлаждением оправдана в случае присутствия такой функции в самом аппарате. Если в нем нет блока, то его можно докупить отдельно. Практичный и надежный вариант подобной горелки — Abicor Binzel RB 610 D WZ-2
Большинство горелок выполняются максимально тонкими, чтобы не перегружать руку сварщика. Но если регулярно приходится варить в потолочном положении, расплавленный металл, окалины падают на руку. Даже в крагах это неприятно, нитки швов быстро перегорают, появляются дыры. В таком случае выбирайте сварочный рукав с горелкой, оснащенной дополнительной защитой от брызг, как например у горелки А-1231-5Г3
Чтобы сварочный рукав прослужил дольше, при эксплуатации важно соблюдать ряд простых правил:
- Не допускайте сильных перегибов. Во время сварки это усложнит подачу проволоки от барабана, скажется на качестве шва. При загибах можно окончательно повредить канал подачи, переломить шланг с газом. Без защитного газа шов станет пористым, непрочным. Допустимы сгибы рукава с радиусом 30 см и более. Лучше всего размещать шланг-пакет под прямым углом.
- Старайтесь не цепляться рукавом за острые углы, выступы. Они способны порезать защитную оболочку, газовый шланг, изоляцию силового провода.
- Если сварочный рукав полуавтомата попал в машинное масло, топливо, — сразу вытрите его сухой тряпкой. Эти вещества могут разъесть кожух.
- Не бросайте рукав под ногами. Другие сотрудники могут легко споткнуться об шланг-пакет, наступить, проехать по нему тележкой, уронить сверху тяжелый предмет.
- Хранить сварочный рукав лучше всего на аппарате, подвесив на специальные крючки, предусмотренные на тележке.
- Когда варите в потолочном или вертикальном положении шва, обращайте внимание, чтобы окалины и жидкий металл не стекал на рукав. При необходимости закройте рукав листом металла.
Чтобы понять, какой сварочный рукав нужен для работы с определенными сварочными токами, рассмотрим их соотношение в таблице.
| Толщина пластины,мм | Сила тока,А | Диаметр проволоки,мм |
|---|---|---|
| 1.0-1.5 | 60-115 | 0.8-1.0 |
| 2.0-3.0 | 130-170 | 1.2 |
| 4.0-5.0 | 200-300 | 1.2-1.4 |
| 6.0 и выше | 300-400 | 1.6 |
При этом настраивается расход газа в пределах 6-11 литров в минуту, чтобы шов ложился без пор. Скорость подачи проволоки каждый сварщик устанавливает индивидуально в пределах 30-45 м/мин. Слишком большая скорость приведет к уменьшению электрической дуги, проволока будет как бы прокалывать сварочную ванну. Низкая скорость приведет к тому, что проволока будет плавиться далеко от места стыковки и сильно разбрызгиваться.
Хороший выбор сварочных рукавов для полуавтоматов рекомендуем посмотреть здесь (Сварочные горелки для полуавтоматической MIG сварки). В каталоге есть горелки с шланг-пакетами любых характеристик, описанных в статье. Но ходовые модели, популярные у сварщиков, быстро разбирают. Успейте купить ту, которая подойдет вам для конкретных задач.
Ответы на вопросы: как выбрать сварочный рукав для полуавтомата?
Выбираем рукав для полуавтомата

- Особенности
- Обзор видов
- Что учесть при покупке?
- Эксплуатация и хранение
Сварка полуавтоматом требует использования специальных комплектующих. В том числе необходим рукав, предназначенный для подачи газовой смеси и проволоки. Эти приспособления отличаются по классам, количеству слоев и другим характеристикам, поэтому важно правильно выбрать шланг.


Особенности
Комплектующие этого типа используются не только в различных областях промышленности, но и в частных целях, они могут быть полезны при выполнении сварки по металлу. Устройство включает три основные части:
- сварочный пистолет (горелка);
- непосредственно рукав (шланг);
- разъем для подключения к полуавтомату.
Часто в процессе эксплуатации быстрее всего из строя выходит шланг, поскольку он подвергается сильным нагрузкам: высокая температура, истирание проволокой изнутри, механические деформации. Логично было бы заменить именно его, но обычно эти изделия представлены в комплектной сборке, хотя при желании можно попытаться поискать отдельные аналоги.
Сварочный рукав для полуавтомата имеет резиновую оболочку. Внутри скрывается довольно сложное устройство. Поскольку сварка проводится посредством проволоки, для своевременного поступления предусмотрена система подачи. Также имеется газовый канал. У существующих моделей внутреннее устройство может отличаться.


Обзор видов
Рукава подразделяются на классы, всего существует три типа.
- Первый класс. Используется совместно с пропаном, ацетиленом и бутаном, может выдерживать до 0,63 Мпа. Шланги такого вида выпускаются в красном цвете.
- Второй класс. Подходит для подачи жидкого топлива: бензин, керосин. Расцветка – желтая.
- Третий класс. Синие рукава, по ним транспортируется кислород.
Также в продаже можно найти шланги черного цвета – это означает, что они подходят для работы с любыми расходными материалами.
Помимо этого, на рукав наносится информация, которая подскажет, для каких целей нужно это изделие. В маркировке первой идет римская цифра – это класс, затем диаметр, максимальное давление и буквенная аббревиатура, указывающая на допустимые климатические условия. В конце – ГОСТ, регулирующий выпуск этой продукции.

Транспортная система, предназначенная непосредственно для перемещения проволоки, бывает проложена в форме спиралевидной направляющей или тефлоновой трубки. Во время работы внутренняя часть подвергается активному трению, именно поэтому она быстро изнашивается. Сильнее всего деформация заметна при контакте с алюминиевой проволокой, поэтому в данном случае лучше выбрать рукав с тефлоновой трубкой – его прочность выше.
Если вы видите, что качество сварного шва ухудшилось, это может быть вызвано заеданием проволоки при подаче или недостаточным количеством газа. Все это говорит о том, что комплектующие пора менять.


Что учесть при покупке?
Оптимальный вариант – найти шланг, который подходит именно к вашей модели полуавтомата. Если такой возможности нет, нужно подобрать качественный аналог. Также стоит учитывать предполагаемые условия эксплуатации. Например, для варки в среде аргона подойдет рукав первого класса, он имеет красный цвет. Что касается длины, то достаточно будет 2–2,5 метра, иначе шланг может перекручиваться.
Для сварки при низких температурах нужно приобрести соответствующий рукав с маркировкой ХЛ. Не стоит использовать обычный – он быстро выйдет из строя в несоответствующих условиях. Также при покупке будет нелишним оценить общее состояние шланга – он должен без проблем гнуться, не иметь трещин и других физических дефектов.
Учитывайте размеры используемой проволоки. Обычно производители рассчитывают на стандартный диаметр – 0,6–1,6 мм, но у некоторых приспособлений диапазон может быть более узким, например 0,2–0,6 мм. Максимально допустимые токи, как правило, находятся в пределах 90–250 А.


Что касается горелки или пистолета, если вы выбираете комплектный рукав, здесь тоже есть важные критерии:
- эргономичность формы и изгиб шеек, который должен обеспечивать удобный доступ из разных положений;
- наличие контактных пружинных штырьков;
- характеристики подводящих мундштуков.
Горелку выбирают в зависимости от того, с какими поверхностями нужно работать чаще.


Еще один элемент, на который стоит обратить внимание, – это разъем. Нередко они являются универсальными, это так называемый евростандарт KZ-2, но у некоторых отечественных и китайских моделей есть отличия. Переделывать разъем самостоятельно не рекомендуется – лучше сразу подобрать подходящий именно к вашему аппарату.
Стоимость комплектного рукава разнится – это зависит от известности бренда и особенностей изделия. Наиболее дорогие модели имеют стоимость около 12 тысяч, но есть и более бюджетные варианты. Отдельный шланг обойдется гораздо дешевле – примерно в 250–450 рублей, а если нужен тефлоновый, то его цена будет в районе тысячи.


Эксплуатация и хранение
Основные задачи, на которые рассчитано устройство, это:
- снабжение защитным газом, который по характеристикам может быть инертным или активным (он предохраняет шов от окисления);
- направление и подача проволоки;
- обеспечение постоянного питания для поддержания сварочной дуги;
- связь с кнопкой пуска.
Чтобы рукав нормально работал, следует использовать его по назначению, а также соблюдать общие правила и нормативы при сварке. Изделие нужно беречь от попадания капель расплавленного металла и агрессивных веществ – для этого существуют защитные чехлы. Важно следить, чтобы шланг не перекручивался, иначе он будет менее эффективно выполнять свои функции.

Во время хранения также стоит избегать перегибов и заломов. После работы нужно удалить из рукава остатки смесей и сложить в сухом, прохладном месте. Не стоит оставлять приспособление под прямыми солнечными лучами. Это позволит продлить срок службы.

В следующем видео рассказывается о том, как заменить рукав полуавтомата.
Доводим до ума бюджетный полуавтомат
Авторизация на сайте

На рынке очень много недорогих сварочных полуавтоматов, которые никогда не будут работать нормально, потому что сделаны изначально неправильно. Попробуем это исправить на уже пришедшим в негодность сварочном аппарате.
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.


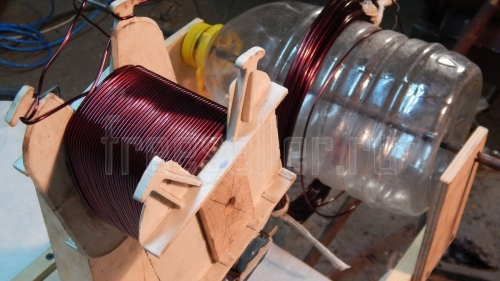
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).

А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
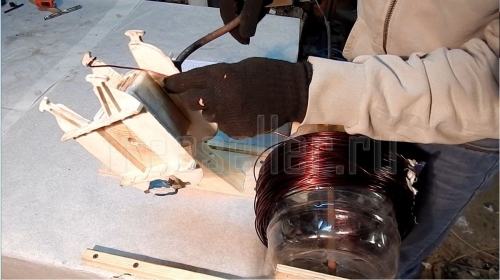
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.


Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка — это 7 слоёв, после намотки делаем отвод.
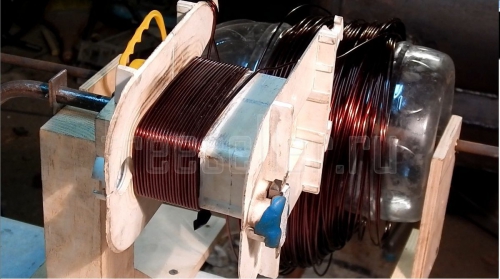

Дальше мотаем 39 витков, делаем ещё отвод, 25 витков — отвод, и 14 витков отвод.
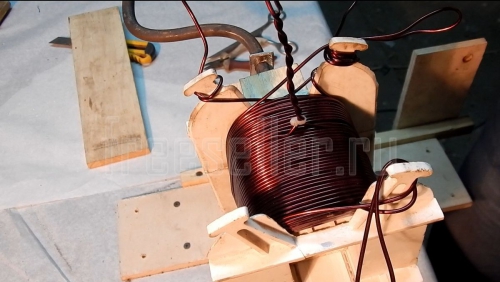


Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.

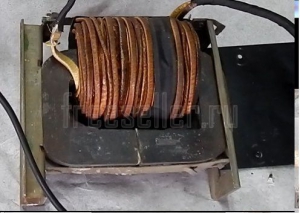
Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
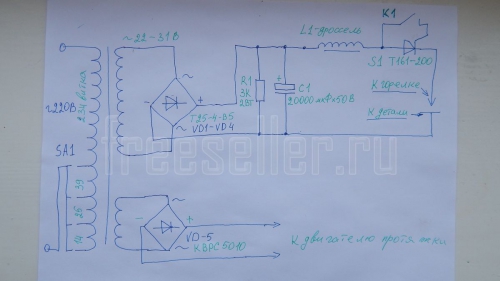
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Рукав сварочный для полуавтомата — какой и где лучше взять
 При длительной эксплуатации сварочного оборудования иногда требуется замена тех или иных элементов. Как выбрать рукав сварочный для полуавтомата, где брать – поговорим сегодня.
При длительной эксплуатации сварочного оборудования иногда требуется замена тех или иных элементов. Как выбрать рукав сварочный для полуавтомата, где брать – поговорим сегодня.
Сварочный рукав – это шланг для подачи сварочной проволоки и газовой смеси в зону сварки. В зависимости от вида сварки подается аргон, углекислый газ, ацетилен, смесь пропан-бутан и других смеси.
Сварочный рукав
Поскольку смеси подаются к горелке под большим давлением, выбор данной детали должен быть обусловлен в первую очередь надежностью изделия – ведь от него зависит безопасность сварки. Особенно, если это касается работ, проводимых в условиях частного дома.

Сложная многослойная структура рукава выполнена из термостойкой и химически устойчивой резины. Выполнена она из натурального или искусственного каучукас добавлением модификаторов, улучшающих свойства резины.
Внешний слой материала устойчив к истиранию и воздействию тепла и ультрафиолета.
Промежуточный армирующий слой шланга имеет в основе искусственное волокно.
Шланги, употребляемые для производства рукавов для сварочных аппаратов, используются также в других сложных условиях.
К примеру, для переливания топлива и агрессивных смесей.
Такие рукава многофункциональны и могут использоваться не только в сварке, но и при резке металла. Выбор сварочного рукава зависит в том числе от комплектации, которая включает в себя:
- Шланг резиновый;
- Сварочный пистолет;
- Разъем.
Этот последний элемент рукава отличается тем, что подходит не ко всем моделям. Этим отличаются, в частности, изделия некоторых китайских и отечественных производителей. Универсальным будет евро-разъем – он подходит практически всем полуавтоматам.
Эксплуатационные характеристики
Для начального знакомства с вопросом давайте рассмотрим некоторые характеристики рукава, который классифицируется согласно ГОСТу– 9356-75 («Рукава резиновые для газовой сварки и резки металлов»). Документ этот устанавливает критерии и свойства, необходимые изделию.
 Маркировка рукава, проставленная по всей длине шланга, устанавливает класс изделия, а также внутренний диаметр и расчетное рабочее давление. Рукава имеют также назначение по климатической зоне.
Маркировка рукава, проставленная по всей длине шланга, устанавливает класс изделия, а также внутренний диаметр и расчетное рабочее давление. Рукава имеют также назначение по климатической зоне.
Классы имеют различное цветовое обозначение (цветная полоса). Так, красным маркируется шланг для подачи пропана, ацетилена и бутана – при рабочем давлении 0,63МПа. Синим цветом выделяются шланги для подачи кислорода (давление2-4 МПа).
Керосин, бензин, любое другое топливо может транспортироваться по шлангу с желтой маркировкой.
Еще одна особенность рукавов – пригодность для работы в различных температурных зонах. Так, одни рассчитаны на работу в пределах перепадов от минус 35 до плюс 70 градусов (по Цельсию). Другие способны выдерживать более сильные морозы – до минус 55. Эти
Если рукава, предназначенные для теплого климата, имеют маркировку по ГОСТу 14892-69, то для холодного соответственно промаркированы по ГОСТу 15162-69.
Покупаем рукав
Многообразием моделей такого популярного изделия удивить трудно. Тем сложнее выбрать правильный рукав. Можно заказать в интернете, а можно прийти в специализированный магазин сварочного оборудования. В крайнем случае – если вы уверены в своих познаниях — на ближайший рынок инструмента.
Можно ориентироваться на цену: если полуавтомат эксплуатируется эпизодически – время от времени, то, наверное, не стоит покупать слишком навороченную модель за несколько сот баксов. В таком случае бюджет может составить $50, не больше.

С другой стороны, если ваша профессиональная деятельность напрямую связана со сваркой, то не стоит экономить на качестве такой важной детали как рукав. В таком случае посмотрите рукава стоимостью больше 150 у.е.
Так вы убережете себя от незапланированных трат в будущем.
При покупке проверяем сварочный рукав. Он должен быть достаточно гибким, эластичным. Опасайтесь изделия, которое пи сгибе уменьшается в диаметре более чем на 10%. Передавливание шланга опасно! Вздутия, трещины и другие дефекты также выявляются визуально.
Особое внимание – подводящему мундштуку. Формы могут отличаться, а конфигурация мундштука зависит от типа сварки, поэтому легко ошибиться. Лучше обратиться за консультацией к продавцу или иному специалисту.
Правильно храним и эксплуатируем
Чтобы как можно дольше обходиться без ремонта сварочного оборудования, необходимо соблюдать элементарные правила эксплуатации и хранения. Так, при работе нужно избегать попадания на рукав расплавленного металла, а также беречь от пламени и агрессивных веществ.Для этого предназначены защитные чехлы.

Не любит рукав также сдавливания, перекручивания, переломов. После работы, предварительно удалив из него остатки рабочих смесей, сложите его отдельно – в сухом, прохладном, защищенном от солнца месте. Так он будет дольше эксплуатироваться.
Еще по этой теме на нашем сайте:
- Какая на полуавтоматы сварочные цена — дешево покупаем сварочный полуавтомат с гарантией
Сварочные полуавтоматы служат для сварки чёрных и цветных металлов с механической подачей сварочной проволоки и ручной подачей горелки.
Сварка Кайзер — сварочный аппарат инвертор — характеристики
Сварка Кайзер не очень известна среди профессиональных сварщиков. Тем не менее, это устройство обладает неплохими техническими параметрами, приятной стоимостью и отличным набором функций. Области применения.
Сварочная маска Хамелеон — отзывы, цены, где купить
Профессионализм отличается не только опытом и знаниями, но также применением высококачественного оборудования. Для сварщика это в том числе защитная маска. Чем отличается сварочная маска.
Сварочная проволока для полуавтомата — цена и где ее купить
Проволока-электрод – основной расходный материал при сварке полуавтоматическим инвертором. Какая бывает сварочная проволока для полуавтомата, цена на нее – рассмотрим в нашем материале.
Как выбрать сварочный рукав для полуавтомата?
Чтобы во время сварки подать к горелке технический или защитный газ, требуется особая деталь — сварочный рукав. Она представляет собой шланг со сложным внутренним устройством, который снаружи защищен резиновой оболочкой. Но, чтобы быть полезным, такой шланг для сварки должен быть гибким, а это делает его уязвимым к различным деформациям. Подробнее о том, что такое рукав для полуавтомата и можно ли его заменить — далее в материале.

Технические особенности
Для правильной сварки полуавтоматом устройству потребуется три комплектующих:
- Сварочный пистолет, называемый горелкой.
- Шланг, который называют «сварочный рукав».
- Разъем, позволяющий подключить шланг к горелке.
При использовании горелки шланг чаще остальных деталей выходит из строя, так как он истирается проволокой изнутри, подвержен влиянию внешней среды и механическим деформациям. Все дело в его конструкции, так как это своеобразный многослойный шланг, у которого есть внутренний слой, непосредственно контактирующий с газом, а также внешний — защитный, резиновый. Слоев может быть сколько угодно, в зависимости от технологии производства, разделяются они специальным нитяным каркасом, который придает прочности всему шлангу для сварки. Каркас может быть сделан проволочной нитью или стекловолокном.
Классификация
Сделать выбор рукава для газовой сварки будет проще, если заранее узнать, какие их типы существуют. Есть всего три вида, каждому соответствует свой класс:
- Первый класс пригодится для работы с пропаном, бутаном и ацетиленом, такой шланг выдержит давление не более 0,63 Мпа.
- Рукав для сварки второго класса пригодится для жидкого топлива, например, керосина или бензина, и даже растворителя white spirit.
- Третий класс позволяет полуавтомату работать только с одним газом — кислородом.
Чтобы шланги было легко отличить друг от друга, они окрашены в разные цвета. Первый класс всегда красный, второй — желтый, а третий — синий. Есть также четвертый, универсальный вид, его обозначают черным или любым другим, отличным от трех базовых, цветом.

Ограничения есть и в условиях эксплуатации. Некоторые рукава для газовой сварки могут применяться при экстремальной температуре окружающей среды в +70 градусов, но при этом она не может оказаться ниже -35. Если предполагается работа в очень холодных климатических условиях, можно приобрести шланг для сварки, который сможет работать и при -55.
Температурные возможности шлангов для сварки могут отличаться из-за их производителя.
Маркировка
Чтобы точно не прогадать с выбором, помимо цвета нужно обратить внимание и на маркировку, что наносится на каждый шланг для газосварки. Обычно она выглядит так: III-9-2-ХЛ ГОСТ 9356-75. Здесь:
- III — это класс рукава для сварки, третий в данном случае. Это можно понять и по голубой расцветке, но указывать класс на маркировке обязательно.
- 9 — диаметр, в миллиметрах.
- 2 — расчетное давление, в МПа.
- ХЛ — обозначение, подтверждающее, что шланг может быть использован в экстремально холодных климатических условиях.
Также отмечают ГОСТ 9356-75 — это указание, что газосварочный рукав соответствует параметрам, описанным в стандарте «Рукава резиновые для газовой сварки и резки металлов».

Как выбрать при покупке?
С цветами и маркерами разобрались, осталось понять, каковы основные правила выбора сварочного рукава для полуавтомата. В первую очередь, нужно постараться купить шланг, подходящий под модель устройства. Но если это невозможно, подбирается наиболее близкий и качественный аналог.
Сначала обращают внимание на цвет рукава для сварки, который сигнализирует о его классе. Далее обращают внимание на длину. Здесь советуют не брать шланг больше 2-2,5 метров, так как с ним будет сложнее управляться и он склонен перекручиваться.
Также при выборе нужно знать диаметр проволоки в рукаве для сварки. Чаще всего размер стандартный — 0,6-1,6 мм, но иногда встречаются другие параметры, к примеру, 0,2-0,6 мм.
Условия сварки тоже важны. На маркировке всегда есть отметка, подходит ли шланг для использования при очень низких температурах.
И последнее, на что всегда обращается внимание — внешние дефекты. Никаких повреждений или трещин быть не должно, рукав для сварки должен легко гнуться и возвращаться в исходное состояние.
Выбор комплектного рукава для горелки или пистолета потребует учета таких критериев, как:
- Удобство формы.
- Изгиб шеек, чтобы получить доступ с разных положений.
- Параметры проводящих мундштуков.
- Наличие пружинных штырьков.
- Разъемы. Они должны быть подходящими, хотя по большей части все имеют универсальный стандарт KZ-2.
Горелка выбирается в первую очередь, специально под материалы, с которыми предстоит работать чаще всего. Рукав подбирается под устройство.
Советы по эксплуатации и хранению
Чтобы рукав для сварки служил дольше, желательно не позволять скручиваться и пачкаться. Например, можно купить защитный чехол, чтобы капли расплавленного металла, масло, искры или агрессивные вещества не повредили внешний резиновый слой.
После использования рукава для сварки, нужно почистить шланги, аккуратно свернуть и оставить в сухом месте подальше от источников тепла (особенно открытых). Не стоит оставлять его рядом с радиоприборами, под прямыми солнечными лучами, вблизи нагревательных приборов, а также не сложенным, иначе на нем образуются заломы или перегибы — все это приведет к уменьшению срока службы и потере качества.
Чтобы не пропустить момент, когда горелка или рукав для сварки испортятся и начнут портить и результат всей работы, стоит регулярно проверять их целостность и правильно хранить. Тогда замены, пусть и неизбежно потребуются, будут происходить реже. А когда потребуется сменить сварочный рукав, наш материал поможет сделать выбор.