Зависит ли напряжение дуги от сварочного тока?
Электрическая дуговая сварка
Электрическая дуга в процессе сварки является важным рабочим элементом, посредством которого осуществляется своеобразная обработка (расплавление) кромок свариваемых деталей. Поэтому свойства и характеристики дуги имеют большое практическое значение.
Воздух при обыкновенных условиях не проводит электрический ток. Во время горения дуги газы и пары, находящиеся в дуговом промежутке, становятся проводниками за счет образования в дуге электрически заряженных частиц — электронов и ионов. Электроны, имеющие отрицательный заряд, перемещаются к положительному электроду (аноду), а положительные ионы — к отрицательному электроду (катоду). Направленное перемещение заряженных частиц и создает электрический ток в дуге.
Процесс образования заряженных частиц называется ионизацией, а газ, в котором появились заряженные частицы и который вследствие этого получил способность проводить электрический ток, называется ионизированным. Сущность процессов ионизации объясняется теорией строения вещества, согласно которой атомы всех элементов состоят из отрицательных частиц (электронов), положительных частиц (протонов) и нейтральных частиц. Величина отрицательного заряда атома равна положительному заряду, поэтому атом в целом электрически нейтрален. Нейтральными также являются и молекулы, состоящие из атомов. Однако если сообщить нейтральным молекуле или атому достаточное количество энергии, они могут ионизироваться, т. е. от них может отделиться один или несколько электронов. Тогда основная часть молекулы или атома будет нести положительный заряд и называться положительным ионом. Кроме того, источником электронов в дуговом промежутке служит катод, способный при высоких температурах нагрева излучать со своей поверхности свободные электроны.
Наряду с ионизацией в дуге постоянно происходят обратные процессы, приводящие к уменьшению количества заряженных частиц. Поэтому при горении дуги все время должна поддерживаться достаточная степень ионизации.
Ионизация газа происходит главным образом за счет подводимой к дуге электрической энергии. Количество энергии, необходимое для ионизации молекулы различных газов и паров, различно. Оно характеризуется величиной потенциала ионизации, показывающей, какое наименьшее количество энергии достаточно для полного освобождения электрона от связи с ядром атома. Чем больше в дуге газов и паров с низким потенциалом ионизации, тем интенсивнее протекает ионизация, устойчивее горит дуга, ниже ее температура. При сварке металлическим электродом температура дуги составляет примерно 5000—6000°.
Дуга зажигается (возбуждается) замыканием электрода на деталь. Минимальное напряжение между электродом и деталью, необходимое для зажигания дуги, составляет при сварке металлическим электродом на постоянном токе 30—35 в и на переменном токе 45—50 в.

Фиг.1.Характеристики дуг

Фиг.2.Зависимость напряжения на дуге от длины дуги
Напряжение на дуге при установившемся ее горении зависит от состава электродного стержня и покрытия, длины дуги и силы сварочного тока. Зависимость напряжения от силы тока при разной длине дуги в случае ручной дуговой сварки показана на фиг. 1, где каждая из линий, выражающих эту зависимость, носит название «характеристика дуги». По характеристикам видно, что напряжение на дуге увеличивается с увеличением длины дуги и уменьшается с ростом тока до 40—50 а. Дальнейшее увеличение тока практически не влияет на характеристику дуги.
Приведенные характеристики позволяют заключить, что во время сварки напряжение на дуге зависит только от ее длины. Эту зависимость можно выразить формулой:
Uд=a + bl, где Uд — напряжение на дуге в в; а и b — постоянные коэффициенты, зависящие от состава электродного стержня и покрытия ( а показывает суммарную величину падения напряжения у поверхностей катода и анода в в; b показывает падение напряжения на 1 мм длины дуги в в мм); 1 — длина дуги в мм.
Величина коэффициента а и b при сварке различными электродами различна. В литературе приводятся следующие данные коэффициентов: для меловых электродов а=10 в, b = 2 в/мм (К. К. Хренов); для электродов УОНИИ-13 а= 16÷18 в, b=2,8 в/мм (В. М. Рыбаков, К. П. Вощанов).
Приведенные на фиг. 1 характеристики дуги наблюдаются при сварке, когда плотность тока на электроде относительно невелика. Во время автоматической сварки под флюсом большими токами и сварки в среде защитных газов напряжение на дуге при возрастании тока (в пределах применяемых режимов сварки) не остается постоянным, а несколько возрастает. В этих случаях наблюдаются возрастающие характеристики дуги.
Зависимость напряжения на дуге от ее длины может быть изображена графически (фиг. 2). Такие графики имеют большое практическое значение. Они позволяют точно поддерживать длину дуги с помощью вольтметра, включенного в сварочную цепь для замера напряжения на дуге.
Напряжение на дуге при сварке — в чем особенности?
Содержание:
- Вольт-амперная характеристика дуги.
- Зависимость напряжения дуги от напряжения тока в автоматической сварке.
Каков принцип работы дуговой сварки? От сварочного трансформатора электрический ток подается к электроду и свариваемому изделию, что создает и поддерживает электрическую дугу. Электрическая дуга нагревается до 7000 градусов, благодаря чему электрод и кромки свариваемых изделий расплавляются и образуют, так называемую, сварочную ванну. Сварочная ванна в течение непродолжительного времени находится в расплавленном состоянии. В это время расплавленный металл электрода смешивается с расплавленным металлом изделия, и образуется защитная пленка. После затвердевания сварочной ванны образуется сварное соединение.
Электрическая энергия, которая необходима, чтобы создать и поддерживать электрическую дугу, образуется в источниках переменного или постоянного тока.

Вольт-амперная характеристика дуги.
Вольт-амперная (статическая) характеристика дуги – зависимость напряжения дуги от тока внешней сети.
Напряжение на дуге при сварке напрямую зависит от величины сварочного тока и длины самой дуги. В ручной дуговой сварке, чем меньше напряжение тока, тем меньше напряжение на дуге. В автоматическом сварочном процессе напряжение дуги зависит лишь от длины самой дуги: чем длиннее электрическая дуга, тем выше ее напряжение, в результате чего увеличивается количество тепла, идущее на плавление металла и флюса.
Напряжение дуги увеличивается до максимального значения, после чего остается неизменным до погасания электрической дуги.
Напряжение на дуге влияет на конечный результат сварки – качество шва и толщину провара. Чем выше напряжение, тем шире шов и меньше глубина провара изделия. Изменение напряжения дуги может привести к появлению так называемых пор и капель расплавленного металла.
Напряжение дуги при ручной сварке колеблется в небольших пределах – 15-30 Вольт, однако в момент замены электрода напряжение может увеличиться до 70 Вольт.

Зависимость напряжения дуги от напряжения тока в автоматической сварке.
При увеличении напряжения тока до 80 В напряжение на дуге при сварке резко уменьшается (область I, рис. 2). При небольшой мощности дуги с увеличением тока расширяется площадь сечения и способность столба дуги проводить электричество. Такая статическая характеристика дуги называется падающей; падающая дуга обладает малой устойчивостью. При увеличении напряжения тока от 80 до 800 В (область II, рис. 2) напряжение дуги практически неизменно. Это связано в первую очередь с тем, что увеличивается сечение столба дуги и активного пятна. Это увеличение происходит пропорционально изменению величины сварочного тока, именно поэтому плотность тока, а следовательно и напряжение дуги, не изменяется. Такая статическая характеристика дуги называется жесткой. Жесткую дугу используют чаще всего в сварочной технике. При увеличении напряжения тока более 800 В напряжение самой дуги вновь увеличивается (область III, рис. 2). Рост катодного пятна при увеличении напряжения тока не увеличивается, благодаря чему увеличивается плотность тока, а вместе с ним и напряжение дуги. Такая дуга, получившая название возрастающая, активно используется в сварочных работах под флюсом и в защитных газах и газовых смесях.
Напряжение дуги зависит либо от напряжения тока, либо от длины дуги, в зависимости от вида сварочной работы – автоматический или ручной. Относительно ручной сварки хочется отметить то, что во время замены электрода напряжение дуги поднимается до 70 В, поэтому сварщик должен быть предельно осторожен. В автоматическом сварочном процессе вероятность получения удара током значительно ниже.
Практика сварочного обмана. Как не проколоться при выборе аппарата. Часть 2
Работа при пониженном напряжении в питающей сети
Данная особенность аппарата, в условиях отечественных электросетей – безусловно важна. Если инвертор не справляется с просадкой в сети до 190В – грош ему цена. Работа в гараже или на даче, в местах, где сети не могут похвастать стабильностью, — будет просто невозможна. Даже если в вашей розетке стабильно 220В, то при использовании удлинителей в 30, 50 или 100 метров — просадок всё равно не избежать.
Обман, как и в случае с дополнительными функциями, вызван страхом производителей проиграть в конкурентной борьбе. Если все продавцы техники обещают, что их инверторы работают при 160 В в розетке, почему бы не заявить, что наш «Дуб» не может работать и при 120 В, не теряя при этом в качестве шва.
Простейший способ проверки работоспособности инвертора при пониженном напряжении – использовать устройство под названием ЛАТР. Лабораторный АвтоТрансформатор позволяет настроить нужные параметры напряжения и посмотреть, как сварочный аппарат, подключенный через прибор, будет справляться со сваркой. Как вы понимаете, данное оборудование найдётся далеко не в каждом гараже. В лаборатории Aurora данное устройство имеется, и тесты на работу при низком напряжении в сети мы обязательно будем проводить. Так что следите за обновлениями видео на канале Aurora Online Channel.
Другая крайность – обещание продавцов сварочной техники, что при 100-110В в питающей сети аппарат будет выдавать такой же результат сварки, что и при номинальном напряжении. Это, безусловно, не правда. Сварочный ток аппарата снижается пропорционально напряжению в сети. Вопрос только при каком напряжении в розетке качество шва при работе с данным диаметром электрода станет неприемлемым. Для некоторых аппаратов это 180 В, для других 160 В.
Ещё раз повторим, работа с питающим напряжением в 220 В является гарантией идеального сплавления кромок свариваемого металла, снижение напряжения – является нештатной ситуацией и ожидать высокого качества сварочного шва в таких условиях нельзя.
Судя по рекламе – сварка при сверхнизком напряжении в питающей сети является чуть ли не главным требованием к аппарату. Между тем, хотим обратить внимание покупателей, что сварка процесс многосоставной. Кроме собственно сплавления кромок металла, нужно провести значительный объём подготовительных работ. Разрезать заготовки, зачистить место сварки, в конце концов осветить рабочее место сварщика. А падении напряжения до 140-160В ни болгарка, ни даже освещение работать не будут.
Пределы регулирования сварочного тока
Эта характеристика позволяет понять, как сварочный аппарат справится с работой с разными диаметрами электродов. Чем тоньше свариваемый металл, тем меньше должен быть сварочный ток, и соответственно, диаметр выбранного электрода. Учитывая, что минимальный диаметр электродов в свободной продаже составляет 1.6 мм, ток для них должен быть в районе 40-50А. Для работы с большими толщинами заготовок, ток, напротив, должен быть высоким, для электрода 4мм, — 140-200А.
Стоит напомнить, что ток сварки подбирается в зависимости от диаметра электрода. Для приближённых расчётов используется формула:
Значения коэффициента k – можно узнать из таблицы:
Кратность регулирования сварочного тока вычисляется делением максимального сварочного тока на минимальный.
Iсв. max/Iсв. Min.
Для простейших бытовых ММА аппаратов данное соотношение должно быть не менее 2, для профессиональной техники и производственного оборудования — от 3 до 8.
Обман в данном случае может сводиться к преувеличению диапазона регулировок. Если аппарат выдаёт ток от 80 до 120А – работать с электродами тоньше 2.5 и толще 4 мм – будет сложно.
Устойчивость и стабильность процесса сварки
Любитель, который сталкивается со сваркой впервые, думает, что раз электрод «искрит» – значит аппарат работает. Это неверно. Если аппарат зажигает дугу, это совсем не значит, что процесс сплавления кромок свариваемого металла идёт так, как нужно.
Бывает, что аппарат даже выдаёт заявленные токовые характеристики, а сварка всё равно не идёт. И тут стоит обратить внимание на ещё один принципиальный момент – устойчивость системы: «Источник питания-Дуга». Для того чтобы процесс сварки был стабильным должны выполняться следующие условия:
U (напряжение) дуги = U источника
I (ток) дуги = I источника.
Графически эти равенства определяются точкой пересечения статической Вольт-амперной характеристики дуги (СВАХ дуги) и статической внешней характеристики источника питания (Внешняя характеристика ИП).

Все эти ВАХ и СВАХ для обывателя – тёмный лес. А значит жулики будут этим беззастенчиво пользоваться. К примеру, есть два аппарата с одинаковыми токовыми характеристиками: EWM PICO 162 и наш, уже знаменитый «Дуб». Допустим оба аппарата выдают заявленный номинальный ток в 150А, при этом сварка PICO – просто песня. Аппарат не варит а шепчет. В то время как у владельца «ДУБа» — проблема… очень много брызг, дуга не стабильна и то обрывается, то прожигает дыры в заготовках. В чём может быть дело? Да как раз, в форме внешней характеристики источника. Так что соберитесь, и постарайтесь вникнуть в детали, о которых пойдёт речь далее:
СВАХ дуги представляет собой зависимость напряжения дуги от её тока, т.е. U дуги= ʄ (I дуги) (Напряжение дуги – есть функция от тока дуги).
Т.к. дуга является нелинейным элементом электрической цепи, то и СВАХ дуги будет иметь криволинейный характер и состоять из 3-х характерных участков: падающего, жёсткого и возрастающего.
При разных способах сварки СВАХ дуги реализуется только на некоторых участках. Для ММА сварки это падающий и жёсткий:


Положение СВАХ дуги зависит от длинны дуги

Удаляя электрод от детали сварщик удлиняет дугу напряжение при этом растёт (L1), приближая электрод к поверхности дуга уменьшается, а вместе с ней падает и напряжение (L3).
Внешняя характеристика источника питания
Внешняя характеристика источника питания представляет собой зависимость напряжения на внешних зажимах от тока, т.е. U источника = ʄ (I дуги). (Напряжение на внешних зажимах источника есть функция от тока дуги)
Внешняя характеристика может быть падающей (1), Жёсткой (2), или возрастающей (3).

Для каждого способа сварки, для того, чтобы добиться устойчивости процесса – необходим источник питания с определённой внешней характеристикой. Для ММА сварки источник питания в общем виде должен иметь падающую или круто падающую внешнюю характеристику:

Сварщик не может удержать дуговой промежуток неизменным. Длинна дуги во время сварки то увеличивается, то уменьшается, соответственно меняется и сила тока. При падающей внешней характеристике изменение длинны дуги сопровождается незначительными изменениями сварочного тока. Это значит, что размер сварочной ванны и геометрические параметры шва остаются постоянными. Чем круче падение графика внешней характеристики источника питания — тем меньше изменения тока. Сварщик может удлинять дугу не опасаясь её обрыва, или укорачивать её без опасения прожечь заготовку.
Давайте остановимся на падающей внешней характеристике подробнее, почему важна именно такая форма графика, и чем чреват обман? Предположим, что мы решили использовать для сварки аппарат с полого падающей внешней характеристикой, которой, кстати, часто грешат производители бюджетного сварочного оборудования. Некоторые производители в погоне за высокими токами, вместо номинального сварочного тока указывают ток короткого замыкания. При разработке дешёвого аппарата инженеры не мудрят, а создают источник с такой вот внешней характеристикой:

Ток короткого замыкания здесь, допустим, 200А, которые, недобросовестные продавцы обозначают как номинальный сварочный ток. Однако из данного графика видно, напряжение дуги при токе в 200А – равно нулю, а значит сварочный процесс будет невозможен. Для нормального сплавления кромок металла, напряжение 200-амперного источника должно быть в районе 28 В (откуда появилось это значение мы расскажем чуть позже, когда будем говорить об условной рабочей нагрузке), а значит максимальный сварочный ток приведённого на графике инвертора будет значительно ниже заявленного производителем значения.
Чем ещё плоха данная внешняя характеристика для аппаратов ММА?

При изменении длинны дуги – будет серьёзно меняться и выдаваемый ток аппарата. Как видите диапазон изменения тока при полого падающей характеристике – очень велик, а значит о стабильности сварочного процесса говорить не приходится: аппарат с пологой ВАХ будет то прожигать металл, то не проваривать его в зависимости от положения электрода относительно сварочной ванны. Так же можно сказать, что для сварки покрытым электродом не подходят аппараты с жёсткой или возрастающей внешней характеристикой. Добиться стабильного процесса сварки при таких условиях будет невозможно.

В случае с крутопадающей внешней характеристикой Источника питания диапазон изменения тока будет незначителен, а значит процесс сплавления металла – гораздо стабильнее:

Именно поэтому, для ММА сварки так принципиальна крутизна падения графика. Чем круче – тем стабильнее процесс.
У современных источников питания для ММА сварки внешняя характеристика может быть комбинированной и состоять из 4-х участков:

Такая характеристика обеспечивает соответствие инвертора специфическим требованиям к каждой стадии сварочного процесса.
1 участок – Высоковольтной подпитки
Формируется специальной цепью с напряжением холостого хода 80-100В и Током короткого замыкания 10-50А, для обеспечения стабильности сварочного процесса при работе на малых токах.

2 участок — пологопадающий или жёсткий
Формируется основной силовой цепью с напряжением холостого хода 40-60В, с наклоном 0-0.05 В/А.

Эти параметры выбирают на основе компромисса:
- Требования экономичности (чем ниже напряжение холостого хода, тем дешевле источник питания)
- Получение удовлетворительных сварочных свойств: чем выше напряжение холостого хода, тем выше надёжность зажигания и эластичность дуги.
3 участок — крутопадающий (рабочий режим)
Обеспечивает поддержание устойчивого дугового разряда при установленном значении сварочного тока. Наклон участка можно изменять при проектировании источника – чем он круче, тем выше стабильность тока при изменении длинны дуги. Именно падающая форма данного участка, как уже было сказано, — гарантирует постоянство глубины проплавления и эластичность дуги.

4 участок – Форсирование дуги
О данном отрезке мы говорили выше, когда разбирались с функцией Arc Force. Некоторые источники имеют регулировку форсажа, что позволяет изменять жёсткость дуги. Уменьшение форсирования снижает разбрызгивание, увеличение – позволяет добиться увеличения глубины проплавления и снижение возможности залипания электрода.

Вы можете посмотреть данную статью в видео-ролике:
Сварочная дуга. Характеристика сварочной дуги
Различают два режима работы этой системы: 1) статический, когда величины напряжения и тока в системе в течение достаточно длительного времени не изменяются; 2) переходной (динамический), когда величины напряжения и тока в системе непрерывно изменяются. Однако во всех случаях режим горения сварочной дуги определяется током (IД), напряжением (UД), величиной промежутка между электродами (так называемым дуговым промежутком) и связью между ними.
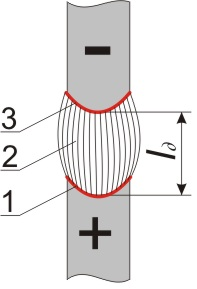
В дуговом промежутке IД (рис. 1, а) различают три области: анодную 1, катодную 2 и столб дуги 3. Падение напряжения в анодной и катодной областях постоянно для данных условий сварки. Падение напряжения в единице длины столба дуги — также величина постоянная. Поэтому зависимость напряжения дуги от ее длины имеет линейный характер (рис. 1, б).
Устойчивость сварочной дуги определяется соотношением между током и напряжением. Графическое изображение этой зависимости (рис. 2) при постоянной длине дуги называется статической вольт-амперной характеристикой дуги. На графике отчетливо видны три основных участка: увеличение тока на участке I сопровождается понижением напряжения на дуге; на участке II напряжение на дуге изменяется мало; на участке III напряжение возрастает. Режимы горения сварочной дуги, соответствующие первому участку, неустойчивы при напряжениях существующих источников питания. Практически сварочная дуга будет устойчивой на втором и третьем участках вольт-амперной характеристики. С увеличением или уменьшением длины дуги характеристики сместятся соответственно в положение 2 и 3 (см. рис. 2). Для электродов меньшего диаметра характеристики смещаются влево, большего диаметра — вправо.
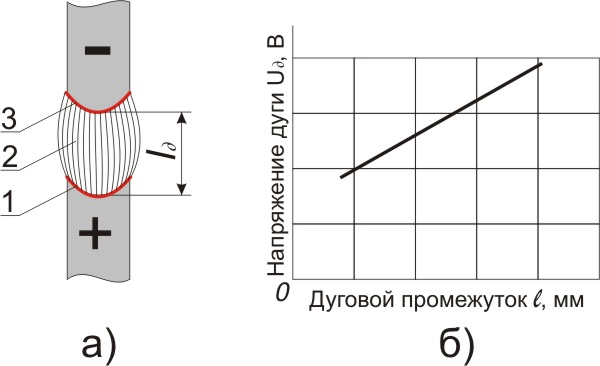
Рис. 1. Сварочная дуга, горящая между неплавящимися электродами:а — схема дуги, б — зависимость напряжения дуги (Уд) от величины дугового промежутка (/д): 1 — анодная область, 2 — катодная область, 3 — столб дуги
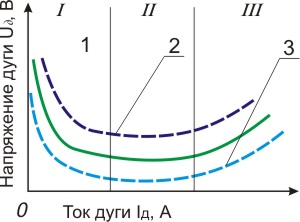
Рис.2 Вольт-амперная характеристика дуги (ВАХ)
Показанная на рис. 2 вольт-амперная характеристика дуги снята при постоянной длине сварочной дуги. При сварке плавящимся электродом непрерывно меняется длина дугового промежутка. В этих случаях следует пользоваться характеристиками, определяющими зависимость между напряжением и током дуги при постоянной скорости подачи электродной проволоки (рис. 3, кривые 1 и 2). Каждой скорости подачи соответствует определенный диапазон токов, при котором устойчиво горит сварочная дуга и плавится электрод. В этом случае при малых изменениях тока напряжение изменяется в больших пределах. Эту зависимость принято называть характеристикой устойчивой работы. Она так же, как и вольт-амперная характеристика, зависит от длины вылета электрода и скорости подачи.
Эти закономерности справедливы для постоянного и переменного тока, так как род тока не влияет на форму вольт-амперных характеристик электрической дуги. На форму характеристики влияют геометрия и материал электродов, условия охлаждения столба дуги и характер среды, в которой происходит разряд.
Устойчивость сварочной дуги и режима сварки зависят от условий существования дугового разряда и свойств, параметров источников питания и электрической цепи. Внешней характеристикой источника питания (кривая 3 на рис. 3) называется зависимость напряжения на его зажимах от тока нагрузки. Различаются следующие внешние характеристики источников питания (рис. 4): падающая 1, полого-падающая 6, жесткая 5, возрастающая 3 и вертикальная 2. Источник питания с той или иной внешней характеристикой выбирается в зависимости от способа сварки. Регулировочное устройство каждого источника дает ряд внешних характеристик («семейство характеристик»). Установившийся режим работы системы: «сварочная дуга — источник питания» определяется точкой пересечения А внешней характеристики источника питания (1, 2, 3, 5 или 6) и вольт-амперной характеристики 7 сварочной дуги.
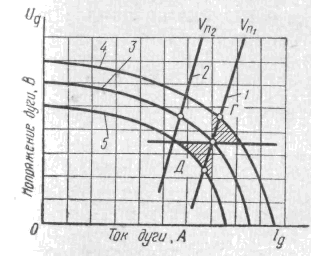
Рис.3 Вольт-амперная характеристика сварочной дуги (ВАХ) 1,2 при постоянной скорости подачи проволоки (характеристика устойчивой работы) и внешние характеристики источников питания 3, 4 и 5
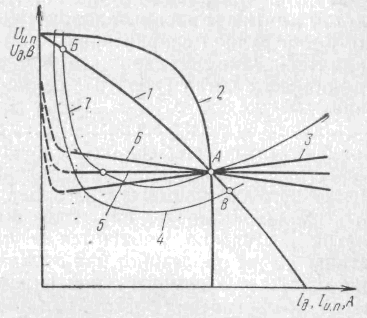
Рис.4 Внешние характеристики источников питания 1, 2, 3, 5, 6 и вольт-амперные характеристики сварочной дуги 4, 7
Процесс сварки будет устойчив, если в течение длительного времени дуговой разряд существует непрерывно при заданных значениях напряжения и тока. Как видно из рис. 4, в точках А и В пересечения внешних характеристик дуги 7 и источника питания будет иметь место равновесие по току и напряжению. Если по какой-либо причине ток в сварочной дуге, соответствующий точке А, уменьшится, напряжение ее окажется меньше установившейся величины напряжения источника питания; это приведет к увеличению тока, т. е. к возврату в точку А. Наоборот, при случайном увеличении тока установившиеся напряжения источника питания оказываются меньше напряжения дуги; это приведет к уменьшению тока и, следовательно, к восстановлению режима горения сварочной дуги. Из аналогичных рассуждений ясно, что в точке Б сварочная дуга горит неустойчиво. Всякие случайные изменения тока развиваются до тех пор, пока он не достигнет величины, соответствующей точке устойчивого равновесия А или до обрыва дуги. При пологопадающей внешней характеристике (кривая 6) устойчивое горение дуги будет также происходить в точке А.
При работе на падающем участке вольт-амперной характеристики дуги внешняя характеристика источника в рабочей точке должна быть более крутопадающей, чем статическая характеристика сварочной дуги. При возрастающих характеристиках дуги внешние характеристики источника могут быть жесткими 5 или даже возрастающими 3.
При ручной сварке, когда возможны изменения длины дуги, она должна обладать достаточным запасом устойчивости.
При прочих равных условиях запас устойчивости возрастает с ростом крутизны внешней характеристики источника питания. Поэтому для ручной сварки применяют источники с крутопадающими характеристиками: сварщик может удлинить дугу, не опасаясь, что она оборвется, или укоротить ее, не боясь чрезмерного увеличения тока.
Саморегулирование сварочной дуги. При автоматической или полуавтоматической сварке плавящимся электродом скорость подачи его (va) равна скорости плавления. При случайном уменьшении дугового промежутка (кривая 4 на рис. 4) ток увеличивается и проволока начнет плавиться быстрее. В итоге дуговой промежуток постепенно увеличится и сварочная дуга достигнет первоначальной длины. То же произойдет при случайном удлинении дуги. Это явление называется саморегулированием сварочной дуги, так как восстановление исходного режима происходит без воздействия какого-либо регулятора. Саморегулирование происходит тем активнее, чем положе внешняя характеристика источника питания и больше скорость подачи электрода. Поэтому для механизированной сварки плавящимся электродом следует выбирать источники питания с пологопадающими внешними характеристиками. При сварке на постоянном токе в защитных газах, когда статическая характеристика сварочной дуги приобретает возрастающую форму, для систем саморегулирования рационально применять источники с жесткой характеристикой. Однако их напряжение холостого хода невелико и может быть даже меньше рабочего напряжения дуги, что затрудняет ее первоначальное возбуждение. В этих случаях желательно применение источников питания, у которых внешняя характеристика в рабочей части жесткая или пологовозрастающая вольт-амперная характеристика, а напряжение холостого хода несколько повышенное, как это показано пунктиром на рис. 4.
Сварочная дуга переменного тока требует от источников питания надежного повторного возбуждения сварочной дуги. Это достигается правильным выбором соотношений между напряжениями холостого хода, зажигания и горения дуги и параметрами сварочной цепи. Наиболее простой способ получения устойчивой сварочной дуги — включение в сварочную цепь реактивного сопротивления. Благодаря этому, в момент повторного возбуждения дуги напряжение на дуге может резко увеличиться (рис. 5) до значения напряжения зажигания (U3). Пунктирная кривая t/xx изображает напряжение источника питания при холостом ходе. При нагрузке, в связи с наличием реактивного сопротивления, сварочный ток отстает по времени от напряжения.
При обрыве дуги напряжение на дуговом промежутке должно подняться до величины, соответствующей мгновенному значению напряжения холостого хода источника питания. Благодаря отставанию тока от напряжения, такое напряжение оказывается достаточным для повторного возбуждения сварочной дуги (Un).
Перенос металла в сварочной дуге и требования к динамическим свойствам источников питания. Различают следующие виды переноса металла электрода в сварочную ванну: крупнокапельный, характерный для малых плотностей тока; мелкокапельный, струйный, когда металл стекает с электрода очень мелкими каплями. Капли расплавленного металла периодически замыкают дуговой промежуток, либо если не происходят короткие замыкания, периодически изменяют длину дуги. При большой плотности тока в электроде наблюдается мелкокапельный перенос металла, без заметных колебаний длины и напряжения сварочной дуги.
Напряжение, ток и длина дуги претерпевают периодические изменения от холостого хода к короткому замыканию; в рабочем режиме происходит горение дуги, образование и рост капли. В дальнейшем при коротком замыкании между каплей и ванной ток резко увеличивается. Это приводит к сжатию капли и к разрушению мостика между каплей и электродом. Напряжение почти мгновенно возрастает и сварочная дуга снова возбуждается, т. е. процесс периодически повторяется. Смена режимов происходит в течение долей секунды. Поэтому источник питания должен обладать высокими динамическими свойствами, т. е. большой скоростью повышения напряжения при разрыве цепи и нужной скоростью нарастания тока.
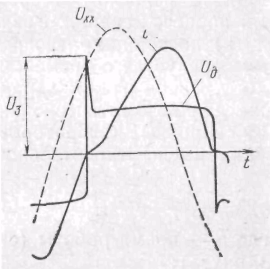
Рис. 5 Осциллограмма тока и напряжения дуги при сварке переменным током.
При малой скорости нарастания тока в ванну поступает нерасплавленная проволока. Она сравнительно медленно разогревается па большом участке, которым затем разрушается. Если ток возрастает слишком быстро, мостик между ванной и каплей электродного металла быстро перегревается и разрушается со взрывом. Часть расплавленного металла разбрызгивается и не попадает в шов.
Чтобы избежать разбрызгивания, необходимо повысить электромагнитную инерцию источника питания путем увеличения индуктивности сварочной цепи.
Жесткая и падающая вольт-амперная характеристика
Статическая вольтамперная характеристика.
Статическая вольтамперная характеристика является зависимостью напряжения дуги от поступаемого сварочного тока при постоянном значении длины дуги. Эта характеристика напрямую зависит от источника питания. Существует три типа статических характеристик:
- падающая;
- жесткая;
- возрастающая.

Сварку, производимую в обычных условиях или с использованием аргона, характеризует первый тип вольтамперной характеристики. При этом используемый сварочный ток имеет небольшие значения силы тока (до 80 Ампер), позволяя получать сварные швы небольшого размера.
При возрастании силы тока, используемой при сварке в обычных условиях, процесс ионизации активизируется и при этом возрастает площадь получаемого сечения дуги, что значительно облегчает процесс сварки. При сварочной дуге в аргонной среде происходит интенсивная ионизация непосредственно самой газовой среды со значительным повышением температуры защитного газа.
Сварочная дуга, которая возникает при силе тока от 80 до 300 Ампер, характеризуется вторым типом, для которого свойственно сложение низких значений напряжения. При этом площадь получаемого сечения будет пропорциональна значению силы тока, используемого при сварке, что позволяет получать швы необходимого размера и соединять различные конструкции, выполненные из разнообразных материалов. Проводимость сварочной дуги при этом остается постоянной.
При сварке с силой тока, превышающей 300 Ампер, говорят о возрастающей вольтамперной характеристике. При этом возникающее напряжение увеличивается в результате скопления большого количества заряженных частиц на электроде, автоматически вызывая падение напряжений на катоде.
Таким образом, можно сказать, что для падающей статической вольтамперной характеристики свойственно увеличение силы тока при снижении напряжения. Для жесткой – характерна независимость напряжения от силы тока. Для возрастающей – свойственно увеличение напряжения при возрастающем сварочном электрическом токе.
В процессе ручной сварки электродом с легирующим покрытием характеристика будет падающей, при возрастании силы тока она будет переходить в жесткую. При сварке с использованием флюса или в углекислой среде жесткая статическая характеристика будет переходить в растущую. При неизменной силе тока напряжение может меняться только от длины дуги.
2.1.2. Вольт-амперная характеристика дуги (вах)
Важнейшей характеристикой дуги является зависимость напряжения на ней от величины тока. Эта характеристика называется волтамперной. Имеет место статическая вольт-амперная характеристика и динамическая вольт-амперная характеристика.
С ростом тока i
увеличивается температура дуги, усиливается термическая ионизация, возрастает число ионизированных частиц в разряде и падает электрическое сопротивление дуги
.
Напряжение на дуге равно
.
Зависимость напряжения на дуге от тока при медленном его изменении называется статической вольт-амперной характеристикой дуги.
Статическая характеристика дуги зависит от расстояния между электродами (длины дуги), материала электродов и параметров среды, в которой горит дуга.
а) Статическая вольт-амперная характеристика
,
—
напряжение на дуге;
—
сумма околоэлектродного падений напряжений;
—
напряженность поля в столбе дуги;
l
—
длина дуги.
Величина l
зависит от тока и условий, в которых горит дуга. Статические вольт-амперные характеристики дуги имеют вид:

Чем больше длина дуги, тем выше лежит ее статическая вольт-амперная характеристика. С ростом давления среды, в которой горит дуга, также увеличивается напряженность Е
и поднимается вольт-амперная характеристика. Охлаждение дуги существенно влияет на эту характеристику. Чем интенсивнее охлаждение дуги, тем больше от нее отводится мощность. При этом должна возрастать мощность, выделяемая дугой. При заданном токе это возможно за счет увеличения напряжения на дуге. Таким образом, с ростом охлаждения вольт-амперная характеристика поднимается. Этим широко пользуются в дугогасительных устройствах аппаратов.
ВАХ дуги (рис.1) приведена для небольших плотностей токов (до 100 А/мм 2 ). При дальнейшем увеличении тока ВАХ становится горизонтальной. Если продолжить увеличение тока – напряжение начнет увеличиваться.
Эластичность сварной дуги.
При проведении сварки необходимо учитывать длину дуги, используемой при сварке, так как от неё напрямую зависит такая важная характеристика как эластичность.
Для получения качественного сварного шва необходимо бесперебойное горение сварочной дуги, которое характеризуется эластичностью сварной дуги. Говорят, что дуга достаточно эластична, если сварочный процесс остается устойчивым при увеличении длины сварной дуги.
Получаемая эластичность находится в прямой пропорциональной зависимости от значения силы тока. При высоких изменяющихся параметрах источника питания происходит сокращения переходного периода при различных изменениях в электрической системе, что позволяет получать качественное соединение за короткий промежуток времени.
Вольт-амперная характеристика дуги
В начальный момент для возбуждения дуги необходимо несколько большее напряжение, чем при ее последующем горении. Это объясняется тем, что при возбуждении дуги воздушный зазор недостаточно нагрет, степень ионизации невысокая и необходимо напряжение, способное сообщить свободным электронам такую энергию, чтобы при их столкновении с атомами газового промежутка могла произойти ионизация. Увеличение концентрации свободных электронов в объеме дуги приводит к интенсивной ионизации дугового промежутка, а отсюда к повышению его электропроводности. Вследствие этого напряжение падает до значения, необходимого для устойчивого горения дуги.
Зависимость напряжения дуги от тока и сварочной цепи называют статической вольт-амперной характеристикой дуги.

Вольт-амперная характеристика дуги (рис. 8, а) имеет три области: падающую 1, жесткую 2 и возрастающую 3. В области 1 (до 100 А) с увеличением тока напряжение значительно уменьшается. Это происходит в связи с тем, что при повышении тока увеличивается поперечное сечение, а следовательно, и проводимость столба дуги. В области 2 (100. 1000 А) при увеличении тока напряжение сохраняется постоянным, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Область характеризуется постоянством плотности тока. В области 3 напряжение возрастает вследствие того, что увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода. Дуга области 1 горит неустойчиво и поэтому имеет ограниченное применение. Дуга области 2 горит устойчиво и обеспечивает нормальный процесс сварки.
Вольт-амперная характеристика дуги при ручной дуговой сварке низкоуглеродистой стали (рис. 8, б) представлена в виде кривых а (длина дуги 2 мм) и б (длина дуги 4 мм). Кривые в (длина дуги 2 мм) и г (длина дуги 4 мм) относятся к автоматической сварке под флюсом при высоких плотностях тока.
Напряжение, необходимое для возбуждения дуги, зависит: от рода тока (постоянный или переменный), длины дугового промежутка, материала электрода и свариваемых кромок, покрытия электродов и ряда других факторов. Значения напряжений, обеспечивающих возникновение дуги в дуговых промежутках, равных 2. 4 мм, находятся в пределах 40. 70 В.
Коэффициент полезного действия.
Сварка всегда сопровождается выделением большого количества теплоты, которое используется для расплавления свариваемых деталей. Практически вся потребляемая электрическая энергия трансформируется в тепловую энергию, при помощи которой происходит плавление металла и нагревание окружающего воздуха.
КПД при любых сварочных работах имеет различные значения и во много зависит от марки электродов, химического состава флюса, типа сварного соединения и скорости производимой сварки.
Для получения качественных сварных швов при организации процесса сварки обязательно следует учитывать все характеристики сварочной дуги и контролировать их в процессе работы. Это позволит оптимизировать весь процесс и максимально сократить побочные энергетические затраты. Соблюдение всех параметров сварочной дуги при выбранном типе сварки является необходимым условием обеспечения высокого качества работ. К тому же это позволит обеспечить длительный срок эксплуатации соединяемых конструкций.
Классификация источников питания сварочной дуги
По типу сварочного тока
Итак, мы уже разобрали, что источником питания может быть трансформатор, выпрямитель и генератор. Но в более широком смысле все эти источники можно поделить еще на несколько подгрупп. Одна из них — тип тока, который генерирует источник.
Источник может генерировать постоянный или переменный ток. Классический трансформатор и генератор повышенной частоты зачастую генерирует переменный ток. Сварочный выпрямитель генерирует постоянный ток.
Чем отличается источник питания на постоянном токе и на переменном?
Сварочный аппарат переменного тока и постоянного в чем разница? Давайте разбираться.
Аппарат на переменном токе очень прост: он собирается из понижающего трансформатора и специального механизма, который регулирует силу сварочного тока. При применении сварочной дуги переменного тока сварка ведется на переменном токе соответственно.
![]()
Аппарат на постоянном токе более технологичен. Его основные компоненты — это понижающий трансформатор, устройство, выпрямляющее ток (выпрямитель), которое преобразовывает поступающий переменный ток в постоянный, и устройство, регулирующее силу тока. Соответственно, здесь сварка ведется на постоянном токе.
Это основные конструктивные различия. Есть еще различия эксплуатационные. Сварка постоянным током предпочтительнее, поскольку у этого источника тока больше преимуществ. Аппараты на постоянном токе намного компактнее и проще в применении, они технологичнее, и в целом считаются более современными. Сварка переменным током сложнее и характеризуется нестабильностью горения дуги.
Также упомянем инверторные источники питания, которые на данный момент считаются самыми технологичными и распространенными. Это сложные аппараты, которые многократно преобразовывают ток, сглаживая его с помощью специальных фильтров, и впоследствии выпрямляют. В результате сварщик получает постоянный ток, а значит крайне стабильную дугу, которая легко поджигается. Также инверторные аппараты снабжаются электронным блоком управления, который прост в применении.

Инверторный источник сварочного тока — самый распространенный тип на данный момент. Такие аппараты самые компактные и легкие (в продаже есть модели весом не более 3-5 кг), при этом они оснащаются дополнительным функционалом, упрощающим сварку.
По количество постов и способу установки
Здесь все намного проще. Вне зависимости от типа источника питания, будь он переменный или постоянный, трансформатор или инвертор, в любом из них может быть либо один разъем для сварки, либо 3 и более.
Аппараты с одним разъемом называются однопостовыми и предназначены для генерирования одной сварочной дуги. Т.е., для применения одним сварщиком. Аппараты с большим количеством разъемов называются многопостовыми, и сразу несколько сварщиков могут производить сварку от одного аппарата.
Источники питания по способу установки могут быть мобильными (переносными) или стационарными.