Зажим для сварочного аппарата земля
Как выбрать клемму заземления. Как доработать (улучшить) или изготовить самостоятельно

Как правило, сварочный аппарат комплектуется дешевой клеммой заземления. Но качество ее таково, что в большинстве случаев она быстро выходит из строя или не подходит сварщику по каким-то другим соображениям. Необходимо идти в магазин за покупкой новой клеммы.
Как выбрать из предлагаемого ассортимента, если вы только начинаете заниматься сваркой? Что нужно для этого знать? Читайте в статье.
Из-за некачественного контакта процесс сварки будет постоянно прерываться. Поэтому зажим массы нужно выбирать, исходя из следующих соображений:
- С учетом максимального рабочего тока сварочного аппарата;
- Он должен удерживать вес подсоединяемого кабеля;
- Усилие сжатия пружины должно обеспечивать надежный контакт с изделием или медной подкладкой, на которую оно установлено;
- величина раскрытия клеммы должна гарантировать надежное крепление на конструкциях малых и больших размеров.
Клеммы массы бывают нескольких трех типов:
- струбцина;
- прищепка «Крокодил»;
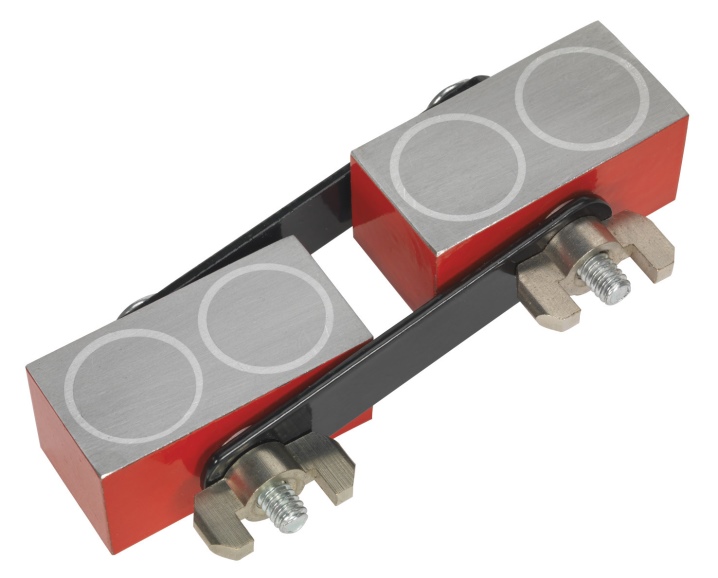
- магнитный зажим.
Если в работе возникла ситуация при которой проблематично ухватиться струбциной или «крокодилом», вы легко сделаете это с помощью магнитного зажима. Магнитом вы без проблем закрепитесь на любой поверхности, будь то труба или конструкция сложной формы.
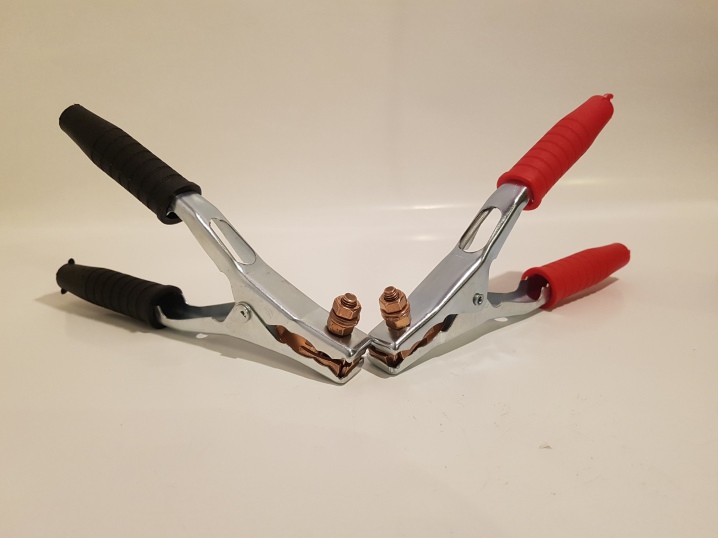
Рекомендации, как продлить жизнь зажиму типа «Крокодил»
Главная конструктивная особенность такой сварочной массы – пружина, обеспечивающаяся быстрое закрепление на металле. Она же является «ахилесовой пятой» приспособления.
Понимание принципа работы массы типа «крокодил» позволяет продлить ей время жизни и не угробить после двух-трех работ по сварке. О чем идет речь. На любом зажиме есть полоса (омедненная или латунная), которая передает контакт от одной прижимной губки к другой. Если не следить за ее состоянием и неправильно подключать массу к металлу, она может испортиться. Часто возникающая неисправность: контакт, который подходит с помощью провода к одной прижимной губке, может проскочить через пружину к другой. Как следствие, пружина начинает греться, что приводит к потере ее твердости и пружинящих свойств (в металлургии этот процесс называется отпуском), направленных на надежное крепление зажима на поверхности металлического изделия. Из-за этого масса разрушается быстрыми темпами. Для поддержания работоспособного состояния, нужно следить за состоянием полосы: она не должна касаться металла при подсоединении. Фото наглядно демонстрируют, что имеется ввиду.


Приобретите «крокодил» для профессиональной работы. Какие положительные стороны он, как правило, имеет:
- правильна конструкция (полоса утоплена так, что ее невозможно коснуться)
- качественные материалы,
- более мощная пружина;
- больший обхват (иногда он просто не заменим).
Берите с запасом на 400 -500А.
Как улучшить клемму массы?
С этой проблемой сталкиваются, как правило, начинающие сварщики. Приобретается бюджетный инвертор ручной дуговой сварки для сварки дома: для забора, ворот, навеса и т.д. Такой инвертор, стоимостью 6-10 тыс. рублей и выше комплектуется прищепкой «Крокодил». Помимо прочих отрицательных сторон такой прищепки, о которых уже говорилось выше, она, вероятнее всего, имеет стальные губки, покрытые тонким слоем гальванической меди (чтобы создавалось впечатление, что они медные). Проверить медь это или сталь очень просто, нужно поднести магнит. Если магнитится – значит сталь. Обычно еще не магнитится пищевая нержавейка в ненагартованном состоянии, но это уже совершенно другая история (читайте статью «Как определить, какой металл»).
Чем грозят стальные губки? Будут греться – сталь гораздо худший проводник, чем медь или латунь. Чтобы это не произошло, вы можете переделать дешевую прищепку стоимостью 40-50 руб. (если, конечно, у вас в хозяйстве найдется немного меди или латуни, например, пластина или трубка, шина).
Что нужно сделать? Нужно открутить родные губки, которые держатся на болтах, и по ним, как по шаблону, сделать другие губки. Достаточно, чтобы они в сечении представляли собой русскую букву «П». Без особых усилий вы получите хороший контакт на некачественной прищепке!
Магнитная клемма для сварки своими руками
Преимущество использования магнитной клеммы сварщики могут оценить по достоинству, работая со сложными конструкциями, где обычный «крокодил» просто негде зацепить. А здесь кинул массу на поверхность обрабатываемого металла — и производишь сварочные работы.
Купить ее можно в любом магазине сварочной техники, однако будет ли она соответствовать вашим потребностям и быть настолько же надежной, как клемма, изготовленная самостоятельно? Все как-то держаки-трезубцы придумывают, некоторые делают в гараже «крокодилы», а вот магнитные массы мало кто берется изобретать… В общем, сделайте и будет чем похвастать перед друзьями -сварщиками!
- Сама клемма вырезается из листового металла 2мм и 0,5мм, а магнит взят из нерабочего динамика, также здесь применяется сегмент горячекатаного уголка 20х20х3мм в качестве прижимной пластины кабеля. Все остальные компоненты: винты,шайбы,гайки — стандартные.
- Подключение можно осуществить на кабель массы сварочного аппарата, заменив стандартный «крокодил», а можно отдельно укомплектовать данный тип массы байонетным соединителем и кабелем сечением 1х16мм.




One thought on “ Как выбрать клемму заземления. Как доработать (улучшить) или изготовить самостоятельно ”
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Зажимы массы для сварочного аппарата в Москве
- Тиски
- Сварочные аппараты
- Проволока для сварки

Клемма заземления крокодил Wester 990-047
Клемма заземления ПТК КЗ-50 «Сатурн Профи» 500 А
Клемма заземления крокодил КАЛИБР ЗМС-300
Зажимы массы Кабель с клеммой заземления 25 кв.мм РЕСАНТА
Зажим массы QUATTRO ELEMENTI 300 А профи
Клемма заземления КЗ-500А
Зажимы массы Русэлком Зажим массы 500А/KY1069/красный
Клемма заземления магнитная 315 А, Сатурн 16-0083-9
12335 AURORA Зажим на массу 400А US type
Зажим масса с проводами для ТСС PRO SW 1600/2500
Клемма заземления КЗ 30-1/31
Кабель с клеммой заземления РЕСАНТА
Масса сварочная КЗ-300А
Магнитная клемма заземления МКЗ-31 «Сатурн» (315 А)
Клемма заземления магнитная FoxWeld МКЗ-400Р (5398)
Клемма заземления КЗ-25 «Сатурн-Профи» (250 А)
Клемма заземления КЗ-40
Клемма заземления KRASS КЗ-500
Клемма заземления магнитная 200А START SM1001
Клемма заземления КЗ-50
Зажим массы Диолд ЗМ 300-01
Зажим заземляющий для сварочного аппарата JTC
Клемма заземления магнитная Denzel 97559
Клемма заземления KY1056 300A



Зажимы массы Корд ПКП Зажим массы КЗ-12 (120А) «Корд»
КНР Клемма заземления Optima кз-300, 300 А
Клемма заземления KY1025 500A Dahua
Клемма заземления Кедр КЗ-20 PRIME
Клемма заземления KY1026 500A Dahua
Клемма заземления (300А) (KY1032) Латунь
Клемма заземления КЗ-20
Клемма заземления Кедр КЗ-400 PRO Comfort
Клемма заземления магнитная 400 А SM1002
Клемма заземления ПТК КЗ 30-1 005.020.116
Клемма заземления KRASS КЗ-400
Набор зажимов для сварочных работ JTC 1-2555
Клемма заземления Brima КЗ-500
Зажим массы 300а Без тм, 169084
Клемма заземления Eco ESAB 400А (ПВ 35%)
Зажим массы Диолд ЗМ 500
Зажим массы 300 А
Клемма заземления крокодил Quattro Elementi 770-322
Клемма заземления ESAB CC11 600A
Клемма заземления крокодил ELITECH 0606.014500
Зажим «крокодил» для сварки (латунь) 200 А, 140 мм, Сатурн 16-0052-9
Электрододержатели и клеммы заземления


Электрододержатели и клеммы заземления
В список основных инструментов для сварщика при выполнении ручной электродуговой сварки входят клемма заземления и электродержатель, от которых зависит производительность труда, формирование шва, безопасность и удобство в работе.
Настраиваем контакт
Во время сварки для удержания электрода и подвода к нему сварочного тока используют электрододержатель. Это приспособление выполнено в виде зажима, имеющего электроизолирующие облицовки и разъем для подключения кабеля.
Электрододержатели по способу действия делятся на:
- инструменты с местным механизмом удержания электрода — для них используется ручное управление;
- инструменты с дистанционным механизмом зажима электрода – для данного типа электрододержателей применяется как механизированное управление с пневматическим приводом, так и ручное управление.
Электрододержатели в зависимости от возможности крепления электрода могут быть:
- винтовые (имеется вентиль зажима);
- вилочные;
- пружинные рычажного типа;
- пластинчатые.
Электрододержатели других конструкций являются модификациями вышеперечисленных видов.
Технические характеристики электрододержателей зависят от:
- угла удержания электрода без подгиба;
- силы прижатия электрода;
- диаметра применяемых электродов;
- силы сварочного тока;
- времени замены электрода;
- длительности сварочного процесса.
Какие требования предъявляют к электрододержателям
Электрододержатель должен обладать простой конструкцией, быть легким, удобным в работе, обеспечивать хорошую электрическую проводимость, смену электрода в течение не больше 4 секунд, закрепление электрода не меньше чем в 2 позициях (под углом и в перпендикулярном положении).
Рукоятка электрододержателя должна быть выполнена из негорючего теплоизоляционного или диэлектрического материала, а токопроводящие места защищены и изолированы от случайного их касания.
Подключаем кабели
Для создания замкнутой электрической цепи при осуществлении сварочного процесса необходимо произвести соединение свариваемой детали с источником сварочного тока. Для этого используют клеммы заземления, представляющие собой зажимы, обеспечивающие плотность контакта и возможность их закреплять на элементах разной толщины.
Виды клемм заземления
Клеммы заземления представлены в различных модификациях, но основными их видами являются:
- Магнитная клемма. Клеммы заземления магнитные, вращающиеся, Изготавливается из электроконтактной рукоятки и магнитного контактора. Внутрь металлического корпуса клеммы помещен мощный магнит, за счет которого осуществляется присоединение и заземление инструмента к свариваемой детали.
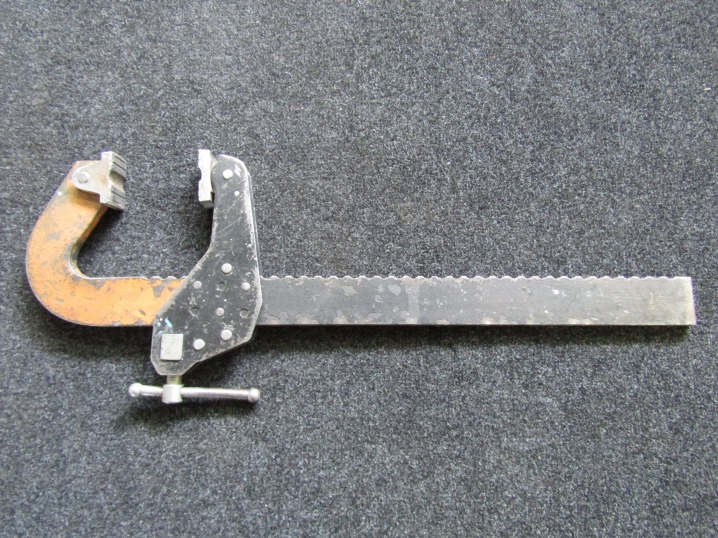
- Струбцина — очень крепкая клемма заземления. Сварочный кабель крепится с помощью винта с шестигранной головкой.
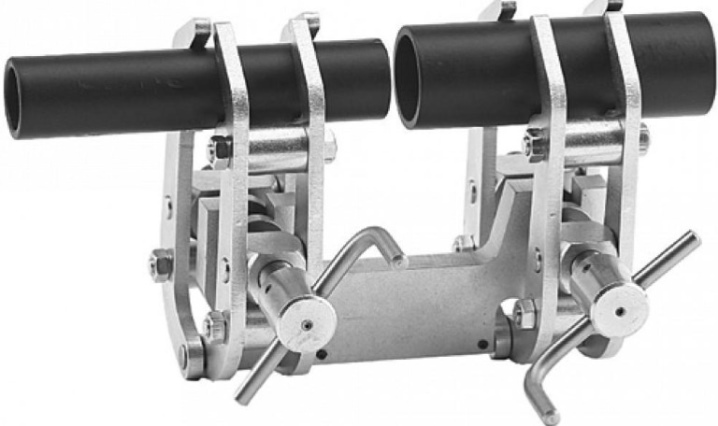
- Клемма заземления-центратор — предназначена для центрирования и «прихватки» предварительно выровненных труб, а также для соединения сварочных компонентов.
- Клемма, выполненная в виде прищепки, например: КЗ-60 «Корд» или ESAB MP-450. Они крепятся непосредственно к самому элементу сварки.
На рынке сварочных инструментов существует много модификаций и видов электрододержателей и клемм заземления, и большинство неподготовленных людей испытывают трудности в процессе выбора данных инструментов. Специалисты нашего интернет – магазина помогут подобрать необходимое оборудование для сварки и предоставить полную информацию о параметрах и технических характеристиках инструментов.
Особенности сварочных клемм

- Что это и зачем нужны?
- Технические характеристики
- Какими бывают?
- Как пользоваться?
При проведении сварочных работ обязательно нужно пользоваться специальными клеммами. Данные элементы позволяют делать заземление. Оно обеспечивает безопасность, защищает от возможного поражения электрическим током. Рассмотрим, какими бывают такие детали, и как их правильно использовать.

Что это и зачем нужны?
Сварочные клеммы представляют собой специальный держатель в виде прищепки. Такие зажимы типа «крокодил» соединяют между собой кабель и металлическую деталь.
Такие клеммы часто называют зажимами массы. Они создают максимально надежный контакт в зоне подключения. А также они применяются для надежной фиксации деталей.

Подобные элементы используются для создания заземления – это дает возможность сделать сварочную работу более безопасной, предотвратить воздействия электрического тока.

Технические характеристики
В специализированных магазинах любой покупатель сможет увидеть большое разнообразие различных сварочных клемм с разными техническими параметрами. Важной характеристикой для данного инструмента является значение номинального тока. Чаще всего оно составляет 200, 300 и 500 ампер.
При выборе подходящей клеммы следует обязательно учитывать силу тока, при которой будут проводиться работы.
Еще одним важным показателем будет продолжительность включения при максимальной величине токе. Для клемм данное значение чаще всего составляет 35%. К таким параметрам можно отнести и массу изделий. Как правило, она достигает 300-500 граммов. Самые легкие модели можно прикрепить практически к любому месту – благодаря маленькой массе они не будут смещаться во время сварки, обеспечивая довольно хороший контакт.

Какими бывают?
Клеммы для сварочных работ могут быть разных видов. К основным из них относятся следующие разновидности:
- «крокодил»;
- фиксирующие элементы;
- магнитные прищепки.
«Крокодил»
Данный вариант является самым распространенным. Нередко такие зажимы продаются в одном комплекте со сварочным оборудованием. Приспособление довольно удобно в применении, при необходимости его можно быстро и легко поменять одним нажатием руки. А также такой стандартный вариант можно прикрепить к металлической конструкции любой формы.


Но при этом он обладает и некоторыми недостатками:
- сложность присоединения к трубам с большим значением диаметра;
- трудное использование на угловых поверхностях (в таких случаях к изделию дополнительно приваривают небольшой «рожок», также можно взять провод с большой длиной).

Фиксирующие элементы
Такие разновидности не только обеспечивают заземление, но и позволяют легко зафиксировать металлические детали между собой в процессе сварочных работ. Эти элементы также подразделяются на несколько отдельных групп:
- стяжки и зажимы;
- струбцины;
- распорки и центраторы.


Фиксирующие зажимы и стяжки чаще всего используются для стягивания концов изделий и кромок, закрепления их в таком положении. Это дает возможность сделать конструкцию более устойчивой к возможным ударам электродов, а также предотвращает деформацию металла при повышении температурного режима.
Положение фиксации производится плотным сжатием ручек. При этом нужно выставить подходящие размеры зева. Делают это при помощи небольшого винта на инструменте.

Распорки считаются самым подходящим вариантом для случаев, когда необходимо соблюдать определенное расстояние между отдельными частями свариваемой конструкции. А также такие фиксирующие устройства отлично подойдут для того, чтобы немного исправить деформации металла.

Струбцины представляют собой специальные стягивающие инструменты, оснащенными зажимными винтами. Они позволяют закреплять металл определенных размеров и форм.
Сами струбцины также могут быть разных форм и размеров. Все они оснащены регулятором зева. Наиболее распространенными являются угловые модели. Они обеспечивают фиксацию металлических элементов, которые свариваются под углом 90 градусов встык.
Центраторы представляют собой особые устройства, которые обеспечивают совмещение друг с другом осей и кромок деталей. Такие модели могут быть или внутренними, или внешними.
Магнитная прищепка
Такие клеммы производятся в 2-х вариантах: постоянные и электромагнитные модели. А также они подразделяются на универсальные (применяются для простого крепления к металлическим деталям) и угольники (предназначаются для сварки конструкций под определенным углом).
Магнитная основа позволяет обеспечивать прочное присоединение и к самим клеммам, и к отдельным металлическим частям. После их использования на поверхности изделия не будет следов, хотя многие модели других клемм оставляют их на металле.
Магнитные образцы прочно фиксируются во время сварки, их смещения в процессе работы не произойдет. Кроме этого, такие модели можно закрепить практически в любое место, поэтому их удобно использовать при сварке в труднодоступных местах конструкций.
Но магнитные клеммы лучше не брать для работы с мелкими изделиями, в том числе с проволокой или арматурой. Данное устройство следует регулярно полностью очищать от металлической стружки.
Место под его креплением надо своевременно зачищать, чтобы на нем не образовался слой грязи.

Как пользоваться?
Чтобы клемма выполняла все свои функции, ее следует правильно прикрепить к изделию. На концах таких устройств имеются специальные наконечники прямоугольной или круглой формы. Именно эту часть нужно цеплять к металлу.
Перед креплением внимательно посмотрите на контакты – они должны быть чистыми. Если они даже немного загрязнены, предварительно нужно провести тщательную чистку. Если этого не сделать, то тогда дугу невозможно будет разжечь из-за слишком плохого контакта.

В процессе использования внимательно следите за нагреванием кабеля. Не допускайте, чтобы он сильно перегревался. Чтобы этого не произошло, следует просто соблюдать допустимое значение сварочного тока, также рекомендуется делать небольшие регулярные перерывы во время сварочных работ.
Более наглядный обзор сварочных клемм и их правильное использование смотрите в следующем видеоролике.
Правила заземления сварочных аппаратов
Согласно правилам безопасности, любое электрическое оборудование должно быть заземлено – заземление сварочного аппарата не является исключением. В данном материале описаны основные правила заземления различного сварочного оборудования.
Зачем заземлять
Стационарное сварочное оборудование, вне зависимости от схемы подключения к электрической сети, в большинстве случаев имеет отдельный заземляющий контур. Обычно, один конец заземляющего кабеля, крепится к металлическому корпусу сварочного аппарата, а другой – к вкопанному в землю металлическому стержню.

Благодаря такому соединению корпуса сварки с поверхностью земли, возникает равенство потенциалов между ними. Если корпус окажется под напряжением, и рабочий к нему прикоснется, то из-за равенства потенциалов удара током не произойдет. Это относится и к другим частям аппарата, способным проводить ток. Поскольку электросварочное оборудование работает с большими по величине токами, заземление может спасти жизнь.
Основные требования
Заземление делают медным кабелем сечением минимум 6 мм или металлической арматурой сечением минимум 12 мм. Крепят медный кабель к корпусу через специальный болт на установке, помеченный надписью «Земля» (возможно и другое обозначение). Кроме основного электросварочного оборудования, в аппаратах для дуговой сварки необходимо заземлять и тот зажим вторичной обмотки, к какому подключается проводник, идущий к свариваемой детали.
Если кабель, подводящий ток, двужильный, то для заземления сварочного трансформатора нельзя применять провода «ноль» и «фаза».
Основные требования по обеспечению электробезопасности:
- все нетоковедущие элементы сварочных установок должны быть подключены к заземляющему контуру;
- сварочные аппараты, для подключения к заземляющему контуру, оснащаются специальным болтом с соответствующим обозначением, к которому прикреплен заземляющий провод;
- для каждой электрической установки должна быть предусмотрена отдельная точка заземления;
- запрещается сварочные аппараты заземлять последовательно;
- если нет никакой возможности заземлить оборудование, необходимо использовать устройство защитного отключения.
 Для эффективной защиты от поражения током, по нормам электробезопасности, сопротивления заземляющего контура не должно превышать 5 Ом. Для того чтобы добиться заданных параметров необходимо обеспечить максимально большую площадь контакта заземлителя с землей, а так же хорошую токопроводимость.
Для эффективной защиты от поражения током, по нормам электробезопасности, сопротивления заземляющего контура не должно превышать 5 Ом. Для того чтобы добиться заданных параметров необходимо обеспечить максимально большую площадь контакта заземлителя с землей, а так же хорошую токопроводимость.
Для соединения заземлителя с заземляющим проводником используется метод сварки или применяются хомуты. Независимо от метода соединения, стык необходимо защитить от возможной коррозии, для этого, чаще всего, применяется смола.
Электрические сварочные аппараты, для обеспечения безопасной работы, необходимо каждый месяц проверять на наличие оголенных токоведущих элементов, замыкания на корпус, целостность заземляющего контура.
Проверяется наличие замыкания между элементами обмотки трансформатора, а также исправность систем защиты.
В электросварочных аппаратах, в которых создается дуга между электродом и проводящей электричество деталью, необходимо кроме элементов корпуса, заземлять вывод вторичной обмотки источника напряжения, соединяемый обратным кабелем с деталью.
Классификация заземлителей
Искусственный контур заземления сварочного оборудования может быть выполнен вертикальным способом и горизонтальным.
При выполнении вертикального заземляющего контура, чаще всего, используют металлические уголки, трубы или пластины, закопанные в землю. Запрещается для контура заземления использовать алюминий, так как в следствии электрокоррозии он быстро разрушается.

В местах, где по тем или иным причинам невозможен монтаж вертикального заземления, применяется горизонтальное (глубинное) заземление. В грунт, на необходимую глубину, помещают один или несколько металлических стержней, концы которых соединяют между собой.
Главным преимуществом вертикального заземления является экономия пространства. Но это не единственное достоинство данного способа заземления – за счет контакта со слоями земли, которые насыщены влагой, достигается отличная токопроводимость.
Типы клемм сварочных аппаратов
Правильно подобранные клеммы заземления помогут обезопасить сварщика от поражения электрическим током, и обеспечить высокое качество шва.
Клеммы заземления необходимо выбирать исходя из максимального тока и веса кабеля, подсоединенного к зажиму. Учитывается надежность контакта клемм с рабочей поверхностью свариваемой детали (ее обеспечивает жесткость пружины). Угол раскрытия зажима должен создавать надежное соединение с деталями любых габаритов.

Клеммы заземления делятся на три основных вида:
- зажим типа «Крокодил»;
- магнитный зажим;
- струбцина.
 Наиболее часто для заземления сварочного аппарата используются магнитный зажим и зажим «крокодил». Использование магнитного зажима упрощает установку массы на деталях неправильной формы, закругленных поверхностях и конструкциях, на которых затруднительно прикрепить клемму другого типа.
Наиболее часто для заземления сварочного аппарата используются магнитный зажим и зажим «крокодил». Использование магнитного зажима упрощает установку массы на деталях неправильной формы, закругленных поверхностях и конструкциях, на которых затруднительно прикрепить клемму другого типа.
Зажим типа «крокодил» отличается надежностью соединения с поверхностью детали и удобством использования. Для того чтобы продлить срок службы зажима «крокодил» нельзя допускать сильного перегрева пружины, которая является одним из основных элементов клеммы.
Правила безопасности при работе со сварочным инвертором
При выполнении сварочных работ, используя инвертор, замыкание фазы на корпус может стать причиной несчастного случая. Кроме этого, в бюджетных инверторах китайского производства нередко случаются пробои силового трансформатора. Вследствие подобной неполадки держатель электрода и клемма массы становятся токопроводящими, и несут опасность. Заземление могло бы обезопасить сварщика от поражения током, но его применение зачастую невозможно при использовании переносного оборудование для сварки. Потому, при использовании инвертора, необходимо наряду с заземлением использовать УЗО.